三板模基本结构
模具基本结构简介之三板模

三板模的特点在于其多了一块第 三板,可以方便地实现侧向分型 和抽芯,适用于复杂形状的塑料 件生产。
三板模的应用范围
三板模广泛应用于各种塑料制品的生 产,如家电、汽车、日用品等领域的 塑料零部件。
由于其结构特点,三板模适用于形状 复杂、有侧孔或侧向凸出的塑料制品 生产。
三板模的历史与发展
三板模的历史可以追溯到上世纪末, 随着塑料工业的发展,三板模逐渐得 到广泛应用。
模具的顶出与取
顶出
当塑件冷却完成后,模具的上模部分开始向上运动,同时顶出杆推动中间板向上运动,将塑件从下模 中顶出。
取出
在顶出过程中,塑件会随着顶出杆从下模中移出。操作员可以轻松地取出塑件,进行后续处理或检查 。
04
三板模的制造工艺及要点
制造工艺流程
备料
根据模具设计要求, 准备所需材料,如钢 材、铝合金等。
粗加工
对备好的材料进行粗 加工,包括铣削、钻 孔等。
热处理
对粗加工后的模具零 件进行热处理,以改 善其机械性能。
精加工
对热处理后的零件进 行精加工,如磨削、 抛光等。
组装与调试
将所有零件组装成模 具,并进行调试,确 保其工作性能。
成型零件的加工要点
01
02
03
粗加工时留有余量
在粗加工阶段,应留有一 定的余量,以便后续精加 工时调整。
THANKS
谢谢您的观看
控制冷却时间
根据产品成型工艺要求,合理控制冷却时间,以确保模具及时冷 却到适宜的温度。
顶出系统的设计要点
合理选择顶出方式
根据产品形状和模具结构 ,选择合适的顶出方式, 如机械顶出、气动顶出等 。
确定顶出位置
根据产品脱模要求,确定 顶出位置,确保产品顺利 脱模。
塑模具三板模介绍
5.1拉料梢的作用
一. 将料头从母范本中 脱离
二.
在第一次开模时, 拉料梢之倒勾形成 上固定板与剥料板 分开的阻力
5.2设计要点
一.
在进胶点上方,排布拉料销
二.
对于料头长或有曲线变化时,每 隔一段距离在转弯处增加拉料 梢
三.
剥料板前端需有5°的斜度
四.
拉料梢头部应埋在剥料板内
(四)﹑常用三板模开模顺序
运动,运动到设定距离(大于料头长度)时,被小拉杆限位块挡住,由于母范本随注塑机动模侧继续向后运动,这样
小拉杆也被带动,它又带动剥料板运动一个设定距离(常为8mm),以便将料头打下.这个设定距离运动完后,小拉
杆和母范本都停止运动.
(2)
注塑机动模侧继续动模侧向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时
进行简单介绍
DC 和FC TYPE是我们最常用,最典型的三板模 它比我们最常用的两板模
SC TYPE 多一块剥料板,多二次分型(共三次分型),在母模板与公模板之间 装有开闭器(分塑料与机械两种),这种装置必须在外加拉力达到一定值时 才会使公母范本分开,以保证在三板模中公,母范本不首先分开. DC(FC) TYPE比EC(GC) TYPE 多一块剥料板 EC (GC)TYPE也是一种常用的小水口模座,当用母模滑块或母模斜稍时常用这 种结构的模座,这种结构与大水口很相似, 多一次上固定板与母模板的分 型.
较大的成型机 五.成型过程中压力损失大 六.模具构造复杂﹐价格高﹐容易出故障。
开模过程:常用三板模(DC TYPE)有三次分型,第一次在剥料板与母范本之间,第二次在剥料板与上固定 板之间,第三次在母模板与公模板之间.
(1)
富士康三板模基本结构
3﹑開閉器
作用﹕將公模的開模力傳遞至母模板 3.1塑膠式 適用範圍﹕ a溫度用於模溫100度以下 b受力不太大 選用方法:
3.2鋼制開閉器 優點﹕a可以耐高溫 b可以受較的力
三板模
THREE PLATE INJECTION MOLD
鋼制開閉器
適用範圍﹕
a.適用於高模溫 之模具 b.所需拉力大的 較大模具
三板模
(一)﹑小水口模座介紹
THREE PLATE INJECTION MOLD
小水口模座通常分為D,E型和F,G型: D,E 型(四支大拉杆和四支導柱)有﹕1)DA TYPE 2)DB TYPE 3)DC TYPE 4)DD TYPE 5)EA TYPE 6)EB TYPE 7)EC TYPE 8)ED TYPE F,G 型(四支大拉杆)有:1)FA TYPE 2)FC TYPE 3)GA TYPE 4)GC TYPE 其中較典型的有 DC(FC) TYPE,EC(GC) TYPE.下面我們對這兩類模座結構 進行簡單介紹
三板模
THREE PLATE INJECTION MOLD
5.拉料銷設計
5.拉料梢的設計方法 5.1拉料梢的作用 A、將料頭從母模板中脫離 B、在第一次開模時,拉料梢之倒勾形成 上固定板與剝料板分開的阻力 5.2設計要點 A、在進膠點上方,排布拉料銷 B、對於料頭長或有曲線變化時,每隔一 段距離在轉彎處增加拉料梢 C. 剝料板前端需有5° 的斜度 D. 拉料梢頭部應埋在剝料板內
Sectio view
Pla view hot half
三板模
THREE PLATE INJECTION MOLD
(七)三板模的優缺點
1.澆口的位置可依成品形狀找到最優處 2.澆口可以使用針點進澆來自動切斷 3.流道面積大﹐制品廢料多 4.模具分模行程大﹐而且不穩定﹐需用較大的成型機 5.成型過程中壓力損失大 6.模具構造復雜﹐價格高﹐容易出故障。
三板模(拉带模具)结构与设计,搞懂这些真不难
三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
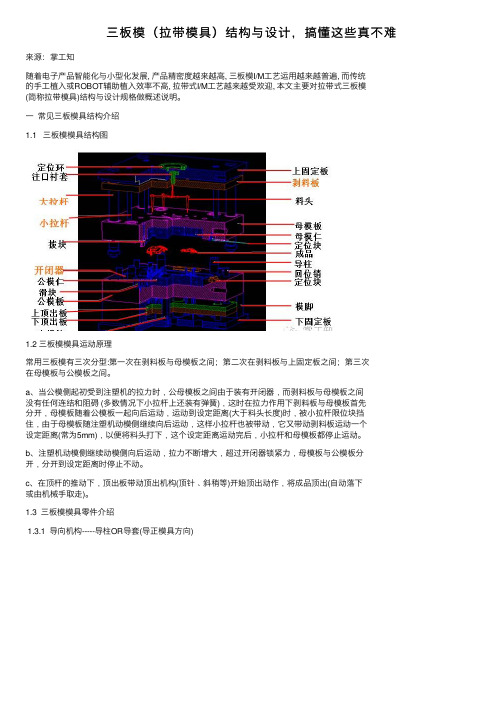
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。
三板模结构

模具結構原理
4﹑開模過程
常用三板模有三次分型﹐第一次在剝料板與母模板之間﹐第二次在剝料板與 上固定板之間,第三次在母模板與公模板之間。
(1)﹑當公模側起初受到注塑機的拉力時﹐公母模板之間由於裝有開閉器﹐而剝料 板與母模板之間沒有任何連結和阻礙 (多數情況下小拉桿上還裝有彈簧)﹐這 時在拉力作用下剝料板與母模板首先分開﹐母模板隨著公模板一起向後運 動﹐運動到設定距離(大于料頭長度)時﹐被小拉桿限位塊擋住﹐由於母模板 隨注塑機動模側繼續向後運動﹐這樣小拉桿也被帶動﹐它又帶動剝料板運動 一個設定距離(常為8mm)﹐以便將料頭打下﹐這個設定距離運動完後﹐小拉 桿和母模板都停止運動。
模具結構原理
3﹑三板模(小水口)結構介紹
與二板模(大水口)相比較﹐在上固定板與母模板之間增加了可定距 移動的剝料板﹐可讓塑件與料頭從兩個不同的分型面取出。
定位環 注口襯套 大拉杆 小拉杆 撥塊 上固定板
剝料板
料頭 母模板 母模仁 定位塊 成品 導柱 回位銷 定位塊 模腳 下固定板
開閉器 公模仁
滑塊
(2)﹑注塑機動模側繼續動模側向後運動﹐拉力不斷增大﹐超過開閉器鎖緊力﹐母 模板與公模板分開﹐分開到設定距離時停止不動。
(3).在擊桿的推動下﹐頂出板帶動頂出機構(頂針﹑斜稍等)開始頂出動作﹐將成 品頂出(自動落下或由機械手取走)。
模具結構原理
小拉杆行程
剝料板行程
模具結構原理
合模過程
(1)在注塑機的推動下﹐公模側向母模側 運動﹐若頂出板沒有被預先拉回﹐RP最 先接觸母模板﹐在反作用力下﹐頂出板 在RP的帶動下回位。 (2)公模板壓向母模板和剝料板﹐最後完 全合緊﹐注塑機上的噴嘴與模具上的注 口襯套密合(為防止噴嘴流涎及拉絲﹐加 工中為保持密合),﹐開始注塑。 當頂出板上有拉回(或急回)機構 時﹐在合模前﹐頂出板被注塑機(或急回 機構)強制回位﹐一般情況也由彈簧力彈 回。 這樣就完成塑膠模具的整個運動周 期。 急回機構
模具基本结构简介之三板模
常物或过度磨损导致,需要清理 杂物或更换磨损部件。
模具漏料
可能是由于密封件老化或损坏导致,需要更 换密封件。
模具动作不协调
可能是由于部件松动或损坏导致,需要重新 紧固或更换部件。
模具温度异常
可能是由于冷却系统故障或加热元件损坏导 致,需要检查冷却系统和加热元件。
脱模过程
脱模过程是将成型好的塑料从模具中脱出的过程。在脱模过 程中,模具的顶出机构将塑料从型腔中顶出,完成脱模。
脱模过程需要注意控制顶出速度和力量,避免对塑料造成损 伤或出现脱模困难等问题。
04
三板模的设计要点
模具材料的选择
钢材
钢材是制造模具的主要材料,其 强度、耐磨性和耐热性等性能对 模具的寿命和精度有很大影响。 常用的钢材有碳素工具钢、合金
行灵活调整。
三板模的发展趋势与未来展望
智能化
随着工业4.0和智能制造的推进,三板模将逐渐实现智能化,包括自 动化控制、数据监测和远程维护等功能。
高效化
为了提高生产效率和降低成本,三板模将不断优化设计,提高注塑速 度和减少成型周期。
环保化
随着环保意识的提高,三板模将采用环保材料和工艺,减少对环境的 污染。
顶出板
顶出板是三板模的重要部件之一,用 于将冲压件从凹模中顶出。
顶出板的顶出力和行程需要根据冲压 件的大小和形状进行合理设计和调整, 以确保冲压件的顺利取出和避免损坏。
顶出板上通常安装有顶出杆和顶出垫, 用于传递顶出力。
03
三板模的工作原理
成型过程
成型过程是三板模中最重要的环节之一,主要通过模具的加热和加压来实现塑料 的成型。在成型过程中,塑料颗粒被加热至熔融状态,然后在模具型腔内冷却并 固化,形成所需的形状。
模具基本结构简介之三板模

模具基本結構簡介之三板模1. 介绍在模具制造中,使用三板模是非常常见的一种模具形式。
三板模是由上模板、下模板和侧模板组成的,其中上模板和下模板通常用于形成模具内部的空腔,而侧模板则用于固定和定位上下模板。
本文将详细介绍三板模的基本结构和工作原理。
2. 上模板上模板是三板模中的一个关键部分,其主要作用是形成模具内部的空腔。
上模板通常由高强度的金属材料制成,如钢材。
在制造上模板时,通常需要经历下列工序:•材料选择:选择适合的金属材料,常用的有P20、H13等;•加工:根据设计要求,进行铣削、镟削、磨削等加工工艺;•加工表面:通过研磨等方法使上模板表面光滑度更高;•热处理:采用淬火、回火等热处理工艺提高材料的硬度和强度;•组装:将上模板与其他模具部件组装在一起。
上模板的设计需要考虑产品形状、尺寸和生产工艺等因素,以满足模具的使用要求。
3. 下模板下模板是三板模中另一个重要组成部分,其主要作用是提供模具内部空腔的下半部分。
下模板与上模板紧密配合,共同形成模具的工作空间。
下模板通常也是由高强度金属材料制成,制造工艺与上模板类似。
下模板与上模板、侧模板和模具座等部件一起组成了一个完整的模具系统。
下模板的设计需要考虑模具的定位槽、导柱、导套等结构,以确保模具的定位精度和稳定性。
侧模板是三板模中的一个重要组成部分,其主要作用是固定和定位上模板和下模板。
侧模板通常由金属材料制成,具有较高的刚性和稳定性。
在制造侧模板时,需要考虑到以下方面:•加工精度:侧模板的加工精度需要保证模具的定位精度,以便正确装配上下模板;•耐磨性:侧模板需要具备一定的耐磨性,以应对模具长时间使用时的摩擦和磨损;•安装便捷性:侧模板的安装需要方便快捷,以提高模具的装配效率。
侧模板与上模板和下模板之间通常通过螺栓、导柱等连接方式进行固定。
使用三板模进行模具工作时,需要按照以下步骤进行:1.安装侧模板:先将侧模板固定在适当的位置,确保与上模板和下模板的配合精度。
三板模设计 - 副本
好
襯套
材料: 法蘭用 H-13 STL 48~52HRC 襯套用 H-13 STL 48~52HRC
設計二:
此設計為配合注塑時可使用機械手。
可用標準唧咀改做
水口
7. 三板模的扣澆道設計:
7.1 水口鉤針;
7.2 環形倒扣.
水口鉤針
環形倒扣
水口鉤針位置
當產品排位比較小(或入水口正對法蘭), 水口鉤針沒位置做時,可用此設計.
三板模設計
1. 三板模結構
三板模又稱細水口模,有兩個分形 面,將模具分成三部份,比兩板模 多了澆口板,適用於製品的四周不 可有澆口痕的成品,這種模具採用 點澆口,所以又叫細水口模。這種 模具的結構比一般兩板模相對復雜, 需靠限位螺絲或拉板等機關控制開 模動作.
澆口板
2. 三板模的優點和缺點:
優點: 產品四周無澆口痕,在脫模時澆口
此山打螺絲的行程為流道總長的1.3~2倍
當流道在開模方向經過不 止一塊鋼料時,兩塊鋼料之 間要起級,單邊至少0.01”.
9. 三板模邊釘直徑大小的計算:
9.1 在三板模結構中,模板會有一段行程,而整個模板靠4支 導柱承托著的.所以如果導柱直徑太細的話,導柱會彎 曲, 如彎曲量超過自身與導套間的間隙,當合模時,會撞壞導 柱或模具. W x L3 公式: y = 3 E I 其中: y = 變形量(IN) 最大允許為0.0015” W = 模板重量(1b)=體積x 0.2841b / IN3 L = 浮板中心至固定板之距离(IN) E = 金屬彈性模數x 106 1b / IN2 I = 轉動慣量=0.049d4 d = 導柱直徑
5. DME扣雞
5. DME扣雞
客人指定才用
6. ALBA拉鉤
模具基本结构简介之三板模

模具基本结构简介之三板模引言三板模是一种常见的模具结构,广泛应用于各个行业中的注塑和压铸加工。
本文将对三板模的基本结构进行简介,并介绍其主要组成部分和工作原理。
一. 三板模的定义和特点三板模是一种由上模板、下模板和动模板组成的模具结构。
其特点如下: - 可以同时生产多个零件, 提高生产效率; - 适用于大批量和中小批量生产; - 适用于复杂零件的加工。
二. 三板模的主要组成部分三板模由以下几个主要组成部分构成:1.上模板(或称为固模板):–通常由坚硬材料制成,如钢材等;–上模板是整个模具的基础,用于保持模具的形状和稳定模具结构;–上模板上的凹模是由客户的设计图纸确定的;–上模板上通常有导柱,用于引导动模板;–上模板上的定位销用于保持模具的定位。
2.下模板(或称为浮动模板):–通常也是由坚硬材料制成;–下模板上的凸模是由客户的设计图纸确定的;–下模板通过导簧与上模板连接,可以在一定范围内浮动;–下模板上的排气通道用于排除注塑过程中产生的气体。
3.动模板(或称为活动模板):–通常由钢材制成;–动模板具有移动的功能,用于打开和关闭模具;–动模板上有定位孔,用于和上模板上的定位销配合;–动模板上的顶针用于从模具中推出制件。
4.模腔(Cavity):–模腔是三板模中用于成型物体的部分;–模腔的形状和尺寸由客户的设计图纸确定;–模腔通常位于上模板和下模板之间,可以通过动模板的打开和闭合进行物体的注塑或压铸。
三. 三板模的工作原理三板模的工作原理相对简单,主要包括以下几个步骤:1.首先,上模板和下模板在被动模板固定以后,固定在注塑机或压铸机上。
2.然后,在模具关闭状态下,动模板位于上模板和下模板之间。
3.当需要注塑或压铸时,注塑机或压铸机将熔融的塑料或金属物质注入模腔。
4.动模板打开,使得模具中的制件可以被推出。
5.最后,动模板关闭,上模板和下模板再次接合,准备下一次注塑或压铸。
四. 三板模的应用领域三板模广泛应用于各个行业中,特别是注塑和压铸加工领域。
三板模工作原理
三板模工作原理
三板模是一种常用于塑料注塑成型的模具,其工作原理如下:
一、注塑过程
1. 模具关闭:在注塑过程中,模具的两个板子会合并在一起,形成一个密闭的空间。
2. 注塑料进入模具:注塑机会将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 模具开启:模具的两个板子分开,取出成型的产品。
二、三板模的结构
三板模由三个板子组成:动模板、固定模板和中间板。
其中,动模板和固定模板分别固定在注塑机的移动板和固定板上,中间板则位于两个模板之间。
三、三板模的工作原理
1. 模具关闭:动模板和中间板同时向固定模板移动,形成一个密闭的空间。
2. 注塑料进入模具:注塑机将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 中间板移动:当塑料冷却成型后,中间板向下移动,将成型的产品从动模板上推出。
5. 模具开启:动模板和中间板同时向上移动,将固定模板上的残留塑料推出,准备进行下一次注塑。
三板模具的优点是结构简单,易于制造和维修,适用于大批量生产。
同时,三板模具的使用寿命较长,能够生产出高质量的产品。
模具基本结构简介板模.pptx

模具基本結構簡介 之三板模
昆山精英模具设计培训中心
三板模(标准细水口 DC type)结构形式
昆山精英模具设计培训中心
三板模(标准细水口 DC type)运动过程
昆山精英模具设计培训中心
典型的三板模(细水口 DC type)运动過程:
开模过程:三板模有兩次分型,第一次在拉料板与母模板之间,第 二次在母模板与公模板之间
。2020年12月21日星期一上午7时38分7秒07:38:0720.12.21 15、会当凌绝顶,一览众山小。2020年12月上午7时38分20.12.2107:38December 21, 2020 16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年12月21日星期一7时38分7秒07:38:0721 December 2020 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。上午7时38分7秒上午7时38分07:38:0720.12.21
昆山精英模具设计培训中心
拉料梢的设计方法
1.拉料梢的作用a.将料头从母模板中脱离;b.在第一次开模时, 拉料梢之倒勾形成上固定板与剥料板分开的阻力 2.设计要点a.在进胶点上方,排布拉料梢;b.对于料头长或有 曲线变化时,每隔一段距离式在转弯处增加拉料梢
9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20.12.2 120.12.21Monday, December 21, 2020 10、人的志向通常和他们的能力成正比例。07:38:0707:38:0707:3812/21/2020 7:38:07 AM 11、夫学须志也,才须学也,非学无以广才,非志无以成学。20.12.2107:38:0707:38Dec-2021-Dec-20 12、越是无能的人,越喜欢挑剔别人的错儿。07:38:0707:38:0707:38Monday, December 21, 2020 13、志不立,天下无可成之事。20.12.2120.12.2107:38:0707:38:07December 21, 2020
三板模的基本结构及原理43页PPT文档
拉梢斜的设计方法 1.拉料梢的作用a.将料头从母模板中脱离;b.在第一次开模时,拉料梢之倒 勾形成上固定板与剥料板分开的阻力 2.设计要点a.在进胶点上方,排布拉拉梢;b.对于料头长或有曲线变化时,每 隔一段距离式在转弯处增加拉料梢
顶出系统
顶出系统简介
1.顶针设计时应尽量排在成品垂直之壁厚之正下方,可获得较大之顶出力量 2.当在斜面或曲面上配置顶针时,需考虑沉头定位问题及顶出时顶针先端会 有顶滑现象 3.顶针配置时在允许范围内直径应尽量加大且为标准规格品,相对也需考虑 顶针(异材质)散热问题否则将来成品表面会留痕迹 4.每一套模具顶针直径尺寸不宜太多种,否则加工时需频频换刀既浪费时间 及易出错
这样就完成塑料模具的整个运动周期.
三板模设计
小拉杆设计方法 A:直径确定
300×300以下 Φ16 300→450 Φ20 450→600 Φ25 600以上 Φ30 B:通常取四支两支,注意是否影响料头取出位置 C:小拉杆行程=料头总长+20~35mm D:注意小拉杆上端T形套安装时需加装弹簧垫圈 E:在剥料板与母模板间加弹簧, 弹簧行程取20左右.
天侧
反
操 作 侧
操 作 侧
地侧
二、顶出行程 (1)、顶出行程一般规定被顶出的制品脱离模具5~10mm,如下图所示:
(2)、在成型一些形状简单脱模角度较大的桶形制品也可使顶出行程为成品深度 的2/3如下图所示:
三、顶出位置的设定:
1、冷却后由于塑料会产生收缩的应力,而有抱紧的现象,在靠破孔两边成品肉厚 强度最弱,应设置顶针顶出。
2、在成品垂直之壁厚之正下方应设置顶针以利于顶出
3、在十字肋下方常排布顶针,既可顶出又可排气。
4、模仁中顶针,顶管及顶针,顶管孔配合公差,位置度公差。 顶针,顶管的配合公差及位置度公差。
注塑模具三板模介绍
精品课件
(五)行程计算
小拉杆行程
行程﹕S=料头长度 (L) +20~35mm
注意事项: a.计算行程时﹐首先 应确定料头断开的地方. b.在剥料板与母范本 间可加弹簧, 来确实第一 次分模﹐弹簧行程取20 左右.
三板模
精品课件
L
成品
剥料板 母范本
公模仁
大拉杆行程计算
精品课件
三板模
5.拉料销设计
5.拉料梢的设计方法 5.1拉料梢的作用 A、将料头从母范本中脱离 B、在第一次开模时,拉料梢之倒勾形成 上固定板与剥料板分开的阻力 5.2设计要点 A、在进胶点上方,排布拉料销 B、对于料头长或有曲线变化时,每隔一 段距离在转弯处增加拉料梢 C. 剥料板前端需有5°的斜度 D. 拉料梢头部应埋在剥料板内
进行简单介绍
DC 和FC TYPE是我们最常用,最典型的三板模 它比我们最常用的两板
模SC TYPE 多一块剥料板,多二次分型(共三次分型),在母模板与公模板之间 装有开闭器(分塑料与机械两种),这种装置必须在外加拉力达到一定值时才 会使公母范本分开,以保证在三板模中公,母范本不首先分开. DC(FC) TYPE比EC(GC) TYPE 多一块剥料板 EC (GC)TYPE也是一种常用的小水口模座,当用母模滑块或母模斜稍时常用这 种结构的模座,这种结构与大水口很相似, 多一次上固定板与母模板的分型.
三板模
(一)﹑小水口模座介绍
小水口模座通常分为D,E型和F,G型: D,E 型(四支大拉杆和四支导柱)有﹕1)DA TYPE 2)DB TYPE 3)DC TYPE
4)DD TYPE 5)EA TYPE 6)EB TYPE 7)EC TYPE 8)ED TYPE F,G 型(四支大拉杆)有:1)FA TYPE 2)FC TYPE 3)GA TYPE 4)GC TYPE 其中较典型的有 DC(FC) TYPE,EC(GC) TYPE.下面我们对这两类模座结构
三板模的基本结构及原理

模具基本结构简介之三板模主讲:吴会清三板模或细水口模(3 PLATE MOLD,PIN-POINT GATE MOLD)有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫细水口模,这种模具相应复杂些,启动用山打螺丝或拉板。
三板模(小水口DC type)结构形式大拉杆上固定板剥料板母模板导柱公模板垫块复位杆顶针固定板顶针推板下固定板顶板导柱三板模(小水口DC type)运动过程典型的三板模(小水口DC type)运动过程:开模过程:三板模有两次分型,第一次在剥料板与母模板之间,第二次在母模板与公模板之间1.当公模侧起初受到注塑机的拉力时,公母模板之间由于装有开闭器,而剥料板与母模板之间没有任何连结和阻碍,(多数情况下小拉杆上还装有弹簧)这时在拉力作用下剥料板与母模板首先分开,母模板随着公模板一起向后运动,运动到设定距离时,被小拉杆限位块挡住,由于母模板随注塑机继续向后运动,这样小拉杆也被带动,它又带动剥料板运动一个设定距离,以便将料头打下.个设定距离运动完后,小拉杆和母模板都停止运动.2.注塑机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时停止不动.3.在脊杆地推动下,顶出板带动顶出机构(顶针,顶杆,斜稍etc)开始顶出运动,将成品顶出(自动落下或由机械手取走)合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机强制拉回.(1)在注塑机地推动下,公模侧向母模侧运动,若顶出板没有被预先拉回,RP最先接触母模板,在反作用力下,顶出板在RP的带动下回位.(2)公模板压向母模板和剥料板,最后完全合紧,注塑机上的喷嘴与模具上的注口衬套密合,开始注塑.这样就完成塑料模具的整个运动周期.三板模设计小拉杆设计方法A:直径确定300×300以下Φ16300→450 Φ20450→600 Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总长+20~35mmD:注意小拉杆上端T形套安装时需加装弹簧垫圈E:在剥料板与母模板间加弹簧, 弹簧行程取20左右.大拉杆设计方法A:大拉杆直径计算B:大拉杆位置D1=大拉杆直径+5mmC.大拉杆行程=小拉杆行程+剥料头行程(8mm)+安全值(2mm)D. 400以下的模座可以不需要GP﹐上固定板的厚度一般为LP的直径的1.5倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
剝料板 料頭
母模板 母模仁 定位塊(上) 成品 導柱 回位銷 定位塊(下) 模腳 下固定板
開閉器 公模仁
滑塊
公模板 上頂出板 下頂出板 支撐柱
三板模
THREE PLATE INJECTION MOLD
(三)三板模機構
為保証開模順 序﹐三板模還增加 了一些輔助機構﹐ 如開閉器﹐小拉 杆﹐導柱也常改為 導向兼承受懸臂力 的大拉杆。
三板模
(一)﹑小水口模座介紹
THREE PLATE INJECTION MOLD
小水口模座通常分為D,E型和F,G型: D,E 型(四支大拉杆和四支導柱)有﹕1)DA TYPE 2)DB TYPE 3)DC TYPE 4)DD TYPE 5)EA TYPE 6)EB TYPE 7)EC TYPE 8)ED TYPE F,G 型(四支大拉杆)有:1)FA TYPE 2)FC TYPE 3)GA TYPE 4)GC TYPE 其中較典型的有 DC(FC) TYPE,EC(GC) TYPE.下面我們對這兩類模座結構 進行簡單介紹
三板模
1﹑小拉杆 作用﹕1.控制第一﹑二次開 模行程﹔ 2.推動剝料板
THREE PLATE INJECTION MOLD
直 徑﹕
數量選擇﹕通常取四支﹐模具 太小時可以取二支。位置排布時 要注意是否影響小拉杆與 頂出板干涉所在母模板內做逃 孔。但若母模板厚度不夠時﹐ 可將小拉杆布在模腳上方來避 免干涉。 另外﹐為裝配方便﹐要小拉杆 頭部切邊以便夾持。 2﹑大拉杆 2.1 作用﹕A:支撐模板擴及剝料板重量 B:導向作用
三板模
THREE PLATE INJECTION MOLD
(四)﹑常用三板模開模順序
開模過程:常用三板模(DC TYPE)有三次分型,第一次在剝料板與母模板之間,第二次在剝料板與上固定 板之間,第三次在母模板與公模板之間.
(1) 當公模側起初受到注塑機的拉力時,公母模板之間由於裝有開閉器,而剝料板與母模板之間沒有任何連結和阻 礙,(多數情況下小拉桿上還裝有彈簧)這時在拉力作用下剝料板與母模板首先分開,母模板隨著公模板一起向後 運動,運動到設定距離(大于料頭長度)時,被小拉桿限位塊擋住,由於母模板隨注塑機動模側繼續向後運動,這樣 小拉桿也被帶動,它又帶動剝料板運動一個設定距離(常為8mm),以便將料頭打下.這個設定距離運動完後,小拉 桿和母模板都停止運動. 注塑機動模側繼續動模側向後運動,拉力不斷增大,超過開閉器鎖緊力.母模板與公模板分開.分開到設定距離時 停止不動.
Sectio view
Pla view hot half
三板模
THREE PLATE INJECTION MOLD
(七)三板模的優缺點
1.澆口的位置可依成品形狀找到最優處 2.澆口可以使用針點進澆來自動切斷 3.流道面積大﹐制品廢料多 4.模具分模行程大﹐而且不穩定﹐需用較大的成型機 5.成型過程中壓力損失大 6.模具構造復雜﹐價格高﹐容易出故障。
3﹑開閉器
作用﹕將公模的開模力傳遞至母模板 3.1塑膠式 適用範圍﹕ a溫度用於模溫100度以下 b受力不太大 選用方法:
3.2鋼制開閉器 優點﹕a可以耐高溫 b可以受較的力
三板模
THREE PLATE INJECTION MOLD
鋼制開閉器
適用範圍﹕
a.適用於高模溫 之模具 b.所需拉力大的 較大模具
大拉杆行程計算
大拉杆行程 S2=小拉杆行程S1+ 剝料板行程(8mm)+ 安全值(2mm)
若有滑塊﹐還應加上 如右圖所示A值
三板模
大拉杆直徑計算
THREE PLATE INJECTION MOLD
可使用web上的工具進行快速計算。
注意事項﹕為保大拉杆的可靠固定﹐上固定板厚應大拉杆或導 柱直徑的1.5倍左右。當上固定板厚大35mm時則應開夾模槽。
三板模
THREE PLATE INJECTION MOLD
5.拉料銷設計
5.拉料梢的設計方法 5.1拉料梢的作用 A、將料頭從母模板中脫離 B、在第一次開模時,拉料梢之倒勾形成 上固定板與剝料板分開的阻力 5.2設計要點 A、在進膠點上方,排布拉料銷 B、對於料頭長或有曲線變化時,每隔一 段距離在轉彎處增加拉料梢 C. 剝料板前端需有5° 的斜度 D. 拉料梢頭部應埋在剝料板內
三板模
THREE PLATE INJECTION MOLD
(五)行程計算
小拉杆行程
行程﹕S=料頭長度 (L)
+20~35mm
a.計算行程時﹐首先 應確定料頭斷開的地方. b.在剝料板與母模板 間可加彈簧, 來確實第一 次分模﹐彈簧行程取20 左右.
L
注意事項:
剝料板 母模板
公模仁
成品
三板模
THREE PLATE INJECTION MOLD
合模過程
合模過程:當頂出板上有拉回(或急回) 機構時,在合模前,頂出板被注塑機(或 急回機構)強制回位﹐一般情況也由彈 簧力彈回. (1)在注塑機的推動下,公 模側向母模側運動,若頂出板沒有被預 先拉回,RP最先接觸母模板,在反作用 力下,頂出板在RP的帶動下回位. (2)公模板壓向母模板和剝 料板,最後完全合緊,注塑機上的噴嘴 與模具上的注口襯套密合(為防止噴嘴 流涎及拉絲﹐加工中為保持密合),開 始注塑. 這樣就完成塑膠模具的整個運 動周期.
三板模
THREE PLATE INJECTION MOLD
(六)三板模應用范圍
1.一模一穴且要求側澆口進料或點進澆的大中型成品
如右圖所示﹐由于成品較大﹐必需 設置圖示的橫流道﹐因此需用三板 模結構方可取出料頭
橫流道 進澆處
三板模
THREE PLATE INJECTION MOLD
2.一模多穴且求點澆口進料的成品(見首頁) 3.一模一穴要求多點進料的成品,見范例組立圖
常用於電腦面板 模具和兩次頂出 用時用在頂板上 控制兩次頂出
三板模
THREE PLATE INJECTION MOLD
4.三板模注口襯套設計
• 注口襯套前端應有錐度 • 注口襯套前端應有倒勾以利 於將料頭拉出 • 注口襯套內的料頭長度應儘 量減小 • ΦG尺寸的選取請參照成型機 型號對照表 • 若深度(H)超過35mm,則ΦD 最好大於85mm • 因手機塑模常用較小的注射 機成型﹐ΦK常取為4.5mm,SR 常為11mm
(2)
小拉杆行程
剝料板行程
三板模
THREE PLATE INJECTION MOLD
小水口 EC type模座運動過程(相對前面﹐減少了剝料程序)
(3).在擊桿的推動下,頂出板帶動頂出機構(頂針,斜稍等)開始頂出動作,將成品頂出(自 動落下或由機械手取走)
三板模
THREE PLATE INJECTION MOLD
THREE PLATE INJECTION MOLD
三板模 2.2大拉杆位置
THREE PLATE INJECTION MOLD
因手機塑模其模座較小﹐通常以大拉杆導向代替導柱﹐其位置也于標准模座的 導柱位置﹐如下圖1所示。當設計較大產品模具則要保留導柱。如下圖2
圖一
圖二
大拉杆
三板模
THREE PLATE INJECTION MOLD
DC (FC)TYPE(最常用型式)
三板模
THREE PLATE INJECTION MOLD
三板模
THREE PLATE INJECTION MOLD
EC (GC)TYPE
三板模
THREE PLATE INJECTION MOLD
(二)﹑三板模(小水口)結構介紹
與二板模(大水口)相比較﹐在上固定板與母模板之間增加了可定距移 動的剝料板﹐可讓塑件與料頭從兩個不同的分型面取出。
DC 和FC TYPE是我們最常用,最典型的三板模 它比我們最常用的兩板
模SC TYPE 多一塊剝料板,多二次分型(共三次分型),在母模板與公模板之 間裝有開閉器(分塑膠與機械兩種),這種裝置必須在外加拉力達到一定值時 才會使公母模板分開,以保證在三板模中公,母模板不首先分開. DC(FC) TYPE比EC(GC) TYPE 多一塊剝料板 EC (GC)TYPE也是一種常用的小水口模座,當用母模滑塊或母模斜稍時常用這 種結構的模座,這種結構與大水口很相似, 多一次上固定板與母模板的分型.