铰孔切削用量选择参考表
2016新编铰孔切削用量选择参考表
高速钢铰刀粗铰削的切削速度m/min(粗铰)高速钢铰刀铰削的切削速度m/min(精铰)财务工作实习小结[财务工作实习小结]财务工作实习小结光阴如梭,半年的工作转瞬又将成为历史,今天站在这个发言席上,我多想骄傲自豪地说一声:“一份耕坛一份收获,我没有辜负领导的期望”,财务工作实习小结。
然而,近阶段的工作检查与仓库管理员的理论考试的结果,让我切切实实看到了财务管理的许多薄弱之处,作为财务部的主要责任领导,我负有不可推卸的责任。
“务实、求实、抓落实”,对照公司的精益管理高标准严要求,唯有先调整自己的理念,彻底转变观念,从全新的角度审视和重整自身工作,才能让各项工作真正落实到实处,下面本人查找问题其一、年初至今,财务部整个条线人员一直没有得到过稳定,大事小事,压在身上,往往重视了这头却忽视了那头,有点头轻脚重没能全方位地进行管理;其二、人员的不够稳定使工作进入疲劳状态,恶性循环,导致工作思路不清晰,忽略了管理员的业务培训。
其三、主观上思想有过动摇,未给自己加压,没有真正进入角色;其四、忽略了团队管理,与各级领导、各个部门之间缺乏沟通; 其五、工作思路上没有创新意识,比如目标管理思路上不清晰,绩效管理上力度不够,出现问题后处理力度不够;以上几点是我部门与个人存在的最主要的问题根源,财务部门作为公司的一个主要职能监督部门,“当好家、理好财,更好地服务企业”是我财务部门应尽的职责。
在公司加强管理、规范经济行为、提高企业竞争力等等方面我们负有很大的义务与责任。
只有不断的反省与总结,管理工作才能得到提高!“查找不足赶先进,立足根本争先进”,时值润发集团提出“树标兵、学先进、促发展、争效益”活动、润发机械又一度成为整个集团的标兵企业,“鑫宏企业与本公司进行对口红旗竞赛”的今天,作为个人我们要实现体现自已的人身价值,企业的兴衰直接关系到个人的荣辱,作为财务管理部门,为公司实现共同的目标我们要添砖加瓦,学习润机的六种精神:艰苦创业精神、改革创新精神、拓展市场精神、精益管理精神、永不满足精神、顾全大局精神。
铰刀切削参数表【免费下载】
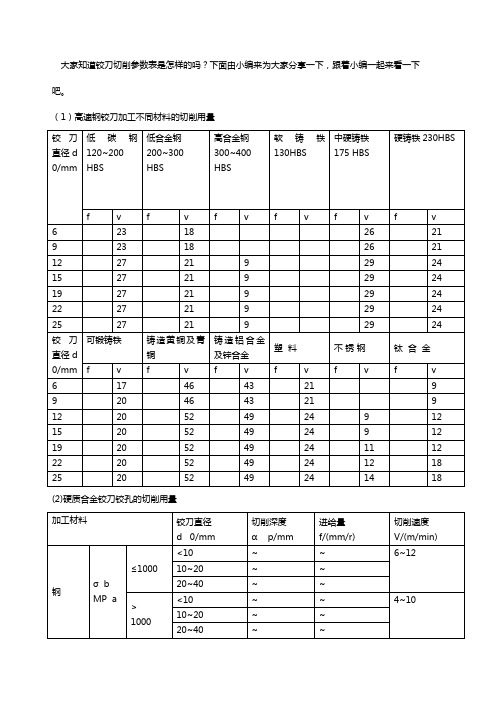
大家知道铰刀切削参数表是怎样的吗?下面由小编来为大家分享一下,跟着小编一起来看一下吧。
(1)高速钢铰刀加工不同材料的切削用量(2)硬质合金铰刀铰孔的切削用量扩展资料:铰刀进给速度和转速的选择:合理选择切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
1、切削深度t在机床、工件和刀具刚度允许的情况下,t就等于加工余量,这是提高生产率的一个有效、措施。
为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。
数控机床的精加工余量可略小于普通机床。
2、切削宽度L一般L与刀具直径d成正比,与切削深度成反比。
经济型数控加工中,一般L的取值范围为:L=(0.6~0.9)d。
3、切削速度v提高v也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。
随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。
另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时,v可采用8m/min左右;而用同样的立铣刀铣削铝合金时,v可选200m/min以上。
4、主轴转速n(r/min)主轴转速一般根据切削速度v来选定。
计算公式为:式中,d为刀具或工件直径(mm)。
数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。
5、进给速度vFvF应根据零件的加工精度和表面粗糙度要求以及刀具和工件材料来选择。
vF的增加也可以提高生产效率。
加工表面粗糙度要求低时,vF可选择得大些。
在加工过程中,vF也可通过机床控制面板上的修调开关进行人工调整,但是最大进给速度要受到设备刚度和进给系统性能等的限制。
随着数控机床在生产实际中的广泛应用,数控编程已经成为数控加工中的关键问题之一。
在数控程序的编制过程中,要在人机交互状态下即时选择刀具和确定切削用量。
孔加工的切削参数表格(精)
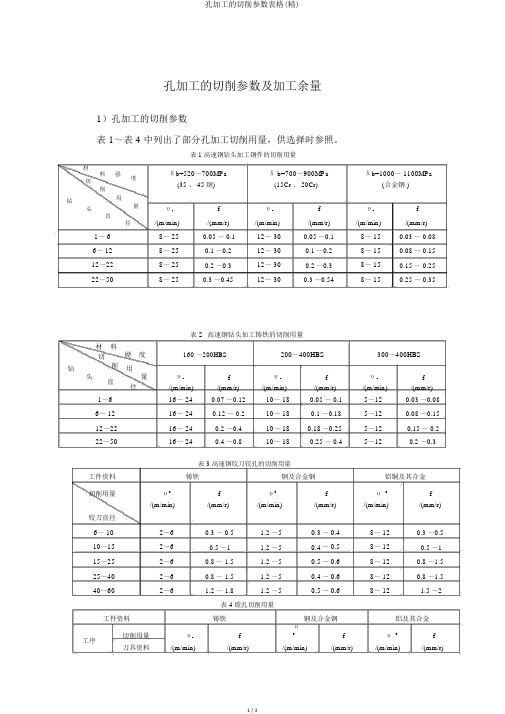
孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
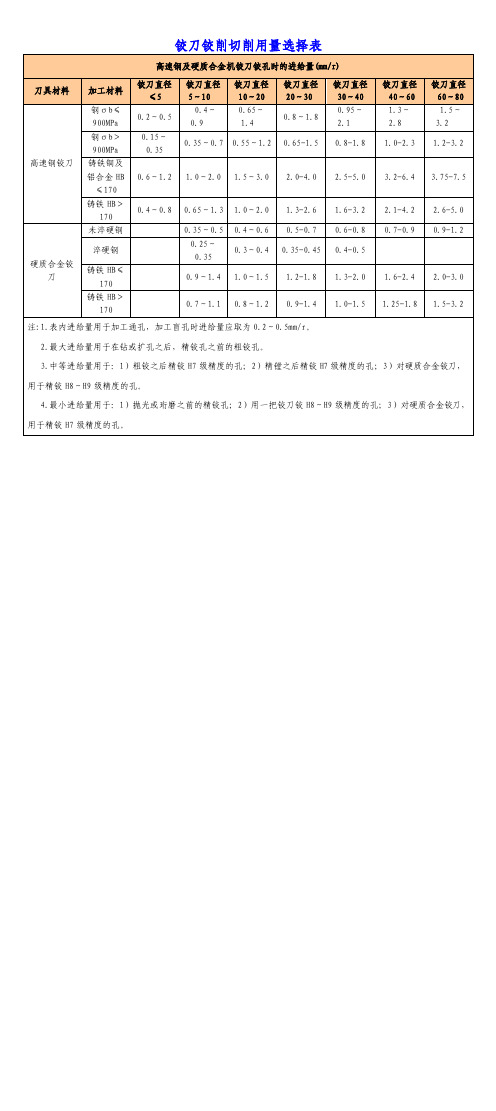
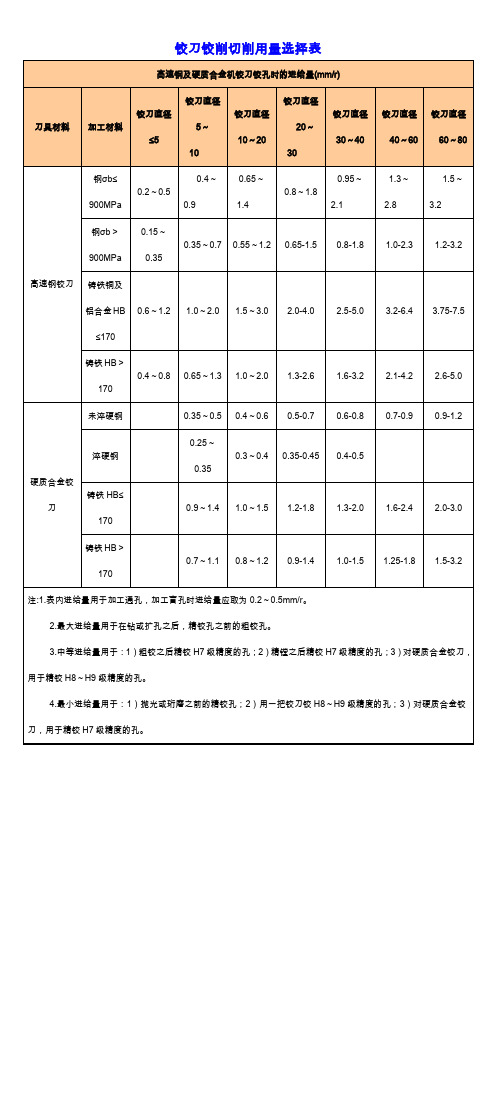
铰孔切削用量选择参考表
1.3-2.0
1.6-2.4
2.0-3.0
铸铁HB>170
0.7~1.1
0.8~1.2
0.9-1.4
1.0-1.5
1.25-1.8
1.5-3.2
注:1.表内进给量用于加工通孔,加工盲孔时进给量应取为0.2~0.5mm/r。
2.最大进给量用于在钻或扩孔之后,精铰孔之前的粗铰孔。
3.中等进给量用于:1)粗铰之后精铰H7级精度的孔;2)精镗之后精铰H7级精度的孔;3)对硬质合金铰刀,用于精铰H8~H9级精度的孔。
灰铸铁190HBf(mm/r)
≤0.5
0.6
0.7
0.8
1
1.2
1.4
1.6
1.8
2
2.5
3
4
5
d0=5αp=0.05
18.9
17.2
15.9
14.9
13.3
12.2
11.3
10.6
9.9
9.4
d0=10αp=0.075
17.9
16.3
15.1
14.1
12.6
11.5
10.7
9.4
8.9
d0=15αp=0.1
d0=5αp=0.05
24
21.3
19.3
17.6
d0=10αp=0.075
21.6
19.2
17.4
15.9
13.8
12.3
d0=15αp=0.1
17.4
15.3
14.1
12.9
11.1
9.9
9.2
8.2
7.7
7.1
d0=20αp=0.125
铰孔切削用量选择参考表

4.最小进给量用于:1)抛光或珩磨之前的精铰孔;2)用一把铰刀铰H8〜H9级精度的孔;3 )对硬质合金铰刀,
用于精铰H7级精度的孔。
高速钢铰刀粗铰削的切削速度
刀具规格
9.9
9.2
8.2
7.7
7.1
d0=20a
p=0.125
18.2
16.1
14.7
13.5
11.6
10.3
9.3
8.6
7.9
7.4
d0=25a
p=0.125
16.6
14.8
13.4
12.2
10.6
9.4
8.5
7.8
7.2
6.7
d0=30a
p=0.125
12.9
11.2
9.9
8.9
8.2
7.6
7.1
6.6
d0=25a
p=0.125
14.7
13.4
12.4
11.3
10.4
9.5
8.8
8.2
7.7
7.4
6.6
6
d0=30a
p=0.125
12.1
10.8
9.8
9.1
8.5
8
7.6
6.8
6.2
5.4
4.8
dO=4Oa
p=0.15
11.5
10.3
9.4
8.7
8.1
7.6
7.3
6.5
5.9
5.1
4.6
铰孔切削用量选择参考表

1.5~3.2
钢σb>900MPa
0.15~0.35
0.35~0.7
0.55~1.2
0.65-1.5
0.8-1.8
1.0-2.3
1.2-3.2
铸铁铜及铝合金HB≤170
0.6~1.2
1.0~2.0
1.5~3.0
2.0-4.0
2.5-5.0
3.2-6.4
3.75-7.5
铸铁HB>170
0.4~0.8
7.1
6.8
6.1
5.5
4.8
4.3
d0=80αp=0.25
10
8.9
8.1
7.5
7.1
6.7
6.3
5.6
5.2
4.5
4
高速钢铰刀铰削的切削速度m/min(精铰)
结构碳钢、铬钢、镍铬钢
灰铸铁、可锻铸铁、铜合金
精度等级
加工表面粗糙度Ra(μm)
切削速度υ(m/min)
灰铸铁
可锻铸铁
铜合金
H7~H8
3.2~1.6
0.65~1.3
1.0~2.0
1.3-2.6
1.6-3.2
2.1-4.2
2.6-5.5
0.4~0.6
0.5-0.7
0.6-0.8
0.7-0.9
0.9-1.2
淬硬钢
0.25~0.35
0.3~0.4
0.35-0.45
0.4-0.5
铸铁HB≤170
0.9~1.4
1.0~1.5
灰铸铁190HBf(mm/r)
≤0.5
0.6
0.7
0.8
1
1.2
1.4
铰刀的切削参数参考

铰刀的切削参数参考铰刀是一种常用的切削工具,用于铰削工件的外轮廓或孔的内腔。
切削参数是指在铰削过程中,对铰刀进行切削的工作参数的设定,包括铰刀直径、进给速度、切削速度和铰削深度等。
正确的切削参数的选择和设定,可以确保铰削质量和铰削工艺的稳定性。
下面将介绍铰刀的切削参数参考。
1.铰刀直径:铰刀直径是选择铰刀的重要参数,一般要根据工件的孔径和铰削的要求来确定。
当工件孔径较大,要求铰削精度较低时,可以选择较大直径的铰刀。
而当工件孔径较小,要求铰削精度较高时,则可以选择较小直径的铰刀。
2.进给速度:进给速度是指铰刀在单位时间内对工件的进给量。
进给速度的选择要结合铰削材料、刀具材料和切削深度等因素来确定。
进给速度过高会导致切削过程中的切削力增大,引起振动和刀具损耗;而进给速度过低则容易造成刀具表面磨损。
3.切削速度:切削速度是指铰刀切削工件时刀具的相对运动速度。
切削速度的选择要综合考虑材料的切削性和刀具的耐用性。
一般来说,切削速度过高会引起刀具表面温度升高,磨损加剧;切削速度过低则导致铰削效率低下。
4.铰削深度:铰削深度是指每次切削时铰刀切削的深度。
铰刀的铰削深度要尽量合理控制,一般不宜过大过小。
铰削深度过大易导致切削力增大,振动加剧,降低铰削质量和刀具寿命;而铰削深度过小则会浪费加工时间。
5.刀具材料:刀具材料的选择是决定切削参数的重要因素之一、一般铰削常见材料时,可选择刚度高且刃口坚硬的合金刀具,以提高切削效率和工具寿命。
而对于切削硬材料时,可以选择刚性好、耐高温的PVD或CVD涂层刀具。
6.刀具涂层:刀具涂层是为了提高刀具的耐磨性和切削性能而进行的表面处理。
铰削过程中,刀具涂层能够减少切削温度,降低切削力,延长刀具寿命。
常见的刀具涂层有TiN、TiCN、TiAlN等。
综上所述,铰刀的切削参数参考包括铰刀直径、进给速度、切削速度、铰削深度、刀具材料和刀具涂层等。
正确设定这些切削参数,可以提高铰削质量,延长刀具寿命,并保证铰削过程的稳定性。
数控加工钻孔切削速度、进给量、背吃刀量选取参考表

数控加工钻孔切削速度、进给量、背吃刀量选取参考表
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
三、高速钢钻头加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、硬质合金钻头加工不同材料的切削速度(m/min)
六、高速钢及硬质合金钻头扩孔切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。
铰削用量

铰削用量包括铰削余量、切削速度和进给量 1.铰削余量 铰削余量是指上道工序(钻孔或扩孔)完成后留下的直径方向的加工余量。铰削余量不宜过 大,否则会使刀齿切削负荷和变形增大,切削热增加,使铰刀的直径胀大,加工孔径扩大, 被加工表面呈撕裂状态,致使尺寸精度降低,表面粗糙度值增大,同时加剧铰刀磨损。 铰削余量也不宜太小,否则上道工序的残留变形难以纠正,原有刀痕不能去除,铰削质 量 达不到要求。 选择铰削余量时,应考虑到加工孔径的大小、材料软硬、尺寸精度、表面粗糙度要求及铰刀 类型等综合因素的影响。 2.切削速度 为了得到较小的表面粗糙度值,必须避免铰削时产生积屑瘤,减少切削热及变形,减少铰 刀的磨损,因此应选用较小的切削速度。用高速钢铰刀铰削钢件时, v≤8 m/min;铰削铸铁 件时, v≤10 m/min;铰削铜件时,8≤ v≤12 m/min。 3.进给量 进给量大小要适当,过大则铰刀容易磨损,也影响工件的加工质量;过小则很难切下金 属 材料,形成挤压,使工件产生塑性变形和表面硬化,这种被推挤而形成的凸峰,当以后的刀 刃切入时就会撕去大片切屑,使表面粗糙度值增加,同时加快铰刀磨损。 机铰钢件及铸铁件时, f =0.5~1 mm/r;机铰铜和铝件时, 0%~20%乳化液 钢 (2)铰孔要求高时,30%菜油加70%肥皂水 (3)铰孔要求更高时,可采用茶油、柴油、猪油等 (1)不用 铸铁 (2)煤油,但会引起孔径缩小,最大收缩量0.02~0.04 mm (3)低浓度乳化液 铝 煤油
铜
乳化液
铰削用量表铰削余量孔径余量用量030508切削速度进给量加工材料切削液的选用乳化液铰孔工作要点2手铰过程中两手用力要平衡旋转铰杠时不得摇摆以保证铰削的稳定性避免在孔的进口处出现喇叭口或孔径扩大
铰削用量表
孔径 5以下 5至20 铰削余量 21至32 33至50 51至70 余量用量 0.1至0.2 0.2至0.3 0.3 0.5 0.8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
d0=80αp=
10
4
高速钢铰刀铰削的切削速度m/min(精铰)
结构碳钢、铬钢、镍铬钢
灰铸铁、可锻铸铁、铜合金
精度等级
加工表面粗糙度Ra(μm)
切削速度υ(m/min)
灰铸铁
可锻铸铁
铜合金
H7~H8
~
4~5
8
15
15
H7~H8
~
2~3
4
8
8
~
~
~
铸铁HB>170
~
~
~
硬质合金铰刀
未淬硬钢
~
~
淬硬钢
~
~
铸铁HB≤170
~
~
铸铁HB>170
~
~
注:1.表内进给量用于加工通孔,加工盲孔时进给量应取为~r。
2.最大进给量用于在钻或扩孔之后,精铰孔之前的粗铰孔。
3.中等进给量用于:1)粗铰之后精铰H7级精度的孔;2)精镗之后精铰H7级精度的孔;3)对硬质合金铰刀,用于精铰H8~H9级精度的孔。
4.最小进给量用于:1)抛光或珩磨之前的精铰孔;2)用一把铰刀铰H8~H9级精度的孔;3)对硬质合金铰刀,用于精铰H7级精度的孔。
高速钢铰刀粗铰削的切削速度m/min(粗铰)
刀具规格(mm)
结构钢、铬钢、镍铬钢f(mm/r)
≤
1
2
3
4
d0=5αp=
24
d0=10αp=
d0=15αp=
d0=20αp=
铰刀铰削切削用量选择表
高速钢及硬质合金机铰刀铰孔时的进给量(mm/r)
刀具材料
加工材料
铰刀直径≤5
铰刀直径
5~10
铰刀直径10~20铰刀源自径20~30铰刀直径
30~40
铰刀直径
40~60
铰刀直径
60~80
高速钢铰刀
钢σb≤900MPa
~
~
~
~
~
~
~
钢σb>900MPa
~
~
~
铸铁铜及铝合金HB≤170
d0=25αp=
d0=30αp=
d0=40αp=
d0=50αp=
8
4
d0=60αp=
d0=80αp=
刀具规格(mm)
灰铸铁190HBf(mm/r)
≤
1
2
3
4
5
d0=5αp=
d0=10αp=
d0=15αp=
8
d0=20αp=
14
d0=25αp=
6
d0=30αp=
8
d0=40αp=
d0=50αp=
10
5