服装设计生产流程图
男西装工艺流程图

一、现代男西装精做工艺:1.打线钉:前大片、前侧片、挂面、领里、领面、作标记、前片、驳线、串口线、袋位、腰节线、扣位、袖标点、领肩点、领窝点、底边、后片、后中线、叉位、腰节线、袖标点、底摆折边线、腋下片、底摆折边线、腰节线、袖大片、袖口线、袖肘线、装袖点、袖大片、袖口线。
2.做胸衬:收省、组合、归拔、冷却定型。
3.前片工艺:收省、组合侧片、前片推门(归拔工艺)、做大袋、做手巾袋、里布收省、挂面工艺、开里袋、复胸衬、复牵带、复挂面、扳止口。
4.后片工艺:缉合后背中线、归拔后片、劈后背缝、拉袖笼牵条、作背开叉、做后片里布。
5.摆缝工艺:缝合里子摆缝、面布摆缝、滴针、做贴边。
6.肩缝工艺:定扎肩缝、缉合肩缝、归拔肩缝、定扎肩缝。
7.做袖、装领工艺:做领里、做领面、缝合领止口、缝合挂面、领面串口线、缝合前片、领里串口线、面与衣身领圈缝合、领里与衣领圈缝合、做领缺角。
8.做袖、装袖工艺:归拔袖大片、缝合内袖缝、归拔内袖缝、扣烫袖贴边、做袖叉、缝合外袖面缝、收袖山吃势、做袖里子、定扎左袖子、车缉左袖子、装聋作哑弹袖棉、扎烫左袖子、按同样方法装右袖。
9.锁扣眼、钉钮扣。
10.整烫工艺。
男西装马夹精做工艺:1.前片工艺:粘有纺衬、打线钉、省位、袋位、扣位、底摆、腰节、缉缝省道、与挂面缝合。
2.缉缝前片里子、缝里子省道、与挂面缝合。
3.后片工艺:缝后片里、收省、合背中缝、缝后片面、收省、合背中缝、里与面缝合。
4.摆缝工艺。
5.肩缝工艺。
6.翻膛。
7.手针。
三、男西裤精做工艺:1.粘衬、门里襟、里襟袢、袋嵌线、腰面、2.包缝、门里襟、侧袋垫底布、后袋垫底布3.西裤归拔工艺4.做侧口袋5.做里襟6.做腰头7.前裤片缝制、前膝盖绸、包缝、缝褶裥、做侧袋口8.后片缝制、装大裤底、包缝、缉省道上、开后袋9.合侧缝10.装门襟11.缝小裆12.装门襟拉链13.合裆缝14.手针15.裤子整烫。
西装工艺全里西服——它是目前市场上常见的西服工艺,这种工艺的主要特点是通过大身接着粘合衬,附毛衬、胸绒、垫肩及加强衬,使得外观效果感觉挺括,给人以严谨、挺拔、庄重的感觉。
新流程图汇总

流程前提: 1.报价已审核 2.客户已接受报价并支付货款 重点:此流程全程邮件形式, 所有问题在邮件上回复全部
编 制
编 号 GZ-XTSM-FC-07
审 核
版 本
责 任 部
生效日期
01
门
页 数
1 Of 1
明
外贸部
start
财务部
仓储配送
采购组
(1)
订单
(2.1)
查收货款 配货整理
(缺货) (5.2)
-8-
(沟通选择面料)
-9打版
-10审核纸样、样衣
-11.1-12发货
-11.2-
表存档、纸样存档
end -
文 件 名 称
编 制 编 号
要求送货流程图 说 明
、
审 核 GZ-XTSM-FC-08 版 本
责 任
生效日期 01
部 门 仓储 财务部
页 数
1 Of 1
销售部
start
司机
目的:为规范送货流程与注意事 项、减少造成不必要的人力 物力资源浪费
核对
(2)
跟单下销售订单
(5)
根据销售订单配货
(3) (4)
导销售订单到仓库
(6) (7)
பைடு நூலகம்订单转销售出库单
(确认仓库是否收到邮件)
跟单告知客户
(缺货情况告知跟单)
(8)
面整改
5、如出现漏发货或配错货现象及 时处理,跟进仓库配货人员漏发 错货是否属实。
出库单(截图)
(货物异常情况是否修订)
(9)
修订
(13:00—14:00)
提货 贴图
备注: 财务部门:fin 仓储配送:op 国际站:sales2 (3) (5.1)
服装制作工艺流程图

服装制作工艺流程图一、课程简介:《服装结构设计与工艺》课程是在原有的服装结构设计、工艺设计合并调整后的课程名称,更新后的《服装结构设计与工艺》是服装设计与工程专业的主干课之一,课程的教学贯穿服装专业教学的整个阶段。
《服装结构设计与工艺》是艺术和技术相互融合、理论和实践密切结合的实践性较强的学科,具有理论性和实践性两个重要性质。
是高等服装院校本科学生必修的专业课程之一。
《服装结构设计与工艺》主要讲授服装结构的内涵和各部件相互关系,兼备装饰和功能性的设计、分解与构成的规律,研究如何将裁剪好的平面衣片进行组合和缝制,完成服装立体造型的工艺过程的一门实用技术性科学。
《服装结构设计与工艺》课程的学习为后续的成衣生产技术管理、服装市场营销、服装设计等课程奠定了基础,提供了可能。
服装结构与工艺课程的改革更适应服装工业新技术、新工艺的日益发展。
二、本考核方案适用专业:服装工艺技术专业三、考核方式:根据《服装结构设计与工艺课程》教学特点,改革考试内容与方式,考试内容分为理论部分与实践部分,采用分段教学和分段考核验收,理论与实践教学考核各占考试成绩的50%。
具体内容与方案见本手册四、课程的组成:《服装结构设计与工艺》课程由服装结构与工艺Ⅰ、服装结构与工艺Ⅱ两段教学环节组成:1.服装结构与工艺(一):课程内容主要有人体结构与服装的相互关系,下装的结构设计方法与规律,款式变化原则与人体功效学的关系,同时掌握裤装、裙装的制作方法与工艺流程安排。
2.服装结构与工艺(二):通过教学熟悉人体体表特征与服装点、线、面的关系;性别、年龄、体型差异与服装结构的关系;成衣规格的制定方法和表达形式;号型服装的制定和表达形式。
服装结构与工艺(一)考核方案第一部分结构成绩的考核一、结构成绩满分:100分二、结构成绩的组成:出勤与课堂表现:5分作业与练习:15分期末考试:80分1、出勤与课堂表现成绩的考核细则2、作业和练习的考核细则3、期末考试的考核细则第二部分服装结构与工艺(一)实训成绩的考核一、工艺成绩评定:先按百分制,成绩评定后再折算为优、良、中、及格、不及格。
纺织服装行业产业流程图与各细分行业市场规模分析

摘要一、纺织服装行业全产业图谱二、纺织服装行业产业流程图三、纺织服装产业各环节价值分布细拆四、纺织服装产业重要核心要素五、上游纺织制造企业研究办法六、下游品牌服饰研究办法风险提示:终端需求恢复不及预期;原材料价格波动上行压力;人力成本上行;贸易壁垒关税政策等。
一、纺织服装行业全产业图谱二、纺织服装行业产业流程图三、纺织服装产业各环节价值分布细拆纺织服装产业链价值分布细拆:假设产品终端售出价格为395元,在产业链个环节的价值分配如下图:(由于各标的公司的市场定位和策略不同,具有较大差异,本测算为平均水平下的测算。
)经销商制造商品牌商395元四、纺织服装产业链重要的核心要素中上游纺织制造部分:以出口外销市场为主,其核心的关键点在于:企业的设备(自动化能力)、研发能力(技术水平)、成本和规模、订单稳定性;下游品牌零售部分:以国内内销市场为主,其核心的关键点在于:品牌、产品(设计)、渠道、供应链等。
1、纺织原料端:主要分为天然纤维和化学纤维,化学纤维的生产占比较高。
2017年世界主要纤维的生产占比棉纤维人造纤维化学纤维2、织造环节:按工艺角度分类,面料可以分为针织、梭织和非织造.•针织:纱线构成线圈,线圈串套连接成织物(经编、纬编);特点:面料松软透气,拥有良好延伸性与弹性。
•梭织:纱线沿经纬向交替错开连接成织物;特点:面料牢固挺括,不易变形。
•非织造:长短方向随机纤维经过各种纤维粘连处理工艺得到,主要方式包括纺粘法、熔喷法、水刺法、热轧法等。
特点:工艺流程短,生产速度快,生产成本较低;质地轻盈,防潮透气,强度与耐久性较低。
3、成衣加工环节:主要根据产品用途来分类服装用:女装、男装、内衣、童装等各类服装。
家纺装饰用途:窗帘、床上用品、沙发布、车内饰品等。
产业用:卫生用品、滤布等。
4、上游纺织制造企业关注指标棉纺、毛纺、丝纺行业研究方法共性较强,此类公司纱线业务中原材料成本占生产成本比例60%~70%,棉花、羊毛、丝绸等纺织原材料价格是影响公司盈利能力的重要指标,原材料价格与终端产品价格带差决定了此类公司纱线业务毛利润上限。
针织布生产工艺流程图

针织布生产工艺流程图针织布是指通过编织机器将纱线交织成针织物的一种纺织品。
它具有柔软、舒适、透气等特点,广泛用于服装、家居用品等领域。
针织布的生产工艺流程如下:1. 纱线准备:首先需要准备纱线,根据需要生产的针织布的规格和用途选择合适的纱线。
纱线可以是棉纱、毛线、人造纤维等。
2. 上锭:将准备好的纱线上锭到织布机上。
上锭是将纱线固定在织布机的锭轴上,保证纱线的拉力和供给。
3. 编织设计:根据设计要求,确定针织布的编织结构和花型。
编织结构是指织布机上横纱和纵纱的交织规律,花型是指针织布的纹理和图案。
4. 编织:将上锭好的纱线经由编织机器进行编织,根据编织设计进行横纱和纵纱的交织。
编织过程中需要控制编织速度、拉力、纱线密度等参数,确保针织布的质量和尺寸稳定。
5. 整理:编织完成后,对针织布进行整理。
整理包括除尘、修整、校验等步骤,以提高针织布的质量和外观。
6. 染色和印花:根据需要,对针织布进行染色和印花。
染色是将针织布浸泡在染料中,使其吸收染料颜色;印花是通过刷子或印花机将色浆印在针织布上,形成花纹和图案。
7. 烘干:将染色或印花后的针织布置于烘干室中进行烘干,以使其彻底干燥。
8. 整理和包装:经过烘干后,再次对针织布进行整理,修整、校验,并进行包装,以便储存和运输。
针织布的生产工艺需要严格控制各个环节的参数和质量标准,确保最终产品的质量和外观。
在生产过程中,还需要考虑环保、能耗等因素,采用节能减排的措施,减少对环境的影响。
随着科技的不断发展,针织布生产工艺也在不断创新和改进。
例如,引入电子控制系统,可以实现自动化生产和智能化管理,提高生产效率和产品质量。
总之,针织布的生产工艺流程涉及纱线准备、上锭、编织、整理、染色和印花、烘干、整理和包装等环节。
通过严格控制各个环节的参数和质量标准,可以生产出优质的针织布。
成衣生产与纸样设计 (女风衣生产指导书)

成衣生产与纸样设计作业名称:女风衣生产指导书班级:学号:姓名:指导老师:目录一、款式图…………………………………………P3二、成衣规格表………………………………………P4三、面辅料规格表与成本预算……………………………………P5四、纸样设计…………………………………………P6五、毛板(面料、里料、衬料)………………………………………P7、P8、P9六、裁剪与排料………………………………………P10七、工艺流程图………………………………………P11八、缝制与检验………………………………………P12、P13、P14 十、包装材料及方法………………………………………P15女风衣——款式图款号: NF-001# 2011年1月3日单位:cm型号M部位尺寸前衣长L80.5肩宽SW37胸围B94腰围W 81臀围H 98下摆130袖长S61.5袖口CW 25袖肥35女风衣——规格表款号: NF-001# 2011年1月3日单位:cm型号S M L XL 档差部位尺寸前衣长L78 80 82 84 2肩宽SW36 37 38 39 1胸围B90 94 98 102 4腰围W 77 81 85 89 4臀围H 94 98 102 104 4下摆126 130 134 138 4袖长S60 61 61 62 两码1袖口CW 24 25 26 27 1袖肥35 36 37 38 1女风衣——面辅料规格表与成本核算款号: NF-001# 2011年1月4日款式图面料名称(编号)色号幅宽成分单价(元)用量(米)金额(元)双面呢米驼色 1.44米65%羊毛35%涤纶35 1.9 66.5 辅料名称(编号)色号型号成分单价(元)用量金额(元)舒美绸米驼色 1.44米幅宽100%涤纶 4.5 1.25 5.6 布衬白色 1.44幅宽100%涤纶 4 1.05 4.2 纽扣古铜色直径2.5cm 0.3 8 2.4 纽扣古铜色直径1.8cm 0.2 4 0.8 D字扣黑金铜色宽5cm 3 1 3气眼古铜色直径0.8cm 0.06 5 0.3 缝纫线米驼色细线、双股粗线各一个0.0036 1800 3.24 主标/码标/洗标(主标0.3元/码标0.1元/洗标0.1元)0.5 1 0.5 吊牌(主吊牌、洗涤说明书、合格证、备纱袋、吊旗卡) 2.5 1 2.5包装费(大货平均每件12元,包含:衣架、防尘袋、立体纸箱)12 1 12加工费(40元~45元)45合计146面辅料小样女风衣——纸样设计款号: NF-001# 2011年1月4日单位:cm型号M部位尺寸前衣长L80.5肩宽SW37胸围B94腰围W 81下摆130袖长S61袖山高15袖口CW 25袖肥36前胸宽16.3后背宽17.5袖笼深25.5腰节线41.5腰节片宽7.5袋盖长14.5袋盖宽 5.5腰带长115腰带宽5袖袢长15袖袢宽 4.5女风衣——面料样板款号: NF-001# 2011年1月5日加缝份部位及宽度前中片、前侧片、前育克、前腰片、后中片、后侧片、后上片、后腰片、腰带、腰袢、袖袢、领里、领座、后领托(压明线部位加1.7cm缝份,缝合部位加1cm缝份 );领面(一周加1.5cm缝份)挂面:前止口(加1.5cm缝份)下摆(加3.5cm缝份)其他部位(加1cm缝份)前下摆片、后下摆片:下摆(加3.5cm缝份)其他部位(加1cm缝份)大袖片、小袖片:袖口(加3cm缝份)明线部位(加1.3cm缝份)其他部位(加1.0cm缝份)女风衣——里料样板款号: NF-001# 2011年1月5日加缝份部位及宽度前上片、前育克、袖袢(一周加1.3cm缝份);后上片:后中缝(加 2cm缝份)其他部位(加1.3cm缝份)前下摆片、后下摆片:下摆(加1.5cm缝份)其他部位(加1cm缝份)大袖片、小袖片:袖缝(加1.3cm缝份)袖山、袖底(加2cm缝份)袖口(不加缝份)女风衣——衬料样板款号: NF-001# 2011年1月5日单位:cm衬料所有片(一周加0.8cm缝份)女风衣——排料与裁剪款号: NF-001# 2011年1月5日顺1——面料2——里料3——衬料序排料图*幅宽*用量面料:幅宽1.44米,用量1.9米;里料:幅宽1.44米,用量1.22米;衬料:幅宽1.44米,用量1.05米。
服装制作工艺要求

服装制作工艺要求(一)服装成品部件名词术语;1、上装部位(衣服)前身:门襟、里襟、驳头、小肩、串口、底边止口、驳口、止口圆角、省位。
后身:背缝、背衩、后肩省、过肩、用户标识。
领子:倒挂领、领上口、领下口、领里、立领、袖子、一片袖、圆装袖、中缝圆袖、连袖、安全认证标识。
口袋:有盖贴袋、风琴袋、暗裥袋、明裥袋。
2、下装部(裤子)烫迹线、侧缝、腰头、腰里、后袋、门襟、里襟、侧缝直袋、侧缝斜袋、串带袢。
(二)服装生产操作术语;1、缉缝,2、缉明线,3、缉省缝,4、坐缉缝,5、分缉缝,6、坐倒缝,7、坐缉缝,8、分缉缝,9、环针,10、擦针,11、内包缝,12、外包缝。
(三)机缝的操作要领;(1)在衣片缝合无特殊要求的情况下,机缝时一般都要保持上下松紧一致,上下衣片受到送布的直接推送作用走得较快,而上层受到压脚的阻力和送布间接推送转慢,往往衣片缝拉紧,有的缝位过小不宜用手拉紧,可借助钻车或钳工来控制松紧。
这样才能使上下衣片始终保持松紧一致,不起连形。
这是最基本的操作要领。
(2)机缝的确良起落针根据需要可缉倒顺针机缝断线一般可以重叠接线,但倒针交接不能出现双轨。
(3)各种机缝要缝足缝份,不要有虚缝。
(4)在卷边缝,压止口和各种包缝的缉线也要注意上下层松紧一致。
如果上下层错位,会形成斜纹涟形。
(四)职业服装生产工艺流程;•生产准备工程、里料、其他铺料等•验布、预缩•样衣试制•绘制成产用样板(根据确认的样板和相应的号型系列样板等技术文件,绘制基本样板,并推出所需要的型号。
)•工艺制定原材料准备采购员根据设计师的风格结合市场上原材料进行原材料的采购,开始了一系列的采购工作。
原材料是成衣生产所必需的最基本的条件,成衣生产中原材料准备工作包括原材料的选购;进厂材料的复核与检验;材料的预缩整理等。
一、原材料消耗预算(一)原材料小消耗的构成(1)产品用料消耗(2)加工工艺性损耗(3)其他损耗(二)产品用料消耗预算取一定长度的缝线L1,缝纫后量出L1长度的缝线所缝的缝迹长L2,L1与L2的比值E称为缝纫线消耗比。
服装新产品研发生产流程

服装新产品研发生产流程芮芳芳(苏州天源服装有限公司,江苏苏州 215000)投稿日期:2015-06-07作者简介:芮芳芳(1981-),女,江苏苏州人,主要从事研究服装开发生产管理工作,任职11年,每年负责开发的服装 新款数目达千余多。
摘 要 在中高档服装的系统中,新产品开发应该遵循一定的程序来进行。
所谓服装新产品的开发程序,是指从市场的调研、产品的设计构思、样品的制版打样、多部门的鉴定、试产试销、下单生产销售及销后服务所经历的步骤和阶段。
对流程中的各个环节制定明确的日程表,在不同的阶段有着不同的操作特征,设计开发工作,按照计划书进行规范的操作,从而达到预期的目标。
关键词 市场调研;构想;款式设计;制样;预售单;投产销售 中图分类号:F426.86 文献标识码:A Abstract New product development should follow certain procedures in the middle and high-end garment systems. Development procedures of New garments refer to processes and phases on market survey, new product ideas and design, samples pattern-making, cross-department evaluation, trial production and sale, order placing, production, sale and after-sales service. Explicit calendar should be established to clarify each process of each phase. Different phases have different operational characteristics. Design and development should proceed strictly according to the calendar and plan so that the expected targets could be achievedKey words market survey; ideas; style design; sample making; production and salesNew development production procedure for garmentRUI Fang-fang(Suzhou Tianyuan Garments Co,Ltd, Jiangsu Suzhou 215000, China)服装新产品开发是针对特定的市场消费群体与流行趋势,按计划进行设计生产,最终提供所需产品的过程。
服装企业业务运作流程图及说明书

企业业务运作流程图及说明书目录封面 (2)目录 (2)前言 (3)企业业务运作流程重组的概念 (5)一.基本概念: (5)二.企业业务运作流程重组的原则 (5)三.企业业务运作流程重组后的变革 (6)刘服公司业务运作流程重组方案 (8)一、刘服现有业务运作流程描述 (8)二、重组后的刘服业务运作流程描述 (14)结束语 (66)前言在以信息网络技术为主导的知识经济时代,企业置身于激烈的市场竞争中,要想获得更大的生存和发展空间,必须更新经营管理理念,改变传统的管理方式,建立符合信息时代特征的企业管理模型。
我们讲企业面临的挑战归纳起来有三方面因素:顾客、变革和竞争,简称3C因素:顾客(Customer):随着社会经济的发展,物资供应无论从品种、数量或是渠道的多样化,顾客选择商品的余地大为扩展,市场的主导已经转入顾客手中,市场已由卖方市场转变为买方市场。
因此,如何最大程度地满足顾客的需求,成为企业的奋斗目标和一切工作的归宿。
有了忠诚的顾客群体,企业才有生存的空间。
变革(Change):科技进步日新月异,产品生命周期不断缩短,这些变化已成为不可阻挡的潮流,促使企业必须加快变革步伐。
而科技的进步,必然带来生产(管理)工具的革命,从而引发一系列生产作业方式的变革,这时,若不跟随时代的变革而变革,企业就会失去生存的基础和发展的源动力。
竞争(Competition):市场发展渐趋成熟,那种仅凭“物美价廉”的商品就能在竞争中稳操胜券的简单竞争方式已被多层面的竞争方式所取代,企业必须做到以下四点:按合同及时交货或新产品及时上市;保证有好的产品质量;具有竞争优势的产品成本;售前咨询服务及售后维护、升值服务,即能够提供独占性的产品和一流的服务,才能够赢得竞争。
市场占有率已成为评判企业是否具有竞争力的最集中体现。
以上三种因素应使企业意识到,要想适应外界环境的迅速变化,要能在激烈的竞争中求生存、求发展,不仅要采用先进的科学技术,而且要尽快地改变与现代化生产经营不相适应的管理方式,企业应建立对外部环境变化做出灵活反应的管理机制和组织结构。
服装制版与工艺
1 引言服装制版是服装设计的一部分。
服装设计包括款式设计(款式图,包括款式、面料、色彩等等的表达);结构设计(也叫制版,版型处理或打版,每个部位的具体规格尺寸);工艺设计(也叫车位,一件成品的缝制过程)。
其中制版在中间是处于一个承上启下的作用,是整个服装设计里面最重要的一个环节。
服装结构设计是指将服装款式造型设计提出的要求与人体形态、规格尺寸、缝制工艺等相结合形成可供裁剪的各种样板,也称纸样。
服装规格设计的依据是客户的要求、针织面料的特点、服装的款式结构、市场流行趋势以及相关标准。
服装规格的相关标准是服装规格设计的重要依据。
目前针织服装规格设计的标准主要有客供规格、国家标准和地区或企业标准。
对于来样加工、订单生产的产品,由客户提供详细的规格尺寸或主要部位的规格尺寸,组织生产、交货验收均以客户的要求为依据。
制版讲三准一全:款式,尺寸,细部计算准;面,里,衬,工艺版全。
针织服装结构设计的特点:①结构线表现形式简洁;②围度的放松度较小;③规格尺寸为设计样板的主要依据;④样板设计应考虑:缝纫损耗、缝制工艺回缩性、面料的下垂性、拉伸扩张等因素;⑤采用负样板来简化样板数;⑥使用较多拼接方法;⑦缝制时采用辅料加固或美化;⑧针织外衣制作处理不能生搬硬套梭织物的处理技巧,应根据面料的弹性、悬垂等性能选用方法处理。
1.1 针织服装设计方法与步骤⑴款式设计:画服装效果图、修改效果图、主辅料选择、画款式图。
⑵款式分析与规格尺寸的确定:款式分析、确定测量部位与测量方法、确定主要部位规格尺寸、绘制系列产品规格尺寸表。
⑶样板设计:工艺回缩率确定、选用缝迹类型确定缝纫损耗、计算制图尺寸、结构制图、样板制作、小批量试制、样衣修改、排料套料。
⑷缝制工艺设计:选择合适的线迹类型和线迹密度;确定使用缝针的号型;确定所用缝线的类型;确定所用的设备型号;根据产品的类型设计产品的工艺流程,排列出生产工艺流程图。
本文以缝纫机、包缝机、绷缝机为机器,以女式曲腰长袖T恤为例,从款式设计、结构设计和工艺设计等方面论述针织服装制版和生产工艺的过程。
服装厂设计PPT课件
生产工艺单
辅料 规格货号
Z22 WA205 WA102 LC299 WC01 AQ11 面料 规格货号 M1023 M2051
数量 0.3m 11颗 2颗 0.1m 0.05m 1套
数量 1.4m 0.2m
备注 — — — — — —
备注 — —
10
生产工艺单
主要工艺要求
裁剪工艺
2.31 5.09 5.79 3.47 1.39 6.48 6.94 7.87
2.31 5.79 6.48 3.47
实际工人数
2 5 6 4 1 7 7 8
2 6 6 4
备注
看1 看5
看9 瓶颈
19
工作位计算安排
13.绱领子
平缝机
55
12.73
13
14.合袖侧缝
平缝机
8
1.85
2
15.锁边侧缝
包缝机
同上
16
设备表
16
锁眼机
HE-800A 电脑平缝锁眼机。
可任意调节抬压
脚高度,定位准
确,简单。快速
和准确地切刀操
作。
17
钉扣机
LK-
通过独特的水平
1903AN/BR35 强制送扣机构确
保送扣夹能向纽
夹送扣,无须熟
练的操作者
18 立体整烫机
288
将服装套入人形
烫模并使衣服展
开,将高温蒸汽
由衣内向衣外喷
3
厂区布置图
4
厂区布置原则
1、合理进行功能分区 2、合理考虑预留发展用地 3、合理安排建筑物方位、建筑物形式 4、满足生产工艺要求 5、规划合理的厂内运输线 6、符合防火、卫生规范及各种安全规定和要求
上下模作业流程图

上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
Zara_与时尚保持同步的产品组织与设计_Zara全程供应链及运营流程剖析_一_

32先看看Zara的几组基本数据:从设计理念到上架Zara平均只需10~15天,而大多数服装企业需要6~9个月甚至更长时间;库存周转Zara每年达到12次左右,其它运作一流的服装企业也只能达到3~4次,而国内大多数服装企业是0.8~1.2次;Zara 每年推出12000多种产品给顾客,运作一流的服装企业平均只能推出3000到4000款,而国内多数服装企业能推出上千款的寥寥无几;2004年 Zara销售服装2.36亿件,这对即使追求数量的中国众多服装企业来说,也是可望而不可及的天文数字;Zara年2005年销售额达44.41亿欧元,息税前利润7.12亿欧元(约72.89亿人民币),中国服装企业前10强加起来的销售额、利润都还远不如它。
……Zara是西班牙Inditex集团旗下的一个子公司,它既是服装品牌,也是专营Zara品牌服装的连锁零售品牌。
Inditex是西班牙排名第一,全球排名第三的服装零售商(前二名分别是美国的GAP和瑞典的H&M),2005年其全球销售额67.41亿欧元,销售数量达4.29亿件,纯利润 8.03亿欧元。
截至2006年6月它在全球64个国家和地区开设了2899多家专卖店,旗下共有8个服装零售品牌,Zara是其中最有名的品牌。
Zara创于1975年,目前在全球62个国家拥有917家专卖店 (自营专卖店占90%,其余为合资和特许专卖店)。
不说“产品设计”或“产品开发”而是说“产品组织与设计”,是因为Zara的开发模式基本是模仿,而不是一般服装企业所强调的原创性设计或开发。
Zara认为经营服装不一定要自己来创新设计,就如麦肯锡所说不要试图“重新发明一个轮子”,可以通过直接整合市场上已有的众多资源,实现更准确地搜集时尚信息、更快速地开发出相应产品、节省产品导入时间、形成更多产品组合、大大降低产品开发风险的效果。
所以Zara设计师的主要任务不是创造产品而是在艺术指导决策层的指导下重新组合现成产品,诠释流行而不是原创流行。
服装厂西服生产工艺的设计流程图
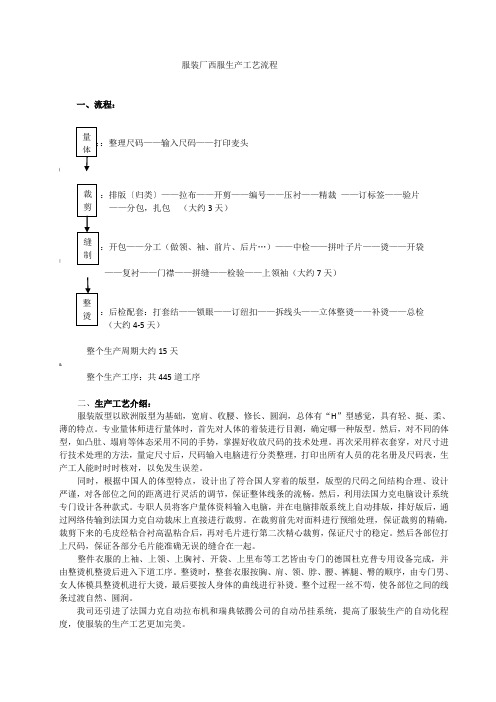
服装厂西服生产工艺流程一、流程::整理尺码——输入尺码——打印麦头(:排版〔归类〕——拉布——开剪——编号——压衬——精裁——订标签——验片——分包,扎包(大约3天):开包——分工(做领、袖、前片、后片…)——中检——拼叶子片——烫——开袋|——复衬——门襟——拼缝——检验——上领袖(大约7天):后检配套:打套结——锁眼——订纽扣——拆线头——立体整烫——补烫——总检(大约4-5天)整个生产周期大约15天&整个生产工序:共445道工序二、生产工艺介绍:服装版型以欧洲版型为基础,宽肩、收腰、修长、圆润,总体有“H”型感觉,具有轻、挺、柔、薄的特点。
专业量体师进行量体时,首先对人体的着装进行目测,确定哪一种版型。
然后,对不同的体型,如凸肚、塌肩等体态采用不同的手势,掌握好收放尺码的技术处理。
再次采用样衣套穿,对尺寸进行技术处理的方法,量定尺寸后,尺码输入电脑进行分类整理,打印出所有人员的花名册及尺码表,生产工人能时时时核对,以免发生误差。
同时,根据中国人的体型特点,设计出了符合国人穿着的版型,版型的尺码之间结构合理、设计严谨,对各部位之间的距离进行灵活的调节,保证整体线条的流畅。
然后,利用法国力克电脑设计系统专门设计各种款式。
专职人员将客户量体资料输入电脑,并在电脑排版系统上自动排版,排好版后,通过网络传输到法国力克自动裁床上直接进行裁剪。
在裁剪前先对面料进行预缩处理,保证裁剪的精确,裁剪下来的毛皮经粘合衬高温粘合后,再对毛片进行第二次精心裁剪,保证尺寸的稳定。
然后各部位打上尺码,保证各部分毛片能准确无误的缝合在一起。
整件衣服的上袖、上领、上胸衬、开袋、上里布等工艺皆由专门的德国杜克普专用设备完成,并由整烫机整烫后进入下道工序。
整烫时,整套衣服按胸、肩、领、脖、腰、裤腿、臀的顺序,由专门男、女人体模具整烫机进行大烫,最后要按人身体的曲线进行补烫。
整个过程一丝不苟,使各部位之间的线条过渡自然、圆润。
成衣生产与纸样设计 (女风衣生产指导书)

成衣生产与纸样设计作业名称:女风衣生产指导书班级:学号:姓名:指导老师:目录一、款式图…………………………………………P3二、成衣规格表………………………………………P4三、面辅料规格表与成本预算……………………………………P5四、纸样设计…………………………………………P6五、毛板(面料、里料、衬料)………………………………………P7、P8、P9六、裁剪与排料………………………………………P10七、工艺流程图………………………………………P11八、缝制与检验………………………………………P12、P13、P14 十、包装材料及方法………………………………………P15女风衣——款式图款号: NF-001# 2011年1月3日单位:cm型号M部位尺寸前衣长L80.5肩宽SW37胸围B94腰围W 81臀围H 98下摆130袖长S61.5袖口CW 25袖肥35女风衣——规格表款号: NF-001# 2011年1月3日单位:cm 型号S M L XL 档差部位尺寸前衣长L78 80 82 84 2肩宽SW36 37 38 39 1胸围B90 94 98 102 4腰围W 77 81 85 89 4臀围H 94 98 102 104 4下摆126 130 134 138 4袖长S60 61 61 62 两码1 袖口CW 24 25 26 27 1袖肥35 36 37 38 1女风衣——面辅料规格表与成本核算款号: NF-001# 2011年1月4日款式图面料名称(编号)色号幅宽成分单价(元)用量(米)金额(元)双面呢米驼色 1.44米65%羊毛35%涤纶35 1.9 66.5 辅料名称(编号)色号型号成分单价(元)用量金额(元)舒美绸米驼色 1.44米幅宽100%涤纶 4.5 1.25 5.6布衬白色 1.44幅宽100%涤纶 4 1.05 4.2纽扣古铜色直径2.5cm 0.3 8 2.4纽扣古铜色直径1.8cm 0.2 4 0.8D字扣黑金铜色宽5cm 3 1 3气眼古铜色直径0.8cm 0.06 5 0.3缝纫线米驼色细线、双股粗线各一个0.0036 1800 3.24主标/码标/洗标(主标0.3元/码标0.1元/洗标0.1元)0.5 1 0.5吊牌(主吊牌、洗涤说明书、合格证、备纱袋、吊旗卡) 2.5 1 2.5包装费(大货平均每件12元,包含:衣架、防尘袋、立体纸箱)12 1 12加工费(40元~45元)45合计146面辅料小样款号: NF-001# 2011年1月4日单位:cm型号M部位尺寸前衣长L80.5肩宽SW37胸围B94腰围W 81下摆130袖长S61袖山高15袖口CW 25袖肥36前胸宽16.3后背宽17.5袖笼深25.5腰节线41.5腰节片宽7.5袋盖长14.5袋盖宽 5.5腰带长115腰带宽5袖袢长15袖袢宽 4.5款号: NF-001# 2011年1月5日加缝份部位及宽度前中片、前侧片、前育克、前腰片、后中片、后侧片、后上片、后腰片、腰带、腰袢、袖袢、领里、领座、后领托(压明线部位加1.7cm缝份,缝合部位加1cm缝份 );领面(一周加1.5cm缝份)挂面:前止口(加1.5cm缝份)下摆(加3.5cm缝份)其他部位(加1cm缝份)前下摆片、后下摆片:下摆(加3.5cm缝份)其他部位(加1cm缝份)大袖片、小袖片:袖口(加3cm缝份)明线部位(加1.3cm缝份)其他部位(加1.0cm缝份)款号: NF-001# 2011年1月5日加缝份部位及宽度前上片、前育克、袖袢(一周加1.3cm缝份);后上片:后中缝(加 2cm缝份)其他部位(加1.3cm缝份)前下摆片、后下摆片:下摆(加1.5cm缝份)其他部位(加1cm缝份)大袖片、小袖片:袖缝(加1.3cm缝份)袖山、袖底(加2cm缝份)袖口(不加缝份)款号: NF-001# 2011年1月5日单位:cm衬料所有片(一周加0.8cm缝份)款号: NF-001# 2011年1月5日顺1——面料2——里料3——衬料序排料图*幅宽*用量面料:幅宽1.44米,用量1.9米;里料:幅宽1.44米,用量1.22米;衬料:幅宽1.44米,用量1.05米。