焊锡膏的参数与使用(ppt 48页)
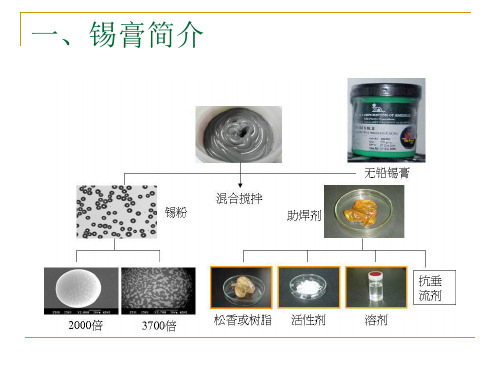
焊锡膏的成分及作用
焊膏分类
按合金焊料熔点分:高温 300 ℃ (10Sn/90Pb);
中温 183 ℃( 63 Sn/37Pb)
低温 140 ℃ (42Sn/58Bi)
按焊剂活性分:RA 活性、松香型 消费类电子产品
RMA 中等活性 SMT产品
NC膏粘度分: 700 Pa.s -1200 Pa.s 模板印刷
• 1、领取焊膏应登记焊膏到达的时间、失效期、型号, 并为每罐焊膏编号。然后保存在恒温、恒湿的冰箱内, 温度在约为2 ℃ ~10℃。锡膏储存和处理推荐方法的 常见数据见表5-1 所示。
•
• 2、焊膏使用时,应做到先进先出的原则,应 提前至少2小时从冰箱中取出,写下时间、编 号、使用者、应用的产品,并密封置于室温下, 待焊膏达到室温时打开瓶盖。如果在低温下打 开,容易吸收水汽,再流焊时容易产生锡珠。 注意:不能把焊膏置于热风器、空调等旁边加 速它的升温。
无铅焊膏
• 无铅焊膏也越来越应用广泛,目前已有1/3的 产品使用无铅焊接。最常用焊膏的是无铅焊料 成份加各种焊剂组成。常用焊膏有:Sn 95.5% -Ag3.8%-Cu0.7%、熔点217℃、比重 7.4(63/37-8.4)、金属成份89%;以及 Sn91.3%-Bi4.8%-Ag3.0% 、熔点205-210℃。 牌号:AIM/WS 483 RMA291,MULTITORE 96SENOCLEAN; INDIUM IND241(Sn/Ag/Cu); INDIUM IND249(Sn/Bi/Ag)。
-200--+325 ;75 μm -53 μm BAS 阻容元件 -270--+400 ;53 μm -38 μm AAS 一般要求 -325--+500 ;25 μm - 38 μm DAS 细间距应用
锡膏工艺基础技术资料ppt课件
六、锡膏使用注意事项
保管:
1. 放置冷藏库中 2. 使用开始:与室温相同,基本上在印刷机相同的温度环境下在回温6小时内不可开封 3. 为防止结露问题将一天的使用量放至在室温内回温. 4. 搅拌:使用搅拌设备 5. 在使用时详细记录时间负责人,品名,制造编号,开始使用时间及使用终了时间
网板的清洁:
1. 以抗静电的塑料袋将钢板放入并放在固定置放架保管 2. 置放架不可有污染源,钢板表面注意不可有伤痕,钢板是以铝框有厚度保存,场地须
20 20 20
最多10 wt%小于
20 15 5
七、锡膏常用检验方式
七、锡膏常用检验方式
黏度(Viscosity) a.目的:确保锡膏印刷质量及保持良好的下锡性,确认是否符合标准值,
以及制定误差值 b.规范标准:
★JIS-Z 3284 Annex 6 IPC-TM-650 2.4.34.3 IPC-TM-650 2.4.34.2
的质量。 (3)、当天未使用完的锡膏,不可与尚未使用的锡膏共同置放,应另外存放在
别的容器之中. 锡膏开封后在室温下紧闭罐盖请于24小時内使用完毕
四、保存与使用方法
(4)、锡膏印刷在基板后,建议于4~8小时内置放零件进入回焊炉完成着装。 (5)、换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。 (6)、为确保印刷质量,建议每4小时将钢板双面的开口以人工方式进行擦拭。 (7)、室内温度请控制于25±3 ℃,湿度RH30~60%为最好的作业环境。 (8)、锡膏黏度值最佳化为170-200 Pa.s(25℃),最大允许使用范围为170~210 Pa.s
使用中 印刷后保存期限8小时(必须在此期限内置件并过回焊) 放置钢板上不印刷保存期限8小时(静置后印刷第一片 可能状况不佳,第2片恢复)
焊锡膏的成分及其使用

10
8
6
4
2
0 Particles Diameter (um)
.
16
锡膏的主要参数-2c1
大小分布
Type 4 (20-38µm)
Distribution of Particles in Solder Powder
12
Mesh Size 400/67 0.11
.
21
锡膏的主要参数-2da
• 科利泰锡粉
.
22
锡膏的主要参数-2db
.
23
Solder Ball Test Result
.
3
锡膏成分简述-2
10%助焊膏和90%锡粉的重量比
助焊膏 10%
锡合金粉 90%
.
4
锡膏成分简述-3
50%助焊膏与50%锡粉的体积比
锡合金粉 50%
.
助焊膏 50%
5
锡膏的主要参数
1. 合金类型 2. 锡粉颗粒
3. 助焊剂类型
4. (残余物的去除)
5. 使用方法(包装)
.
6
锡膏的主要参数-1a
焊锡膏及其使用
.
1
概要
锡膏成分简述(5分钟)
锡膏的主要参数(30分钟)
锡膏品质(10分钟)
锡膏的使用(15分钟)
一般SMT不良的对策(15分钟) 综述&讨论( ? 分钟)
.
2
锡膏成分简述-1
锡膏的定义
是一种均匀、稳定的锡合金粉、助 焊剂、以及溶剂的混合物。在焊接时可以 形成合金性连接。这种物质极适合表面贴 装的自动化生产的可靠性焊接,是现电子 业高科技的产物。
锡膏培训资料PPT课件

锡膏印刷机是一种将锡膏按需转 移到印制板上的设备,其工作原
理主要基于丝网印刷技术。
丝网印刷技术利用丝网作为模板, 将锡膏通过刮刀施加压力,从丝 网中挤压到印制板上,形成所需
的电路图形。
印刷过程中,丝网在刮刀的作用 下产生弹性形变,使锡膏通过网 孔转移到印制板上,形成锡膏焊
点。
锡膏印刷的工艺流程
准备丝网
外观检查
电气性能测试
检查焊点外观是否良好,无气泡、无杂质 。
对焊接完成的线路进行电气性能测试,确 保无短路、断路等问题。
清洁处理
记录与归档
使用适当的清洁剂清理残留的锡膏,保持 线路板整洁。
对焊接过程进行记录,并将相关资料归档 保存,以便后续查阅。
05 锡膏的应用实例
手机板的焊接
手机板是现代通讯设备中不可或缺的一部分,其焊接质量直 接影响到手机的使用寿命和性能。锡膏焊接技术广泛应用于 手机板的焊接,以确保电子元件的可靠连接。
使用搅拌机充分搅拌锡膏,使其均匀混 合。
控制炉温曲线,确保回流焊过程中温度 均匀上升,避免局部过热。
预防措施
选用合适的锡膏,确保其具有较好的热 稳定性和流动性。
桥连的产生与预防
预防措施
使用具有较低熔点的锡膏,提高 其流动性。
桥连的产生:在回流焊过程中, 由于锡膏流动不均匀或部分锡膏 过早熔化,导致两个焊点之间形 成桥接。
根据电路板上的焊盘尺寸和间距, 选择合适的丝网目数和网框尺寸。
放置丝网
将丝网放置在网框上,并固定好 边框。
涂布锡膏
将适量的锡膏涂布在丝网上,确 保锡膏均匀分布。
锡膏印刷的工艺流程
放置电路板
将电路板放置在丝网下方,对 准焊盘位置。
印刷锡膏
焊锡膏的作用和使用方法
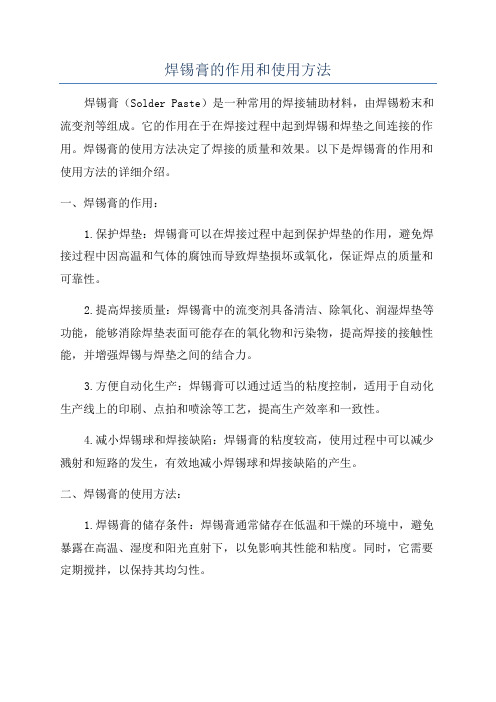
焊锡膏的作用和使用方法焊锡膏(Solder Paste)是一种常用的焊接辅助材料,由焊锡粉末和流变剂等组成。
它的作用在于在焊接过程中起到焊锡和焊垫之间连接的作用。
焊锡膏的使用方法决定了焊接的质量和效果。
以下是焊锡膏的作用和使用方法的详细介绍。
一、焊锡膏的作用:1.保护焊垫:焊锡膏可以在焊接过程中起到保护焊垫的作用,避免焊接过程中因高温和气体的腐蚀而导致焊垫损坏或氧化,保证焊点的质量和可靠性。
2.提高焊接质量:焊锡膏中的流变剂具备清洁、除氧化、润湿焊垫等功能,能够消除焊垫表面可能存在的氧化物和污染物,提高焊接的接触性能,并增强焊锡与焊垫之间的结合力。
3.方便自动化生产:焊锡膏可以通过适当的粘度控制,适用于自动化生产线上的印刷、点拍和喷涂等工艺,提高生产效率和一致性。
4.减小焊锡球和焊接缺陷:焊锡膏的粘度较高,使用过程中可以减少溅射和短路的发生,有效地减小焊锡球和焊接缺陷的产生。
二、焊锡膏的使用方法:1.焊锡膏的储存条件:焊锡膏通常储存在低温和干燥的环境中,避免暴露在高温、湿度和阳光直射下,以免影响其性能和粘度。
同时,它需要定期搅拌,以保持其均匀性。
2.焊锡膏的准备:使用焊锡膏前,需将其搅拌均匀,以免焊锡粉末和流变剂分层。
可以采用专用的搅拌器或手工搅拌的方式,搅拌时间一般为2-3分钟。
3.焊锡膏的印刷:印刷是焊接过程中最常见的一种方式。
首先,将焊锡膏倒入印刷钢网中,然后将钢网放置在焊接区域上方,调整好印刷厚度。
通过印刷刮刀将焊锡膏均匀地压到焊垫上,并同时进行刮刀的运动。
印刷结束后,及时清洁印刷钢网和刮刀,以免焊锡膏干固。
4.焊锡膏的点拍:点拍法适用于焊锡膏厚度较大的情况。
使用专门的点拍设备,在焊接区域上方进行喷射,将焊锡膏点拍在焊垫上。
5.焊锡膏的喷涂:喷涂法适用于大尺寸、复杂结构或焊垫分散的元件。
通过喷涂设备将焊锡膏均匀地喷洒在焊接区域上方,然后进行焊接。
6.焊接前的干燥:在焊接之前,焊锡膏需要进行干燥处理,以去除其中的溶剂。
焊锡膏的使用
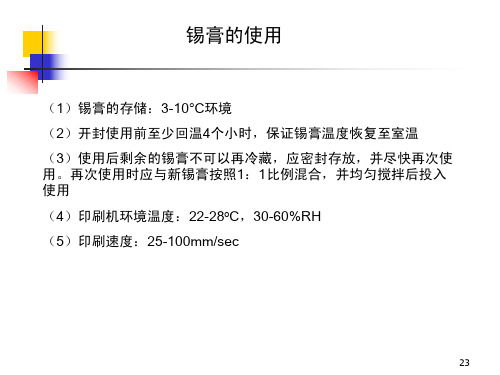
(1)锡膏的存储:3-10C环境 (2)开封使用前至少回温4个小时,保证锡膏温度恢复至室温 (3)使用后剩余的锡膏不可以再冷藏,应密封存放,并尽快再次使 用。再次使用时应与新锡膏按照1:1比例混合,并均匀搅拌后投入 使用 (4)印刷机环境温度:22-28oC,30-60%RH (5)印刷速度:25-100mm/sec
元件类型 PLCC QFP QFP QFP QFP 0402 0201 BGA BGA
BGA
pitch 1.25 0.65 0.50 0.40 0.30 N/A N/A 1.25 1.00
0.50
焊盘宽度 焊盘长度 开孔宽度 开孔长度 模板厚度
0.65
2.00
0.60
1.95
0.15-0.25
0.35
镀镍后
32
激光切割开孔
优点: 开孔尺寸可小至0.1mm,aspect ratio可达0.13,area ratio 可达0.66, 适合于细间距 可形成“倾斜”孔壁,更有利于锡膏脱模
缺点: 开孔需逐个加工,费时费力。可与化学腐蚀结合使用
33
电加工成型开孔
可获得极小粗糙度的孔壁 0.5mm量级
激光切割为1.5-3.0mm量级
0.69-0.92 45
开孔形状
46
与开孔密切相关的SMT缺陷
MCSB:Mid-chip Solder Bead/Ball
47
与开孔密切相关的SMT缺陷
MCSB:Mid-chip Solder Bead/Ball
48
历史经验
SnPb锡膏SMT经验表明,为了减少MCSB 最佳:0.125mm厚模板;”home plate”开孔;
0.80
0.80
焊接工艺--锡膏的介绍(PPT32张)

锡膏优点 1.回流焊后残留物极少,具有极高的表面绝缘阻抗。 2.连续印刷性及落锡性好,在长时间印刷后仍能与开始印刷时效果一致,不会产生微小 锡球和塌落,贴片元件不会偏移 3.印刷时具有优异的脱膜性,可适用于0.5mm到0.3mm的细间距器件贴装 4.溶剂挥发慢,可长时间印刷而不会影响锡膏的印刷粘度 5.具有极佳的焊接性能,可在不同部位表现出适当的润湿性,焊后残留物腐蚀性小 6.产品储存稳定性好,可在5℃-15℃温度下保存,有效期可长达7个月 7.回流焊时产生的锡球极少,有效的改善短路的发生。焊后焊点光泽良好,强度高,导 电性能优异 8.适用的回流焊方式:对流式、传导式、红外线、气相式、热风式、镭射式
焊锡条 ------ 焊锡经过熔解-模具-成品;形成一公斤左右长方体形状
1. 真空脱氧处理 2. 流动性大,润滑性级佳 3. 氧化渣物极少发生 有下列优点: (1)焊锡面均匀光滑、纯度及高、流动性好。 (2)湿润性及佳,焊点光亮。 (3)氧化渣物极少发生,适用于高要求的个种波峰或手工焊接程序 按纯度分为15%,30%,50%的三种规格锡条
设备昂贵,因此生产成本较高,阻碍了它的广泛应用
Page 19
第二章 焊料介绍
Page 20
1. 常用焊料
焊锡丝
焊锡条
焊锡膏
成分﹕锡丝由锡和铅组成﹐其比重通常为60:40或 65:35,另外还会有2﹪的助焊剂(主要成为松香)。
注意﹕没有助焊剂ቤተ መጻሕፍቲ ባይዱ锡丝称为死锡﹐助焊剂比重 虽小但在生产中若是没有则不能使用。
• 焊膏:粉末焊锡+助焊剂
Page 21
锡丝/锡条
焊锡丝应用范围:
电脑主板,电脑周边,通讯产品,家用电器,医疗设备,电源板,UPS等 用途:熔点最低,抗拉强度和剪切强度高,润湿性好,适用于高档电子产品或高要求的电 子、电气工业使用。 产品说明: 1、导电率、热导率性能优良,上锡速度快。 2、良好的润湿性能。 3、松香含量适中,操作时不会溅弹松香。 4、松香公布均匀,锡芯里无断松香情况。 锡丝线径:0.3mm、0.4mm、0.5mm、0.6mm、0.8mm、1.0mm、1.2mm、2.0mm
焊锡膏的成分及作用
焊锡膏的成分及作用焊锡膏是一种用于电子焊接的重要材料,它是由焊锡粉末和特定基础成分组成的。
焊锡膏的主要成分包括活性剂、助剂和基础物质。
1.焊锡粉末:焊锡膏的主要成分之一是焊锡粉末。
焊锡粉末是由纯锡和其他合金元素组成的细小粒子。
焊锡粉末决定了焊接的性能,如焊点的强度和电导率。
2.活性剂:活性剂是焊锡膏中起到助焊剂作用的化学物质。
它们被添加到焊锡粉末中,以提高焊锡的润湿性、降低氧化物膜的存在和增加焊点的可靠性。
常见的活性剂包括焊接助剂、增湿剂和氧化剂。
-焊接助剂:焊接助剂是活性剂的一种,用于改善焊接的性能。
它们能够清除焊接表面的氧化膜并促进低温熔化。
其中最常见的活性助剂是氫化组份的活性助剂,如氯化亞苯-胺和氟化亞苯-胺。
-增湿剂:增湿剂是活性剂的一种,用于在焊接过程中提高焊锡的润湿性。
增湿剂能够降低焊锡的表面张力,并使其更容易润湿焊接表面。
常见的增湿剂包括有机酸和酚类化合物。
-氧化剂:氧化剂是活性剂的一种,用于消除焊接表面的氧化膜。
氧化剂能够与金属氧化物发生化学反应,并转化为易于去除的化合物。
常见的氧化剂包括氯化物、硝酸盐和酸性成分。
3.助剂:助剂是焊锡膏中起到特定作用的化学物质。
它们可以增强焊点的机械强度、提高导电性和降低焊接过程中的缺陷率。
-黏度调节剂:黏度调节剂是助剂的一种,用于调节焊锡膏的黏度,使其适合在焊接过程中使用。
黏度调节剂通常是有机合成物,如酯类或胺类化合物。
-纤维增强剂:纤维增强剂是助剂的一种,用于增强焊点的机械强度和耐久性。
纤维增强剂通常是纤维素纤维或玻璃纤维,它们能够形成三维网络结构,并增加焊点的韧性。
-防氧剂:防氧剂是助剂的一种,用于防止焊锡膏中活性剂的氧化。
防氧剂能够与活性剂发生反应,并形成稳定的化合物,防止活性剂的氧化。
4.基础物质:焊锡膏的基础物质主要是背离油、橡胶和胶粘剂。
这些物质主要用于调整焊锡膏的黏度和可塑性,并在焊接过程中提供黏附性。
总结起来,焊锡膏的主要成分包括焊锡粉末、活性剂、助剂和基础物质。
焊锡膏的参数与使用

焊锡膏的参数与使用焊锡膏是一种常用的焊接辅助材料,其参数和使用方法会对焊接质量产生重要影响。
下面是关于焊锡膏的一些重要参数和使用注意事项:1. 成分:焊锡膏的主要成分通常是焊锡粉末、活性剂、助焊剂和溶剂。
焊锡粉末是焊接的主要材料,活性剂和助焊剂能增强焊接的可靠性和稳定性,溶剂则使焊锡膏易于涂抹和清洗。
2. 粘度:粘度是焊锡膏涂抹性能的指标,通常用来描述焊锡膏的流动性和湿润性。
低粘度的焊锡膏易于涂抹,但可能会在高温下流动;高粘度的焊锡膏则需要施加更大的力量来涂抹,但更容易保持形状。
3. 熔点:焊锡膏的熔点是指焊接时焊锡粉末开始熔化的温度。
选择合适熔点的焊锡膏很重要,太高的熔点会导致元件损坏,太低的熔点则会导致焊接不牢固。
4. 活性度:焊锡膏中的活性剂能够清除焊接表面的氧化物,提高焊接的质量。
活性度高的焊锡膏能有效清除氧化物,提高焊接可靠性。
5. 储存条件:焊锡膏应储存在干燥、阴凉的地方,避免阳光直接照射。
同时,应避免与空气接触,以防止氧化。
使用注意事项:1. 清洗:焊锡膏在焊接完成后,应及时清洗,以防止残留的焊锡粉末和助焊剂对电路板产生腐蚀。
2. 涂抹:使用焊锡膏时,应避免过量涂抹。
通常建议在焊接点附近涂抹一层薄薄的焊锡膏即可。
3. 温度:焊锡膏的焊接温度应与焊锡粉末的熔点相匹配。
使用时应根据实际情况调整焊接温度。
4. 通风:焊接时,应保持通风良好,避免产生有害气体对人体造成危害。
总之,焊锡膏是一种重要的焊接辅助材料,其参数和使用方法会对焊接质量产生重要影响。
正确选择和使用焊锡膏将有助于提高焊接质量和稳定性。
焊锡膏是一种应用广泛的焊接辅助材料,被广泛用于电子电路板的焊接工艺中,以提高焊接质量和可靠性。
除了之前提到的参数和使用注意事项外,下面将继续介绍焊锡膏的其他相关内容。
6. 焊锡膏的类型:根据不同的应用需求和焊接方式,焊锡膏可以分为无铅焊锡膏和铅锡焊锡膏两种类型。
由于环保的考虑,无铅焊锡膏正在逐渐取代传统的铅锡焊锡膏。
焊锡膏使用方法

焊锡膏使用方法1.回温:将原装锡膏瓶从冰箱取出后,在室温20℃~25℃时放置时间不得少于4小时以充分回温2.搅拌:手工:用扁铲按同一方向搅拌5~10分钟,以合金粉与焊剂搅拌均匀为准。
自动搅拌机:若搅拌机速为1200转/分时,则需搅拌2~3分钟,以搅拌均匀为准且在使用时仍需用手动按同一方向搅动1分钟。
3.使用环境:温湿度范围:20℃~25℃45%~75%4.使用投入量:半自动印刷机,印刷时钢网上锡膏成柱状体滚动,直径为1~1.5cm即可。
5.使用原则a.使用锡膏一定要优先使用回收锡膏并且只能用一次,再剩余的做报废处理。
b.锡膏使用原则:先进先用(使用第一次剩余的锡膏时必须与新锡膏混合,新旧锡膏混合比例至少1:1(新锡膏占比例较大为好,且为同型号同批次)。
6.注意事项:冰箱必须24小时通电、温度严格控制在0℃~10℃。
目前国产,进口锡膏等,在使用过程中都会出现粘度变大、印刷面发干而引出的众多不良,如漏印、印刷不良、不上锡、器件移位、竖碑、假焊现象等,都会导致焊接良率下降。
之此造成锡膏发干的可能因素很多,大致可概括为①使用条件原因②锡膏品质原因,但从本质上讲,都是由于FLU某与锡粉发生化学反应所引起。
(一).使用条件◆使用的环境温度与湿度:锡膏的保存温度是2-10℃之间储存,但在使用时,推荐使用环境温度为20-25℃,相对湿度30%-60%。
由于通常温度每升高10℃,化学反应速度约增加一倍,所以温度过高会提高锡膏中溶剂的挥发速度及FLU某与锡粉的反应速度,因此锡膏而易出现发干;温度过低又会影响锡膏的粘度及扩展性,容易出现印刷不良。
同时,湿度过高也会使进入锡膏的水汽大大增加;然而湿度过低也会影响锡膏中溶剂的挥发速率(备注:湿度过高比湿度过低更容易使锡膏发干)。
◆使用前的回温:为了减缓FLU某和锡粉的反应速度,延长保存时间,锡膏通常都需冷藏(2-10℃)储存。
在印刷使用前要将锡膏置于标准的室温内进行回温。
焊锡膏使用说明书
受力不均。 C. 元件焊頭氧化使上錫性差﹐使兩端親和力不同造成立碑。 D. 預熱區預熱不足或不均﹐溫度高的先熔﹐焊錫形成的拉力大於錫膏對元件的拉
力﹐造成受力不均。 E. 錫膏印刷後放置過久﹐助焊劑揮發過多活性下降。 少錫﹕ 加熱不均勻﹐造成元件腳太熱﹐錫膏被吸上引腳﹐導致焊盤上少錫﹐降低升溫速 率或熱風對流速度﹐能防止該缺陷。
4、 到達最高溫度 235±5℃,235 ℃以上的時間應在 20±10 秒 之間。
5、 到達最高溫度時的總行程時 間 6 分鐘(Max)。
6、 下降時速度為 6℃/秒(Max)
Air Reflow 條件: 1、 183℃以上時,時間應保持在 95~130 秒 2、 最以高上溫時度間為應在23100+ -~50 2℃0,秒2之30間℃ 3、 到達最高溫度時的總行程時 間 7 分鐘(Max)。 4、 下降時速度為 6℃/秒(Max)
63Sn/37Pb 要求 三﹑常見不良分析 錫球﹕
Time(sec)
A. 印前﹐錫膏未充分回溫解凍﹐攪拌均勻。 B. 印後太久未回流﹐溶劑揮發﹐膏體變幹變成粉後掉到 PCB 板的油墨上。 C. 印刷太厚﹐元件壓下後多餘錫溢流﹐應考慮鋼板是否過厚﹐下邊是否墊東西﹐
核准
審核
編制
日期
焊錫膏使用說明書
文件編號
二﹑使用方法
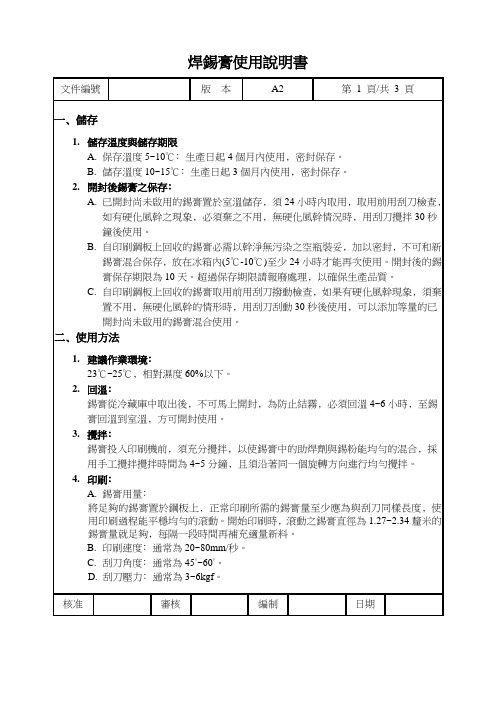
1. 建議作業環境﹕ 23℃~25℃﹐相對濕度 60%以下。
2. 回溫﹕ 錫膏從冷藏庫中取出後﹐不可馬上開封﹐為防止結霧﹐必須回溫 4~6 小時﹐至錫 膏回溫到室溫﹐方可開封使用。
3. 攪拌﹕ 錫膏投入印刷機前﹐須充分攪拌﹐以使錫膏中的助焊劑與錫粉能均勻的混合﹐採 用手工攪拌攪拌時間為 4~5 分鐘﹐且須沿著同一個旋轉方向進行均勻攪拌。
锡膏成份与分析ppt课件
;.
1
普通锡膏
锡粉 成份:63Sn/37Pb 〔SE48-M954-2 成分是含Sn、Pb、Ag、Sb〕 熔点:183℃ 锡粉直径:20~45um 粉末外形:球形 粘性:2300 ±10%Ps
2
Flux(助焊剂)成份 Solvent〔40~50%〕 醇类〔Alcohols〕乙二醇〔Glycols〕 乙二醇醚类 Terpineols〔C10H18O〕 rosin松香〔45~50%〕 松香酸〔Abietic Acid〕34% 脱氢松香酸〔Dehydroabietic Acid〕24% Palusic Acid 9% Activators〔3~10%〕 Amine Hydrochloride氢卤化氨活性剂 Rheological Additives 〔1~3%〕 Ricinoleic Acid 蓖麻油酸
的导线或导通孔之间〕,假设存在离子性剩余物那么在较高之相对湿度、温度下任务, 其绝缘性会降低,甚至有离子flux,使flux比例大增,从而使得Solder paste流动性过大,所呵斥之锡球 效应
29
以下二图为良好之焊锡点
假设其焊锡性良好时,那么锡面会向上攀升,在交界处构成构成凹月形接触〔 meniscograph solderability〕,并成带状吃锡。
30
锡膏反响行为
g、冷却区之solder〔220℃~70℃〕 IMC 高过焊锡熔点温度以上的慢冷却速率将导致过量的IMC构成,快速的冷却可使IMC的产
气体纯度〔PPM O2 大零件及小零见间温度之均匀性〔ΔT〕 效率〔电力及流量〕
12
锡膏反响行为 c、金属外表清净化作用 氢卤化氨活化剂 Amine Hydrohalides 有机酸活化剂 Organic Acid
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡膏成分简述-1
锡膏的定义
是一种均匀、稳定的锡合金粉、助 焊剂、以及溶剂的混合物。在焊接时可以 形成合金性连接。这种物质极适合表面贴 装的自动化生产的可靠性焊接,是现电子 业高科技的产物。
3
锡膏成分简述-2
10%助焊膏和90%锡粉的重量比
助焊膏 10%
锡合金粉 90%
4
锡膏成分简述-3
50%助焊膏与50%锡粉的体积比
Sn96/Ag4 Sn95/Sb5 Sn95.5/Ag4/Cu0.5
Sn10/Pb90 Sn10/Pb88/Ag2 Sn5/Pb93.5/Ag1.5
低温应用 高温、无铅、高张力
高温、高张力、低价值
10
锡膏的主要参数-1e
各合金参数表
alloy composition 70Sn/30Pb 63Sn/37Pb 60Sn/40Pb 50Sn/50Pb 40Sn/60Pb 30Sn/70Pb 25Sn/75Pb 10Sn/90Pb 5Sn/95Pb
Tack (gm) Tack (gm) Tack (gm) Tack (gm)
Sample 0 hr
2 hr
4 hr
8 hr
1
50.4
78.5
84.8
84.8
2
62.8
97.0
107.3 112.2
3
59.2
71.3
78.6
78.6
4
66.9
86.2
96.2
96.2
5
52.6
55.3
60.7
50.9
37
Tack Result Chart
120 100 80 60 40
0 hr
No Clean A Type 4 No Clean A Type 3
2 hr
4 hr
8 hr
No Clean A Type 3 No Clean A Type 4
38
Tack Result Chart
100
No Clean B Type 4
216
33
183
238
55
185
255
70
183
266
83
268
302
34
308
312
4
179
179
0
268
290
22
290
310
20
300
310
10
303
303
0
alloy composition 5Sn/90Pb/5Ag
5Sn/92.5Pb/2.5Ag 5Sn/93.5Pb/1.5Ag 2Sn/95.5Pb/2.5Ag 1Sn/97.5Pb/1.5Ag
24
锡膏的主要参数-3a
助焊膏性能
☆ 与基质的兼容性 ☆ 热分解性/减少程度 ☆ 粘度/黏度 ☆ 流动性 ☆ 可接纳的载金量 ☆ 与热传递机制的一致性 ☆ 与常用清洗溶剂及设备的兼容性
25
锡膏的主要参数-3b
助焊膏类型
免洗(NC) 水洗(WS或OA) 中等活性松香(RMA) 活性松香型(RA)
Test for Tack
Utilize standard Malcolm TK-1 Tackiness Tester with IPC Insertion Point
Load Sensor
V
Probe
Circuit board
Paste Copper
plating
35
Tack Test Result
Distribution of Particles of Solder Powder
12 Mesh Size 325/500
10 8 6 4 2 0 Particles Diameter (um)
16
Relative Weight % 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
目前在电子制造业方面,免洗和水洗型焊锡膏占有率超过90%
26
锡膏的主要参数-3c
各类型之成分比较
☞ RA和RMA 配方是相似的。然而 ,RA 含有卤化物活性剂。
100%
80%
☞ 水溶性助焊剂含有高的活化剂。 60%
Flux Composition
☞ 免洗类似于RA、RMA,除在松
40%
香树脂含量上不同。
焊锡膏及其使用
AssistantServicesManager QualitekElectronicShenzhenCo.,LT
D.
概要
锡膏成分简述(5分钟) 锡膏的主要参数(30分钟) 锡膏品质(10分钟) 锡膏的使用(15分钟) 一般SMT不良的对策(15分钟) 综述&讨论( ? 分钟)
锡膏的主要参数-2c1
大小分布
Type 4 (20-38µm)
Distribution of Particles in Solder Powder
12
Mesh Size 400/635
10
8
6
4
2
0 Particle Diameter (um)
17
Relative weight % 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
28
锡膏的主要参数-3d
焊膏添加剂
▻卤化物:去除铜面氧化物(活化剂) ▻中性有机酸:活化锡铅表面(活化剂) ▻胺类:活化银表面(活化剂) ▻有机酸:高温下配合FLUX除污(活化剂) ▻氯化物:活性强过RMA(活化剂) ▻溶剂:溶解固化物、活性剂,需有挥发性(坍塌、空洞、危害人体) ▻黏度改质剂(触变剂):印刷成型 ▻润湿剂:Solder Paste与PAD间的易接触,便于残渣清洗 ▻增黏剂:保持贴片后REFLOW前的黏性 ▻防氧化剂:防锡粉氧化,属酚类 ▻表面活剂:降低焊剂的表面张力,增加焊剂对焊粉和焊垫的亲润性 ▻其它添加剂:锡膏制造商的专利
96.5Sn/3.5Ag 95Sn/5Pb 42Sn/58Bi
43Sn/43Pb/14Bi 52Sn/48In 70In/30Pb 60In/40Pb
70Sn/18Pb/12In
Melting Range
Solldus(æ¡ ) Liquidus(æ¡ ) Mushy Ran (¡æ )
292
292
锡粉颗粒直径大小
电镜扫描 IPC J-STD-006 定义球形锡粉的直径尺寸是长宽比率小于1.5倍
Optimum
13
锡膏的主要参数-2a1
粉粒等级
IPC TYPE 2 IPC TYPE 3 IPC TYPE 4
网眼大小
-200+325 -325+500 -400+635
颗粒大小
45-75 微米 25-45微米 20-38微米
Accept
Solder Paste MFG. -Paste flux -Solder powder
Scrap
Reject Reject Solderability
QAC Packing Labeling
Accept
QC Viscosity -Slump -Solder ball
Ship to customer 34
锡膏的主要参数-2c2
Mesh
18
锡膏的主要参数-2c3
Mesh Concept
200 mesh 325 mesh 500 mesh
-200+325 -325+500
19
锡膏的主要参数-2d1
氧化比率
•锡粉表面氧化重量%测试 –锡粉称重 –样品熔化 –去除焊剂及杂质 –称重余量 –换算%比 –Type 3小于 0.17%
6
64.3
71.6
78.0
70.0
7
40.3
49.6
56.0
59.3
8
53.2
61.6
88.4
86.2
36
Tack Result Chart
120
100
80
60
40
0 hr
2 hr
4 hr
8 hr
Sample 1 Sample 2 Sample 3 Sample 4 Sample 5 Sample 6 Sample 7 Sample 8
62Sn/36Pb/2Ag 10Sn/88Pb/2Ag 90Sn/5In/5Ag 92.5Sn/5In/2.5Ag 97.5Sn/2.5Ag
Melting Range
Solldus(¡æ ) Liquidus(¡æ ) Mushy Range(¡æ )
183
193
10
183
183
0
183
190
7
183
20
锡膏的主要参数-2d2
氧化比率
Sample -325+500 -400+635
% Oxide 0.07 0.11
21
锡膏的主要参数-2da
科利泰锡粉
22
锡膏的主要参数-2db
23
Solder Ball Test Result
Sample Result -325+500 Pass -400+635 Pass
4 hr
8 hr
Water Soluble A Type 3 Water Soluble A Type 4
8
锡膏的主要参数-1c
常用合金
电子应用方面超过90%的是: