冲床冲压噪声问题及来源分析
冲床有关资料
一、冲床的噪声源分析声波是物体在媒质中振动产生的。
声波是一种机械波,是物体的机械振动通过弹性媒质向远处传播的结果,产生声波的振动系统称为声源。
由声波产生的机制可知,有振动产生或有空气扰动的地方,就有声波传出。
对冲床而言,其冲压噪声声压级一般在90~110db之间。
冲床噪声可分为运转噪声和工作噪声。
运转噪声是冲床空载运转噪声,它包括电机、皮带、齿轮、曲柄连杆滑块及轴承间隙、离合器等形成的噪声。
其中,主要是离合器和齿轮噪声。
工作噪声是冲床冲压时产生的噪声,在相同的冲床上采用不同的冲压工艺(如冲裁,拉深,弯曲)加工同样材料所产生的噪声不一致。
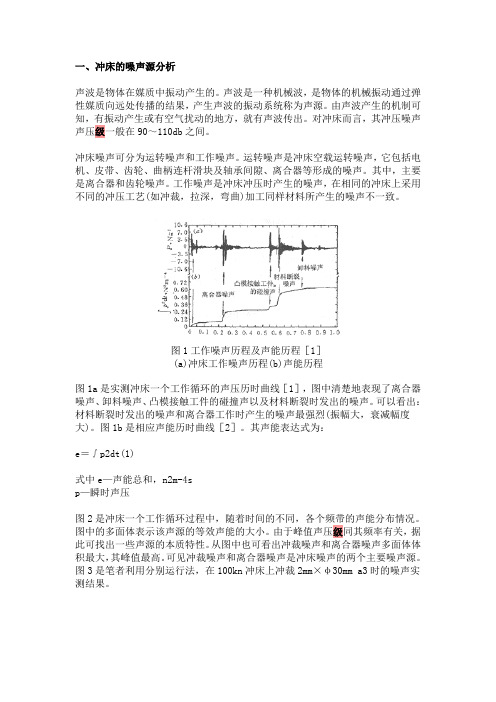
图1工作噪声历程及声能历程[1](a)冲床工作噪声历程(b)声能历程图1a是实测冲床一个工作循环的声压历时曲线[1],图中清楚地表现了离合器噪声、卸料噪声、凸模接触工件的碰撞声以及材料断裂时发出的噪声。
可以看出:材料断裂时发出的噪声和离合器工作时产生的噪声最强烈(振幅大,衰减幅度大)。
图1b是相应声能历时曲线[2]。
其声能表达式为:e=∫p2dt(1)式中e—声能总和,n2m-4sp—瞬时声压图2是冲床一个工作循环过程中,随着时间的不同,各个频带的声能分布情况。
图中的多面体表示该声源的等效声能的大小。
由于峰值声压级同其频率有关,据此可找出一些声源的本质特性。
从图中也可看出冲裁噪声和离合器噪声多面体体积最大,其峰值最高。
可见冲裁噪声和离合器噪声是冲床噪声的两个主要噪声源。
图3是笔者利用分别运行法,在100kn冲床上冲裁2mm×φ30mm a3时的噪声实测结果。
图2 冲床工作时噪声能量分布图图3 100kn冲床冲裁噪声实测值1.离合器的接合和脱开噪声冲床常用的离合器有牙嵌式、摩擦片式、转键式等。
其中,转键式在中小吨位冲床上应用最广,噪声相对较高。
冲床转键离合器接合的实质是转键与开有三个(或四个)键位的中套的其中某个键位接合。
离合器接合噪声是由一系列的撞击所引发的,在接合过程中,存在三个主要撞击现象[3]:(1)转键与中套间的撞击,即稳态转键与旋转着的中套接合过程中两者的碰撞;(2)转键与曲轴间的撞击,即转键的一侧与中套间撞击的同时,另一侧在前者反作用力的作用下与曲轴冲击;(3)曲轴与其支承的滑动轴承间的撞击。
冲床噪声分析及应对措施详细版

文件编号:GD/FS-5984(解决方案范本系列)冲床噪声分析及应对措施详细版A Specific Measure To Solve A Certain Problem, The Process Includes Determining The Problem Object And Influence Scope, Analyzing The Problem, Cost Planning, And Finally Implementing.编辑:_________________单位:_________________日期:_________________冲床噪声分析及应对措施详细版提示语:本解决方案文件适合使用于对某一问题,或行业提出的一个解决问题的具体措施,过程包含确定问题对象和影响范围,分析问题,提出解决问题的办法和建议,成本规划和可行性分析,最后执行。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
随着工业生产的发展,噪声对环境的污染及对人类的危害也日益严重。
冲压噪声是主要的工业噪声源之一。
冲床冲压噪声的产生与传播途径多样,影响因素很多。
本文将对冲床噪声的产生原因作简单的分析,并结合实际提出一些应对措施。
一、冲压噪声的来源分析冲床噪声主要可分为空载噪声和负载噪声。
空载噪声是冲床空载运转噪声,它包括电动机噪声、工作机构间隙产生的冲击噪声、离合器与齿轮撞击噪声等。
其中,主要是离合器和齿轮的撞击噪声。
负载噪声是冲床冲压时产生的噪声,在相同的冲床上采用不同的冲压工艺(如冲裁,拉深,弯曲)加工同样材料所产生的噪声不一致。
(一)空载噪声1.电动机噪声。
做为动力源,电机工作时产生的噪声包括电机绕组的电磁噪声、空气动力噪声及机械噪声。
电机噪声的声压级与电机的功率、转速等有关。
电机的电磁噪声,主要是由交变电磁场相互作用激发转子和定子振动产生的。
电磁噪声一般为高频噪声。
电机的空气动力噪声主要是冷却风扇噪声,对于相当多的电机,冷却风扇噪声是主要噪声源。
冲床噪声治理措施及冲床噪声来源解析

冲床噪声治理措施及冲床噪声来源解析前言冲床是一种常用于金属冷加工的设备,通过对金属板材施加高频率的冲击力来达到加工的目的。
然而,随着冲床的日益普及,由于工艺和机器设计的原因,冲床在运行过程中会产生各种噪声,给工人的身心健康带来负面的影响,同时也给周围环境带来了一定的噪音扰动。
因此,对冲床噪声的治理成为了一个急需解决的问题。
本文将对冲床噪声的来源进行解析,并给出一些常见的治理措施。
冲床噪声来源解析机器结构设计问题在冲床的结构设计上,机器的稳定性和材料的质量对噪声的大小有着至关重要的影响。
例如,机体的稳定性不足或防震措施不到位,会引起机器震动,产生机械噪声。
在材料方面,一些低质量的零部件,例如不合格的轴承或齿轮,摩擦噪声或振动噪声都可能产生。
加工过程中的共振在加工过程中,冲床上的工件和模具会不断发生撞击和碰撞,而冲床的某些部位容易出现共振,而这种共振会大大加剧噪声,甚至会导致机器破坏。
因此,在设计冲床时,要充分考虑共振现象。
液压系统和电气系统问题在冲床的液压系统和电气系统中,由于液压油的流动和电动机的工作,还会产生噪声。
例如,当液压油流过管道时,会形成噪声,某些作业时需要已安装的油泵和液压机组等设备也会产生噪声。
电子专业的电子元器件的工作虽然不产生噪声,但在远离冲床、但吸声效果不好的场所也会引起噪声。
对于这些噪声问题,可以选择降噪材料对其进行隔离和消音。
冲床噪声治理措施治理极低频的振动由于冲床的机器本身的造型以及某些零部件的质量、材料等因素,可引起振动,特别是当冲床开机、关机或进行加工时。
在治理振动噪声方面,可以采用加装保护垫、增加机器的重量、调整机器结构、提高较低频率的阻尼等措施来降低机器的振动噪声。
防止共振在加工过程中,会发生一些共振现象,导致产生噪音。
为了避免共振的产生,可以采用加装阻尼垫、增加冲床的刚度调整冲床重心等措施来增加冲床的稳定性并减少振动噪声产生。
加装隔音措施可以在冲床的重要部位加装隔音垫,减少异响噪声产生,同时还能通过在冲床底部加涂隔音涂料来防止噪音向外传播。
冲床噪声大?怎么解决?专业噪声治理公司告诉你

工业降噪,隔音降噪公司,冲床噪音处理
隔音降噪公司告诉你冲床噪音处理要注意什么!
冲床是工业生产中常见的设备之一,可用于冲压、塑性加工等工艺,但在工作时会产生较大的噪声,严重影响工作环境和工人健康,不过冲床是很多工厂必不可少的设备,所以我们要在用它的同时避免噪音污染,赛为斯下面就和你分享冲床隔音降噪注意事项。
冲床噪声的主要来源有以下几个方面:
机械噪声:包括冲床传动系统、凸轮、滑块等机械部件在运动过程中所产生的噪声。
液压噪声:在液压系统运行过程中,油液在阀门、油泵、油管、液压缸等部件内流动产生的噪声。
空气噪声:冲床在工作时会产生空气振动,使周围空气产生声波,形成空气噪声。
冲床噪声治理的措施主要有以下几种:
机械降噪:可以采用优化机械设计和制造,采用低噪声材料、优化传动系统结构等措施来降低机械噪声的产生。
液压降噪:可以采用减压阀、消声器、吸振器等装置,来降低液压系统产生的噪声。
声屏障:在冲床周围设置隔音板、隔音棉等隔声设备,来阻挡和吸收空气噪声。
维护保养:定期对冲床进行维护保养,更换老化、磨损的零部件,减少机械运行过程中的噪声。
职业健康防护:给工人配备合适的耳塞、耳罩等个人防护设备,减少噪声对工人健康的影响。
冲床隔声降噪并不是一项简单的任务,要结合实际生产环境,综合采取上述措施来进行降噪处理,以保障工人的健康和工作环境的安全。
赛为斯工业降噪经验丰富,欢迎垂询。
冲床噪声治理措施及冲床噪声来源解析

冲床噪声治理措施及冲床噪声来源解析冲床噪声的来源冲床是一种常用于金属加工的设备,其产生的噪声源主要有以下几种:1. 机床运动噪声由于冲床的主机在工作过程中需要进行各种运动,如上下移动、左右移动、前后移动等,这些运动都会产生相应的机床运动噪声。
其中,主轴、齿轮传动等机械部件的运转也将产生一定噪声。
2. 冲头落下噪声在冲床的工作过程中,冲头的落下也会产生相应的噪声。
这是因为冲头在落下的瞬间会与工件发生碰撞,产生冲击声音。
3. 弹簧反弹噪声冲床上的弹簧在冲击后需要回弹,这个过程也会产生相应的噪声。
弹簧的材料、尺寸、安装方式等因素都会影响反弹噪声的大小。
4. 空气振动噪声在冲床的工作过程中,由于精度要求的不同,会对压缩空气系统进行调整,因此在空气压缩系统运行过程中会产生一定的振动噪声。
此外,在冲床的生产场所内,空气对流、通风等 environmental 的条件也可能会影响冲床的噪声。
5. 工件摩擦噪声在冲床的工作过程中,工件与冲头之间也会产生一定的摩擦噪声。
这个噪声大小与工件材料、表面状态等因素有关。
冲床噪声的治理措施为了降低冲床噪声对工作环境和工作人员的影响,可以采取以下措施:1. 加装隔音罩通过在冲床周围加装隔音罩,可以有效地降低冲床产生的噪声。
隔音罩的材质和尺寸要根据所处环境和噪声产生的具体情况进行定制,以达到最佳的隔音效果。
2. 替换材料对于容易产生弹簧反弹噪声的弹簧,可以考虑更换特殊材料的弹簧。
例如采用聚酯弹簧等材料制作的弹簧,可以有效降低弹簧反弹噪声。
3. 加装减震垫在冲床周围放置减震垫等噪声减振措施,可以有效地降低冲床的机床运动噪声和落锤噪声。
4. 改进冲头设计通过改进和优化冲头的设计,减小冲头和工件之间的冲击力,可以有效降低冲头落下噪声和工件摩擦噪声。
5. 将冲床远离生产线将冲床远离生产线,或者采用隔音墙等措施将其与其它机器隔开,可以减少冲床噪声对生产和办公人员的干扰。
总结冲床噪声对工作环境和工作人员的干扰较大,必须采取相应的措施进行治理。
冲床噪声分析及应对措施

冲床噪声分析及应对措施
冲床是一种机械设备,它在工业生产中经常使用。
由于这种机械设备在工作中会产生噪声,会对工人的身体健康产生不利影响,能否解决冲床噪声问题是一个重要的问题。
下面从噪声分析及应对措施两方面进行讨论。
噪声分析
冲床在工作过程中主要产生的噪声有以下几种来源:
1. 机器本身的噪声:这种噪声主要源于冲床的机械运作过程中机器内部的部件相互摩擦,这种噪声比较固定,可以通过冲床的降噪设计来减少。
2. 环境噪声:这种噪声由于环境的复杂性较为复杂,主要是周围环境的噪声和其他机械设备的噪声,如汽车、新风机等。
3. 运转过程中的噪声:这种噪声是由于冲床在运行过程中,工件与冲头相互作用而产生的撞击声,比较难以控制。
应对措施
为了降低冲床的噪声,我们可以采取以下措施:
1. 选用低噪音冲床:在购买冲床时,可以优先选择低噪音的产品,这样可以有效地降低噪音的程度。
2. 加装外部降噪设施:将冲床安装在一个相对密闭的工厂房间或配有隔音绝缘设施的环境中,利用钢丝绳等防震设施对机器进行降噪。
3. 优化冲床的运行方式:可以优化冲床的运行方式,减少机械
零部件间的摩擦,采用节能减噪的方式来控制噪音的产生。
4. 避免在夜间、周末等时段使用冲床:限制冲床使用的时间段,减少应急维修的工作时段,可以有效降低工厂的噪声,为员工提供
良好的工作环境。
冲床噪声问题在机械设备中较为普遍,解决这一问题可以通过
从噪声分析入手,采取相应的应对措施,降低噪音水平;从而为员
工提供一个更加舒适的工作环境。
冲床噪声治理措施及冲床噪声来源解析

冲床噪声治理措施及冲床噪声来源解析1. 背景众所周知,工业生产中产生噪声是很常见的现象,尤其是在冲压加工车间。
冲床噪声对工人的身体健康有很大的影响,同时也影响生产效率。
针对这一问题,本文将分析冲床噪声的来源并提出相应的噪声治理措施。
2. 冲床噪声来源分析冲床噪声的来源很复杂,通常可分为以下几个方面:2.1 冲击噪声冲床在加工过程中,由于材料的变形和撞击产生很大的冲击力,导致机床和模具产生巨大的冲击声音。
2.2 运动噪声冲床在使用过程中需要频繁地进行上下运动,这一运动过程中也会产生很大的噪声,特别是在高速运动时会更明显。
2.3 润滑噪声冲床在使用过程中润滑剂的磨损和粉尘容易堆积在设备上,造成各种不同的噪声。
2.4 驱动噪声冲床采用驱动器进行驱动,这一过程中也会产生噪声,特别是当驱动器与齿轮桥结构相连时,会出现较明显的噪音。
2.5 辅助设备噪声冲床周围的辅助设备,如压缩机、吸尘器等也会产生很大的噪声,进一步增加了冲床噪声的总体噪声水平。
3. 冲床噪声治理措施针对冲床噪声产生的多个方面,我们可以采取以下的几种噪声治理措施:3.1 技术改进技术改进可以是加装吸音材料、增加隔音墙、改变设计结构或其他工程措施等,来降低冲床噪音。
例如可以采用液压隔音和电气控制改变机器的工作方式。
3.2 系统优化在生产过程中,通过冲床的正确操作和维护来最小化噪声。
例如定期清洗润滑系统,定期检测设备的运行状态,有问题及时处理等。
3.3 工程隔音通过使用隔音墙或者隔音窗等方式将冲床包围起来,达到减噪的效果。
这种方法比较直观和显著,但是耗费成本和占用空间也较大,需要考虑实际情况。
3.4 吸音措施采用吸音材料降低噪音,常见的材料有隔音棉、吸音墙板、吸音地板等。
3.5 驱动器改进改进驱动器的设计,使冲床设备工作更加平稳,从而减少噪音的产生。
4. 结论为了解决冲床噪声问题,必须了解冲床噪声的来源,并相应的采取相应的措施进行治理。
我们可以从技术改进、系统优化、工程隔音、吸音措施、驱动器改进等方面入手,减少冲床噪音对生产过程和工人身体所带来的不利影响。
冲床噪声的传播途径和频谱特性分析
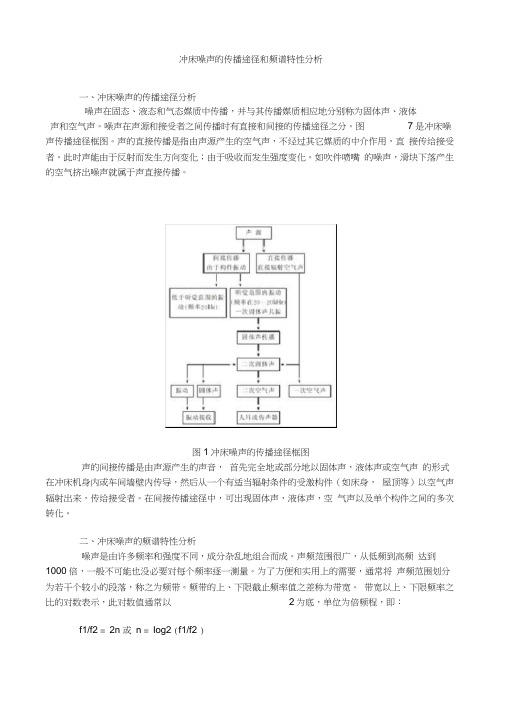
冲床噪声的传播途径和频谱特性分析一、冲床噪声的传播途径分析噪声在固态、液态和气态媒质中传播,并与其传播媒质相应地分别称为固体声、液体声和空气声。
噪声在声源和接受者之间传播时有直接和间接的传播途径之分。
图7是冲床噪声传播途径框图。
声的直接传播是指由声源产生的空气声,不经过其它媒质的中介作用,直接传给接受者。
此时声能由于反射而发生方向变化;由于吸收而发生强度变化。
如吹件喷嘴的噪声,滑块下落产生的空气挤出噪声就属于声直接传播。
图1冲床噪声的传播途径框图声的间接传播是由声源产生的声音,首先完全地或部分地以固体声,液体声或空气声的形式在冲床机身内或车间墙壁内传导,然后从一个有适当辐射条件的受激构件(如床身,屋顶等)以空气声辐射出来,传给接受者。
在间接传播途径中,可出现固体声,液体声,空气声以及单个构件之间的多次转化。
二、冲床噪声的频谱特性分析噪声是由许多频率和强度不同,成分杂乱地组合而成。
声频范围很广,从低频到高频达到1000倍,一般不可能也没必要对每个频率逐一测量。
为了方便和实用上的需要,通常将声频范围划分为若干个较小的段落,称之为频带。
频带的上、下限截止频率值之差称为带宽。
带宽以上、下限频率之比的对数表示,此对数值通常以2为底,单位为倍频程,即:f1/f2 = 2n 或n = Iog2 (f1/f2 )式中fl , f2 —成倍频程关系的上、下限截止频率n —两频率间的倍数n可以是任意的正实数,n越小,分得越细,频程越短,测量所需时间越多。
当n= 1时,即两个频率相距1倍时,称为倍频程。
当n= 1/3时称为1/3倍频程,依此类推。
对于倍频程,其中心频率范围见表1倍频程的频率范围()表声源作简谐振动所产生的声波称为简谐波。
其声压同时间的关系为一正弦曲线。
这种只有单一频率的声音称为纯音,它具有单一音调的声觉。
除个别仪器和乐器发出的声音外,单一频率的纯音是很少见的,一般声音都是由一些频率不同的简单正弦式成分合成的声波,把这种声音称为复音。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲床冲压噪声问题及来源分析一、空载噪声1.离合器噪声。
当离合器结合时,不少冲床都会发生“叮当”声。
这是滑块、连杆在往复运动时的惯性力和曲轴的回转质量的离心力产生碰撞发出的间断声响。
影响离合器噪声因素有:离合器接合时受到的冲量的大小,在质量一定的条件下决定于冲击速度的高低;还与接触材料本身的刚度和阻尼特性有关。
离合器有刚性的和摩擦式的两种,其中转键式在中小吨位冲床上应用最广,噪声相对较高,噪声是由一系列的撞击所引发的。
2.工作机构间隙噪声。
冲床的曲柄连杆滑块机构共有三对摩擦副:曲轴轴颈与曲轴瓦;曲柄颈与连杆大头轴瓦;连杆小头(球头)与滑块球头座。
由于制造和装配误差以及工作需要,它们之间不可避免存在间隙。
它们之间彼此的移动,从自由移动过渡到接触移动时,必然要带来强烈的撞击,这种噪声频带宽,高频部分强。
间隙越大,噪声越高。
另外,间隙一定时,滑块行程次数越高,噪声比例升高。
3.电动机噪声。
做为动力源,电机工作时产生的噪声包括电机绕组的电磁噪声、空气动力噪声及机械噪声。
电机噪声的声压级与电机的功率、转速等有关。
电机的电磁噪声,主要是由交变电磁场相互作用激发转子和定子振动产生的。
电磁噪声一般为高频噪声。
电机的空气动力噪声主要是冷却风扇噪声,对于相当多的电机,冷却风扇噪声是主要噪声源。
机械噪声主要包括一些旋转运动部件的非平衡力激发产生的噪声和一些零部件振动时产生的噪声。
二、负载噪声引起负荷运转噪声的原因有刀具与工件或卸料板与坯料间的撞击、冲压工艺过程的扭击与冲剪。
其中冲压过程的扭击与冲剪噪声最大。
1.冲剪噪声。
冲压工艺工序不同,噪声差别很大。
板料冲裁要比弯曲、拉深的噪声大,而压印、压波、翻边、弯曲、拉深等成形工序的噪声较小。
2.扭击噪声。
同类冲床的扭击噪声与冲压部件的板厚、硬度、几何形状、锤击速度、冲模间隙等因素有关,噪声随这些量值增大而提高。
冲床工作时,冲头与板料及卸料板与坯料的碰撞冲击大大增强,随着撞击速度的增加撞击声也随之升高,如图1所示。
碰撞噪声与其后发生的材料断裂声可分别测得,这一测量方法已付诸实施。
在同一台冲床上,冲裁厚、硬料比冲裁薄、软料的噪声大。
对于厚的延展性板料,撞击噪声与断裂声达到一样大小。
冲床噪声产生的原因、频谱特性及传播途径分析一、冲床的噪声源分析声波是物体在媒质中振动产生的。
声波是一种机械波,是物体的机械振动通过弹性媒质向远处传播的结果,产生声波的振动系统称为声源。
由声波产生的机制可知,有振动产生或有空气扰动的地方,就有声波传出。
对冲床而言,其冲压噪声声压级一般在90~110dB之间。
冲床噪声可分为运转噪声和工作噪声。
运转噪声是冲床空载运转噪声,它包括电机、皮带、齿轮、曲柄连杆滑块及轴承间隙、离合器等形成的噪声。
其中,主要是离合器和齿轮噪声。
工作噪声是冲床冲压时产生的噪声,在相同的冲床上采用不同的冲压工艺(如冲裁,拉深,弯曲)加工同样材料所产生的噪声不一致。
图1工作噪声历程及声能历程[1](a)冲床工作噪声历程(b)声能历程图1a是实测冲床一个工作循环的声压历时曲线[1],图中清楚地表现了离合器噪声、卸料噪声、凸模接触工件的碰撞声以及材料断裂时发出的噪声。
可以看出:材料断裂时发出的噪声和离合器工作时产生的噪声最强烈(振幅大,衰减幅度大)。
图1b是相应声能历时曲线[2]。
其声能表达式为:E=∫p2dt(1)式中E—声能总和,N2m-4sp—瞬时声压图2 冲床工作时噪声能量分布图图2是冲床一个工作循环过程中,随着时间的不同,各个频带的声能分布情况。
图中的多面体表示该声源的等效声能的大小。
由于峰值声压级同其频率有关,据此可找出一些声源的本质特性。
从图中也可看出冲裁噪声和离合器噪声多面体体积最大,其峰值最高。
可见冲裁噪声和离合器噪声是冲床噪声的两个主要噪声源。
图3是笔者利用分别运行法,在100kN冲床上冲裁2mm×φ30mm A3时的噪声实测结果。
图3 100kN冲床冲裁噪声实测值1.离合器的接合和脱开噪声冲床常用的离合器有牙嵌式、摩擦片式、转键式等。
其中,转键式在中小吨位冲床上应用最广,噪声相对较高。
冲床转键离合器接合的实质是转键与开有三个(或四个)键位的中套的其中某个键位接合。
离合器接合噪声是由一系列的撞击所引发的,在接合过程中,存在三个主要撞击现象[3]:(1)转键与中套间的撞击,即稳态转键与旋转着的中套接合过程中两者的碰撞;(2)转键与曲轴间的撞击,即转键的一侧与中套间撞击的同时,另一侧在前者反作用力的作用下与曲轴冲击;(3)曲轴与其支承的滑动轴承间的撞击。
图4给出了前两个撞击现象所发生的位置。
这些冲床构件之间的撞击,产生了作用在大齿轮(大飞轮)及床身之上的作用力,这些作用力,是产生冲床离合器接合噪声的根本原因之所在。
图4两种撞击的发生区1.转键与曲轴的撞击区2.转键与中套的撞击区离合器接合噪声的形成可用图5来说明之。
冲床在激振力F(ω)作用下,激起激振速度V1(ω),振动能量在床身内部传递,当传递到发声表面产生振动速度V2(ω),使之与该表面接触的空气介质受到扰动而产生压力变化P(ω),从而辐射声波。
图5冲床离合器噪声产生框图图5中B(ω)、T(ω)和σ(ω)是说明系统的激振力—振动—声转换特性的三个重要传递函数。
它们都是频率的复函数。
B(ω)是构件间相互作用力点的机械导纳,表示振动响应与激振力之间的关系;传递比T(ω)表示系统的传递特性;辐射系数σ(ω)描述了零件发声表面振动多大程度上转换成声能了。
激振力与声压(即F(ω)与P(ω))的关系可用下式[2]表示:P(ω)=F(ω).B(ω).T(ω).σ(ω)(2)总之,冲床转键离合器噪声是转键与中套键位间撞击、关闭器与键尾间撞击等一系列撞击所引发的,这些冲床构件之间的撞击,首先产生一次噪声,同时,产生了作用在大齿轮(大飞轮)及床身之上的作用力,这些作用力在床身内部传递,当传递到发声表面产生振动速度,使之与该表面接触的空气介质受到扰动而产生压力变化P(ω),从而辐射声波。
影响离合器噪声因素有:离合器接合时受到的冲量的大小,在质量一定的条件下决定冲击速度的高低;还与接触材料本身的刚度和阻尼特性有关。
2.冲裁工艺噪声冲裁时,冲头一旦接触金属板料,冲裁力开始增加。
与此同时,由于机身及其它受力构件的变形而积蓄了弹性能。
当冲头进入板料约一半厚度时,冲裁力达到最大值。
板材的突然断裂使冲头突然失荷,机身等积蓄的弹性能在极短时间内释放出来,将激起机身及各部件的振动,使部件间产生冲击,与此同时,滑块以相当大的速度下冲,引起滑块周围空气的压力扰动,从而辐射噪声。
前者激发的噪声称振鸣噪声,后者引起的噪声为加速度噪声。
由分析可知,振鸣噪声与引起机身等构件振动的冲裁力—时间历程有关。
此外,冲裁噪声还包括板料断裂声、冲头与板料的撞击声及两者接触时的空气挤出声共5种噪声。
3.电动机噪声做为冲床的动力源,电机工作时也产生噪声,它包括电机绕组的电磁噪声,空气动力噪声及机械噪声。
电机噪声的声压级与电机的功率、转速等有关。
电机的电磁噪声,主要是由交变电磁场相互作用激发转子和定子振动产生的。
电磁噪声一般为高频噪声。
电机的空气动力噪声主要是冷却风扇噪声,对于相当多的电机,冷却风扇噪声是主要噪声源。
机械噪声主要包括一些旋转运动部件的非平衡力激发产生的噪声和一些零部件振动时产生的噪声。
电机噪声的声功率级可用下式计算[4]L=20lgW+15lgN+k3式中W—电机额定功率,kWN—电机转速,r/mink3—信号频率修正值4.工作机构间隙产生的冲击噪声冲床的连杆和曲轴,滑块与连杆等连接零件组成的曲柄连杆滑块机构中,共有三对摩擦副:曲轴轴颈与曲轴瓦;曲柄颈与连杆大头轴瓦;连杆小头(球头)与滑块球头座。
由于制造和装配误差以及工作本身的需要,不可避免存在间隙。
这些摩擦副之间虽然都承受交变载荷,但不一定都引起强烈的冲击噪声。
它们之间彼此的移动,可能是有接触的移动,也可能是无接触的自由移动。
但当从自由移动过渡到接触移动时,必然要带来强烈的撞击,这种噪声频带宽,高频部分强。
显然间隙越大,噪声越高。
另外,间隙一定时,滑块行程次数越高,噪声比例升高。
在冲床诸噪声源中,冲裁噪声和离合器噪声是主要噪声源。
5.齿轮啮合噪声冲床上大小两个齿轮在运转过程中出现节线冲击力和啮合冲击力,从而激起齿轮的啮合噪声。
节线冲击力是由两轮齿啮合时齿面摩擦力方向的改变而产生的。
如图6所示为齿轮啮合时摩擦力的变化情况。
齿轮的接触线在啮合过程中沿啮合线从A向B移动。
B是节点,在接触点由A向B的移动中,速度逐渐减小,到达B点时速度为零。
而在由B向C的移动过程中相对速度方向改变。
因而,B点是速度方向的转折点。
由于相对滑动,因而也存在摩擦力。
摩擦力的方向随相对速度的改变而改变。
所以,B点又是摩擦力方向的转折点。
节线冲击力与传递力矩,齿面间摩擦系数及相对滑动速度的大小有关。
齿传递功率越大,齿面粗糙度越大,转速越高,齿轮的节线冲击力就越大。
图6渐开线齿轮啮合图啮合冲击力是在齿轮运转过程中所发生的齿与齿之间碰撞而产生的冲力。
实际齿轮在运转过程中要发生变形,再加上齿轮的制造安装误差等,使得齿轮在运转过程中发生齿与齿之间相互撞击而辐射噪声。
其中齿轮的转速对其噪声的影响最大。
当转速升高,辐射声压级随之提高。
若用ω1表示初始速度,ω2表示改变后的速度,则声压级的变化量为[4]:ΔL=20lgω1/ω2(3)二、冲床噪声的传播途径分析噪声在固态、液态和气态媒质中传播,并与其传播媒质相应地分别称为固体声、液体声和空气声。
噪声在声源和接受者之间传播时有直接和间接的传播途径之分。
图7是冲床噪声传播途径框图。
声的直接传播是指由声源产生的空气声,不经过其它媒质的中介作用,直接传给接受者。
此时声能由于反射而发生方向变化;由于吸收而发生强度变化。
如吹件喷嘴的噪声,滑块下落产生的空气挤出噪声就属于声直接传播。
图7冲床噪声的传播途径框图声的间接传播是由声源产生的声音,首先完全地或部分地以固体声,液体声或空气声的形式在冲床机身内或车间墙壁内传导,然后从一个有适当辐射条件的受激构件(如床身,屋顶等)以空气声辐射出来,传给接受者。
在间接传播途径中,可出现固体声,液体声,空气声以及单个构件之间的多次转化。
三、冲床噪声的频谱特性分析噪声是由许多频率和强度不同,成分杂乱地组合而成。
声频范围很广,从低频到高频达到1000倍,一般不可能也没必要对每个频率逐一测量。
为了方便和实用上的需要,通常将声频范围划分为若干个较小的段落,称之为频带。
频带的上、下限截止频率值之差称为带宽。
带宽以上、下限频率之比的对数表示,此对数值通常以2为底,单位为倍频程,即:f1/f2=2n或n=log2(f1/f2)式中f1,f2—成倍频程关系的上、下限截止频率n—两频率间的倍数n可以是任意的正实数,n越小,分得越细,频程越短,测量所需时间越多。