030制袋首件确认表
合集下载
首件确认通知单

产品型号 客户名 首件类型
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
首件(成品)确认表
结果
□OK □NG □待确认
核准﹕
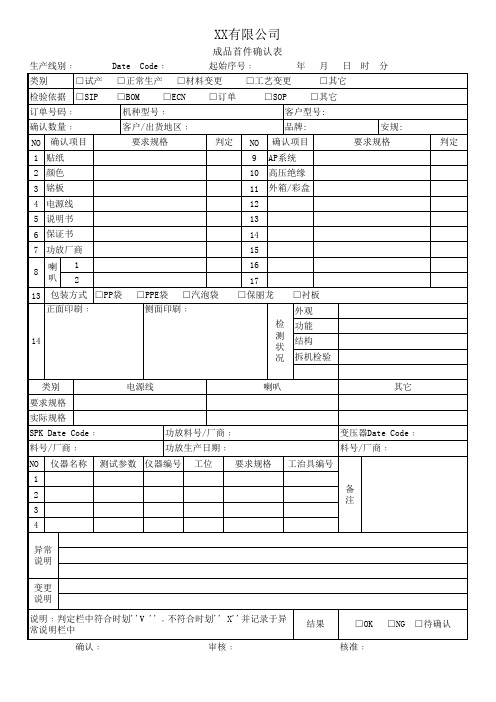
XX有限公司
成品首件确认表
生产线别﹕
Date Code﹕
起始序号﹕
年 月 日时分
类别
□试产 □正常生产 □材料变更 □工艺变更
□其它
检验依据 □SIP □BOM □ECN □订单
□SOP □其它
订单号码﹕
Байду номын сангаас机种型号﹕
客户型号:
确认数量﹕
客户/出货地区﹕
品牌:
安规:
NO 确认项目
要求规格
判定 NO 确认项目
实际规格
SPK Date Code﹕
功放料号/厂商﹕
变压器Date Code﹕
料号/厂商﹕
功放生产日期﹕
料号/厂商﹕
NO 仪器名称 测试参数 仪器编号 工位 要求规格 工治具编号
1
2
备 注
3
4
异常 说明
变更 说明
说明﹕判定栏中符合时划''V ''﹐不符合时划'' X''并记录于异 常说明栏中
确认﹕
审核﹕
要求规格
判定
1 贴纸
9 AP系统
2 颜色
10 高压绝缘
3 铭板
11 外箱/彩盒
4 电源线
12
5 说明书
13
6 保证书
14
7 功放厂商
15
8
喇 叭
1 2
16 17
13 包装方式 □PP袋 □PPE袋 □汽泡袋
正面印刷﹕
侧面印刷﹕
□保丽龙
□衬板 外观
检 功能
14
测 状
制程首件确认表

项目
1
参考资料或测试条件
现使用规格
2
3
5
检验员结论 □通过 □重新制作首件,须再确认 □存在问题呈相关部门确认
检验员
品管部主管
新产品首件,首件样板必须由IPQC送研发部确认
研发部 确认
简要描述 结论/建议
经上述确认接受的首件,制造部方可安排批量生产.如有争议需要经总经理确认者,送总经理确认. 总经理确认
本表原件由品质部存档,复印件送生产部
制 造
订单号
制程首件确认表
产品名称
产品编码
NO: 产品规格
制造 自检
安全
功能
结构
外现
包装 送检员: 审核: 送检数量 备注
送检时间
IPQC收到首件送检,检验并将检验数据和结果填写在下表中,送品管部主管审核
No 检验项目
参考资料或测试条件
结果 No
检验项目
1 外购/结构
9 灯头扭力测试
2 结构/机械性能
10 移印附着力测试
检 3 电器及电性能
验 记
4
光参数
录5
耐压测试
11 高低压启动测试 12 防水测试 13 振动测试
6 绝缘性能测试
14 产品跌落测试
7 灯头量规
15 HSF管控
8 传导干扰测试
16重 部件名 要来自部 光源件 核
电源
查 电线
记
录 灯头
现使用规格
部件名 透镜
导热膏
项目
1
2
3
4
5
参 数 测 试 记 录
产品首件确认表

物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
首件确认单(新)

首件确认单(新)
客户订单号
客户名称订单生产台数机型首件制作时间电源板/适配器规格屏型号
信号主板型号
恒流板型号
物料确认是否OK
内/外观确认结构确认是否OK
确认人
电子物料确认是否OK
结构工艺确认是否OK
包装物料确认是否OK
确认人
确认人
确认人
SOP/工序流程确认是否OK
仪器设备确认是否OK
测试治具确认是否OK
确认人
确认人
确认人
接收时间完成时间
软件版本号软件确认正常的软件版
本号
确认人确认时间
软件检测是否OK 外观结构确认是否
OK 包材、附件确认是
否OK
备注:生产首件确认表
生产部首样制作项
备注:
IPQC首件确认
备注:工程首件确认
备注:
工程PIE 整机验证项
备注:
软件工程调试项
软件烧录方式
使用(松冠)RTD Customer TOOl v3.6 工具烧录进入工厂老化模式方法
菜单+开机键使用 ISP 烧录工具升级方式
加键+开机键
使用U盘插线或插入USB口开机直接升级方式按音量加键再连续按三次上键其它:
其它:
喇叭左右声道和各板卡硬件是否有更改修改方式:备注:
工程DQE
软件验
证项
备注:
品质QA 外观结
构与软件综合确认确认人:1.生产、工程、品质制作首件(核对物料、结构、电气、 2.工程PIE 确认整机是否正常并制
3.软件工程
4.工程DQE 软件验
5.品质QA 整机检测验证
6.PIE 工程收集统计问题确认最终是否可量产
7.生产部接收可量产通知
8.IPQC 确认量产情。
首件确认记录表

镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
表格编号: TJ-PC-09807
首件 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
表格编号: TJ-PC-09807 REV:A0
首件确认记录表
测试设备编号: 日期(年.月.日)
作业 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
首件签样确认表(水印)
8
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3ቤተ መጻሕፍቲ ባይዱ
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜色与样箱基本一致
5
印刷位置:图案文字偏离水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
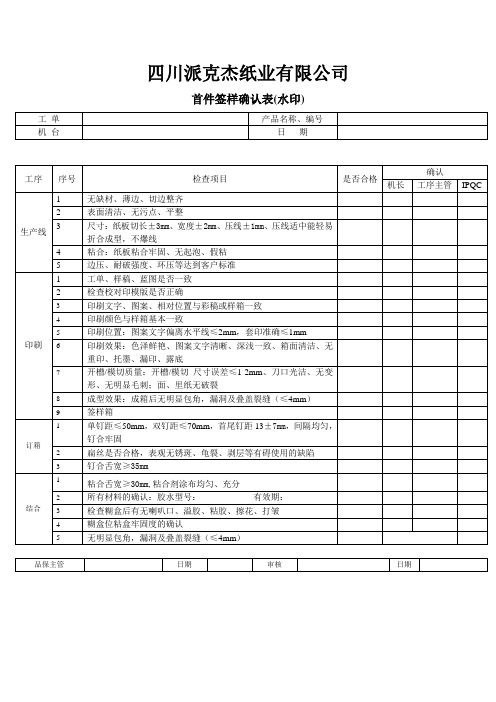
四川派克杰纸业有限公司
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
成型效果:成箱后无明显包角,漏洞及叠盖裂缝(≤4mm)
9
签样箱
订箱
1
单钉距≤50mm,双钉距≤70mm,首尾钉距13±7mm,间隔均匀,钉合牢固
2
扁丝是否合格,表观无锈斑、龟裂、剥层等有碍使用的缺陷
3ቤተ መጻሕፍቲ ባይዱ
钉合舌宽≥35mm
结合
1
粘合舌宽≥30mm,粘合剂涂布均匀、充分
2
所有材料的确认:胶水型号:有效期:
印刷
1
工单、样稿、蓝图是否一致
2
检查校对印模版是否正确
3
印刷文字、图案、相对位置与彩稿或样箱一致
4
印刷颜色与样箱基本一致
5
印刷位置:图案文字偏离水平线≤2mm,套印准确≤1mm
6
印刷效果:色泽鲜艳、图案文字清晰、深浅一致、箱面清洁、无重印、托墨、漏印、露底
7
开槽/模切质量:开槽/模切尺寸误差≤1-2mm、刀口光洁、无变形、无明显毛刺;面、里纸无破裂
四川派克杰纸业有限公司
首件签样确认表(水印)
工单
产品名称、编号
机台
日期
工序
序号
检查项目
是否合格
确认
机长
工序主管
IPQC
生产线
1
无缺材、薄边、切边整齐
2
表面清洁、无污点、平整
3
尺寸:纸板切长±3mm、宽度±2mm、压线±1mm、压线适中能轻易折合成型,不爆线
4
粘合:纸板粘合牢固、无起泡、假粘
5
边压、耐破强度、环压等达到客户标准
3
检查糊盒后有无喇叭口、溢胶、粘胶、擦花、打皱
4
糊盒位粘盒牢固度的确认
5
无明显包角,漏洞及叠盖裂缝(≤4mm)
(包装)首件确认记录表
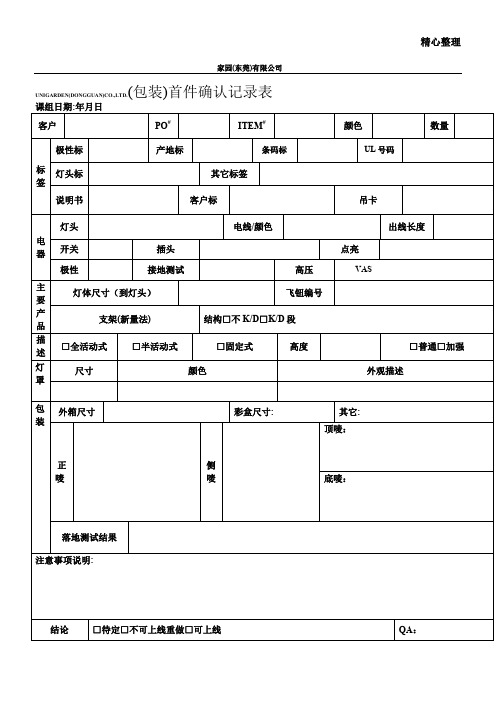
家园(东莞)有限公司
UNIGARDEN(DONGGUAN)CO.,LTD.(包装)首件确认记录表
Hale Waihona Puke 课组日期:年月日客户PO#
ITEM#
颜色
数量
标签
极性标
产地标
条码标
UL号码
灯头标
其它标签
说明书
客户标
吊卡
电器
灯头
电线/颜色
出线长度
开关
插头
点亮
极性
接地测试
高压
VAS
主要产品
灯体尺寸(到灯头)
飞钮编号
支架(新量法)
结构□不K/D□K/D段
描述
□全活动式
□半活动式
□固定式
高度
□普通□加强
灯
罩
尺寸
颜色
外观描述
包
装
外箱尺寸
彩盒尺寸:
其它:
正
唛
侧
唛
顶唛:
底唛:
落地测试结果
注意事项说明:
结论
□待定□不可上线重做□可上线
QA:
业务:品管:工程:课长:组长:
FM-0909-01
UNIGARDEN(DONGGUAN)CO.,LTD.(包装)首件确认记录表
Hale Waihona Puke 课组日期:年月日客户PO#
ITEM#
颜色
数量
标签
极性标
产地标
条码标
UL号码
灯头标
其它标签
说明书
客户标
吊卡
电器
灯头
电线/颜色
出线长度
开关
插头
点亮
极性
接地测试
高压
VAS
主要产品
灯体尺寸(到灯头)
飞钮编号
支架(新量法)
结构□不K/D□K/D段
描述
□全活动式
□半活动式
□固定式
高度
□普通□加强
灯
罩
尺寸
颜色
外观描述
包
装
外箱尺寸
彩盒尺寸:
其它:
正
唛
侧
唛
顶唛:
底唛:
落地测试结果
注意事项说明:
结论
□待定□不可上线重做□可上线
QA:
业务:品管:工程:课长:组长:
FM-0909-01
塑料件首件确认记录表

常州市
汽车部件有限公司
首件(塑料)确认单
装配
零件名称 首件时机 检验依据 □每批首件 □样板 □修模
_车间
__年__月__日_
零件号 □修机 □换模 □换机 □换料
_时_
_分
作业员
NO:
□制程检验标准
□成型条件参数表/作业指导书
□图纸 判定结果
□合格
首 检 项 目
尺寸检验 测量尺寸要符合装配要求
□不合格 Байду номын сангаас合格
外观检验 目测无少孔、开裂、变形、色差、孔飞边 、边毛刺 、划伤、压痕 、拉痕 、缺料 、顶白等不良
□不合格 □合格 □不合格 □合格
装配检验
与相关联的部件装配不能有干涉、阻碍、较大的缝隙;螺丝柱打上要求规格的螺丝后不能有打不进 、打不紧、打滑牙、打开裂的异常现象
包装检验 按统一数量包装,特殊的塑料件要有防摩擦、放挤压等保护措施
□不合格
检验结果 备注: 填写说明:
□合格
□不合格
□让步(申请单号:
)
1)生产部门于产品首件时通知当班品检QC,经品管人员判定合格后方可正式生产; 2)“□”内根据判定结果打√或 x。 检验/日期 审核/日期 批准/日期
表单编号:
汽车部件有限公司
首件(塑料)确认单
装配
零件名称 首件时机 检验依据 □每批首件 □样板 □修模
_车间
__年__月__日_
零件号 □修机 □换模 □换机 □换料
_时_
_分
作业员
NO:
□制程检验标准
□成型条件参数表/作业指导书
□图纸 判定结果
□合格
首 检 项 目
尺寸检验 测量尺寸要符合装配要求
□不合格 Байду номын сангаас合格
外观检验 目测无少孔、开裂、变形、色差、孔飞边 、边毛刺 、划伤、压痕 、拉痕 、缺料 、顶白等不良
□不合格 □合格 □不合格 □合格
装配检验
与相关联的部件装配不能有干涉、阻碍、较大的缝隙;螺丝柱打上要求规格的螺丝后不能有打不进 、打不紧、打滑牙、打开裂的异常现象
包装检验 按统一数量包装,特殊的塑料件要有防摩擦、放挤压等保护措施
□不合格
检验结果 备注: 填写说明:
□合格
□不合格
□让步(申请单号:
)
1)生产部门于产品首件时通知当班品检QC,经品管人员判定合格后方可正式生产; 2)“□”内根据判定结果打√或 x。 检验/日期 审核/日期 批准/日期
表单编号:
首件 样板确认检验表(格式-简化181206)

□不符合 □不符合
2 装配 3 尺寸 4 材料
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
5 功能 6 零配件 7 包装
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
8
□符合
□符合
□不符合 □不符合
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
标准依据 本公司来料/半成品/成品品质检验管控标准及相应的作业标准文件、工程确认板、客户确认板、客户要求或特别要求。
序 检验项目 号
不良品描述
样板或 客户要求
检验标准
1 外观
□符合
□符合
首件确认检验表
报告编号: QC-FS-
2
CAR编号: CAR-____________
客户
订单号/PI单号
生产工序
产品名称
批量数
送检人
产品编号
样品数
送检日期
检验类型 □试/量产首件 □船头板 □打样 □工程试样
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
备注:
生 □合格 □不合格 □其它 . 品 □合格 □不合格 □其它
产 拉长
主管
质 检验员
主管
备注
.
SHD-QR-006 A0 第一联: IQC 留底 第二联: 生产 留底
检测报告编号:_____________
制程首件确认表
10 移印附着力测试
检 3 电器及电性能
验 记
4
光参数
录5
耐压测试
11 高低压启动测试 12 防水测试 13 振动测试
6 绝缘性能测试
14 产品跌落测试
7 灯头量规
15 HSF管控
8 传导干扰测试
16
重 部件名 要
部 光源
件 核
电源
查 电线
记
录 灯头
现使用规格
部件名 透镜
导热膏
项目
1
2
3பைடு நூலகம்
4
5
参 数 测 试 记 录
本表原件由品质部存档,复印件送生产部
项目
1
参考资料或测试条件
现使用规格
2
3
5
检验员结论 □通过 □重新制作首件,须再确认 □存在问题呈相关部门确认
检验员
品管部主管
新产品首件,首件样板必须由IPQC送研发部确认
研发部 确认
简要描述 结论/建议
经上述确认接受的首件,制造部方可安排批量生产.如有争议需要经总经理确认者,送总经理确认. 总经理确认
制 造
订单号
制程首件确认表
产品名称
产品编码
NO: 产品规格
制造 自检
安全
功能
结构
外现
包装 送检员: 审核: 送检数量 备注
送检时间
IPQC收到首件送检,检验并将检验数据和结果填写在下表中,送品管部主管审核
No 检验项目
参考资料或测试条件
结果 No
检验项目
1 外购/结构
9 灯头扭力测试
2 结构/机械性能
首件确认单3.0
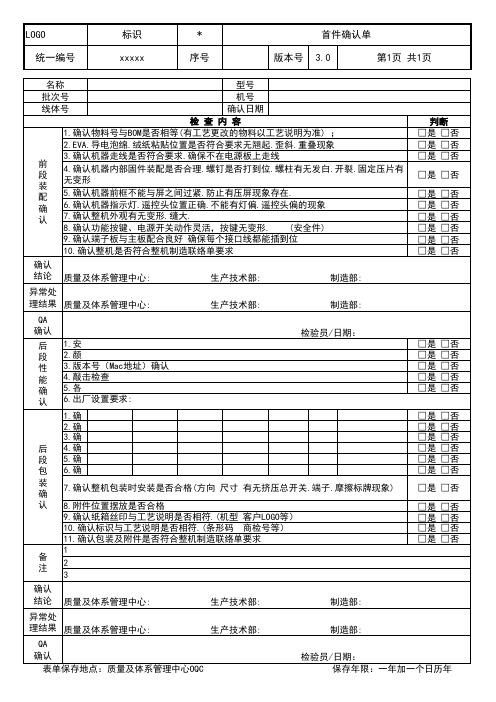
确认 结论 质量及体系管理中心:
生产技术部:
制造部:
异常处 理结果 质量及体系管理中心:
生产技术部:
制造部:
QA 确认
表单保存地点:质量及体系管理中心OQC
检验员/日期: 保存年限:一年加一个日历年
认 8.附件位置摆放是否合格
9.确认纸箱丝印与工艺说明是否相符.(机型 客户LOGO等)
10.确认标识与工艺说明是否相符.(条形码 商检号等)
11.确认包装及附件是否符合整机制造联络单要求
备 注
1 2
3
□是 □否 □是 □否 □是 □否 □是 □否 □是 □否 □是 □否
□是 □否
□是 □否 □是 □否 □是 □否 □是 □否
前 段 装
4.确认机器内部固件装配是否合理.螺钉是否打到位.螺柱有无发白.开裂.固定压片有 无变形
配 5.确认机器前框不能与屏之间过紧.防止有压屏现象存在.
确 6.确认机器指示灯.遥控头位置正确.不能有灯偏.遥控头偏的现象
认 7.确认整机外观有无变形.缝大.
8.确认功能按键、电源开关动作灵活,按键无变形. (安全件)
LOGO 统一编号
标识 xxxxx
* 序号
首件确认单
版本号 3.0
第1页 共1页
名称
型号
批次号
机号
线体号
确认日期
检查内容
1.确认物料号与BOM是否相等(有工艺更改的物料以工艺说明为准) ;
2.EVA.导电泡绵.绒纸粘贴位置是否符合要求无翘起.歪斜.重叠现象
3.确认机器走线是否符合要求.确保不在电源板上走线
9.确认端子板与主板配合良好 确保每个接口线都能插到位
10.确认整机是否符合整机制造联络单要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观无起皱,收缩,烧穿,起气泡现象 两边风琴正负偏差2-4mm
折料
偏差≤2mm
划伤烫伤
不允许
气泡晶点
不允许
图案偏差
不允许
圆角大小是否一致 一致
生产单号 日期 检测方法
QC确认:
表格编号:PF-PZ-030
机长确认:
主管确认:
生效日期:2012-7-28
客户名称 材料结构 首件确认项目 外观 尺寸 挂孔 手挽孔 撕口
产品名称 尺寸
检验标准 无破损,无脏物,平整光洁 袋子的尺寸(长、宽、风琴、月利)偏差≤2mm 尺寸正确,位置偏差≤2mm,不得打到重要图案 位置偏差≤3mm,不得打到重要图案 类型正确(“V”型和”1”型),位置偏差≤3mm
检验结果
热封尺寸 风琴位
检验结果
热封尺寸 风琴位
外观无起皱,收缩,烧穿,起气泡现象 两边风琴正负偏差2-4mm
折料
偏差≤2mm
划伤烫伤
不允许
气泡晶点
不允许
图案偏差
不允许
圆角大小是否一致 一致
生产单号 日期 检测方法
QC确认:
表格编号:PF-PZ-030
机长确认:主管确Leabharlann :生效日期:2012-7-28
东莞市浦发包装有限公司
制袋工序首件确认记录表
东莞市浦发包装有限公司
制袋工序首件确认记录表
客户名称
产品名称
材料结构 首件确认项目 外观 尺寸 挂孔 手挽孔 撕口
尺寸 检验标准 无破损,无脏物,平整光洁 袋子的尺寸(长、宽、风琴、月利)偏差≤2mm 尺寸正确,位置偏差≤2mm,不得打到重要图案 位置偏差≤3mm,不得打到重要图案 类型正确(“V”型和”1”型),位置偏差≤3mm