(完整word版)气流磨说明书
气流磨使用说明书

气流磨操作系统有两种运行状态:自动运行和手动运行。
开机前,接通至电源,电源电压表指示380V;接通柜内总空气开关、各分空气开关。
(1)手动运行操作按下面板下侧的手控按钮,则其相对应的设备或阀门开始工作。
按一次起动——绿灯亮,再按停止——绿灯灭。
当磨腔内有料时,应该遵循:密封气—→分级机—→引风机—→研磨气—→反吹—→喂料阀—→排料阀的顺序起动,按喂料阀—→研磨气—→引风机—→分级机—→密封气—→反吹—→排料阀的顺序停机。
(2)自动运行操作首先按下“自动状态”按钮,此时自动运行状态显示灯亮,可以进行自动操作。
按下“全机起/停”按钮(绿灯亮),则整套设备将按程序自动控制运转。
其起动顺序为:密封气—→分级机—→引风机—→反吹—→研磨气—→喂料阀—→排料阀(3)停机操作:按下“全机启/停”按钮,绿灯灭,则按着给定的程序自动停机。
其停机顺序为:喂料阀—→研磨气—→引风机—→分级机—→密封气—→反吹—→排料阀停机后,按下急停钮则面板及柜内仪器断电关机(注意此时柜内未断电),如长期不用,则应将主空气开关拉下。
(4)有关状态:当设备以自动状态启动后,按下状态开关可以进入手动状态,此时自动运行灯及状态灯灭,可以手动进行操作(自动开启的工作保持原态)。
当手动起动设备后,按下状态开关,此时状态灯亮,可以进行自动操作(手动开启的工作单元状态保持原态)。
(5)故障停机及显示当分级机电机发生故障时,程序将立刻停止分级轮、引风机电机、研磨气及喂料阀,分级轮电机故障原因在变频器的控制器中可以显示出来(详见变频器说明书的故障指令说明)。
当引风机电机发生故障时,程序将立即停止引风机电机、研磨气和喂料阀。
其它部分故障时,故障部分的显示灯闪烁,蜂鸣器报警。
自动运行过程中如果发生故障,除故障点立刻停止工作外,系统将按照自动关机的顺序自动停机。
沈阳飞机研究所粉体公司项目经理:栾传博电话:024-********手机:139********Email:139********@地址:辽宁省沈阳市皇姑区塔湾街40号。
气流磨操作章程(P113)

小型对撞式气流粉碎机设备说明及操作规程说明书深圳市本征方程石墨烯技术股份有限公司www。
szeeg。
com地址:广东省深圳市坪山新区QLM—90K流化床对撞式气流磨操作章程1、总体性能、工作原理及工作流程1.1、总体性能QLM—90K型气流粉碎设备是一种用超音速气流实现物料粉碎的设备;是一种袖珍化的流化床对撞式气流磨;它能将物料粉碎到微米级,产品粒度均匀、磨体无磨损、无杂物混入、可获得高纯度超细粉。
如用惰性气体作工作介质,可粉碎易氧化物料。
但不得加工易燃易爆物料,否则容易发生危险,造成事故。
总体性能指标喂料粒度100—200目干燥物料出料粒度D50=1—80u m任意可调产量视物料及成品要求而定主机耗电0。
75kw 380V 50Hz主机体积长0。
64m×0.59m×高0。
74m主机重量70kg1.2、粉碎原理及工作流程该设备的工作原理是将高压气体通过具有特殊形状的拉瓦尔喷嘴(6),加速成超音速气流射入粉碎区,使物料流态化,物料颗粒在高速气流所孕育的巨大动能的作用下被加速,在两喷嘴交汇处发生相互冲击碰撞,从而达到粉碎目的.被粉碎的物料随上升气流到达分级区,分级区内的涡轮式超微分级器分选出所需细度的物料。
未被分级器分选的粗料又返回到对撞粉碎区继续粉碎,一直粉碎到所需的细度。
细粉随气流进入高效粉体收集器——旋风收集器(本设备设置两套旋风收集器)。
在这里物料与气体充分分离。
合格的粉体产品被旋风收集器出料口排出,而少量未被收集下来的粉体颗粒随气流进入收尘系统,将所有粉尘收集起来。
气流经过过滤器净化后排空。
2、基本组成及各部件功能、性能指标QLM—90K型气流粉碎设备由以下几个系统组成:气源系统、加料系统、研磨系统、粉体收集系统、收尘系统、控制系统。
下面就各系统作一简单介绍2.1、气源系统由以下四部分组成:2。
1。
1 空气压缩机额定排气量≥1m3/min额定排气压力1。
0 MPa作用:提供气流磨正常运行时所需要的压缩空气.2.1。
气流磨使用操作规程

气流磨使用操作规程(总9页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March设备使用操作规程设备名称:螺旋给料气流磨设备型号: 130-3型青岛艾特功能材料科技有限公司编写目的:为了规范作业,确保安全操作和设备正常运行。
适用范围:适用于130-3型气流磨的安全操作和保养。
设备组成:130-3型气流磨是一种采用高速气流来实现物料超微粉碎的设备。
设备组要有螺旋给料系统、研磨系统、分离系统、过滤系统、电气控制系统、机架、氩气压缩机等部分组成。
工作机理:物料加入研磨室后,气体经喷咀加速后进入研磨室带动物料高速碰撞达到破碎,再经分选轮分选后排出进入分离器,大颗粒返回研磨室区再次进行破碎。
经分级后的物料和气流的混合物进入分离器中旋转向下,在离心力的作用下景物,将物料甩向筒壁,下旋转到筒底后超细粉末随气体经出风口流出,分离后成粉物料经出料阀按要求排出;最后剩余底料由吐料分离器的吐料阀排出。
工艺流程:开机前准备:开机前检查主机、管路、阀门等是否都处于完好状态;检查电源电压、气源、水源、是否正常;以确保设备正常使用。
开机操作:一、控制柜电源接通后,先关闭气压控制阀门,抽真空;真空度达到后,关闭抽真空阀门,打开气压控制阀门,进行充氩排氧;二、开机前检查氩气压缩机冷却循环水和氩气,氩气的压应力≥,每班至少应放两次氩气过滤器中的冷凝水,氩气压缩机循环水压力应≥;三、起动氩气压缩机前,首先将压缩机连接轮转动5圈然后打开气体进给阀充气约3分钟左右,进行静态排氧。
最后关闭进气阀,起动压缩机;四、启动主控制钮、主控计算机进入工作状态;依次启动氩气(按钮)、分选轮按钮,动态排氧2分钟后启动研磨气体阀(按钮),将入口气体压力调到,研磨气流含氧量≤100ppm;五、启动进料装置;在自动加料过程中,若研磨体晃动过大,说明加料过多,应降低加料控制点减速;六、打开出料阀,每袋成品应不高于袋的2/3,包口时应在袋中保存少量的氩气;关机操作:关机按开机的相反顺序进行。
气流粉碎说明书(安国一方)

根据所生产的产品粒度,粉碎压力可在 0.4MPa -0.8MPa 范围内 选择。 4.3 轴承防护气体工作压力
3.2 控制柜操作前重要注意事项: 3.2.1 控制柜操作有自动操作和手动操作两种操作方式。一般的,
自动操作为我公司强烈要求客户使用的操作方式。手动操作主要为熟 练操作人员进行调试、试机时用。 手动操作:按一下相应设备按钮,相应的设备就会启动,同时指示灯 亮。再按一次按钮,相应的设备会停止,同时指示灯灭。
4.参数设定与调整 4.1 分级机参数调整 4.1.1 分级机电流上限值
为提高粉碎效率,磨腔内必需保持一定数量的物料。在粉碎气体 流量不变的情况下,磨腔内物料多,分级机电流大;磨腔内物料少, 分级机电流小。加料速度不可过快,否则分级机会过载。加料速度一 定要保持均匀稳定,不能过快或过慢。 4.1.2 叶轮与反冲气套之间间隙调整
德国原装技术 中国精密制造 2)设备及电控柜是否可靠接地。 3)对引风机、分级机、粉碎机等主要设备进行检查,如有故障 及时排除。 4)开启电源开关,检查各仪表显示、各变频器显示是否正常。 5)检查各出料口、进风口(手动蝶阀处)是否处于关闭状态。 6)关闭引风机风门,以降低风机启动载荷。 7)检查原料是否符合要求,严禁原料中混有异物。 8)检查供气压力是否达到粉碎所需的压力 0.6-1.0MPa。
一般情况粉碎气体的温度可控制在 70℃以下,这样有利于产量 的提高,亦可不损害油水分离器的寿命。
(完整word版)气流磨说明书

(完整word版)气流磨说明书QLMR-300G/260GQLMR-300T/400T 型(配触摸屏)QLMR-400G气流磨使用说明书吉林市新大科机电技术有限责任公司2目录一、系统构造-------------------4二、安装调试------------------13三、操作规程------------------15四、设备保养规程--------------17五、触摸屏安全操作注意事项----18一、系统构造系统由以下各部件组成。
1、控制柜控制柜为系统电控中枢,面板上设有触摸屏、氧含量分析仪、称重控制仪、转速表、电源指示灯、主控启动按钮及急停按钮;设备运行状态模拟指示、氧含量、物料重量、重要监测点的压力监测等在触摸屏上显示,研磨压力、分选机和(螺杆式、带式或轮式)加料电机的转速以及各种参数的报警值等均可在触摸屏上设定,设备的运行可通过触摸屏上的各种功能触键进行控制;控制柜内有可编程序控制器(PLC)、变频器及其它高低压电器部件。
注意:控制柜内有高压部件,属危险区,非专业维修人员切勿触动。
1.1 可编程序控制器(PLC)使用日本欧姆龙CP1H 型PLC 主机一部、20 点输入/输出扩展单元1部、16 点输出扩展单元1 部、模拟量输入扩展单元2 部,该机共33 个继电器输出控制点、24 个输入点、12 路模拟量输入信号,2 路模拟量输出信号(根据用户的具体要求,具体配置将不同)。
将系统的控制运行电气器件联网,按编好的程序进行运行控制,实现自动进料,故障报警、切断保护等功能。
1.2 称重控制仪称重控制仪为独立的进出料控制系统,具有测重、清零、设定、显示、控制功能,可连续测量磨机中的物料重量,并按设定好的重量控制点(继电器输出)传输给PLC,由PLC 控制进料电磁阀实现自动加料也可采用手动形式填加料。
(请仔细阅读称重控制仪说明书)。
1.3 氧含量分析仪氧含量分析仪是本机实现安全运行的重要检测仪表,它能够对系统中的氧含量进行连续的动态检测,并有上限、下限两个设定点输出。
打磨机说明书Word版
MTD—Ⅲ型钻杆内外磨机使用说明书武汉华宇一目检测装备有限公司2014年11月26日钻杆内外修磨机使用说明书一、概述本产品主要用于磨削钻杆内外对接焊缝。
具有高效、安全、经济、操作方便等优点。
二、主要技术参数:1、适用范围:73—140mm钻杆;2、检测速度:5min(每根的一端);3、中心高 1100mm4、工作最大的行程 1100 mm5、磨杆长度 900 mm6、可用磨头直径及砂轮规格适用:89、101、127、139 mm直径(标准)钻杆内外磨7、内磨、头转速 0-10000r/min(变频调速)外砂带磨滚轮转速 2800 r/min8、功率 6+3=9KW9、电源三相交流380V 50HZ10、辅助气源压力: 0.5mpa11、耗气量 0.5³/min12、工作环境:一般环境,配收尘装置(乙方配置)13、设备性能:能完成2 7/8″-5 1/2″的钻杆焊缝和加厚过滤带的修磨作业。
三、技术特点1、采用高速旋转的砂轮(10000r/min)以一定的压力压在钻杆焊缝的内外飞边上打磨,与此同时,采用数控系统实现钻杆自身原地旋转并且沿钻杆轴向能小幅度往复摆动,从而实现内飞边打磨。
2、采用全自动控制柜导航,通过控制柜按键就能轻松完成钻杆打磨,操作简单易懂;安全方便。
3、采用精密导轨作为砂轮进出钻杆内孔的运动平台,保证具有较高的运动和定位精度,保证打磨效果的稳定均匀。
4、采用电磁和气浮联合压紧技术,确保打磨压力。
5、采用精密控制技术,确保打磨深度。
四、操作说明1、在电源接好之后,把柜内所有的空开都推上去,保证通电线路正常的情况下。
按“总启动”按钮,整个通电。
2、工况选择,“自动/手动”打磨。
手动模式:选择“内横移电机”的“前进”或者“后退”,内磨的横移电机就前进或后退。
选择“外横移电机”的“前进”或者“后退”,外磨的横移电机就前进或后退。
选择“外磨压紧机构”的“压紧”或者“松开”,外磨的压紧机构就压紧或松开钻管。
气流磨操作程序

ZL-400气流磨操作程序
一、开机
开机前确保控制柜中所有开关开启,且三相电压正常。
1、按照设定好的频率起动分级机变频器。
2、在分级机频率达到设定值时,开启引风机按钮。
3、在引风机的Y型完全转换后,进行以下操作(从风机
电流表上能看到)。
4、开启引风机风门。
5、开启高压进气阀门。
6、启动加料机(将加料控制仪至于运控位)。
7、开启脉冲控制仪。
8、在运行中随时观察设备进行情况,检测出料粒度,勤
放料(每2小时抽检一次细度)。
二、关机
关机与开机程序相反
1,在停机前5分钟停止加料(将加料机控制仪至于中间位置)
2,关高压进气阀门
3,关引风机按钮
4,关引风机风门
5,在引风机基本停止时停止分级机变频器0
6,放尽收尘器中物料
7,关脉冲控制仪
8,打扫现场
三、粒度调整
如若物料比要求粒度粗时,将分机变频器频率调高,若细时,将变频器频率调低。
二次风(流化压上8个阀门调好压不做调整)一般情况下不要调
四、保养
1,风机和分级机轴承每周加入适量二硫化钼润滑剂
2,每班开启各储气罐下部阀门放冷凝水一次(空压机后、除尘青灰、放料进气)。
3,每天上下班,清扫现场,擦拭设备。
(气流粉碎机)TLWX系列多功能联动粉碎分级机使用说明书

(气流粉碎机)TLWX系列多功能联动粉碎分级机使用说明书微粉粉碎分级机TLWX系列多功能联动粉碎分级机使用说明书南京龙立天目超微粉体技术有限公司中国南京地址:南京市江宁区谷里重点工业园安康路18号邮编:211164销售专线:86-25 83708025服务专线:86-25 83708025传真:86-25 83325302E-mail: tianmu56@安装、使用产品前,请仔细阅读使用说明书标识说明:有此标记处请特别注意!需要注意的在说明书中有特别提示有触电危险标志,机器中有此标识处不要随意拆碰!!注意事项:●机器上不可拆的部件,不可随意拆卸;系统配置图——————————————————————————————52.2 工作原理———————————————————————————————63.技术特性———————————————————————————————73.1 主要功能———————————————————————————————73.2 选用功能———————————————————————————————73.3 主要技术参数—————————————————————————————84、安装与调试——————————————————————————————84.1 安装—————————————————————————————————84.2 调试—————————————————————————————————94.21 PLC显示说明与调试——————————————————————————94.22 空载调试————————————————13———————————————5. 使用和操作-—————————————————————————————155.1 投料准备 -——————————————————————————————155.2 操作运行 --——————————————————————————————15开机步骤 --——————————————————————————————15运行过程 --——————————————————————————————15关机步骤 --——————————————————————————————165.3 清洗操作 -——————————————————————————————175.4 操作安全注意事项——————————————————————————185.5 电气保护电路介绍——————————————————————————186. 常见故障分析和排除—————————————————————————197. 维护保养 --——————————————————————————————208. 包装、贮运-——————————————————————————————218.1 包装防护及警示说明-—————————————————————————218.2 开箱及检查——————————————————————————————218.3 机器的运输——————————————————————————————21今后如有变动,恕不告之1 概述1.1 产品特点及执行标准TLWX系列多组合联动粉碎分级机是我公司根据现有粉碎物料的需求,结合TWF 微粉粉碎机和TCX旋喷式流化床超音速气流粉碎机而自助研发出的一款联动式粉碎分级机,即有微粉粉碎机的高粉碎性能,又有超音速气流粉碎机的高目数特性。
2014 0101气流磨原理

气流磨目录简介气流磨设备组成,气流磨的特点,气流磨的应用,气流磨的分类简介流化床气流磨是压缩空气经拉瓦尔喷咀加速成超音速气流后射入粉碎区使物料呈流态化(气流膨胀呈流态化床悬浮沸腾而互相碰撞),因此每一个颗粒具有相同的运动状态。
在粉碎区,被加速的颗粒在各喷咀交汇点相互对撞粉碎。
粉碎后的物料被上升气流输送至分级区,由水平布置的分级轮筛选出达到粒度要求的细粉,未达到粒度要求的粗粉返回粉碎区继续粉碎。
合格细粉随气流进入高效旋风分离器得到收集,含尘气体经收尘器过滤净化后排入大气。
气流磨设备组成气源。
这是气流粉碎机粉碎过程的动力。
对压缩空气的要求可在0.7-0.8MPa之间,保持压力稳定,即使有波动,但是频率不宜过高,否则影响产品的质量。
其次,对气体质量,要求洁净、干燥,应对压缩空气进行净化处理,把气体中的水份、油雾、尘埃清除,使被粉碎的矿产物料不受污染,特别对要求纯度较高的物料的粉碎要求更高。
原料供给。
是用提升机把原料提升原料仓内,然后通过输料阀把原料送入气流粉碎机的粉碎室,本机对物料的粒度适应性较强,一般我们要求325目的原料。
但是在实践中,我们投进原料从80目到325目的矿产物料进行加工也取得良好的效果。
原料输送机输送原料的速度采用自动控制保持粉碎室的原料和空气混合的浓度相对稳定,我们采用这样的方法可以达到粉碎时超细粉产量最佳。
粉碎和分级。
粉碎室内对称安装有两对喷嘴,压缩空气通过喷嘴时形成超音速气流带起原料进行加速,在空间相互碰撞,把原料粉碎成超细粉,粉碎效果和喷嘴内径形状、距离,对称性以及原料和空气的混合浓度有关。
喷嘴内径形状决定其形成音速的最佳速度、距离,决定原料加速路程。
速度是否达到理想。
原料和空气混合浓度也影响产品粒度和产量。
分级是通过高速旋转的分级轮进行。
分级轮像一个圆“铁桶”底部的中心固定在直连电机的主轴上,由电机驱动高速旋转, 开口处和微粉收集系统的管道入口相对,且保持一定间隙也不能过大,否则未经分选的粗粉从间隙进入微粉收集系统的管道,影响产品质量,为防止此类事件发生,在间隙处进行气封处理。
力辰科技气流烘干器使用说明书

USER ’S INSTRUCTIONS使用说明书使用产品前请仔细阅读本使用说明书,并请妥善保管气流烘干器前言 (1)一、概述 (2)二、结构 (2)三、产品特点 (2)四、产品参数 (3)五、设备安装 (3)六、设备使用 (4)七、维护保养 (4)八、故障分析 (5)九、保修声明 (5)十、开箱检查 (5)十一、装箱清单 (5)感谢您选择力辰科技气流烘干器,为获得更好的使用体验,请认真阅读本使用说明书,并遵守安全操作规范!请妥善保管本使用说明书以便需要时查阅!危险!本产品属于高精度电子产品,结构、电气工艺较为复杂,板上有较多表贴器件,非专业维修服务人员请勿拆装板上器件,以免导致器件损坏。
如有故障请在第一时间联系我司进行维修指导或返厂检修。
切断交流电源后,在驱动板指示灯未熄灭前,表示电路板上仍有高压,请勿触摸电路板及元器件,否则有触电危险。
请勿接触运行时的仪器机身表面,此时机身温度会较高,易烫伤。
LC-AD-12底部堵头封堵最多不能超过3个孔;LC-AD-24底部堵头封堵最多不能超过8个孔。
警告!请确保只有受过相关训练的人员才能操作使用本仪器。
请遵守安全规范、人身安全和事故预防等相关规范。
请勿带电插拔信号电缆,以免损坏接口电路。
切勿用湿手去插拔电源插头,或湿手操作仪器。
无刷驱动器的散热器务必可靠接地。
不可损毁、修改、拉拽、过度弯曲或扭曲电源线,亦切勿把重物置于电源线上。
请将仪器放置于平稳、清洁、防滑、干燥和防火的台面。
本控制系统电子元件对静电特别敏感,因此不可将异物置于电路板上或触摸电路板上的元器件。
一、概述气流烘干器是利用热气流快速烘干玻璃器皿的小型干燥设备,通过内部电热丝产生热量后,高速风机启动,形成热气流并均匀地经过风管吹入挂在风管上的玻璃容器内,将玻璃器皿内的水分烘干,适用于大专院校、医药化工、食品加工等领域实验室对试管、烧杯等玻璃器皿的快速干燥作业。
二、结构1、风管2、风管支架3、水盘4、机身5、操作面板三、产品特点1、201不锈钢风管,耐磨,耐高温,坚固耐用;2、封闭式钣金喷塑外壳阻止液体溅入机器内部腐蚀电路,保障运行安全;3、树杈型风管分布设计,节省占比空间,提高烘干效率;4、旋钮式设定,风速风温一键调控,操作简单直观;5、旋钮式定时器,操作简单,定时精准,提示音清晰响亮;6、免维护直流无刷电机,稳定、噪音低、风力强劲;7、配有不同尺寸风管,适配多规格玻璃器皿;8、可拆卸式ABS沥水槽,可防止烘干玻璃器皿时残留液体流出仪器外部,清理废液简单快捷;9、过温保护功能,超温即停止加热,安全可靠有保障。
科学实验室用气流器说明书
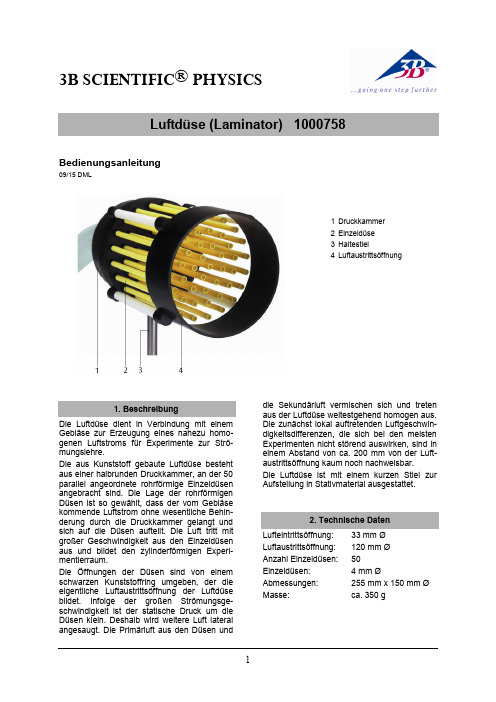
3B SCIENTIFIC ® PHYSICSBedienungsanleitung09/15 DML1 Druckkammer2 Einzeldüse3 Haltestiel4LuftaustrittsöffnungDie Luftdüse dient in Verbindung mit einem Gebläse zur Erzeugung eines nahezu homo-genen Luftstroms für Experimente zur Strö-mungslehre.Die aus Kunststoff gebaute Luftdüse besteht aus einer halbrunden Druckkammer, an der 50 parallel angeordnete rohrförmige Einzeldüsen angebracht sind. Die Lage der rohrförmigen Düsen ist so gewählt, dass der vom Gebläse kommende Luftstrom ohne wesentliche Behin-derung durch die Druckkammer gelangt und sich auf die Düsen aufteilt. Die Luft tritt mit großer Geschwindigkeit aus den Einzeldüsen aus und bildet den zylinderförmigen Experi-mentierraum.Die Öffnungen der Düsen sind von einem schwarzen Kunststoffring umgeben, der die eigentliche Luftaustrittsöffnung der Luftdüse bildet. Infolge der großen Strömungsge-schwindigkeit ist der statische Druck um die Düsen klein. Deshalb wird weitere Luft lateral angesaugt. Die Primärluft aus den Düsen unddie Sekundärluft vermischen sich und treten aus der Luftdüse weitestgehend homogen aus. Die zunächst lokal auftretenden Luftgeschwin-digkeitsdifferenzen, die sich bei den meisten Experimenten nicht störend auswirken, sind in einem Abstand von ca. 200 mm von der Luft-austrittsöffnung kaum noch nachweisbar.Die Luftdüse ist mit einem kurzen Stielzur Aufstellung in Stativmaterial ausgestattet. Lufteintrittsöffnung: 33 mm Ø Luftaustrittsöffnung: 120 mm Ø Anzahl Einzeldüsen: 50Einzeldüsen: 4 mm ØAbmessungen: 255 mm x 150 mm Ø Masse: ca. 350 g3B Scientific GmbH ▪ Rudorffweg 8 ▪ 21031 Hamburg ▪ Deutschland ▪ Technische Änderungen vorbehalten © Copyright 2015 3B Scientific GmbHZur Durchführung der Experimente ist ein Ge-bläse (1000606 bzw. 1000605) erforderlich. Als Untersuchungskörper eignen sich beson-ders die Teile des Satzes für Auftriebs- und Widerstandsmessungen in Strömungen (1000760).Zur Messung des Luftwiderstands und des Auftriebs dient die Komponentenwaage (1000761).Mittels einfachen Fadensonden lassen sich die Stromlinienverläufe untersuchen. Diese lassen sich sehr einfach bauen. Sie bestehen aus einem dünnen Holzstab, an den ein oder meh-rere Fäden in gleichmässigem Abstand ange-bracht werden.∙ Luftdüse mittels einer Einfachmuffe(1002827) an einer Stativstange (1002934) senkrecht oder waagrecht befestigen.∙ Die Statvstange mit Hilfe einer Tischklem-me (1002832) an der Kante einer Tisch-platte aufbauen.∙ Luftdüse mit dem Gebläse verbinden.4.1 Untersuchung des Stromlinienverlaufsmit einer Fadensonde4.2 Messung der Auftriebskraft an einemTragflächenprofil mit der Komponen-tenwaage4.3 Messung der Widerstandskraft an einerKreisscheibe mit der Komponenten-waage4.4 Bestimmung der Schubkraft der Luftdü-se - Modellexperiment zum Raketen- und Strahltriebwerk。
气流磨联动线操作工安全操作规程(正式)

编订:__________________单位:__________________时间:__________________气流磨联动线操作工安全操作规程(正式)Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.Word格式 / 完整 / 可编辑文件编号:KG-AO-9932-76 气流磨联动线操作工安全操作规程(正式)使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
该联动线包括:气流磨、提升机、气流筛、旋风除尘器、圆过滤器及排风机。
1.检查工作场所内道路是否畅通和有无不安全因素,检查设备、工具和安全防护装置是否良好,如有问题应及时修理。
2.开车顺序是:(1)关闭排风机的节气阀;(2)打开圆过滤器和旋风除尘器下面的下料泵;(3)开动排风机;(4)开动气流筛;(5)开动气流磨;(6)将节流阀打开,调到适当位置,并注意所测负压的大小;(7)待上述设备运转正常后,方可开始加料,并调整到所需下料量;(8)每开车2小时,则开动振动器10分钟;(9)根据需要开动提升机。
3.坚守工作岗位,注意力要集中。
经常检查运转情况,电动机温升不能超过60℃,轴承温度不得超过70℃,如发现问题及时处理。
4.设备在运转中,严禁修理和清扫及接触转动部分。
提升机旁不许站人。
5.设备检修和调整时,必须停车进行。
6.停车顺序是:(1)停止加料;(2)待气流磨内基本无料时停气流磨;(3)停气流筛;(4)停旋风除尘器和圆过滤器下面的下料泵;(5)关闭节气阀,停止排风机。
气流磨工作原理
气流磨工作原理气流磨是一种常用的粉体加工设备,广泛应用于化工、冶金、矿山、建材等行业。
它以高速气流为主要工作介质,通过对物料的撞击、剪切和磨擦作用,实现对物料的细磨和分级。
那么,气流磨是如何工作的呢?下面就让我们来详细了解一下气流磨的工作原理。
首先,气流磨的工作原理主要包括气流磨的结构组成和工作过程两个方面。
一、气流磨的结构组成。
气流磨主要由进料系统、破碎系统、分级系统、排粉系统、风机系统和电气控制系统等组成。
其中,进料系统负责将物料送入破碎室,破碎系统通过高速旋转的破碎器对物料进行破碎,分级系统则根据物料的粒度大小对物料进行分级,排粉系统负责将已经破碎和分级的物料排出,风机系统提供所需的气流动力,电气控制系统则对整个设备进行控制和调节。
二、气流磨的工作过程。
气流磨的工作过程主要包括物料进料、破碎、分级和排粉四个阶段。
1. 物料进料阶段,物料通过进料系统进入破碎室,在进料管道中受到高速气流的作用,使物料形成旋转运动并与气流混合,然后进入破碎室。
2. 破碎阶段,物料进入破碎室后,受到高速旋转的破碎器的撞击、剪切和磨擦作用,使物料迅速破碎成细小颗粒。
3. 分级阶段,破碎后的物料与气流混合,一部分较细的颗粒随气流进入分级器,另一部分较粗的颗粒则沿着破碎室壁面下落,经过多次循环,最终在分级器中完成分级。
4. 排粉阶段,分级后的物料分别从分级器的不同出料口排出,完成对物料的粒度控制和分离。
通过以上工作过程,气流磨可以实现对物料的细磨和分级,达到所需的加工要求。
综上所述,气流磨通过高速气流对物料进行撞击、剪切和磨擦,实现对物料的细磨和分级。
它具有结构简单、操作方便、加工能耗低、产品粒度均匀等优点,因此在粉体加工领域得到了广泛的应用。
希望通过本文的介绍,能够对气流磨的工作原理有一个更加深入的了解。
气流粉碎机标准操作规程

气流粉碎机标准操作规程标准操作规程版本号:01页码:1/7文件名称:气流粉碎机标准操作规程审批记录职责姓名签名日期起草/修订QA审核审核批准生效有效期至分发部门标准操作规程版本号:01页码:2/7文件名称:气流粉碎机标准操作规程1目的规定超音速气流粉碎机操作人员和管理人员,按照标准操作规程进行生产、清洁以及维护等操作。
确保生产质量和设备安全;防止交叉污染;减少设备故障、延长设备生命周期。
2范围适用于超音速气流粉碎机的使用、清洁和维护保养等操作。
3职责部门/人员职责设备管理人员对此规程实施监督、管理。
设备操作人员应遵照培训内容,严格执行本程序的操作要求。
设备检修人员检修设备的一切故障。
设备验收人员确认验收设备检修状况。
4参考文件及文献4.1《超音速气流粉碎机组使用说明》5术语无6内容6.1设备说明通过安装在粉碎室周围的超音速喷嘴,利用压缩空气的压力能,在粉碎室内形成高速气流轨迹。
这种超音速喷射气流,使粉料受到撞击、剪切、压缩等力的作用,粉体相互产生激烈摩擦。
当外应力大于粒子本身的内应力时,就能达到粉碎的目的。
在粉碎室内还由于离心力的作用,能达到粉体分级的作用,使超微粒子被分离出来。
较粗的粒子在离心力作用下,继续在粉碎室内作高速圆周运动,并被继续粉碎,直至粒径小至被分级的程度。
具体参考设备使用说明书。
设备需两人同时操作,禁止单人操作。
6.2安装及准备6.2.1安装前先擦拭零部件:加料器、下料口、主料桶、副料桶、旋风收料器、塑料软管以及设备表面。
6.2.2将压缩空气管与粉碎机进气口阀门连接,接口紧密,防止漏气。
6.2.3进料部件的安装步骤6.2.3.1将加料器的控制线与控制仪连接,放置于粉碎机加料平台处,并连接电源。
6.2.3.2将加料器漏斗装至指定位置,调节好高度后用扳手扭紧螺丝。
标准操作规程版本号:01页码:3/7文件名称:气流粉碎机标准操作规程6.2.3.3旋紧小加料斗,插入加料喷嘴并调节前后位置(一般越接近进料口,负压越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QLMR-300G/260GQLMR-300T/400T 型(配触摸屏)QLMR-400G气流磨使用说明书吉林市新大科机电技术有限责任公司2目录一、系统构造-------------------4二、安装调试------------------13三、操作规程------------------15四、设备保养规程--------------17五、触摸屏安全操作注意事项----18一、系统构造系统由以下各部件组成。
1、控制柜控制柜为系统电控中枢,面板上设有触摸屏、氧含量分析仪、称重控制仪、转速表、电源指示灯、主控启动按钮及急停按钮;设备运行状态模拟指示、氧含量、物料重量、重要监测点的压力监测等在触摸屏上显示,研磨压力、分选机和(螺杆式、带式或轮式)加料电机的转速以及各种参数的报警值等均可在触摸屏上设定,设备的运行可通过触摸屏上的各种功能触键进行控制;控制柜内有可编程序控制器(PLC)、变频器及其它高低压电器部件。
注意:控制柜内有高压部件,属危险区,非专业维修人员切勿触动。
1.1 可编程序控制器(PLC)使用日本欧姆龙CP1H 型PLC 主机一部、20 点输入/输出扩展单元1部、16 点输出扩展单元1 部、模拟量输入扩展单元2 部,该机共33 个继电器输出控制点、24 个输入点、12 路模拟量输入信号,2 路模拟量输出信号(根据用户的具体要求,具体配置将不同)。
将系统的控制运行电气器件联网,按编好的程序进行运行控制,实现自动进料,故障报警、切断保护等功能。
1.2 称重控制仪称重控制仪为独立的进出料控制系统,具有测重、清零、设定、显示、控制功能,可连续测量磨机中的物料重量,并按设定好的重量控制点(继电器输出)传输给PLC,由PLC 控制进料电磁阀实现自动加料也可采用手动形式填加料。
(请仔细阅读称重控制仪说明书)。
1.3 氧含量分析仪氧含量分析仪是本机实现安全运行的重要检测仪表,它能够对系统中的氧含量进行连续的动态检测,并有上限、下限两个设定点输出。
本机氧含量报警值可由用户根据工艺要求自行设定。
与PLC 联网,当氧含量分析仪读数值显示大于或等于报警值时,触摸屏上报警红灯亮,此时,报警电铃启动,3 分钟后如氧含量未能低于设定点,则停止研磨。
开机前排氧时读数值将大于报警设定值,此时应解除报警,予以复位,否则,研磨将无法工作(请仔细阅读氧含量分析仪说明书)。
1.4 变频器安装在控制柜内的变频器是用来控制分选电机及加料电机转速的,设备通过改变分选轮的转速,控制出料粒度的大小。
变频器是将外界送进来的工频电源,变换成频率可调的交流电源,通过电源频率的变化来改变电机转速,控制分选轮及加料电机的转速。
1.5 触摸屏1.5.1 监控页面监控页面设置了系统运行模拟指示,由PLC 控制显示系统运行状态。
绿灯亮显示正常运行,红灯亮显示报警发生位置。
可实现如下功能:1.5.1.1 报警(文字)显示:显示系统故障报警信息,红色显示当前发生的报警,黑色是已经释放的故障报警。
1.5.1.2 参数显示与设定:可查看和更改气流磨分选机转数,磨室料重。
1.5.1.3 状态显示:显示氮气阀、自动补氮阀、出料阀、细粉出料阀、压缩机、冷干机、分选机、加料阀及料仓阀的开关状态;显示压缩机入口压力。
1.5.1.4 画面切换:可以切换到不同的功能页面。
1.5.1.5 功能触键:控制机器的自动运转、开关加料阀与出料阀、启停脉冲阀、开关料仓阀、启停自动加氧调节装置及对发生的声光报警复位。
(可根据用户要求增加或减少功能触键)1.5.2 参数设定页面1.5.2.1 磨室气体压力显示运行时的磨室内压力,通过设定值设定报警上限,设定范围10~50KPa,磨室压力高于设定值时屏上指示灯变红,同时监控页面报警文字显示区有报警文字提示,在自动启动过程中发生报警,调压球阀将停止调压。
1.5.2.2 氮气入口压力该压力值显示闭环系统内压缩机吸气口处氮气的压力值,设定值一为报警下限L 值(设定范围5-10KPa),当入口压力低于该值时,微量补氮阀开启,向设备小流量补充氮气;设定值二为报警下限LL 值(3-7KPa),当入口压力低于该设定值时,自动补氮阀开启,大流量补充氮气。
1.5.2.3 过滤器压力反映过滤元件是否通畅,设定值10~40KPa。
显示值高于设定值上限报警,通常通过脉冲清洗阀可以降低过滤器压力,如果脉冲清洗阀清洗后,压力降不下来,这时就需要更换过滤元件了。
通常随着磨料量的增加,压力会逐渐递增,如果磨料量增加,压力不变,就有可能是过滤元件断裂,漏粉。
1.5.2.4 清洗气体压力检测主轴清洗压力,下限值报警设定范围0.15~0.2MPa,是防止主轴进粉卡死的重要参数。
发生报警时,主页面报警区有文字报警提示,应及时调整,防止损坏设备。
1.5.2.5 研磨气体压力该压力值显示用于磨料的研磨气体的压力,也就是喷嘴前的压力。
正常运行值为0.65---0.70MPa。
1.5.2.6 氮气供给压力检测氮气供给压力,下限值报警设定范围0.1~0.4MPa;开机时氮气供给压力低于设定值时,气流磨“自动工作”将不能启动。
1.5.2.7 磨室重量:可显示和设定磨室内料重。
1.5.2.8 分选机转速:可显示和设定分选机转速。
1.5.2.9 清洗压差:可显示磨室内清洗盘的压力与磨室压力之间的压差值。
(此项根据用户要求而定)1.6 手动操作界面(触键)红色表示设备停止状态,(触键)绿色表示设备运行状态。
●氮气阀:手动启停氮气补充进给电磁阀,在自动工作时由PLC 控制启停。
●分选机:手动启停分选机,在自动工作时由PLC 控制启停;分选机故障,自动运行停止。
●加料阀:手动启停加料阀和加料电机。
料仓清洗时,加料阀和加料电机会自动工作,但是【加料阀】不显示绿色。
●压缩机:手动启停压缩机,在自动工作时由PLC 控制启停;压缩机启动故障可停止自动运行。
●冷干机:手动启停冷干机,在自动工作时由PLC 控制启停(客户有特殊的远程启停控制要求时)●研磨阀:手动启停研磨阀。
●脉冲阀:过滤器脉冲阀的手动启停,八只脉冲清洗电磁阀由PLC 控制依次循环动作。
●料仓清洗:手动启停料仓清洗阀,若未手动停止料仓清洗阀,则料仓清洗阀清洗一分钟后自动停止;(根据客户要求)●出料阀:手动启停出料阀,启动后,出料上下阀在程序的控制下交替开关,将分离器内的物料排放出来。
●过滤器上阀:用于停止磨料后,开关过滤器上阀,上下阀互锁。
●过滤器下阀:用于停止磨料后,开关过滤器下阀,上下阀互锁。
1.7 历史数据记录页面(NS 屏)每隔一分钟对氧含量、磨室料重,分选机转数及研磨压力数据进行采样记录,可记录200 小时的历史数据。
·红色线条表示氧含量,量程范围根据工艺要求由用户确定。
·紫色线条表示磨室重量,量程范围0-100 ㎏。
·黑色线条表示分选机转速,量程0-5000rpm。
·绿色线条表示研磨压力,量程0-1MPa。
1.8 报警记录页面(NS 屏)可查看正在发生和已经结束的报警起始时间和结束时间,红色文字显示正发生的故障报警,黑色文字显示已经取消的报警,可记录200 条报警信息。
1.9 电源开关和按钮●总电源开关,用于给控制柜接通电源;●急停按钮,用于系统故障时紧急关闭系统。
●主控启动按钮,用于系统加电;●电源指示灯,用于指示电控柜通电状态;2、配气盘配气盘由控制电磁阀、气动薄膜阀、减压阀、压力表等气体控制元件组成,主要由控制系统工作气体(压缩空气)、研磨气体(氮气)、清洗气体(氮气)和补充气体(氮气)四部分组成,是设备正常安全运行的重要系统。
2.1 工作气体控制单元本单元由气体过滤、调压二联体、电磁阀、调压阀等元件组成。
用于系统中气动蝶阀的开启、闭合动作及气动敲击锤击打等气动执行元件的正常工作。
各个电磁阀由PLC 控制开关顺序及间隔时间。
2.2 研磨气体控制单元本单元由研磨气体阀和研磨压力调整阀组成。
用于提供磨机粉碎物料(喷嘴)所需要的压力气体。
压缩机启动后,首先通过旁路气体回路进行循环排氧,达到氧含量控制标准后自动调节研磨压力,气体从喷嘴喷射,达到研磨目的。
研磨压力的调整由研磨压力调整阀来完成。
警告:本单元是系统中气体压力最高的部位,开机时应注意研磨气体压力指示,免得压力过高损坏设备。
2.3 清洗气体单元本单元由电磁阀、梭阀和调压阀等元件组成,用以向系统中传动部位提供清洗气体。
主管路向过滤器提供过滤元件反冲气体,第一支路向主轴提供正常工作清洗气体,第二支路向主轴提供停机自动保护清洗气体。
当气流磨停机后,在关闭氮气阀的同时自动保护清洗阀开、排空阀开。
当排空阀开30 秒后自动保护清洗阀关闭,排空阀关闭。
第三支路向分选轮端面与出料口处提供清洗气体。
工作原理:首先氮气供给管路电磁阀打开后,新鲜氮气通过三通梭阀,气体流向各个清洗点,为系统提供初始清洗气体,当研磨气体阀打开时,三通梭阀换向,使新鲜氮气单向阀关闭,由压缩氮气提供清洗气体并投入循环。
警告:主轴和分选机端面清洗至关重要。
如压力低,电控柜上的报警灯闪亮,主轴将冲入粉末造成电机运行电流增大停车,也会使设备损坏,粉末粒度不合格,因此操作者必须注意。
清洗气体压力低报警灯闪亮时,严禁开车。
2.4 氮气补充单元本单元为系统补充新鲜氮气,由于保持系统中的压力平衡、稳定氧含量,是系统安全运行的基础。
本单元由二路自动补氮回路和一路手动补氮回路构成,其主要元器件有氮气供给电磁阀、氮气入口压力传感器、减压阀和手动补氮阀等组成。
当氮气阀打开后,气体由A 路使用手动补氮阀进行调节,B 路由电磁阀辅助调节,电磁阀由电控柜上触摸屏的氮气入口气体压力的下限LL 值和氧控仪来控制。
C 路由电控柜上触摸屏的氮气入口气体压力的下限L 值来控制。
注意:开机时为了减少系统负压时间,可将手动补氮阀开到最大位置,待压力平衡后调至正常位置。
如未调回,将造成系统气压过高,使压缩机前级压力升高损坏设备,也使气体排放量增大,造成氮气的浪费。
3、工作台工作台由梯子和架子组成,用以固定安装设备和提供工作空间。
4、加料系统加料系统由料仓、螺杆式(带式或轮式)自动进料机和进料控制蝶阀组成。
用以向磨机内连续提供粗碎粉料。
(300T/400T 的加料系统由料斗、电磁振动给料器和双进料控制蝶阀组成。
)工作原理:●螺杆式进料装置。
该进料装置通过控制螺杆进料机的运行速度控制下料速度,全程自动化控制,自动调节进料速度。
料仓配置料位传感器,以提醒是否料仓空(根据客户要求而定)。
特定的快速下料模式程序可以在磨料初期快速达到设定料重,节省下料时间。
PLC 程序控制变频器实时调节螺杆进料机的运行速度,满足磨室料重稳定。
料仓底部配置搅拌气缸防止堵料。
通过触摸屏上触键,由PLC 控制料仓清洗的时间。