过程流程图范例(含替代过程)
过程流程图标准范例
过程流程图标准范例
本文目的是通过以下范例让大家区分产品和过程的特殊特性,园君确实遇到很多将辅料或根本不是产品的构成零件的特性识别为目标产品的特殊特性,或者几乎将所
有特性识别为特殊特性,这样识别,还有“特殊”的意义吗?你可以全工序、全特性使
用控制图监控和分析,以及全检,模拟测试,路试,破坏性试验等严格的控制方法吗?如果做不到,就还是要认真识别出那些最重要的,涉及安全、配合、功能、性能等方面的特性。
另外,抛出个问题,生产我们产品的模具,其尺寸或材质是不是产品特性?或产品的特殊特性?
回答这个问题,就要看你制作的“过程流程图”或“特殊特性清单”的对象是什么,
如果顾客需要的产品是手机壳,而不是生产手机壳的模具,那么模具的尺寸或材质就不是产品(手机壳)的产品特性。
如果客户需要的就是模具,那么模具重要尺寸、材质肯定就是产品(模具)的特殊特性了。
有人说,就想把模具的特殊特性标识出来。
其实,完全可以再做一份专门模具的特殊特性清单、控制计划等,不一定非要和生产手机壳的FMEA、控制计划混在一起。
容易出错的根本原因就是做着做着就把分析的对象搞错了,导致识别的产品和过程特殊特性会非常多也非常混乱。
过程流程图-范例

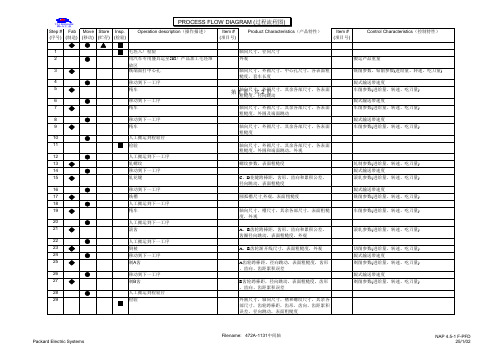
第 1 页,共 3 页(序号)(制造)(移动)(贮存)(检验)(项目号)(项目号)1毛坯入厂检验轴向尺寸,径向尺寸2用汽车专用盛具运至503厂产品加工毛坯堆放区外观搬运产品重量3铣端面打中心孔轴向尺寸,外圆尺寸,中心孔尺寸,各表面粗糙度,套车长度铣削参数、钻削参数(进给量、转速、吃刀量)4移动到下一工序辊式输送带速度5精车轴向尺寸,外圆尺寸,其余各部尺寸,各表面粗糙度,径向跳动车削参数(进给量、转速、吃刀量)6移动到下一工序辊式输送带速度7精车轴向尺寸,外圆尺寸,其余各部尺寸,各表面粗糙度,外圆及端面跳动车削参数(进给量、转速、吃刀量)8移动到下一工序辊式输送带速度9精车轴向尺寸,外圆尺寸,其余各部尺寸,各表面粗糙度车削参数(进给量、转速、吃刀量)10人工搬运到检验台11检验轴向尺寸,外圆尺寸,其余各部尺寸,各表面粗糙度,外圆和端面跳动,外观12人工搬运到下一工序13轧螺纹螺纹参数,表面粗糙度轧制参数(进给量、转速、吃刀量)14移动到下一工序辊式输送带速度15轧花键C 、D 花键跨棒距,齿形、齿向和累积公差,径向跳动,表面粗糙度滚轧参数(进给量、转速、吃刀量)16移动到下一工序辊式输送带速度17铣槽圆弧槽尺寸,外观,表面粗糙度铣削参数(进给量、转速、吃刀量)18人工搬运到下一工序19精车轴向尺寸,槽尺寸,其余各部尺寸,表面粗糙度,外观车削参数(进给量、转速、吃刀量)20人工搬运到下一工序21滚齿A 、B 齿轮跨棒距,齿形、齿向和累积公差,齿圈径向跳动,表面粗糙度,外观滚轧参数(进给量、转速、吃刀量)22人工搬运到下一工序23倒棱A 、B 齿轮渐开线尺寸,表面粗糙度,外观切削参数(进给量、转速、吃刀量)24移动到下一工序辊式输送带速度25剃A 齿A 齿轮跨棒距,径向跳动,表面粗糙度,齿形、齿向、齿距累积误差剃削参数(进给量、转速、吃刀量)26移动到下一工序辊式输送带速度27剃B 齿B 齿轮跨棒距,径向跳动,表面粗糙度,齿形、齿向、齿距累积误差剃削参数(进给量、转速、吃刀量)28人工搬运到检验台29检验外圆尺寸,轴向尺寸,槽和螺纹尺寸,其余各部尺寸,齿轮跨棒距,齿形、齿向、齿距累积误差,径向跳动,表面粗糙度(序号)(制造)(移动)(贮存)(检验)(项目号)(项目号)(序号)(制造)(移动)(贮存)(检验)(项目号)(项目号)第 3 页,共 3 页。
流程图-ns图-pad图
流程图-n s图-p a d图-p d l-h i p o(总9页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--流程图、N-S图、PAD图、判定表、PDL、HIPO图程序流程图程序流程图独立于任何一种程序设计语言,比较直观、清晰,易于学习掌握。
但流程图也存在一些严重的缺点。
例如流程图所使用的符号不够规范,常常使用一些习惯性用法。
特别是表示程序控制流程的箭头可以不受任何约束,随意转移控制。
这些现象显然是与软件工程化的要求相背离的。
为了消除这些缺点,应对流程图所使用的符号做出严格的定义,不允许人们随心所欲地画出各种不规范的流程图。
例如,为使用流程图描述结构化程序,必须限制流程图只能使用图所给出的五种基本控制结构。
图流程图的基本控制结构任何复杂的程序流程图都应由这五种基本控制结构组合或嵌套而成。
作为上述五种控制结构相互组合和嵌套的实例,图示给出一个程序的流程图。
图中增加了一些虚线构成的框,目的是便于理解控制结构的嵌套关系。
显然,这个流程图所描述的程序是结构化的。
图流程图的基本控制结构N-S图Nassi和Shneiderman 提出了一种符合结构化程序设计原则的图形描述工具,叫做盒图,也叫做N-S图。
为表示五种基本控制结构,在N-S图中规定了五种图形构件。
参看图。
为说明N-S图的使用,仍用图给出的实例,将它用如图所示的N-S图表示。
如前所述,任何一个N-S图,都是前面介绍的五种基本控制结构相互组合与嵌套的结果。
当问题很复杂时,N-S图可能很大。
图 N-S图的五种基本控制结构图 N-S图的实例PADPAD是Problem Analysis Diagram的缩写,它是日本日立公司提出,由程序流程图演化来的,用结构化程序设计思想表现程序逻辑结构的图形工具。
现在已为ISO认可。
PAD也设置了五种基本控制结构的图式,并允许递归使用。
图 PAD的基本控制结构做为PAD应用的实例,图给出了图程序的PAD表示。
流程图规范化说明书及范例
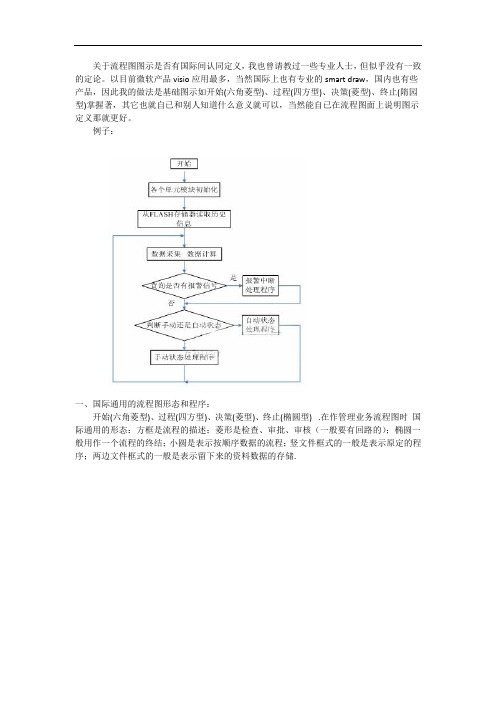
关于流程图图示是否有国际间认同定义,我也曾请教过一些专业人士,但似乎没有一致的定论。
以目前微软产品visio应用最多,当然国际上也有专业的smart draw,国内也有些产品,因此我的做法是基础图示如开始(六角菱型)、过程(四方型)、决策(菱型)、终止(隋园型)掌握著,其它也就自已和别人知道什么意义就可以,当然能自已在流程图面上说明图示定义那就更好。
例子:一、国际通用的流程图形态和程序:开始(六角菱型)、过程(四方型)、决策(菱型)、终止(椭圆型) .在作管理业务流程图时国际通用的形态:方框是流程的描述;菱形是检查、审批、审核(一般要有回路的);椭圆一般用作一个流程的终结;小圆是表示按顺序数据的流程;竖文件框式的一般是表示原定的程序;两边文件框式的一般是表示留下来的资料数据的存储.流程图符号流程图符号是专门用来画图的,其中有流程图,里面有符号的解释。
1 含义2 符号约定3 说明4 参考资料流程图符号-含义不管什么符号,都需要给它定义,定义行为是由制定人予以完成的,要完成这项工作不应该先定义符号代表什么,而应该在做到组织结构或者作业流程心中有数后进行归类,根据归类采用不同的符号加以区分。
另外,我所见过的很多有效组织结构图都是一种符号到底的,他们采取的是多重互联回形目录树的形式,也很有效阿。
这也佐证我的观点。
为了让您的新构架流程图不至于让他人难于理解,建议最好不要因采取过多的符号加以分类而造成实施人难以理解。
另外,还建议您在采取分类后将在流程图的下方添加注解。
其实,没有哪个企业会因一图而兴,关键靠的是实施和控制(重点包括环节控制)。
图再好,别人看不懂又有什么用呢?没有实施过程的监控与指导又会起多大效力呢?以微软产品visio应用最多,当然国际上也有专业的smartdraw,国内也有些产品,因此我的做法是基础图示如开始(六角菱型)、过程(四方型)、决策(菱型)、终止(隋园型)掌握著,其它也就自已和别人知道什么意义就可以,当然能自已在流程图面上说明图示定义那就更好。
史上最完整的企业并购及操作流程(含流程图)
来源:投资并购风险管理,转自洞见资本完整的公司并购过程应该包括三大阶段:并购准备阶段、并购实施阶段、并购整合阶段,其一般操作流程如下图所示:1并购的准备阶段在并购的准备阶段,并购公司确立并购攻略后,应该尽快组成并购班子。
一般而言,并购班子包括两方面人员:并购公司内部人员和聘请的专业人员,其中至少要包括律师、会计师和来自于投资银行的财务顾问,如果并购涉及到较为复杂的技术问题,还应该聘请技术顾问。
并购的准备阶段,对目标公司进行尽职调查显得非常重要。
尽职调查的事项可以分为两大类:并购的外部法律环境和目标公司的基本情况。
并购的外部法律环境。
尽职调查首先必须保证并购的合法性。
直接规定并购的法规散见于多种法律文件之中,因此,并购律师不仅要熟悉公司法、证券法等一般性的法律,还要熟悉关于股份有限公司、涉及国有资产、涉外因素的并购特别法规。
(关于这些法规的名称,可以参看本文的注释)除了直接规定并购的法规以外,还应该调查反不正当竞争法、贸易政策、环境保护、安全卫生、税务政策等方面的法规。
调查时还应该特别注意地方政府、部门对企业的特殊政策。
目标公司的基本情况。
重大并购交易应对目标公司进行全面、详细的尽职调查。
目标公司的合法性、组织结构、产业背景、财务状况、人事状况都属于必须调查的基本事项。
具体而言,以下事项须重点调查:格;■其次,目标公司是否具备从事营业执照所确立的特定行业或经营项目的特定资格;■再次,还要审查目标公司是否已经获得了本次并购所必需的批准与授权(公司制企业需要董事会或股东大会的批准,非公司制企业需要职工大会或上级主管部门的批准,如果并购一方为外商投资企业,还必须获得外经贸主管部门的批准)。
伙制企业,不同性质的目标企业,对于并购方案的设计有着重要影响。
名单;与上列单位、人员签署的书面协议、备忘录、保证书等等。
审查合同过程中应当主要考虑如下因素:合同的有效期限;合同项下公司的责任和义务;重要的违约行为;违约责任;合同的终止条件等等。
流程图规范化说明书及范例范本

流程图规范化说明书及范例关于流程图图示是否有国际间认同定义,我也曾请教过一些专业人士,但似乎没有一致的定论。
以当前微软产品visio应用最多,当然国际上也有专业的smart draw,国内也有些产品,因此我的做法是基础图示如开始(六角菱型)、过程(四方型)、决策(菱型)、终止(隋园型)掌握著,其它也就自已和别人知道什么意义就能够,当然能自已在流程图面上说明图示定义那就更好。
例子:一、国际通用的流程图形态和程序:开始(六角菱型)、过程(四方型)、决策(菱型)、终止(椭圆型) .在作管理业务流程图时国际通用的形态:方框是流程的描述;菱形是检查、审批、审核(一般要有回路的);椭圆一般用作一个流程的终结;小圆是表示按顺序数据的流程;竖文件框式的一般2是表示原定的程序;两边文件框式的一般是表示留下来的资料数据的存储.流程图符号流程图符号是专门用来画图的,其中有流程图,里面有符号的解释。
1 含义2 符号约定3 说明4 参考资料流程图符号-含义不论什么符号,都需要给它定义,定义行为是由制定人予以完成的,要完成这项工作不应该先定义符号代表什么,而应该在做到组织结构或者作业流程心中有数后进行归类,根据归类采用不同的符号加以区分。
另外,我所见过的很多有效组织结构图都是一种符号到底的,她们采取的是多重互联回形目录树的形式,也很有效阿。
这也佐证我的观点。
为了让您的新构架流程图不至于让她人难于理解,建议最好不要因采取过多的符号加以分类而造成实施人难以理解。
另外,还建议您在采取分类后将在流程图的下方添加注解。
其实,没有哪个企业会因一图而兴,关键靠的是实施和控制(重点包括环节控制)。
图再好,别人看不懂又有什么用呢?没有实施过程的监控与指导又会起多大效力呢?以微软产品visio应用最多,当然国际上也有专业的smartdraw,国内也有些产品,因此我的做法是基础图示如开始(六角菱型)、过程(四方型)、决策(菱型)、终止(隋园型)掌握著,其它也就自已和别人知道什么意义就能够,当然能自已在流程图面上说明图示定义那就更好。
过程流程图-范例教学文案
切削参数(进给量、转速、吃刀量)
50
用叉车专用盛具运至561厂待清洗区
外观
搬运产品重量
51
清洗
表面清洗质量
清洗时间、温度和零件数量,清洗液浓度
52
专用盛具人工搬运到检验台
53
检验
外圆尺寸,轴向尺寸,外观、表面粗糙度,螺
纹尺寸,径向跳动,花键、齿轮跨棒距,齿轮
齿形、齿向、齿距累积误差
54
专用盛具人工搬运到下一工序
Item # (项目号)
Control Characteristics(控制特性)
1
毛坯入厂检验
轴向尺寸,径向尺寸
2
用汽车专用盛具运至503厂产品加工毛坯堆
外观
搬运产品重量
放区
3
铣端面打中心孔
轴向尺寸,外圆尺寸,中心孔尺寸,各表面粗
铣削参数、钻削参数(进给量、转速、吃刀量)
糙度,套车长度
4
移动到下一工序
TSINGSHAN 青山工业
Step # Fab (序号) (制造)
Move (移动)
Store (贮存)
Insp. (检验)
PROCESS FLOW DIAGRAM (过程流程图)
Operation description(操作描述)
Item # (项目号)
Product Characteristics(产品特性)
度,外观
20
人工搬运到下一工序
21
滚齿
A、B齿轮跨棒距,齿形、齿向和累积公差,
滚轧参数(进给量、转速、吃刀量)
齿圈径向跳动,表面粗糙度,外观
22
人工搬运到下一工序
23
倒棱
A、B齿轮渐开线尺寸,表面粗糙度,外观
流程管理及变准化的画流程图

流程优化
第三阶段
流程再造
组织流程调研
确定再造的流 程范围
确立标杆
新流程设计
流程管理方法 与工具
重新审视企业 的流程和再设 计
流程再造
培训大纲
流程管理介绍 如何画流程图
如何画流程图-流程图范例(一) 一般流程
如何画流程图-流程图范例(二) 主分流程
如何画流程图-流程图范例(三) 主分流程
如何画流程图
如何画流程图
基本流程图形状
如何画流程图
图标
说明
此图标表示流程的开始和结束,在此图标需标志上“开始”和“结束”
示例
流程开始
流程结束
如何画流程图
图标
说明
用于标识分支判断(二选一)的情况,特别是成功/失败、是/否的情况, 需要在分支出口线上标识出此分支表示的情况。此标志在框中,需要说明 判断的内容
示例
示例
如何画流程图
图标
说明 示例
对于公共的流程处理或版面需要,需要再其它页中用一个标识符号来表示 一组流程的,可以通过离页引用进行标识。离页引用必须设定一串字符来 标识,同时VISIO自动会根据字串标识自动生成一个单独的页面。
如何画流程图
开始
欢迎使用ABC系统 <V1.VOX>
请输入您的身份证号码 <V2.VOX>
关键词: 变革 优化 缩短 节约
流程管理介绍 流程管理三大驱动力
组织环境的 变化
组织内部变革的 张力
价值链、供应链 管理、核心竟争 能力等管理理论 的提出与发展。
流程管理介绍
流程管理项目宗旨
1
通过精细化管理提高受控程度
2
通过流程的优化提高工作效率
注塑PFD工艺流程图+PFMEA+CP范例

零件名称/描述
供方/工厂批准/日期
过程流程图
供方/工厂
供方代码
步骤 加工 搬运 存放 检验
其它批准/日期(如需要) 作业说明
日期(编制)
日期(修订)
顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要)
其它批准/日期(如需要)
编号
KPC
编号
KCC
文件编号
主要联系人/电话
零件编号/最新更改等级 3BD 201 803(00.11.21) 核心小组
零件名称/描述
供方/工厂批准/日期
过程流程图
供方/工厂
供方代码
其它批准/日期(如需要)
步骤 05
加工
搬运
存放
检验 原材料入厂检验 存放于原材料库
作业说明
烘干
10 注塑加工
搬运至注塑检验工位 15
注塑检验(外观、尺寸)
搬运至装配工位
织物焊接
过滤器装配 20
焊接
活性炭装配
过滤器、过滤板装配
25
焊接
30
焊接检验(外观)
日期(编制)
日期(修订)
顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要)
其它批准/日期(如需要)
编号 1
KPC 活性炭-吸附力
编号
KCC
2
壳盖小接头凸 径
1
温度
2
时间
3
压力
3
密封性
4
温度
5
压力
文件编号
主要联系人/电话
零件编号/最新更改等级 3BD 201 803(00.11.21) 核心小组
零件名称/描述
供方/工厂批准/日期
过程流程图范例
顾客批准/日期
图
编号/版 本号 编制 共 页 第 页
□试生产
□生产
顾客 名称 特殊特 性符号 备 注
过程特性
搬运方式
贮存、“☆”表示返工/返修 编制/日期
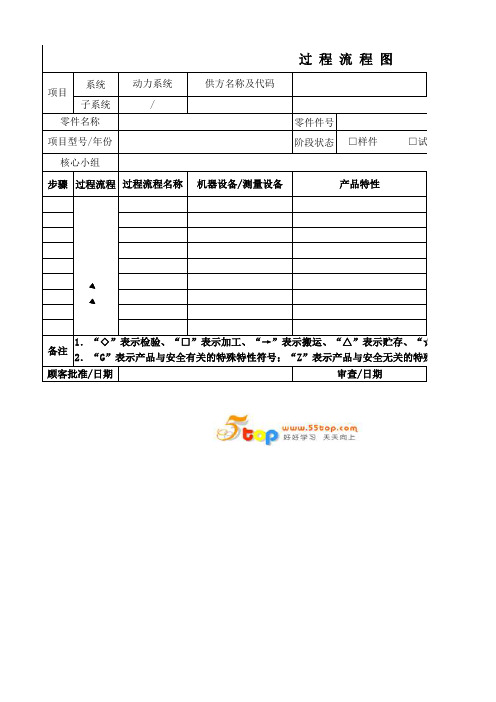
项目 系统 子系统 零件名称 项目型号/年份 核心小组 步骤 过程流程 过程流程名称 机器设备/测量设备 产品特性 动力系统 / 零件件号 阶段状态 □样件 □试生产 供方名称及代码
□生
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返 2.“G”表示产品与安全有关的特殊特性符号;“Z”表示产品与安全无关的特殊特性符号。 审查/日期
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
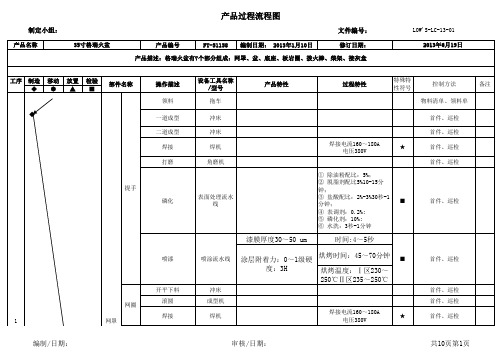
漆膜厚度30~50 um
时间:4~5秒
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
冲压过程流程图范例

产品名称 零件/过程描述 冲压厂 流程图 编制人 工序过程
装件
乘用车
顶盖(不带天窗)/顶盖(天窗版)
文件编号 小组成员 制定日期 产品特性 等级 更改日期
共79页 第 3 页
制造 移动 贮存 停放 检查
过程特性
等级
65
交付
冲压过程流程图
产品型号 零/部件图号 生产单位 序 号
05
产品名称 零件/过程描述 冲压厂 流程图 编制人 工序过程
乘用车
顶盖(不带天窗)/顶盖(天窗版)
文件编号 小组成员 制定日期 产品特性 等级 更改日期
共65页 第 1 页
制造 移动 贮存 停放 检查
过程特性
等级
领料
规格
10
转运
表面质量 规格
15
共79页 第 2 页
制造 移动 贮存 停放 检查
过程特性
装模高度
等级
B
毛刺
35
侧整形 表面质量
装模高度
B
40
翻边侧整形 表面质量
装模高度
B
45
翻
侧整形(天窗版) 表面质量
装模高度
B
55
检验
型面、边口、孔位、 孔径、表观质量
冲压过程流程图
产品型号 零/部件图号 生产单位 序 号
来料检查
表面质量 规格
20
涂油 涂油量
涂油频次
25
拉延
主油缸压力 液压垫压力 表面质量
B B
冲压过程流程图
产品型号 零/部件图号 生产单位 序 号
30
产品名称 零件/过程描述 冲压厂 流程图 编制人 工序过程
切边冲孔
乘用车
齿轮加工过程流程图PFC范例
Filename: Process Flow Chart Packard Electric Systems
NAP 4.5-1 F-PFD 25/1/02
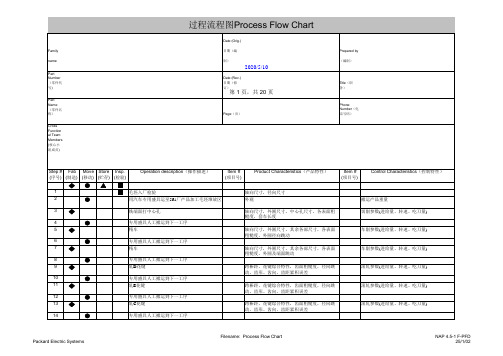
过程流程图Process Flow Chart
Family name Date (Orig.)日期(编制) Prepared by(编制)
2018/6/29
Page(页)
Phone Number(电话号码)
Cross Functional Team Members(核心小组成员)
第 2 页,共 14 页
Step # Fab Move Store Insp. (序号) (制造) (移动) (贮存) (检验) 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 Operation description(操作描述) Item # (项目号) Product Characteristics(产品特性) Item # (项目号) Control Characteristics(控制特性)
NAP 4.5-1 F-PFD 25/1/02
过程流程图Process Flow Chart
Family name Date (Orig.)日期(编制) Prepared by(编制)
2018/6/29
Part Number(零件代号) Date (Rev.)日期(修订) Title(职务)
Part Name(零件名称)
毛坯入厂检验 用汽车专用盛具运至561厂产品加工毛坯堆放区 铣端面打中心孔 专用盛具人工搬运到下一工序 精车 专用盛具人工搬运到下一工序 精车 专用盛具人工搬运到下一工序 轧D花键 专用盛具人工搬运到下一工序 轧E花键 专用盛具人工搬运到下一工序 轧C花键 专用盛具人工搬运到下一工序 磨外圆 专用盛具人工搬运到下一工序 磨外圆 专用盛具人工搬运到下一工序 切槽 专用盛具人工搬运到下一工序 切槽 专用盛具人工搬运到尺寸综合检验台
氧化铝工艺流程图
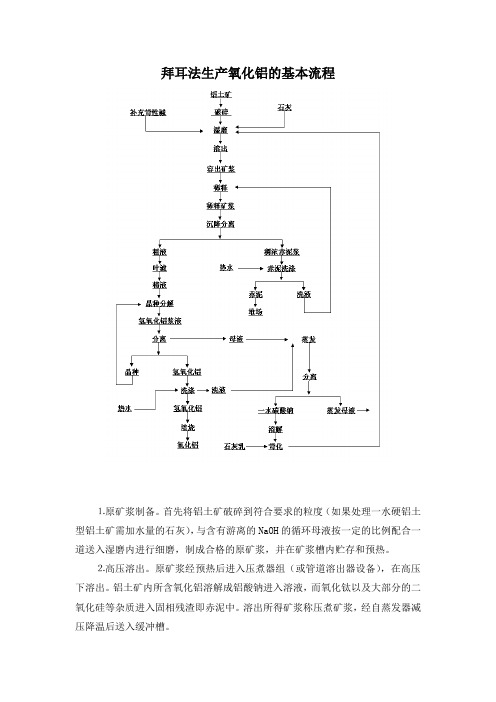
拜耳法生产氧化铝的基本流程⒈原矿浆制备。
首先将铝土矿破碎到符合要求的粒度(如果处理一水硬铝土型铝土矿需加水量的石灰),与含有游离的NaOH的循环母液按一定的比例配合一道送入湿磨内进行细磨,制成合格的原矿浆,并在矿浆槽内贮存和预热。
⒉高压溶出。
原矿浆经预热后进入压煮器组(或管道溶出器设备),在高压下溶出。
铝土矿内所含氧化铝溶解成铝酸钠进入溶液,而氧化钛以及大部分的二氧化硅等杂质进入固相残渣即赤泥中。
溶出所得矿浆称压煮矿浆,经自蒸发器减压降温后送入缓冲槽。
⒊压煮矿浆和稀释及赤泥分离和洗涤。
压煮矿浆含氧化铝浓度高,为了便于赤泥沉降分离和下一步的晶种分解,首先加入赤泥洗液将压煮矿浆进行稀释(称赤泥浆液),然后利用沉降槽进行赤泥与铝酸钠溶液的分离。
分离后的赤泥经过几次洗涤回收所含的附碱后排至赤泥场(国外有排入深海的),赤泥洗液用来稀释下一批压煮矿浆。
⒋晶种分解。
分离赤泥后的铝酸钠溶液(生产上称粗液)经过进上步过滤净化后制得精液,经过热交器冷却到一定的温度,在添加晶种的条伯下进行分解,结晶析出氢氧化铝。
⒌氢氧化铝的分级与洗涤分解后所得氢氧化铝浆液送去沉降分离,并按氧化铝颗粒大小进行分级,细粒作晶种,粗粒经洗涤后送焙烧制得氧化铝。
分离氧氧化铝后的种分母液和氢氧化铝洗液(统称母液)经热交换器预热后送去蒸发。
⒍氢氧化铝焙烧。
氢氧化铝含有部分附着水和结晶水,在回转窑内经过高温焙烧脱水并进行一系列的晶相转变制得含有一定γ—Al2O3和α—Al2O3的产品氧化铝。
⒎母液蒸发和苏打苛性化。
预热后的母液经蒸发器浓缩后得到合乎浓度要求的循环母液,补加NaOH后又返回湿磨,准备溶出下一批矿石。
在母液蒸发过程中会有一部分Na2CO3·H2O与水溶解后加石灰进行苛化使之变成NaOH用来溶出下批铝土矿。
碱—石灰烧结法生产氧化铝基本工艺流程1.生料浆的制备。
将铝土矿、石灰(或石灰石)、碱粉、无烟煤及碳分蒸发母液按一定的比例,送入原料磨磨成料浆,经料浆槽调配合格即成生料浆,它是烧结合格熟料的物质基础。
如何画程序流程图(含实例)

如何画设计程序流程图程序框图(又叫流程图)是算法的一种表示形式,具有直观形象、结构清晰和简洁明了的效果,但难点是怎样才能熟练而准确地画出程序框图,为此教你“抓特征,明规则,依步骤”九字诀,让你即可拥有画程序框图的基本功.一、抓特征组成任何一个程序框图的三要素是“四框”、“一线”加“文字说明”,所以首先要抓住它们各自的特征与意义.“四框”的特征与意义:①终端框(起止框)的特征是圆角矩形,表示算法的开始和结束,是任何流程不可缺少的;②输入、输出框的特征是平行四边形,表示算法中输入和输出的信息,可放在任何需输入、输出的位置;③处理框(执行框)的特征是方角矩形,表示赋值和计算等,算法中要处理的数据或计算可分别写在不同的处理框内;④判断框的特征是菱形,用在当算法要求对两个不同的结果进行判断时.“一线”的特征与意义:流程线的特征是带有方向箭头的线,用以连接程序框,直观地表示算法的流程,任意两个程序框之间都存在流程线.“文字”的特征与意义:在框图内加以说明的文字、算式等,也是每个框图不可缺少的内容.二、明规则程序框图的画法规则是:①用标准,即使用标准的框图符号;②按顺序,即框图一般从上到下、从左到右的顺序画;③看出入,即大多数程序框图的图形符号只有一个入口和一个出口,判断框是唯一具有超过一个出口的符号,条件结构中要在出口处标明“是”或“否”;④明循环,即循环结构要注意变量的初始值及循环终止条件;⑤辨流向,即流程线的箭头表示执行的方向,不可缺少;⑥简说明,即在图形符号内的描述语言要简练清晰.三、依步骤画程序框图的总体步骤是:第一步,先设计算法,因为算法的设计是画程序框图的基础,所以在画程序框图前,首先写出相应的算法步骤,并分析算法需要哪种基本逻辑结构(顺序结构、条件结构、循环结构);第二步,再把算法步骤转化为对应的程序框图,在这种转化过程中往往需要考虑很多细节,是一个将算法“细化”的过程. 具体画法步骤请看例题.例1 某商场进行优惠促销:若购物金额x 在500元以上,打8折;若购物金额x 在300元以上,打9折;否则,不打折. 设计算法的程序框图,要求输入购物金额x ,即能输出实际交款额.算法分析:由题意,实际交款额y 与购物金额x 之间的函数关系是=,8.0,9.0,x x x y 500500300300>≤<≤x x x ,因为它需对x 进行三次判断,所以算法含有两个条件结构,写出算法步骤如下:第一步,输入购物金额x .第二步,判断300≤x 吗?若是,则x y =;否则,进入第三步. 第三步,判断500≤x 吗?若是,则x y 9.0=;否则,x y 8.0=. 第四步,输出y ,结束算法.画法步骤:①画顺序结构图,即起止框及输入框,并用流程线连接(如图①);②画条件结构图,即画判断框并判断300≤x ?若是,则画处理框并填入“x y =”,否则流向下一个判断框(如图②);③再画条件结构图,即画判断框并判断500≤x ?若是, 则画处理框“x y 9.0=”,否则画处理框“x y 8.0=”(如图③);④画一个总的输出框并输出y ,以及起止框表示算法结束(如图④).最后,合成整个算法程序框图如图1.点评:画程序框图的关键是分析算法步骤,因为程序框图是算法步骤的图形表示,所以算法步骤越明确画图就越容易;另外,如分段函数这种需要对条件进行判断的算法设计中,宜使用条件结构.例2 若2008531>++++n ,试设计算法的程序框图,寻找满足条件的最小奇数n .算法分析:因为涉及类加问题,所以算法含有循环结构,写出直到型循环结构的算法步骤如下:第一步,令1=iS.,0=第二步,计算i=ii.+=,2SS+第三步,判断2008n,结束算法;否则,−>S吗?若是,则输出2返回第二步.画法步骤:①画顺序结构图,即起止框及两个处理框,并分别填入循环初始条件(如图①);②画循环结构图,先画循环体即两个处理框(一个累加,一个计数),再画循环终止条件,即判断框并判断2008S?若是,则输出>2−n,否则,流向循环体之前进行再循环(如图②);③画输出框输出2−n,以及起止框表示算法结束(如图③).最后,合成整个算法程序框图如图2.点评:循环结构必包含顺序结构和条件结构,所以本题具有一定的典型性和示范性;如累加、类乘等需要反复执行的算法设计中,宜使用循环结构,这时要密切注意“循环体”、“循环变量”和“循环终止条件”三个重要组成部分的框图设计.。
PLC程序控制流程图范例

目前,可编程序控制器〔简称PLC〕由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC 控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC 应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC 和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L 的变化,将水位传感器输出电感与外部电路组成LC 振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图 1 控制系统原理框图图 1 为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,因此,对测试系统的要求较高。
作为主电机的直流电动机由PLC 进行控制,电机实现PID 调速,电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC 的高速计数器来完成。
控制命令的输入接PLC 的输入端,PLC 的输出端接执行继电器和工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改和指令输入。
通过触摸屏可实现水位上升、下降高度等参数的设定和修改,实现实际水位高度变化、输出振荡频率和总产量等的实时显示等,并可对工作进程进行实时监控。
制造过程流程图范例模板

Page(页)
Prepared by (编制)
Title(职 务)
Phone Number(电 话号码)
Step # Fab Move Store Insp. (序号) (制造) (移动) (贮存) (检验)
Operation description(操作描述)
定位尺寸,孔(包括孔深、孔径和倒角尺 寸),表面粗糙度,位置度
辊式输送带速度 切削参数(进给量,主轴转速,吃刀深度)
辊式输送带速度 钻削参数(进给量、转速、吃刀量)
钻削参数(进给量、转速、吃刀量)
Packard Electric Systems
Filename: 472B-1711右箱
NAP 4.5-1 F-PFD 25/1/02
切削参数(进给量,主轴转速,吃刀深度)
孔径、倒角尺寸),平面度,粗糙度,位置度
4
移动到下一工序
5
铣镗成型
6
移动到下一工序
7
钻攻镗孔
8
移动到下一工序
9
钻攻成型
10
移动到下一工序
端面尺寸,定位尺寸,孔尺寸(包括孔深、孔 径、倒角尺寸),平面度,平行差,同轴度, 粗糙度,位置度
定位尺寸,孔尺寸(包括孔深、孔径和倒角尺 寸),表面粗糙度,位置度
Item # (项目号)
Product Characteristics(产品特性)
Item # (项目号)
Control Characteristics(控制特性)
1
毛坯入厂检验
材料含量成分,外观,总体、定形尺寸
2
用叉车专用盛具从中储公司库房运至503厂
外观
搬运产品重量
IATF 16949体系之过程流程图

供货质量监控记录
交 货 期
质 量
服 务
额 外 运 费
供货质量趋势 (SPC运用)
监控责任人按规定节拍 的监控和调整
年度合格供应商评价
采购计划
合 格供应商 名单
潜在供应商调 查调查表
现场评审评价 表
总 经理对合 格供应商的批
准
供货质量监控 记录
供货质量趋势
纠正预防持续 改进措施记录
职责
精品文档
时间计划或 顾客要求
会议通知
职能部门小结
( 每 个 部 门 A4 纸 两张、小4字)
会 议纪要
总 经理对体 系的亲自评价
纠正预防持续 改进措施
包括:体系/过 程顾客要求、
资源
总经理或监 控责任人的
监控记录
1.管理者代表提议召开管理评 审会议 2.总经理批准管理评审会议 3. 管理者代表向各职能部门管 理评审会议通知、明确各职能 部门小结范畴 4.各职能部门按要求书面小结 和回顾 5. 总经理在会议前、后,对质 量(环境)管理体系进行整体 评价和比对分析 6.总经理必须主持管理评审会 议 7.职能部门汇报,本部门体系 工作的实施情况,并提出相关 改进意见和计划 8. 管理者代表汇总各职能部门 的书面、口头意见,以及总经 理的评价意见,形成“管理评 审纪要” 8. 职能部门完成管理评审会议 纠正预防、持续改进要求 9. 总 经 理 、 管 理 者 代 表 按 规 定 节拍,监控和调整管理评审会 议各项决议和要求。
顾 客要求
重大质量事故
总 经理决定
管理评审会议通 知
总 经理对体系的评 价
职能部门探讨小结
会议实施
会议纪要文件
纠正预防持续改进措施
压铸过程工艺流程图范例
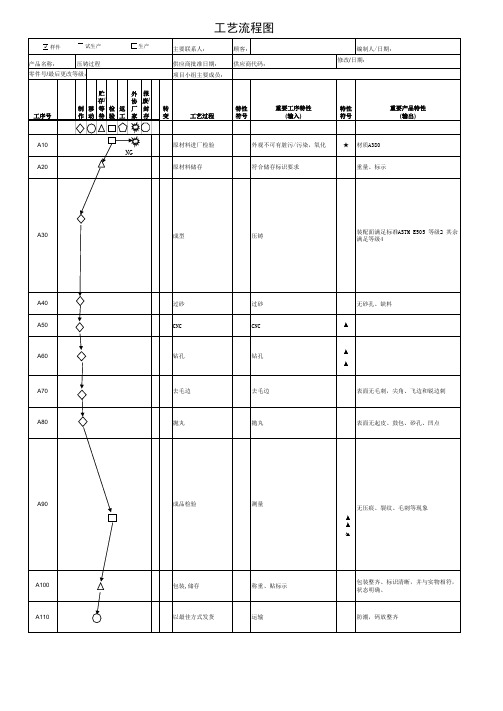
主要联系人:
顾客:编制人/日期:供应商批准日期:
项目小组主要成员:工序号制作移动贮
存/
等待检验返
工外协厂家报废/封存转变工艺过程特性符号重要工序特性(输入)特性符号重要产品特性(输出)
A10 NG
原材料进厂检验外观不可有脏污/污染,氧化★材质A380
A20原材料储存符合储存标识要求重量、标示A30成型压铸装配面满足标准ASTM E505 等级2 其余
满足等级4
A40过砂过砂无砂孔、缺料A50CNC CNC
A60钻孔钻孔
A70去毛边去毛边表面无毛刺,尖角、飞边和锐边刺A80抛丸抛丸表面无起皮、鼓包、砂孔、凹点A90成品检验测量无压痕、裂纹、毛刺等现象A100包装,储存称重、贴标示包装整齐、标识清晰,并与实物相符,
状态明确。
A110以最佳方式发货运输防潮,码放整齐零件号/最后更改等级:
工艺流程图
产品名称:压铸过程供应商代码:修改/日期:样件试生产生产。
流程图规范化说明书及范例

对于流程图图示能否有国际间认可定义,我也曾讨教过一些专业人士,但仿佛没有一致的定论。
以当前微软产品visio 应用最多,自然国际上也有专业的smart draw ,国内也有些产品,所以我的做法是基础图示如开始(六角菱型 )、过程 (四方型 )、决议 (菱型 )、停止 (隋园型)掌握着,其余也就自已和他人知道什么意义就能够,自然能自已在流程图面上说明图示定义那就更好。
例子:一、国际通用的流程图形态和程序:开始 (六角菱型 )、过程 (四方型 )、决议 (菱型 )、停止 (椭圆型 ) .在作管理业务流程图时国际通用的形态:方框是流程的描绘;菱形是检查、审批、审查(一般要有回路的);椭圆一般用作一个流程的终结;小圆是表示按次序数据的流程;竖文件框式的一般是表示原定的程序;两边文件框式的一般是表示留下来的资料数据的储存.流程图符号流程图符号是特意用来绘图的,此中有流程图,里面有符号的解说。
1含义2符号商定3说明4参照资料流程图符号 -含义不论什么符号,都需要给它定义,定义行为是由拟订人予以达成的,要达成这项工作不该当先定义符号代表什么,而应当在做到组织构造或许作业流程成竹在胸后进行归类,依据归类采纳不一样的符号加以划分。
此外,我所见过的好多有效组织构造图都是一种符号究竟的,他们采纳的是多重互联回形目录树的形式,也很有效阿。
这也旁证我的看法。
为了让您的新构架流程图不至于让他人难于理解,建议最好不要因采纳过多的符号加以分类而造成实行人难以理解。
此外,还建议您在采纳分类后将在流程图的下方增添讲解。
其实,没有哪个公司会因一图而兴,要点靠的是实行和控制(要点包含环节控制)。
图再好,他人看不懂又有什么用呢没有实行过程的监控与指导又会起多大效劳呢以微软产品visio 应用最多,自然国际上也有专业的smartdraw ,国内也有些产品,所以我的做法是基础图示如开始(六角菱型 )、过程 (四方型 )、决议 (菱型 )、停止 (隋园型 )掌握着,其余也就自已和他人知道什么意义就能够,自然能自已在流程图面上说明图示定义那就更好。