首件确认记录表
合集下载
首件确认记录表
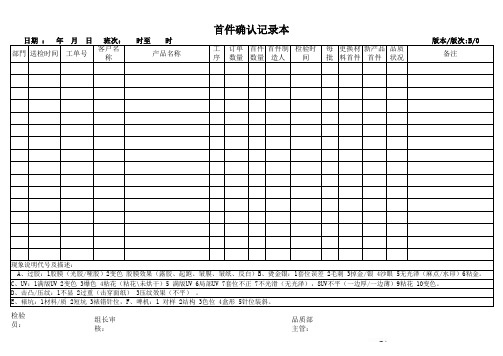
检验
员: 组长审
核: 品质部主管:
更换材料首件新产品首件品质状况
备注E、裱坑:1材料/质 2短坑 3裱错针位,F、啤机:1 对样 2结构 3色位 4盒形 5针位装斜。
部門送检时间工单号客户名称产品名称工序订单数量首件确认记录本
日期 : 年 月 日 班次: 时至 时 版本/版次:B/0
现象说明代号及描述:
A、过胶:1胶膜(光胶/哑胶)2变色 胶膜效果(露胶、起跑、皱膜、皱纸、反白)
B、烫金银:1套位误差 2毛刺 3掉金/银 4沙眼 5无光泽(麻点/水印)6粘金。
C、UV:1满版UV 2变色 3爆色 4粘花(粘花\未烘干)5 满版UV 6局部UV 7套位不正 7不光滑(无光泽),8UV不平(一边厚/一边薄)9粘花 10变色。
D、击凸/压纹:1不显 2过重(击穿面纸) 3压纹效果(不平) 。
首件数量首件制造人检验时间每批
深圳市敏俊捷印刷有限公司。
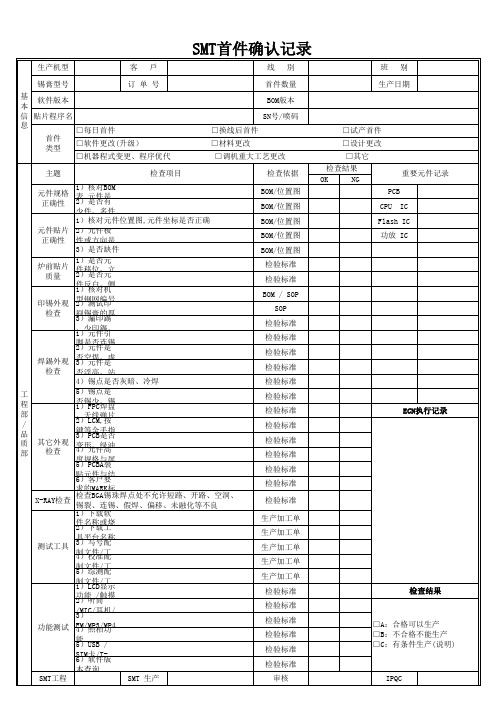
SMT首件确认记录
程
否 1)锡F少PC、焊锡盘
部 /
、 2)天L线CM弹,按片
品
鍵 3)等P金CB手是指否
质 部
其它外观 检查
变 4)形元、件绿高油
度 5)规P格CB与A裝屏
贴 6)元客件户与要结
求的MARK标
X-RAY检查
检查BGA锡珠焊点处不允许短路、开路、空洞、 锡裂、连锡、假焊、偏移、未融化等不良
1)下载软
件 2)名下称载或工烧
检验标准 检验标准 BOM / SOP
SOP 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准
检验标准
生产加工单 生产加工单 生产加工单 生产加工单 生产加工单
检验标准 检验标准 检验标准 检验标准 检验标准 检验标准
审核
班别 生产日期
测试工具
具 3)平写台号名配称 制 4)文校件准/工配
制 5)文综件测/工配
制 1)文L件CD/显工示
功 2)能听/筒触摸
/3M)IC/耳机/
功能测试 F4)M/照MP相3/功MP4
能 5)USB /
S6I)M软卡件/T版-
本查询
SMT工程
SMT 生产
检查依据
BOM/位置图 BOM/位置图 BOM/位置图 BOM/位置图 BOM/位置图
□试产首件
□设计更改
□其它
检查結果
OK
NG
重要元件记录
PCB
CPU IC
Flash IC
功放 IC
ECN执行记录
检查结果
□A:合格可以生产 □B:不合格不能生产 □C:有条件生产(说明)
SMT首件确认记录表 001

*各機種圖紙與首件膠紙板做確認,并在確認結果欄填寫確認狀況.OK打"V",NG打"X"并做不良描述 . The drawing should confirm to hectograph's component ,and record the result "V" or "X",and description the badness content. 確認(Confirm):
本文件保存一年
審核(ed by):
記錄(Prepared by):
F-MFG85.001
華冠通訊(江蘇 有限公司 華冠通訊 江蘇)有限公司 江蘇
Arima
SMT首件確認記錄表 首件確認記錄表
Line﹕
Communication
Co.,Ltd
The First Component Confirm Record
Model name (機種名稱 ) : 項次 Item 1 2 3 4 5 6 7 8 確認內容 Confirm content 機種名是否正確 Model name is right or not 確認圖紙是當前最新版本 Drawing is the last edition PCB版本與圖紙版本是否相符 PCB edition should same to the drawing edition 零件位置是否與圖紙相符 The component location should same to the drawing 零件規格(阻值,容值,碑文)是否正確 Component specficationis right or not (resistance value,capacitance,epigraph) 是否有缺件及多件現象 Missing parts and excessive parts 是否有ECN變更 ECN changed or not 零件置件是否OK(位移,側立,翻件等不良) Component location is OK( misalign,inverted,flip ) LOT NO(工單號碼)﹕ 確認結果 Confirm result Date(日期)﹕ 不良描述 Badness description 備注 Remark
产品首件确认表

物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
首件确认记录表

镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
表格编号: TJ-PC-09807
首件 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
表格编号: TJ-PC-09807 REV:A0
首件确认记录表
测试设备编号: 日期(年.月.日)
作业 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
PQC_PCBA首件确认记录表

□ 未执行ROHS规定 详细记录 无 无 确认结果 □ OK □ NG □ OK □ NG
PCB版本:______________ □ OK □ NG 无 无 无 规格:_________________ □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG 有要求□ 无要求□ □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG
零件
5)PCBA零件插装规格是否对应BOM要求 6)PCBA零件插装方向是否按作业指导书要求作业
焊料
7)生产用锡线是符合客户要求
焊接工艺 8)焊点是否符合《焊接工艺规程》要求 9)零件是否存在用错,少件。 10)是否按客户要求进行3防作业 印字 11)加盖印章文字是否与BOM相符 12)抽查印字质量是否清晰可辨
巡查员
生产确认
审
核
批 准
18)客户有特殊工艺要求时(包括辅料要求),是否有按要求执行 文件名:_______________
负责人:_____________ 产生原因分析及纠正措施: 负责人:_____________ 对类似事件的预防措施: 负责人:_____________ 效果确认: 负责人:_____________
IPQC— PCBA首件确认记录表
工单编号 焊接技术 产品状态 检查项目 加工 成形 PCB □ 有铅 □ 无铅 产品型号 BOM 编号 检查时间 生产线别 / □ A线 / : . □ B线
□ 已执行ROHS规定 确认内容 1)零件加工、成形工艺,是否符合作业指导书要求 2)加工、成形过程,零件是否有损坏现象 3)PCB版本是否对应BOM要求 4)各插件工位料盒中的物料规格,是否对应作业指导书要求
装配首件确认单
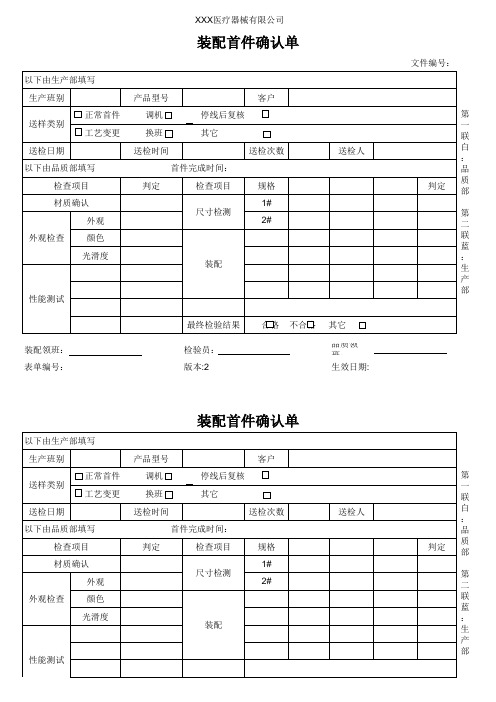
XXX医疗器械有限公司
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
送检日期
以下由品质部填写
检查项目
材质确认
外观
外观检查 颜色
光滑度
产品型号
客户
调机停Leabharlann 后复核换班其它送检时间
送检次数
首件完成时间:
判定
检查项目
规格
1# 尺寸检测
2#
装配
送检人
性能测试
装配领班: 表单编号:
最终检验结果
判定
检查项目
尺寸检测
送检次数
规格 1# 2#
装配
性能测试
送检人
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配领班:
最终检验结果 检验员:
合格 不合格 其它
品质领 班:
检验员: 版本:2
合格 不合格 其它
品质领 班: 生效日期:
文件编号:
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
产品型号 调机 换班
停线后复核 其它
客户
送检日期 以下由品质部填写
检查项目 材质确认
外观 外观检查 颜色
光滑度
送检时间 首件完成时间:
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
送检日期
以下由品质部填写
检查项目
材质确认
外观
外观检查 颜色
光滑度
产品型号
客户
调机停Leabharlann 后复核换班其它送检时间
送检次数
首件完成时间:
判定
检查项目
规格
1# 尺寸检测
2#
装配
送检人
性能测试
装配领班: 表单编号:
最终检验结果
判定
检查项目
尺寸检测
送检次数
规格 1# 2#
装配
性能测试
送检人
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配领班:
最终检验结果 检验员:
合格 不合格 其它
品质领 班:
检验员: 版本:2
合格 不合格 其它
品质领 班: 生效日期:
文件编号:
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
产品型号 调机 换班
停线后复核 其它
客户
送检日期 以下由品质部填写
检查项目 材质确认
外观 外观检查 颜色
光滑度
送检时间 首件完成时间:
硅胶油压IPQC首件确认表

生产部 品质部
送检人 检验人
确认人 确认人
品质最终判定 □量产 □拒产
生产部
品质部
□PASS □ □PASS □
□PANSGS □ □PANSGS □
NG
NG
机
料
法 环 样
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
机器设备、治工具状态是否正常? 机器设备、治工具有无定期的点检和保养? 油压机参数是否在管控范围内? 模具设置温度与实际温度是否相符? 材料是否与BOM/生产通知单相符合? 材料是否经品质检验及盖PASS章,是否在有效期内? 特采、挑选材料是否有按判定结果执行? ECN变更是否有在外箱贴层别票? 生产现场是否悬挂有SOP? 是否有ECN变更,并有效执行?(如有请备注) 操作方法是否依SOP内容要求操作? 生产排程单内容确认 生产现场温湿度/洁净度(如有要求)是否符合要求 首件外观是否符合标准要求? 与配套机壳实配。缝隙,段差是否符合SIP要求。(内衬件除外)
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
NG
NG
品 18
确 19 认
20
备注/异常处理
21
备注:1、硅胶油压产品首件抽样数为一整模(通常包含十几个产品,当产品数量少5PCS加抽几模使抽样数达到5PCS的数量 要求)。
首件确认记录表
日
期
客
户Hale Waihona Puke 年 月 日 属 项目名称表单编号: FCKM282-5-1E-9
PCBA首件确认记录表

□ OK □ OK □ OK □ OK □ OK □ OK □ OK
回流焊
19)是否按要求测绘出最新炉温曲线,并有签名确认。 20)是否使用氮气及氮气含量是否符合要求。 21)回流焊接后焊点是否符合《焊接检查判定标准》要求,有无其它缺陷。
温区 温度 上温区 下温区
1
2
3
4
5
6
7
8
9
10
峰值(Peak)/℃ ﹥220℃/S
贴片文件编号 □ BOT □ TOP □ 锡膏 BOM 编号 □ 红胶 确认内容 班别
生产日期 □ A □ B
20
年
月
日 线
线别
确认结果
PCB版本:
□ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK □ OK
贴片
Max: Min: 问题记录: 接受时间 完成时间 问题记录: 接受时间
胶纸板
锡膏板 _____________
线长确认:
工程师确认:
IPQC确认:
13)是否有替代料,替代料是否依据《代用物料请单》及BOM执行使用是否有人签名确认。 14)贴片位置、规格、数量是否符合贴片文件及BOM要求。 15)贴片是否有错件、漏贴、飞件、反向、偏移等问题。 16)是否按要求执行工程变更(ECN)及工艺要求。 17)是否按照首件生产流程规范要求生产作业。 17)回流炉炉温是否符合产品工艺及客户要求。 18)回流炉各温区参数设置是否符合标准参数指导书要求。 ECN编号:
惠州市XXX电子有限公司
SMT首件检查记录表
机种型号 PCB板面 制程工艺 检查项目 1)PCB/PCBA板版本符合BOM要求。 2)PCB来料真空包装,湿度指示卡未变色,无露铜划伤等不良。 3)锡膏品牌、型号符合客户及工艺要求。 印刷
SMT首件确认记录表

述
及
项 物料规格型号是否符合BOM要求
解
决
目 物料贴片位置是否与丝印位号一致
措
检查物料贴装方向、极性是否正确
施
IC类物料上的丝印标识是否清晰明确
贴装元件个数确认
个
变更注意事项 BOM单备注 工艺重点注意事项
确认结果 □OK 备注
□NG
班组长 签名
QC 签名
1、首件确认记录表要求班组长每天生产每种产品的第一块板要严格按照工艺文件、料单、进行确认 。首件OK后方能批量生产;确认合格的首件单独放置由QC于每天的上午:8:30-12:00 下午: 13:00-17:00进行抽查(监督首件确认记录的完整性、并按照车间提供的工艺文件、对料单进行确 认)。如有异常及时向生产主管及质量主管反映。 2、首检项目合格打√,不合格打╳ ;确认结果合格选择OK 不合格时选择NG 将异常描述填写完整, 整改后继续确认。
新天科技股份有限公司
SMT首件确认记录表
编号:
.
基 日期/时间:
线别:
No:
本 信
产品名称ERP代码
PCB型号
BOM版本
工艺编号
息 首件类型 □每班首件 □转线 □重大工艺更改 □新产品首次生产 □其它
.
PCB型号、钢网型号确认
锡膏使用时间检查
锡膏印刷效果检查
异
首 贴片机程序名称
.常描Fra bibliotek检 贴片机上料站位物料核对
SMT首件记录表

目检 (为提升工作效率,首件作业时间控制在两个小时之内)
8 晶振
浮高高度满足工艺要求
9 二极管
浮高高度满足工艺要求,极性正确
10 其他器件 与BOM、工艺要求要一致性
11
12
目检
工程
生产
生产 生产 生产 生产 生产 生产 生产 生产 生产
首件时间 :
日期:
生产判定 生产担当 品质判定 品质担当
备注
PCB表面贴装的I 检 验记 录 表
任务 号: 客户 代 号: 产品 名 称:
SMT部分 NO 确认项目
1 PCB
2 印刷项目
3 贴装项目 4 回流焊
生产时间: 确认内容
日期:
机种(P/N)尺寸、结构、PAD(金手指)外观(印刷符号、缺锡、 变形、异物、刮伤、脏污等)
网板、印刷状态(锡膏状态、印刷位置,印刷厚度是否饱满)表面 是否脏污,温度、湿度状态是否稳定
日期:
生产判定 生产担当 品质判定 品质担当
备注
焊点润锡要达到板厚的75%,焊点不可有拉尖、漏焊,锡洞、锡球、
13 目检项目
虚焊、连焊等,焊盘不可翘起、脱落,PCB板不可有划伤、起泡等, 拼板是否掰开、工艺边是否去除参考工艺要求,性能是否测试参考
工艺要求。
以上检验项目参考BOM 、样板、工艺要求及检验标准书
物料投入,贴装状态(移位、歪斜、翘起、极性反、漏贴)
锡渣、虚焊、翘起、连焊、异物
工程 生产
生产 生产 生产
5 IC确认
回路编号 P/N或规格
生产 目检
6 目检项目 外观状态确认(以上项目确认),样品确认(参考样品核对)
DIP部分
生产时间:
日期:
首件检查记录表

□D:条件认可首件确认Fra bibliotek:备注
(1)由调机/开机人员填写本单与样品随同送检,经IPQC人员判定合格方可生产(含调机/换料在内);
(2)填写一式两份,经IPQC人员判定OK后正本由IPQC自存,副本连同样品交申请人,并继续执行巡回检验;
送检部门填写
客户
订单号
批量
机型
品名
料号
部门
样本数
原料
班别
机台
送检时间
□每日初件□每批初件□更换材料□刚开机
□夹具修正□模具修正□颜色调整□刚调机
送检人
确认
检验部门填写
IPQC确认以上无误后进行以下检验
外
观
数量
检验项目
尺
寸
数量
规格
颜色
结构
检验结果
□A:合格,继续生产
备注:
□B:不合格,重新调机
□C:不能生产,立刻调机
(1)由调机/开机人员填写本单与样品随同送检,经IPQC人员判定合格方可生产(含调机/换料在内);
(2)填写一式两份,经IPQC人员判定OK后正本由IPQC自存,副本连同样品交申请人,并继续执行巡回检验;
送检部门填写
客户
订单号
批量
机型
品名
料号
部门
样本数
原料
班别
机台
送检时间
□每日初件□每批初件□更换材料□刚开机
□夹具修正□模具修正□颜色调整□刚调机
送检人
确认
检验部门填写
IPQC确认以上无误后进行以下检验
外
观
数量
检验项目
尺
寸
数量
规格
颜色
结构
检验结果
□A:合格,继续生产
备注:
□B:不合格,重新调机
□C:不能生产,立刻调机