DUPLOMATIC刀塔机械说明书
意大利DUPLOMATIC迪普马刀塔
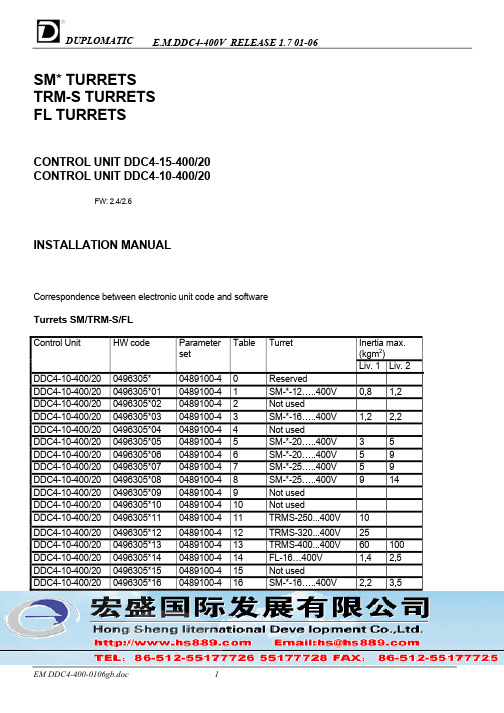
SM* TURRETS TRM-S TURRETS FL TURRETSCONTROL UNIT DDC4-15-400/20 CONTROL UNIT DDC4-10-400/20FW: 2.4/2.6INSTALLATION MANUALCorrespondence between electronic unit code and softwareTurrets SM/TRM-S/FLInertia max. (kgm 2)Control UnitHW codeParameter setTable TurretLiv. 1 Liv. 2DDC4-10-400/20 0496305* 0489100-4 0 Reserved DDC4-10-400/20 0496305*01 0489100-4 1 SM-*-12…..400V 0,8 1,2 DDC4-10-400/20 0496305*02 0489100-4 2 Not used DDC4-10-400/20 0496305*03 0489100-4 3 SM-*-16…..400V 1,2 2,2 DDC4-10-400/20 0496305*04 0489100-4 4 Not used DDC4-10-400/20 0496305*05 0489100-4 5 SM-*-20…..400V 3 5 DDC4-10-400/20 0496305*06 0489100-4 6 SM-*-20…..400V 5 9 DDC4-10-400/20 0496305*07 0489100-4 7 SM-*-25…..400V 5 9 DDC4-10-400/20 0496305*08 0489100-4 8 SM-*-25…..400V 9 14 DDC4-10-400/20 0496305*09 0489100-4 9 Not used DDC4-10-400/20 0496305*10 0489100-4 10 Not used DDC4-10-400/20 0496305*11 0489100-4 11 TRMS-250...400V 10 DDC4-10-400/20 0496305*12 0489100-4 12 TRMS-320...400V 25 DDC4-10-400/20 0496305*13 0489100-4 13 TRMS-400...400V 60 100 DDC4-10-400/20 0496305*14 0489100-4 14 FL-16…400V 1,4 2,5 DDC4-10-400/20 0496305*15 0489100-4 15 Not usedDDC4-10-400/20 0496305*160489100-4 16SM-*-16 (400V)2,23,5Turrets SMA/SMB*MInertia max. (kgm 2)Control UnitHW codeParameter setTable Turret Liv.1 Liv.2DDC4-15-400/20 0496303* 0489101-4 0reserved DDC4-15-400/20 0496303*01 0489101-4 1 Not used DDC4-15-400/20 0496303*02 0489101-4 2 Not used DDC4-15-400/20 0496303*03 0489101-4 3 SMA-*-16…..400V 1,2 2,2 DDC4-15-400/20 0496303*04 0489101-4 4 Not used SMA-*-20…..400V 2,6 5 SM-B 16 2,6 DDC4-15-400/20 0496303*05 0489101-4 5SM-B 20 5 DDC4-15-400/20 0496303*06 0489101-4 6 SMA-*-20…..400V 5 9 SMA-*-25…..400V 5 9 DDC4-15-400/20 0496303*07 0489101-4 7 SM-B25 9 DDC4-15-400/20 0496303*08 0489101-4 8 SMA-*-25…..400V 9 14 DDC4-15-400/20 0496303*09 0489101-4 9 Not used DDC4-15-400/20 0496303*10 0489101-4 10 Not used DDC4-15-400/200496303*11 0489101-4 11Not usedDDC4-15-400/20 0496303*12 0489101-4 12 Not usedDDC4-15-400/20 0496303*13 0489101-4 13 No Not used DDC4-15-400/20 0496303*14 0489101-4 14 FL-16…400V 1,4 2,5 DDC4-15-400/20 0496303*15 0489101-4 15 Not used DDC4-15-400/20 0496303*16 0489101-4 16 Not used*: numbero of tools A=8/12 B=6/12 C=12/24 D=8/16 E=12/16Update list:1) updated parameter set2) Added LED position /description3) Update drawing of cable from e. cabinet to connection box (wrong number on some pin) 4)Updated drawings to better identify pin 1 on 2 poles phoenix connectors.The information described in this manual may be subject to variations due to technical modifications.DUPLOMATIC AUTOMAZIONE S.p.A. reserves the right to modify the contents of this manual without prior notice.Contents1.GENERAL INFORMATION 4CODE OF THE CONTROL UNIT 4 IMPORTANT NOTE FOR SAFETY 5 CE COMPLIANCE 5 CHARACTERISTICS OF THE CONTROL UNIT 6 TECHNICAL CARACTERISTICS OF THE CONTROL UNIT 62.ELECTRICAL CONNECTIONS 7SUPPLY 7 POWER SUPPLY 400 VAC 3 Φ7 SUPPLY 24 VDC 7 POWER SUPPLY 24VDC FOR I/O 7 TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGN 7 I/O SIGNALS 8 OUTPUTS TO CNC (FROM I/O) 8 OUTPUTS TO ELECTROVALVE (FROM I/O) 8 INPUTS FROM CNC (TO I/O) 8 INPUTS FROM TURRET (TO DRIVER) 8 CONFIGURATION SELECTORS (TO I/O) 8 SELECTION OF THE NUMBER OF POSITIONS 9 SELECTION OF LOW/HIGH INERTIA 9 SELECTION OF STANDARD/MAINTENANCE SPEED 9 3.INTERFACING TO CNC 10 OPERATING FUNCTIONS 10 ZERO SEARCH 10 OPERATING FUNCTIONS DESCRIPTION 11 OPERATING FUNCTION N°0: EMERGENCY / RESET 13 OPERATING FUNCTION N°1,2,3: AUTOMATIC 13 OPERATING FUNCTION N°4: JOG 14 OPERATING FUNCTION N°5: SERVICE 14 OPERATING FUNCTION N °7: SAFETY 15 4.DIAGNOSTIC 17 ALARMS AND WARNINGS 17 EXTENDED ALARM DESCRIPTION/TROUBLESHOOTING 18 5.SCHEMATICS AND DRAWINGS 20 DESCRIPTION OF DDC4 ELECTRICAL CONNECTIONS 20 POWER CONNECTIONS 20 SIGNAL CONNECTIONS 21 LED POSTION AND MEANINGS 22 FITTING INTO THE ELECTRICAL CABINET 23 OVERALL DIMENSIONS 23 GENERAL DRAWING FOR FITTING INTO THE ELECTRICAL CABINET 24 SERVOMOTOR CABLE FOR FITTING INTO THE ELECTRICAL CABINET 25 DRIVER SUPPLY FOR FITTING INTO THE ELECTRICAL CABINET 25 DRIVER SUPPLY FOR FITTING INTO THE ELECTRICAL CABINET 26 RESOLVER/SWITCHES CABLE FOR FITTING INTO THE ELECTRICAL CABINET. 27 DIGITAL INPUT AND OUTPUT FOR FITTING INTO THE ELECTRICAL CABINET 27 DIGITAL INPUT AND OUTPUT FOR FITTING INTO THE ELECTRICAL CABINET 28 FITTING INTO THE TURRET 29 CONNECTION BOX FOR FITTING INTO THE TURRET 29 CABLES TO FORM THE ELECTIRCAL CABINET TO THE CONNECTION BOX 29 CABLES TO FORM THE ELECTIRCAL CABINET TO THE CONNECTION BOX 30 INTERNAL WIRING FOR FITTING INTO THE TURRET 31 TIME DIAGRAM 32 SERVICE SERIAL CONNECTION 331. GENERAL INFORMA TIONThe Duplomatic control unit is a compact system that controls all functions regarding positioning and driving of the SM* turrets Duplomatic.The interfacing to the lathe is powerful and simplified for an easy installation. Serial line RS232 is set for diagnostic and remote control by PC.CODE OF THE CONTROL UNITDUPLOMATICAUTOMAZIONEMADE IN ITALYModel: DDC4-10-400/20Code: 0496305A03S/N *********DSP FW 2.4I/O FW 5TABLE SET 04891003-SM16TABLESELECTLEV.1 LEV.2INERTIAJ (kgm2) 1,2 2,2PTAB03 24V 0VTOOLS 8 12PTAB01 24V 0VPTAB02 0V 24VIMPORTANT NOTE FOR SAFETYDo not manipulate the inside of the unitOnly personnel authorized by Duplomatic may manipulate theinside of this unit.Do not manipulate the connectors with the unit connected to AC power.Before manipulating the connectors (inputs/outputs, feedback, etc.)make sure that the unit is not connected to AC power.The control unit, even after the power off of the supply, stores internally electricpower until the power capacitors are charged.Be careful when operate on it.CE COMPLIANCEThe DDC4 controller has been tested with a turret under the condition reported as follows and obtained the compliance for: CEI EN 61800-2 and CEI EN 61800-3 + A11.An external EMC filter (non supplied) is necessary for compliance whet DDC controller + turret are tested as stand-alone componentThe use in civil environment could generate disturbance to some electrical and electronic equipment and it needs to provide additional solutions to avoid this effect.The DDC4 controller, being transistorised drive for brushless motor, is not a safety device, and cannot work in stand-alone mode because requires supply and wiring by the installer. So it is not subject to the CE mark requirement.By the way the CE mark is placed to show the compliance to the low-voltage directive about the electrical safety of the component. The respect of EMC and general safety standard is in charge of the machine builder. The instruction reported in this installation manual provide a line-guide to obtain the EMC compliance in almost all applications.CHARACTERISTICS OF THE CONTROL UNIT• Best path research.• External selection of rotation direction.• Automatic reference search.• Parity control on position code.• Enhanced diagnostic.• Selection of two ranges of positions (eg. 8 and 12 or 6 and 12) with dedicated inputs.• Selection of inertia on disc with dedicated input.• Speed reduction for maintenance purposes with dedicated input.• 'Safety' behaviour can be set by CNC or PC.The entire unit is insulated from the external with optoinsulators to satisfy safety standards. Parameters of the system are optimised and cannot be modified by the customer. TECHNICAL CARACTERISTICS OF THE CONTROL UNITDRIVER SECTION SUPPLYPower input 3Φ400V +15% - 10 %50/60Hz ±2Hz 3 Φ18 A max. (DDC4-15-400)10 A max (DDC4-10-400)Auxiliary input DC24V DC±10%35Wtab 1Supply for I/ODC SUPPLY 24V DC±10%5A max.Digital inputs• Type • Voltage • Current Sink24 VDC ±10%5 mA @ 24 VDCDigital outputs• Type• Max current for signals Electrovalve• Type• Max current for electrovalve • Transistor MOS N.O. (Source) • 0.1 A max (PTC protection) • Transistor MOS N.O. (Source) • 2A max (PTC protection)tab 2General specificationsOperative Temperature 0 ÷ 55 °CHumidity 30.. 95%Vibrations 4G RMS (for short period)0,5 RMS (continuously) tab 32. ELECTRICAL CONNECTIONSRefer to the annex diagrams at section 5:1. : wiring diagrams for installation into the electrical cabinet.2. : wiring diagrams for installation into the turretSUPPLYPOWER SUPPLY 400 VAC 3 Φ (see tab1)The control unit requires a three-phase 400 VAC input for the power card.A power contactor on the 400 AC line must be used for emergency stop (see wiring diagram). The 400 VAC line must be protected with external fuses 6 A T.(suggested 4-6.3 A motor start). An external filter is required to meet E.M.C. compliance (optional).SUPPLY 24 VDC (see tab1)The control unit requires an external 24V DC supply to build up all auxiliary supply necessary for the driver section. An external slow-type fuse of 1 A must be used to protect this supply.POWER SUPPLY 24VDC FOR I/O (see tab 2)The I/O section is galavanically insulated from the driver section and therefore requires a second 24 V DC source. The max current consumption is related on the load on its outputs and is about 3,5 A in case of all outputs ON .Every output is PTC protected. A fast fuse rated 4 A is a good protection for the supply cable.TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGNImportant: check the voltage drop on the 400 VAC supply during acceleration, to be sure that this doesn’t approach the indicated voltage limits.Rated primary voltage VariableSecondary rated voltage 400 VCA ± 10% 3 Φ Rated Power1200 VA Max voltage drop at 10 A rms (during acceleration) 5%Connectionstar-star or delta-star Secondary voltage deviation ± 2% tab 4I/O SIGNALSOUTPUTS TO CNC (FROM I/O)LOCKED: turret locked.INDEXD: turret in position (can be used to start axis movement).ALBIT1, ALBIT2, ALBIT4: alarms code.ALPOS1, ALPOS2, ALPOS4, ALPOS8, ALPOS16: current tool or secondary alarm code. OUTPUTS TO ELECTROVALVE (FROM I/O)EVLOCK: locking valve.EVULCK: unlocking valve.INPUTS FROM CNC (TO I/O)PBIT01, PBIT02, PBIT04, PBIT08, (PBIT16): position code bits.PARITY: parity for position codes.PSTART: signal for starting turret cycle.MODE01, MODE02, MODE03: mode select code bits.SPDSEL: selection of standard or maintenance speed.INPUTS FROM TURRET (TO DRIVER)LOCKSW: turret locked switch.ULCKSW: turret unlocked switch (rotation free).ZEROSW: turret reference switch (home switch).MOTOVL: thermal detector switch of the motor (normally closed).INPUT1: spare input (foreseen for MDT application).INPUT2: spare input (foreseen for MDT application).CONFIGURATION SELECTORS (TO I/O)PTAB01, PTAB02: set 8/12 positions.PTAB03: set low/high inertia.SELECTION OF THE NUMBER OF POSITIONSThe turret can be easily configured for two different number of positions simply setting two digital inputs of the control units. No mechanical operations or part replacement are required. The value of the two settings can be changed by PC.Software 8/12tools 6/12 12/24 8/16Tools N° 8 12 6 12 12 24 8 16PTAB01 24VDC 0VDC 24VDC 0VDC 24VDC 0VDC 24VDC 0VDCPTAB02 0VDC 24VDC 0VDC 24VDC 0VDC 24VDC 0VDC 24VDCThe PTAB01 or PTAB02 must be set at controller switch-on otherwise the turret cannot start andALARM 77 appears.SELECTION OF LOW/HIGH INERTIAThe turret can be easily configured to drive two ranges of inertia just setting a signal in the control unit.No mechanical operations or part replacement are requiredStandard inertia (LEVEL 1) High inertia (LEVEL 2)PTAB03 connected to 24VDC not connectedSELECTION OF STANDARD/MAINTENANCE SPEEDThis input can be used to slow-down immediately the turret in front of dangerous operations (door opening, maintenance operations). The speed is about the 20% of the nominal speed.Connect the SPDSEL input to the 24VDC supply if not used. If the maintenance speed is set during the movement, it is kept until the end of positioning.Standard speed Maintenance speedSPDSEL connected to 24VDC not connected3. INTERF ACING T O CNCOPERATING FUNCTIONSThe control unit offers several operating functions (also called MODES).Setting MODE01, MODE02, and MODE03 signals can make the selection of the operating functions.INPUTS DESCRIPTION N° OPERATINGFUNCTIONS MODE01 MODE02 MODE030 Emergency/Reset 0 0 0 Setting this mode will stop immediately the turret. Alarms canbe reset setting this mode and then setting another mode.1 Automaticshortest path 1 0 0 The turret will use the shortest path to reach the positionrequired.2 AutomaticCW 0 1 0 The turret will always use the CW direction path to reach theposition required.3 AutomaticCCW 1 1 0 The turret will always use the CCW direction path to reach theposition required.4 Jog, next tool inCW or CCW0 0 1 The turret will reach the next position.5 Service 1 0 1 Enables a series of functionality to simplify the start-up phaseand troubleshooting6 - - -RESERVED7 Safety 1 1 1 Enables a series of functionality to overcome conditions thatnormally would stop the turret for a long time.ZERO SEARCHAfter any power-on of the control unit (24V DC auxiliary supply) the turret must execute the reference cycle.At the end of the reference cycle the turret is locked in position 1.To execute the reference cycle proceed as follows1. Set an automatic function (1,2 or 3)2. Set this code.POSITION PARITYPBIT01PBITO2 PBIT04 PBIT08 (PBIT16)Zero cycle 0 0 0 0 0 03. Set impulsive PSTART to reach out the zero position(PSTART must stay on for more than 30 ms).4. Wait 500 ms after INDEXD and LOCKED signals give the end of the cycle.AUTOMATIC OPERATING FUNCTIONS (1,2,3)• Set the code of the position required.• Wait until the position code output is stable (it depends on what type of PLC/CNC outputs are used - relay, static…).• Give the PSTART command (active on its rising front). PSTART must stay ON for more than 30 ms (T2). • The turret confirms the reception of the start signal by setting low both INDEXD and LOCKED signal after approximately 30 ms (T3). The current position (ALPOSxx signals) is also set to 0.• When the position requested has been reached, but the disc is not yet locked, the INDEXD signal is set high (this signal can be used to start the approach of the tool to the part to be worked on). In the same time the turret current position outputs (ALPOSxx) ar set to the new position value.• After the disc has been locked, the LOCKED signal is set to high. The turret can work. It is possible to makea cross-check among the current position and the called one because all signals are stable.• Position bits and parity bit must be stable for at least 30 ms. from PSTART signal. After this time and once the turret confirmed the start reception, position bits, parity bit, and start signal can be changed until the INDEXED signal is low. However it is strongly recommended to keep position bits and parity code set to the last position called.• The PSTART signal can be reset after the confirmation of the reception, typically it must stay on for at least30 ms (T2).Important: the end of cycle must be detected by the LOCKED signal that changes from low to high and with the INDEXD signal high and no alarms are present.SAME TOOL CALLIn case of the turret is already in the position called (for example change in tool offset T1.01 ..T1.02) the turret will not move or unlock/lock but the INDEXD and LOCKED signals will have the same behaviour as a normal rotation (INDEX and LOCKED low after the PSTART and then after approx. 200ms the INDEX goes HIGH and after 50 ms more the LOCKED signal goes HIGH).INDEXD SIGNALThe INDEXD signal must be used with the LOCKED signal to detect the end of cycle of the turret and can be ignored once the turret is locked.The INDEXD output goes and stay LOW also when the emergency mode is set and if the three-phase power supply is OFF.In this case, if the turret management from PLC/CNC uses the emergency mode or open the power contactor, the INDEXD signal must be used only when the turret is in cycle and then ignored.The CNC/PLC program must check the LOCKED signal while the turret is not in cycle: if this signal goes LOW stop immediately the machine and check the cause.ALARM CONDITIONSWhen an alarm condition is detected, one or more of the ALBIT1, ALBIT2, ALBIT4 is high and the INDEXD signal is low.When at least one of ALBITxx is HIGH, ALPOSxx outputs give the second digit of the alarm code.In this case the machine must be immediately stopped and the three-phase power contactor should be opened.Important: the turret can show alarms in any time (also if it is not on cycle) so check always the alarm output of the turret.JOG MODEIf the ALPOSxx outputs are not used, the CNC does knows the actual turret position based only on the memory of the last position called. The Jog mode does not require to set the next position number but just ask the turret to go in the next/previous one. Be sure to not show in the screen of CNC a tool position different from the reality.EXCESSIVE ELECTRICAL NOISE OR BAD WIRING DETECTIONIf the turret is not in cycle and in automatic mode, any variation in POSITION BITS and PARITY must be followed by the PSTART signal.If the PSTART does not came in about 5 seconds (T1) an alarm 7 (73) is output from the turret.Avoid to change the position code just after the turret LOCKED signal goes high (end of cycle) because this can be detected as a new position request.See the diagnostic section to have more details.AUTOMATIC RECOVER FOR PRESSURE/VALVES PROBLEMSThe turret will attempt three times to lock or unlock before giving an alarm (41 or 51).If the operator hear the valve operated more timed during the tool change it is necessary to check the cause of the problem and remove it before a permanent failure happens.OPERATING FUNCTION N°0: EMERGENCY / RESETOPERATING FUNCTION N°0INPUTSMODE01 MODE02 MODE03Emergency/reset 0 0 0This operating function has two purposes:1) Stop all turret movement (EMERGENCY).2) Acknowledge all alarms, if they are present (RESET).It must stay on for more than 30 ms to be read by the control unit. It isn’t necessary to carry out a RESET to go into or out operating function. Meanwhile, the transition from one operating function to the other could generate a transitory condition that can be detected as an emergency request.The INDEX signal goes low after a RESET.The alarm output will be cleared changing from operating function N°0 to another operating function (e.g. Automatic).In any case, after changing from mode 0 to any other mode, it is necessary to wait 800 ms before any variation of PSTART signal.OPERATING FUNCTION N°1,2,3: AUTOMATICThese operating functions are normally used to drive the turret.Just set the code of the position required, give the start signal and the turret will automatically reach the position.1. Clear all alarms (if present);2. Set an automatic function:OPERATING FUNCTION N°1,2,3INPUTSMODE01 MODE02 MODE03Automatic with shortest path search 1 0 0Automatic CW 0 1 0Automatic CCW 1 1 03. Set the position code: (use PBIT16 only for turrets with 16 tools or more).POSITIONCycle 1 2 3 4 5 6 7 8 9 10 11 12 CODE ZeroPBIT01 0 1 0 1 0 1 0 1 0 1 0 1 0PBIT02 0 0 1 1 0 0 1 1 0 0 1 1 0PBIT04 0 0 0 0 1 1 1 1 0 0 0 0 1PBIT08 0 0 0 0 0 0 0 0 1 1 1 1 1(PBIT16) 0 0 0 0 0 0 0 0 0 0 0 0 0PARITY 0 1 1 0 1 0 0 1 1 0 0 1 0POSITIONCODE 13 14 15 16 17 18 19 20 21 22 23 24PBIT01 1 0 1 0 1 0 1 0 1 0 1 0PBIT02 0 1 1 0 0 1 1 0 0 1 1 0PBIT04 1 1 1 0 0 0 0 1 1 1 1 0PBIT08 1 1 1 0 0 0 0 0 0 0 0 1(PBIT16) 0 0 0 1 1 1 1 1 1 1 1 1PARITY 1 1 0 1 0 0 1 0 1 1 0 04. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°4: JOGThe disc will rotate of one step in the selected direction.Proceed as follows1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°4:INPUTSMODE01 MODE02 MODE03Next station in CW or CCW 0 0 13. Select direction:PBIT01PBIT02Rotation in CW 1 0Rotation in CCW 0 14. Set PSTART for give the confirmation of the movement in 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°5: SERVICEThe turret cycle can be executed “step by step”: unlocking, rotation, locking.Proceed as follows1. Clear all alarms (if present);2. Set an operating function:OPERATING FUNCTION N°5:INPUTSMODE01 MODE02 MODE03Service 1 0 13. Select a command:PBIT01 PBIT02 PBIT04 PBIT08 PARITYLocking 0 0 1 0 0Unlocking 0 0 0 1 0Next tool CW 1 0 0 0 1Next tool CCW 0 1 0 0 11 0 0 0 0Continuos rotationCW0 1 0 0 0Continuos rotationCCW4. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).Locking and unlocking don’t require PSTART signal.The unclamping function keeps the motor enabled, so it is necessary to go in emergency mode and switch off the three phase supply to safely operate the disc by hand.The clamping function is active only if the previous operation was the unclamping.OPERATING FUNCTION N °7: SAFETYThe standard behaviour of the turret can be changed in order to allow the turret to work even if there are problems mainly on proximity switches.WARNING: all the functions are intended to be used only in case of effective problems.The improper use can cause a damage of the turret or the machine.Proceed as follows:1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°7:INPUTSMODE01 MODE02 MODE03SAFETY 1 1 13. Select the operation:n° PBIT01PBIT02PBIT04PBIT08PARITY1 Execute the reference cycle (1) 1 0 0 0 12 Disable the management of unlocking switch:0 1 0 0 1(the unlocking phase is based upon timeinstead that switch output) (2)3 Disable the management of locking switch:1 1 0 0 0(the locking phase is based upon time insteadthat switch output) (2)4 Assume the actual position of the disc as0 0 1 0 1position number 1 and disable themanagement of reference switch (3)5 Apply a speed reduction of 30% 1 0 1 0 06 Disable the management of the thermal0 1 1 0 0detector of the motor (4)7 Toggle ON/OFF the output of the second digit1 1 1 0 1of the last alarm. (5)8 Toggle ON/OFF the serialize mode (6) 0 0 0 1 19 Toggle ON/OFF the output of the status of the1 0 0 1 0switches (7)10 Enable the autotest function (8) 0 1 0 1 015 Reset to standard functionality 1 1 1 1 04. Set the PSTART signal two times (with a pause of about 50ms. between the two pulses) without changingthe code pattern to activate the function required.IMPORTANT: there is no confirmation about the correct execution of the operation, because this is intended as a manual operation with effect that can be easily verified by operator.All functionality set by this mode will be automatically reset at the power-off of the control unit.(1) This is an alternative way to execute the reference cycle in CNC in which the tool T 0 is not allowed. In thiscase only one PSTART is required.(2) In this case we assume that the turret is surely locked or unlocked in about 400 ms.(3) Be sure that the disc is really in position 1, otherwise this operation could be dangerous.This function can be performed only if the reference cycle has not yet been executed.(4) Please be sure that thermal detector is broken otherwise this could damage the servomotor.(5) The second digit of the alarm code is output on the ALBIT1..ALBIT4. A reset will turn-off this function.(6) In this case a slow SSI - like protocol (Serial Synchronous Interface) is enabled using the ALBITs outputs.SIGNAL READY CLOCK DATAOUTPUT ALBIT1 ALBIT2 ALBIT4The READY signal is independent an is ON if the turret is OK.Byte 2: Turret Position (0-> turret out of position; <>0 turret is/can be locked on the position )Byte 3: Digital inputs 1:Inorder(ZEROSW,ULCKSW,LOCKSW, MOTVL,PTAB03,MOD03,MOD02,MOD01)Byte 4: Digital inputs 2:Inorder(PTAB02,PTAB01,PSTART,PARITY,PBIT08,PBIT04,PBIT02,PBIT01)(7) The status of the switches of the turret is output as follows:SIGNAL MOTOVL(thermal detector) ZEROSW(reference)LOCKSW(locking)ULCKSW(unlocking)OUTPUT INDEXD ALBIT1 ALBIT2 ALBIT4A reset will disable this function.(8) Danger of collision to other parts of the lathe! Move the turret in a safe zone before starting the cycle. Theautotest function is stopped and disabled by putting the turret in emergency mode (MODE 0).4. DIAGNOSTICALARMS AND WARNINGSThe electronic unit constantly executes self-diagnosis and can signal alarms condition.The alarms are represented as group and sub-groupThe group alarm code is provided on output ALBIT1, ALBIT2, ALBIT4 according to the following table.The sub-group alarm is available on ALPOSxx outputs.Every group indentify a well defined source of problems.ALARM CODE ALARM N° DESCRIPTIONALBIT1 ALBIT2 ALBIT41 0 0 1 Fault of supply.voltage.Over0 1 0 21 1 0 3 Over current/servo error/thermal detector.faults,Unlocking0 0 1 4(switch fault, setting, pressure supplyfault, etc.).faults,Locking1 0 1 5(switch fault, setting, pressure supplyfault, etc.).0 1 1 6 Zero search fault,(switch fault, setting, etc.).1 1 1 7 Zero search missed/Position code error/Cycle time out/PSTART signal time out.Alarm are stored and can be reset with EMERGENCY/RESET function.Power off causes the reset of the active alarm.Please refer to the EXTENDED ALARM DESCRIPTION to get a more complete description of the alarm and to have information about troubleshooting.A PC software is available to improve the stat-up procedure and troubleshooting.Fault of electronic unit:After recognizing the fault, the problem can be easily solved.In case of electronic unit fault, it can be easily replaced.EXTENDED ALARM DESCRIPTION/TROUBLESHOOTINGIn case an alarm is present on ALBITxx signals, the ALPOSxx signals give the sub-group code to better identify the cause of the problem.The I/O board is provided by LED to give the status of each output.ALARM Description1.0 Fault in resolver supply:-short on resolver line.If, after the short removal, the alarm persist, replace the controller.1.1 Fault in three phase supply when the motor is enabled:- check the 400 V supply.If the voltage is OK and the alarm persist, replace the controller.1.2,1.3, 1.4,1.6 Fault on internal auxiliary supply.If the alarm persist, replace the controller1.5 Fault on internal 24 V supply to switches:-short on switches cable or defective switch.If the alarm persist, replace the controller2.0 Overvoltage on three-phase line:-if random, ensure that three phase supply is under specification and in case provide additional stabilizersIf the alarm persist, replace the controller2.1 Overvoltage reached during dynamic braking:-the inertia loaded on disc is too high: try to reduce the inertia.If the alarm persist, replace the controller.3.0 Motor Overcurrent.-short between servomotor wires-short between servomotor wire and ground-wrong resolver connection.-poor resolver cable shielding.To avoid thermal overload on power bridge due to repeated alarms, it is necessary to switch off the controller to clear the alarm.3.1 Motor Overload.-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03 signal - LK3 onconnection box);-the unbalanced load exceeds limits;-crash during disc rotation;-zero switch or zero cam are not well positioned (if the alarm happen when the turret is locking at the reference cyclecompletion);-wiring to the motor or to the resolver is defective.-mechanical hardening3.2 Position controller error exceeds limits:-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03 signal - LK3 onconnection box);-the unbalanced load exceeds limits;-the tool touch the piece slowly during disc rotation;-the wiring to the resolver is defective.-mechanical hardening3.3 The time limit to execute the cycle has been reached:-the tool touch the piece slowly at the end of the cycle so cannot reach the final position;3.4 The reference cam is out of the expected position (after the reference cycle have been performed)-reference switch is damaged or out of position-reference cam is damaged or out of position.-mechanical damage3.5 The thermal detector of the motor :-indexing frequency too high;-defective motor;-the thermal detector is not connected.-wiring3.6 Resolver fault.-wrong wiring-resolver excitation is off.3.7 Ambient temperature on controller side too high.3.8 Heatsink temperature too high.3.11 General cycle timeout.A problem not covered by other alarms has occurred.4.0 The signal of the locking switch stays on during the unlocking phase:-unlocking pressure too low;-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.。
迪普马刀塔中文说明书

迪普马刀塔中文说明书迪普马刀塔中文说明书的制作:刀塔:包括刀塔本体、刀塔连接件、刀塔使用说明。
1、刀塔本体由两部分组成,底座与刀塔本体的连接方式有4种,分别为卡扣式、固定式、卡扣式、滑轨式。
底座的卡扣式固定在刀塔的支架上,可将底座固定在刀塔底座中,使刀塔整体保持水平。
卡扣式固定方式比较简单,可以直接将底座固定在刀塔桌面上,但占用刀塔桌面空间较大,不适用于小型刀塔。
固定式一般用于大型刀塔,可将底座固定在刀塔底座上,但占地面积较大,不适合小型刀塔使用。
滑轨式目前较为普遍,适合小型刀塔使用,它可以通过滑轨将刀塔支架固定在刀塔本体上,其结构简单,占地面积相比固定方式也比较小。
2、刀塔连接件由两部分组成(可以按照实际尺寸选择),在刀塔本体的上方可安装刀塔连接件,连接到底座上的一个转盘中以提高刀塔之间的稳定性。
连接件的两侧有两个滚轮,转动滚轮的时候,刀塔连接件通过橡胶圈摩擦产生震动让转盘转动。
当轮子转动到一定角度后转盘会自动停止转动,因此在刀塔内没有东西可以直接旋转转盘。
同时由于转盘转轴在底座上,因此转盘的转动会产生强大的惯性,同时转动也会带动轮子,从而使刀塔稳定使用。
3、刀塔使用说明(见后),由一层塑料板组成;在刀塔的内壁上设有一层软胶,当有一根长丝线穿过时便可从该丝上将塑料丝割断。
在刀塔底部有一层保护布(见后)。
如果需要将刀塔置于高处,需要在刀塔顶部垫一块砖块进行支撑。
4、塑料板的宽度和厚度根据现场的实际情况来决定;产品说明:包括产品的名称与型号、主要材料、加工方法与尺寸、使用说明、安全警示、运输和安装注意事项、维护方法、材料和尺寸、使用年限和注意事项、运输过程中注意事项、储存、维修方法及注意事项。
马刀特点:整体为铝材料,重量轻,耐老化等特点。
其特点:外形美观大方、造型流畅、刀体结构简单、制造成本低、操作方便、可重复使用。
5、如果刀塔有不同颜色可以根据使用说明书进行制作。
刀塔的刀口是用胶水粘合的,所以需要注意刀口部分的光滑。
意大利DUPLOMATIC迪普马刀塔BSV系列刀塔选型资料

BSV-N series 25ELECTROMECHANICAL TURRETSThe data given in the I.T. are subject to technical modifications without notice.TECHNICAL INFORMATIONI.T. 6430ISSUED09-08GBDFEBAPMNClamping on 3-part Hirth front toothing – High stifness and accuracy – No lifting during rotation.Water-proof housing with oil immersed mechanism, life lubricated.Single three-phase electric motor for rotation and clamping.WORKING PRINCIPLEA) Electrical motor (three-phase)B) GearboxC) Rotation and cam locking mechanism D) Pre-indexing solenoidE) Pre-indexing control switch F) Shock-absorber system G) Preloaded locking springH) 3-parts front coupling I ) Locking control switchL) Angular position transmitter (absolute)M) Rotating plate N) Coolant flangeP) Quick change coolant valve(1) Other versions on request.(2) Filtering ≤ 150 µm.Technical dataSizeBSV-N120/25BSV-N160/25BSV-N200/25BSV-N250/25BSV-N320/24BSV-N400/20Tool stations N°8÷128÷128÷128÷128÷128÷12Version(1)stdslowvery slowfaststdslowstdslowvery slowstdslowstdslowstdslowvery slowInertia of transportable mass Kgm 20,450,81,20,550,91,834,58591522223270Indexing time(including locking)30°s 0,410,480,580,410,480,580,650,7810,7811,101,251,251,452,0545°s 0,480,570,690,480,570,690,780,941,180,941,181,251,451,451,652,50180°s 1,161,381,651,161,381,651,832,232,802,232,802,713,183,183,665,53Rotating time only30°s 0,150,180,210,150,180,210,240,300,360,300,360,330,380,380,450,6845°s 0,230,270,320,230,270,320,360,450,540,450,540,490,580,580,671Indexing frequency a =90°cycle/min16141114121011979765543Electric supply See wiring diagramMass (without disc)~ Kg405292120240420Ambient temperature range °C5 ÷ 405 ÷ 405 ÷ 405 ÷ 405 ÷ 405 ÷ 40Coolant supply:(2)• Costant flowbar 777777• Pressure cut-off during turret rotation bar141414141414Protection degree (DIN 40050)IP65IP65IP65IP65IP65IP65Indexing accuracy∆β = ± 4"( 1,9 µm/100 mm)Repeatibility accuracy ∆a = ± 1,6" ( 0,78 µm/100 mm)AccuracyLoading capacityβThe diagram refers to F 1 values which cause elastic yelding within the rates shown in the schedule.T urret size120160200250320400Max. elastic yeldingmm 0,050,070,080,140,120,16Distance from centre of measuring pointmm140170220270330350[mm]200000100000800006000040000200001000080006000400020001000100200300400500[mm]200000100000800006000040000200001000080006000400020001000100200300400500[mm]200000100000800006000040000200001000080006000400020001000100200300400500[mm]200000100000800006000040000200001000080006000400020001000100200300400500S : CHIP CROSS-SECTION (max) for steel R = 600 N/mm 2 Ks = 2.200 N/mm 2N : POWER (max) for V t = 200 m/min• For any material with different Ks: Sx = S X 2.200KxPARAMETERS FOR TURRET SELECTION[mm]1008060402010864210,801002003004005000,60,530010050403020105150N[kW]• For different cutting speeds: Nx = N XVtx2001) Inlet coolant position, at choise.2) Right or left coolant outlet position.3) Adjustable coolant ring.4) Coolant outlet displacement range.5) Soft surface for boring the disc reference pins.6) Reference pin to be positioned on both side, at choise.7) Reference pins between tool disc and turret.8) Electrical connections on both side, at choise.Important: The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)3)2)TOOL DISC INTERFACE1) Inlet coolant position, at choise.2) Right or left coolant outlet position.3) Adjustable coolant ring.4) Coolant outlet displacement range.5) Soft surface for boring the disc reference pins.6) Reference pin to be positioned on both side, at choise.7) Reference pins between tool disc and turret.8) Electrical connections on both side, at choise.Important: The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)3)2) )TOOL DISC INTERFACE1) Inlet coolant position, at choise.2) Right or left coolant outlet position.3) Adjustable coolant ring.4) Coolant outlet displacement range.5) Soft surface for boring the disc reference pins.6) Reference pin to be positioned on both side, at choise.7) Reference pins between tool disc and turret.8) Electrical connections on both side, at choise.Important: The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)(3)(2) )TOOL DISC INTERFACE1) Inlet coolant position, at choise.2) Right or left coolant outlet position.3) Adjustable coolant ring.4) Coolant outlet displacement range.5) Soft surface for boring the disc reference pins. 6) Reference pin to be positioned on both side, at choise. 7) Reference pins between tool disc and turret. 8) Electrical connections on both side, at choise. Important : The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)3)2)TOOL DISC INTERFACE1) Inlet coolant position, at choise.2) Right or left coolant outlet position.3) Adjustable coolant ring.4) Coolant outlet displacement range.5) Soft surface for boring the disc reference pins.6) Reference pin to be positioned on both side, at choise. 7) Reference pins between tool disc and turret. 8) Electrical connections on both side, at choise. Important : The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)3)2)3/8" GAS (1)TOOL DISC INTERFACE1) Inlet coolant position, at choise.2) 4 coolant outlet position.3) Coolant valve. The valve can be fitted on one of the 4 coolantoutlet position. The drawing represents how the valve ispositioned when the disc is mounted. Without the disc, thevalve produtes by 2 ÷ 3 mm is comparison with the positionindicated.4) Coolant outlet displacement range. 5) Soft surface for boring the disc reference pins. 6) Reference pin to be positioned on both side, at choise. 7) Reference pins between tool disc and turret. 8) Electrical connections on both side, at choise. Important : The connection cable must be provided with fittings and gaskets in order to avoid penetration of water into the turret.(4)5)2)+ 0,1~ 3WIRING DIAGRAM(1) Other voltages on request.(2) The termal detector gives a signal only motor overheating.WIRING NUMBERREF .COMPONENT CHARACTERISTICS SIMBOLS COLOURSIGNALS 1ELECTRIC MOTOR (three-phase)(1)220-380 V 50/60 Hz For other characteristics see Tab. 1U1V1W1U2V2W2WHITE GREEN BLACK WHITE GREEN BLACK See Tab. 22THERMAL DETECTOR 135 °C 1,5A 250V 12BROWN BROWN (2)3BRAKE 24 V D.C.BSV-N 120/160 = 8 W BSV-N 200/400 = 12 W 34GREEN GREEN 4INDEXING SOLENOID 24V D.C.44 W 56BLUE BROWN 5INDEXING CONTROL SWITCH 24V D.C. ± 10%200 mA (load)OUTPUT -PNP-NO 789BROWN BLACK BLUE + V D.C.EXIT 0 V D.C.6LOCKING CONTROL SWITCH 7109BROWN BLACK BLUE + V D.C.EXIT 0 V D.C.7ANGULAR POSITION TRANSMITTER (ABSOLUTE)24V D.C. ± 10%350 mA (supply)50 mA/exit (load)OUTPUT -PNP79111213141516BROWN BLUE WHITE YELLOW GREEN VIOLET BLACK PINK+ V D.C.0 V D.C.Bit 1Bit 2Bit 3Bit 4Strobe Parity check GREEN / YELLOW PECYCLET a b . 1F U N C T I O N P O S I T I O N S 1234567891011121 B I T 1010101010102 B I T 0110011001103 B I T 0001111000014 B I T 000000011111P A R I T Y C H E C K 110100110010S T R O B E 111111111111C W ✦ C C W T a b . 2T U R R E T S I Z E 120160200250320400P R O G R A M M I N G T I M E T 1 (m s )50505050100100T 2 (m s )200200200200200200A L L O W E D L A G T I M E M A X R 1 (m s )S t a n d a r d a n d f a s t 404050507070S l o w e d 404060708080R 2 (m s )S t a n d a r d 404070809090S l o w a n d v e r y s l o w 40408090100101. – SignalsT o get a change of positions on the BSV-N turrets, the con-trol equipment (usually a N.C. equipment) must control thecomponents mentioned below according to a well definedsequence (see wiring diagram on page 15).• Motor (1)• Brake (3)• Indexing solenoid (4)The following output signals from the turret are provided fordriving the positioning cycle:– Angular position given by the angular position transmitter (7)– Indexing control switch (5)– Locking control switch (6).1. – Description of the operating sequenceThis description refers to sequence cycle: the first part gives thesequence to pass from position 1 to position 2 with clockwiserotation, the second part gives the sequence to pass fromposition 2 to position 12 with counterclockwise rotation.As indicated by the cycle, the controls are to be performedaccording with the following sequence:• De-energize the brake (3) and start motor rotation in thedesired direction.• If, as in the case shown by the diagram, the next position(pos. 2) is the Stop position, when the strobe signal reacheda zero level, the solenoid (4) is to be energized.In case of passage from position 2 to position 12, wait forthe reading signaling the passage on pos. 1 then, sincethe next one is the Stop position, wait until the next strobesignal reaches a zero level and (at that time only) energizethe solenoid (4).N.B.: T he maximum lag time between the reading of the strobesignal and the excitation of the solenoid (4) cannot exceedthe R1 values indicated in the table.• The turret goes on rotating until the indexing pin, pushedby the solenoid (4), enters into the mechanical stop slot.This movement is detected by the sensor (5) which mustimmediately stop the motor that, once expired the T1 timewill re-start rotating in the opposite direction.• During this phase the turret is locking and its locked positionis detected by the sensor (6) and this signal is used to stopthe motor (1). The maximum lag time between the signal ofthe sensor and the stopping of the motor must never exceedthe R2 value shown in the table. At this point the machine canbe started, in order to go on working.• The solenoid (4) is to be de-energized after the expirationof the T2 lag time starting from the moment when the sensor(6) signal is read.N.B.: The T1, T2, R1, R2 times must be understood as realtimes execution of the controls and the signals checked onthe terminal board of the turret.For an accurate detection and measurement of the abovementioned values it is advisable to use adeguate instru-mentation such as an oscilloscope with memory and currentsensing devices.(*) See tab. 2 sheet 16 (Cycle). CYCLE DESCRIPTIONSFlow chart"BSV-N *" turrets have been designed for modular fitting onto the different driven tool systems.BS *-DT• With ODT -N driven tool device.• Tool coupling according to DIN 1809.• Tool disc with axial seats.• Front machining.For further information please contact our T echnical Dept.BS *-TR• With IDT -R driven tool device.• Tool disc with radial seats.• Front machining.NOTE: Front and back machining for sub-splinde machines is alsoavailable on request.DRIVEN TOOLS SYSTEM"PA" VERSION TURRETS (with axial throught-bore)T urret sizeBSV-N 120BSV-N 160BSV-N 200BSV-N 250BSV-N 320BSV-N 400ø D202028282860A 370370413413530588For other information see the Technical Information UCN-*.UCN CONTROL UNITThe UCN control unit manages the moving cycle of BSV-N turret in a simple and optimized way: simple and optimized software; no memory positions are occupied in the machine control; automatic chose of the shortest path; steady monitored for faults.(1) From 20 to 29 the performance and the overall dimensions do not change.SERIE 20 ÷ 29(1)POSITIONSCODE Nr. 8 Pos.8Nr. 12 Pos.12SIZECODE 120120160160200200250250320320400400BSV-N * - * - * /2* - * - * - ( * )IDENTIFICATION CODEOPTIONALS AXIAL THROUGH BORECODE Without(Standard)—With (Optional)PA MOTOR VOLT . and FREQUENCY 220-380220-380 V - 50/60 Hz 230-400230-400 V - 50/60 Hz 400-440400-440 V - 50/60 HzCODE FREQUENCY and INERTIA 50 H 50 Hz Fast 60 H 60 Hz Fast 5050 Hz Standard 6060 Hz Standard 50 L 50 Hz Slow 60 L 60 Hz Slow 50 LL 50 Hz Very slow 60 LL 60 Hz Very slow。
TMC安装说明书

TMC控制器 安裝說明書前言TMC控制器是用來控制DM刀塔的換刀定位功能, 與車床控制器間的連線功能強大. TMC控制器並有RS232連接埠,用來跟筆記型電腦或桌上型電腦連線MODEL:TMC-14-230-12-16-1.2/11 型號Code: 0497012251 料號S/N ********* 序號SET FOR: DM-16 S/N XXXXXXXX 配對刀塔的序號型號說明:MODEL: TMC -14 -230 -12 -16 -1.2 /11硬體版本 電壓 刀位數 刀塔規格 刀盤慣量 軟體版次2.3.絕對嚴禁打開TMC的外殼TMC歸類為國際產品標準EN-61800.TMC與刀塔一起通過測試且符合下列規範CEI EN 61800-2 and CEI EN 61800-3 and CEI EN 61800-5-1.TMC的應用等級是C3(使用在第二環境或不與民用環境連接之工業輸電網路)這類設備不得用於家用之低壓公共輸電網路因此,若將此設備使用於民用環境將可能會干擾其它電子設備,需設法避免此狀況發生在連接至TMC的三相電源前需加裝濾波器以符合EMC規範要求, 建議使用的EMC濾波器為‘FINMOTOR FIN 1200-010V’或更高等級.TMC控制器需透過設備安裝人員配線以用來驅動無刷馬達, 不可單獨使用且非安全器材, 所以並不屬於需標示CE標誌的產品類別CE標誌是用來標示低壓元件符合電氣安全的規範, 依2006/42/CE的規定, 需由機械製造商作EMC及一般安全標準的認證, 本技術手冊提供符合EMC認證的安裝方式需遵守以下規則1.TMC連接的電源需為有TT或TN接地的固定式工業供電網路, 超電壓類別III 或以上.2.TMC需安裝在配電箱內, 配電箱的防污等級需為II級以上, 或達到IP54以上的防水防塵等級.3.24VDC電源(TMC的CN8連接點)及低壓I/O(TMC的CN1,CN2,CN7連接點)必需連接安全超低壓(SELV)4.TMC的三相電源需接保險絲及電源接觸器5.配電箱需加安全鎖或開門自動斷電裝置6.切斷電源後需等待至少5分鐘才可以用手接觸TMC耐壓測試的注意事項TMC於出廠時已做過絕緣耐壓測試, 所以在做配電盤絕緣耐壓測試時不需再連接TMC但若想要再對TMC做耐壓測試, 可依EN 60204-1的標準連接三相電源最高可至500V要對TMC作耐電壓測試時需將裝在底部的保險絲FUSE Fz移除耐電壓測試不可超過1500VAC,時間需少於1秒 (依EN61800-5-1標準).有關ROHS及WEEE的規定: TMC控制器是用在大型機器上的馬達驅動器, 因此不適用於ROHS及WEEE的規定範圍最佳的換刀路徑選擇可選擇換刀旋轉方向絕對值刀位輸出, 不需歸零程序刀位編碼含檢查同位碼刀位編碼可回傳至CNC先進的診斷軟體可將馬達設定為離線, 確保維修檢查時不轉動可換至維修模式,讓馬達只以20%的速度轉動刀盤小螢幕直接顯示刀塔狀況TMC的規格(TMC內的參數設定已最佳化測試, 未經原廠許可不建議作修改) 動力電源三相電源 230V +15% - 10 %50/60Hz ±2Hz 3 ~16 A max輔助電源DC 直流電源 (SELV安全超低電壓) 24V DC±10% 5A max.數位訊號輸入 (SELV) Sink負輸出24 VDC ±10%5 mA @ 24 VDC數位訊號輸出 SELV Transistor MOS N.O. (Source正輸出)0.03 A max (過載保護)電磁閥指令輸出 電磁閥最大電流 Transistor MOS N.O. (Source正輸出) 2A max (過載保護)其它規格工作溫度: 0 ~ 55 °C工作濕度 5.~ 95%震動 0,5 g RMS (for short period)0,1 g RMS (continuously)2. 配線配線注意事項注意事項注意事項請參考第6章之接線圖動力電源TMC需要230VAC三相電源230VAC電源端需安裝可作緊急停止功能的接觸器(詳第6章接線圖)230VAC電源端需安裝16A保險絲(詳第6章接線圖)(馬達起動電流建議值16A). 建議安裝濾波器以符合 E.M.C.規範TMC需額外接24VDC輔助電源來驅動, 此電源需加裝3A慢燒型(Slow-type)保險絲保護接地保護接地(PE)(PE)(PE)保護接地端子位於連接器CN10, pin 4. TMC的金屬外殼及散熱片已連接至接地端子功能接地功能接地((只適用只適用TMC/11TMC/11TMC/11型型)在CN1連接器旁有一個M3螺絲, 這顆螺絲不是用來作保護接地的,而是用來連接CN1及CN2電纜外皮上的金屬隔離網雜訊隔離接地隔離接地((只適用只適用TMC/11TMC/11TMC/11型型)CN8連接器的第3端子(SG)在TMC內部連接金屬殼體並連接CN7連接器的金屬本體, 所以需將CN8的第3端子連接至”雜訊隔離接地”供電規格供電規格額定一次變電電壓 視工廠狀況 額定二次變電電壓 230 VAC ± 10% 3 ~ 額定輸出功率1000 VA 於10 A rms時最大壓降(馬逹加速期間) 5%接線方式star-star or delta-star 二次變電電壓跳動穩定度 ± 2%注意:(1)檢測馬達加速時的二次變電電壓降, 以確保壓降沒有超過5% (2)二次變電的Y接中心需接地I/O 訊號的功用訊號的功用從TMC TMC輸出至輸出至輸出至CNC CNC CNC的訊號的訊號的訊號 LOCKED: 表示刀塔已咬合INDEXD: 表示刀塔定位完成(可開使作行程移動)READY: 表示控制器待機(READY=ON), 或是處於緊急停止/alarm狀態(READY=OFF)ALPOS1, ALPOS2, ALPOS4, ALPOS8, ALPOS16, ALPOS32: 表目前刀位(當READY=ON)或alarm code警報碼(READY=OFF) (請參考第5章各種編碼定義)從TMC 輸出至電磁閥EVLOCK: 執行刀塔咬合 EVULCK: 執行刀塔鬆開從CNC CNC輸出至輸出至輸出至TMC TMCTMC PBIT01, PBIT02, PBIT04, PBIT08, (PBIT16): 指示要前往的刀具位置碼 PARITY: 刀具位置的同位檢查碼 PSTART: 命令刀塔開始執行換刀動作MODE01, MODE02: 用來設定運作模式為No.0或No.1或No.2或No.3SPDSEL: 設定刀塔以標準速度運轉或維修速度運轉(原速度的20%,以確保維修中的安全) ENABLE: 控制是否輸出動力至馬達(ENABLE=OFF則刀塔馬達不會轉)從刀塔輸出至TMCTMC LOCKSW: 刀塔已咬合的sensor訊號MOTOVL: 馬達溫度感應Sensor (常閉型normally closed). INPUT1: 備用接點 INPUT2: 備用接點設定刀位數量設定刀位數量 8 8刀刀位, 12, 12刀刀位, 16, 16刀刀位 刀位數量可以DTI傳輸軟體完成修改設定設定承載的慣量刀塔可承載的慣量可經由DTI傳輸軟體設定成高慣量或低慣量兩種, 在高慣量模式下可承載的刀具重量較大但換刀速度較慢, 在低慣量模式下可承載的刀具重量較小但換刀速度較快選擇進入維修模式進入維修模式(()當TMC的SPDSEL接點接收到24VDC訊號時, 刀塔在正模式下運行, 若想讓刀塔處於維修模式, 則移除此接點訊號, 刀塔的速度換刀將會變成正常值的20%, 此功能可提高維修時的安全性標準模式:維修模式: SPDSEL接點的訊號 連接24VDC訊號(ON)不連接訊號(OFF)馬達離線功能馬達離線功能這個接點(ENABLE接點)可用來控制TMC停止輸出動力推動刀塔馬達但不需拆掉三相電源連接, 這個勁能是切斷內部的接觸器馬達連線馬達離線 ENABLE接點的訊號 連接24VDC訊號(ON)不連接訊號(OFF)3. 與CNC CNC的互動的互動的互動控制控制TMC提供4種運作模式(No. 0, 1, 2, 3), 改變傳輸至以下兩接點MODE01及MODE02的訊號可改變運作模式訊號輸入模式定義No 運作模式MODE01 MODE02Emergency緊急模式 或Reset重置模式 0此模式會立即停止刀塔運轉, 設定此模式再轉到其它模式會重設全部alarm訊號1 最短距離自動模式1刀塔會以最短硌徑到達指定刀位2 順時針自動模式1刀塔永遠以順時針旋轉到達指定刀位3 逆時針自動模式11刀塔永遠以逆時針旋轉到達指定刀位運作模式說明自動運作模式 (No. 1,2,3)1, 首先CNC送出新刀位的位置編碼(詳PBIT及PARITY的編碼規格)2, CNC等待送出的刀位編碼訊號穩定 (這將依所使用PLC/CNC的輸出型式而有所不同, 例如使用relay或static…).3, 然後CNC可再送出PSTART指令 (需於5秒內(T1)送出訊號). PSTART指令送出後至少需維持30 ms (T2).4, 大約30ms以後,TMC會確認收到PSTART指令並將INDEXD及LOCKED的輸出訊號設為0 (OFF), 刀位指示訊號(ALPOS)也會全部清掉都設為0.5, ,然後TMC會開始推動刀塔旋轉至指定刀位, 到達指定刀位時TMC會將INDEXD訊號轉換為1(ON)表示到達指定刀位(可用此訊號作為啟動座標軸移動的訊號), 在此同時刀位指示訊號(ALPOS)也會顯示新的刀號, 但此時刀塔尚未咬合鎖定6, 等到刀塔己經咬合鎖定,且TMC送出LOCKED訊號時, 表示刀塔己經可以開始執行切削工作, 此時亦可作實際刀位及指令刀位間的交叉比對以確保刀位正確: CNC 送出的刀位編碼(PBIT (PBIT及及PARITY)需一直維持到TMC TMC送回送回送回LOCKED LOCKED 的訊號為止的訊號為止運作情形若呼叫刀號與目前刀號相同時 (例如呼叫同一刀位的不同切削點 T1.01 ..T1.02) , 此時刀塔不會轉動也不會鬆開(UNLOCK), 但INDEXD及LOCKED訊號的變化會跟正常換刀一樣(INDEXD及LOCKED訊號會在收到PSTART指後變為”0”,,然後大約200ms後INDEXD會變為”1”, 大約再過50ms, LOCKED也會變為”1”)訊號及LOCKED 訊號NDEXD訊號與LOCKED訊號需都是”1”才能判定刀塔換刀程序完成, 刀塔鎖定後INDEXD訊號就可以忽略. 在緊急模式(No. 0)及三相電源斷電時, INDEXD訊號也會變成”0”, 因此, INDEXD訊號只有在自動模式(No. 1, 2, 3)且刀塔處於換刀運轉中才有作用.當刀塔不是處於換刀運轉的期間, 必需隨時檢查LOCKED訊號, 若訊號不是”1”需立即停止車床並檢查原因.訊號訊號當READY及INDEX訊號輸出均為”0”時,ALPOS輸出的訊號就變成Alarm code警報碼(詳第5章)當READY及INDEX訊號輸出均為”0”時,機器需立即停止注意: TMC隨時都有可能輸出alarm訊號(即使在非換刀行程時也會), 因此建議隨時檢查TMC的alarm輸出若是產生與電源相關的alarm,強烈建議立即關閉三相電源(詳見第5章的alarm code說明, 有標示備註釋(1)的部份都要立即切斷三相電源)若刀塔處於鎖定狀能(LOCKED),則任何PBIT或PARITY的訊號跳動都會被視為換刀行程的開始, 此時若CNC沒有於5秒鐘內下達PSTART指令,則會產生alarm 5.3的警訊. 因此需避免訊號線受到外界干擾而產生不穩定的訊號跳動。
数控车床刀塔原理及改造
数控车床刀塔原理及改造【摘要】本文主要介绍电动刀塔的结构和液压刀塔的改造。
MJ-460数控刀塔原采用的电动刀塔,发生故障后,严重影响生产,采用国产液压刀塔成功地实现了进口意大利DUPLOMATIC电动刀塔的国产化改造,而且早期引进的数控车床刀塔大部分已经到达使用寿命,本次改造极大的提高了生产效率。
【关键词】刀塔;控制方式;可编程控制器1.数控车床刀塔改造MJ-460数控刀塔原采用的电动刀塔故障后,严重影响生产的情况,尤其是早期引进的数控车床刀塔大部分已经到达使用寿命,改造极大的提高了生产效率。
1.1 液压刀塔的工作原理及控制方式结合图1.1举例说明一个8工位液压刀塔的工作原理。
例如由一号刀换到四号刀。
电磁阀A通电,刀盘松开。
确认刀盘锁紧信号G没有感应,(刀盘已松开)电磁阀B通电液压马达带动刀盘开始旋转。
开始刀位信号检测,当刀塔到达四号刀时,通过软件进行奇偶校验检测正确,电磁阀B立即断电刀塔旋转停止。
电磁阀A断电刀盘锁紧,刀盘锁紧信号G得到,确认刀盘锁紧,换刀过程结束[1]。
1.2 液压刀塔的控制方式该液压刀塔的刀号识别:三个接近开关的状态排列组合代表不同的刀号,根据接近开关的状态确认当前的刀位。
并通过相应电磁阀来执行控制的动作。
(如表1.2是刀号与接近开关的对应关系表)2.数控车床刀塔PMC控制程序编写2.1 PMC编写过程(1)将数控机床的PMC程序,使用CF卡从数控机床的ROM中传出。
(2)将PMC中原来的刀塔控制部分删除,重新编写刀塔的控制程序。
(3)将编写好的程序重新传入机床,对机床进行调试。
使之符合要求,完成改造任务。
2.2 机床的PMC硬件FANUC 0i-MA数控系统的控制单元有内置的I/O卡,用于机床各检测元件信号的采集和控制各种气、液压阀组件,指示灯等的动作。
在控制单元内置的I/O卡,其输入点的点数为96点,输出点点数为64点。
如输入输出数量未能满足要求时,就需要通过控制单元上的I/O LINK扩展I/O 单元来满足使用的要求,并在编写PMC程序时,对各I/O设备的地址进行分配。
DUPLOMATIC伺服刀塔电气说明书(英文)
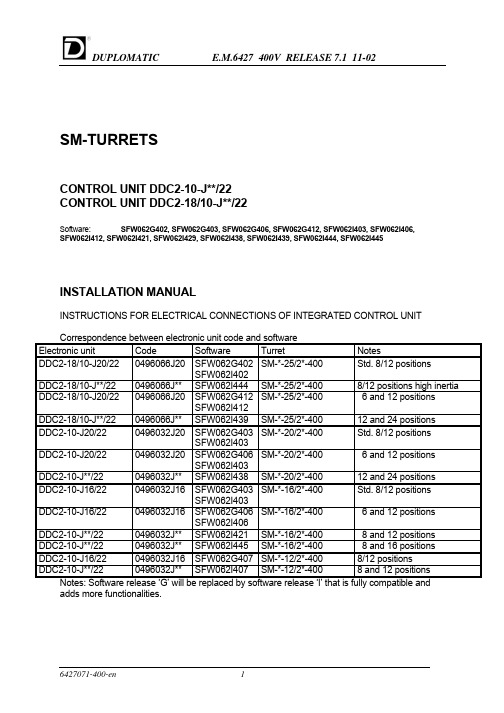
SM-TURRETSCONTROL UNIT DDC2-10-J**/22CONTROL UNIT DDC2-18/10-J**/22Software: SFW062G402, SFW062G403, SFW062G406, SFW062G412, SFW062I403, SFW062I406,SFW062I412, SFW062I421, SFW062I429, SFW062I438, SFW062I439, SFW062I444, SFW062I445INSTALLATION MANUALINSTRUCTIONS FOR ELECTRICAL CONNECTIONS OF INTEGRATED CONTROL UNITCorrespondence between electronic unit code and softwareElectronic unit Code Software Turret NotesDDC2-18/10-J20/220496066J20SFW062G402SM-*-25/2*-400Std. 8/12 positionsSFW062I402DDC2-18/10-J**/220496066J**SFW062I444SM-*-25/2*-4008/12 positions high inertiaSM-*-25/2*-400 6 and 12 positions DDC2-18/10-J20/220496066J20SFW062G412SFW062I412DDC2-18/10-J**/220496066J**SFW062I439SM-*-25/2*-40012 and 24 positionsSM-*-20/2*-400Std. 8/12 positionsDDC2-10-J20/220496032J20SFW062G403SFW062I403SM-*-20/2*-400 6 and 12 positions DDC2-10-J20/220496032J20SFW062G406SFW062I403DDC2-10-J**/220496032J**SFW062I438SM-*-20/2*-40012 and 24 positions DDC2-10-J16/220496032J16SFW062G403SM-*-16/2*-400Std. 8/12 positionsSFW062I403SM-*-16/2*-400 6 and 12 positions DDC2-10-J16/220496032J16SFW062G406SFW062I406DDC2-10-J**/220496032J**SFW062I421SM-*-16/2*-400 8 and 12 positions DDC2-10-J**/220496032J**SFW062I445SM-*-16/2*-400 8 and 16 positions DDC2-10-J16/220496032J16SFW062G407SM-*-12/2*-4008/12 positionsDDC2-10-J**/220496032J**SFW062I407SM-*-12/2*-4008 and 12 positions Notes: Software release ‘G’ will be replaced by software release ‘I’ that is fully compatible andadds more functionalities.Contents1.GENERAL INFORMATION3CODE OF THE CONTROL UNIT3 IMPORTANT NOTE FOR SAFETY3 EMC COMPLIANCE3 TECHNICAL CARACTERISTICS OF THE CONTROL UNIT42.ELECTRICAL CONNECTIONS5SUPPLY5 POWER SUPPLY 400 VAC 3 Φ5 POWER SUPPLY 230 VAC 2 Φ5 POWER SUPPLY 24VDC FOR I/O5 TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGN5 I/O SIGNALS6 OUTPUTS TO CNC6 OUTPUTS TO ELECTROVALVE6 INPUTS FROM CNC6 SELECTION OF THE NUMBER OF POSITIONS6 SELECTION OF LOW/HIGH INERTIA6 SELECTION OF STANDARD/MAINTENANCE SPEED6 CONNECTION BOX AND TERMINALS LAY-OUT7 3.INTERFACING TO CNC8 OPERATING FUNCTIONS8 ZERO SEARCH8 OPERATING FUNCTIONS DESCRIPTION9 OPERATING FUNCTION N°0: EMERGENCY / RESET11 OPERATING FUNCTION N°1,2,3: AUTOMATIC11 OPERATING FUNCTION N°4: JOG12 OPERATING FUNCTION N°5: SERVICE12 OPERATING FUNCTION N°6: MAINTENANCE12 OPERATING FUNCTION N °7: SAFETY13 4.DIAGNOSTIC15 ALARMS AND WARNINGS15 EXTENDED ALARM DESCRIPTION/TROUBLESHOOTING16 The information described in this manual may be subject to variations due to technical modifications. DUPLOMATIC S.p.A. reserves the right to modify the contents of this manual without prior notice.1.GENERAL INFORMATIONThe Duplomatic control unit is a compact system that controls all functions regarding positioning and driving of the SM* turrets Duplomatic.The interfacing to the lathe is powerful and simplified for an easy installation.Serial line RS232 is set for diagnostic and remote control by PC.CODE OF THE CONTROL UNITIt is possible to see all the data concerning the control unit looking at this stamp, applied on its rack.Model:IMPORTANT NOTE FOR SAFETYThe turret has been tested under the condition reported as follows and obtained the compliance for: CEI EN 61800-3 and CEI EN 61800-4.CHARACTERISTICS OF THE CONTROL UNIT TYPE DDC2-10-J**/22•Best path research.•External selection of rotation direction.•Automatic reference search.•Parity control on position code.•Enhanced diagnostic.•Selection of two ranges of positions (eg. 8 and 12 or 6 and 12) with dedicated inputs.•Selection of inertia on disc with dedicated input.•Speed reduction for maintenance purposes with dedicated input.• 'Safety' behaviour can be set by CNC or PC.The entire unit is insulated from the external with optoinsulators to satisfy safety standards.Parameters of the system are optimised and cannot be modified by the customer. TECHNICAL CARACTERISTICS OF THE CONTROL UNITPower supplyPower input 3Φ400V +15% - 10 %50/60Hz ±2Hz 3 Φ10A max.Auxiliary input 2Φ230V±10%50/60Hz ±2Hz 2 Φ35VAtab 1Supply for I/ODigital inputs •Type •Voltage •Current optoinsulated Sink24 VDC ±10%5 mA @ 24 VDCDigital outputs•Type•Voltage•Max current for signals Electrovalve•Type•VoltageMax current for electrovalve Optoinsulated •Transistor NPN (Source)•24 VDC ±10%•0.2A @ 24 VDC Optoinsulated •Transistor NPN (Source)•24 VDC ±10%•0.5A @ 24 VDCtab 2General specificationsOperative Temperature0 ÷ 55 °CHumidity30.. 95%Vibrations4G RMS (for short period)0,5 RMS (continuously) tab 32. ELECTRICAL CONNECTIONSRefer to the annex diagrams:1. : wiring diagram for standard turrets.2. : cables3. : timings4. : instructions for RS-232 serial cableSUPPLYPOWER SUPPLY 400 VAC 3 Φ(see tab1)The control unit requires a three-phase 400 VAC input for the power card.A power contactor on the 400 AC line must be used for emergency stop (see wiring diagram).The 400 VAC line must be protected with external fuses 10 A T.(or 4-6.3 A motor start)An inrush current can happen at power-on due to the internal 100uF power capacitors.An external filter is required to meet E.M.C. compliance (optional).POWER SUPPLY 230 VAC 2 Φ(see tab1)The control unit requires a single-phase 230 VAC input for the logic card.A 500mA T F2 fuse must be used to protect this supply.POWER SUPPLY 24VDC FOR I/O (see tab 2)On the control unit are present two different connections +24VDC.The +24VDC on terminal P10-2 is used to supply the electrovalve and must be protected with a 500 mA T fuse (F5).The +24VDC on terminal P10-6 is used to supply the signals outputs and must be protected with a 500mA FF fuse (F4).0VDC is connected at terminal P10-24.Note: during turret start-up, use P10-1 and P10-7 connections for 24V DC. In this way the fuses inside the connection box are used and can protect the unit against mistakes on wirings. After the positive test switch to P10-2 and P10-6 and use the fuses in the cabinet that are more reachable.TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGNImportant: check the voltage drop on the 400 VAC supply during acceleration, to be sure that this doesn’t approach the indicated voltage limits.Rated primary voltage VariableSecondary rated voltage 400 VCA ± 10% 3 ΦRated Power1000 VA Max voltage drop at 10 A rms (during acceleration)5%Connectionstar-star or delta-star Secondary voltage deviation ± 2%tab 4I/O SIGNALSOUTPUTS TO CNCLOCKED: turret locked.INDEXD: turret in position (can be used to start axis movement).ALBIT1, ALBIT2, ALBIT4: alarms code.OUTPUTS TO ELECTROVALVEEVLOCK: locking valve.EVULCK: unlocking valve.INPUTS FROM CNCPBIT01, PBIT02, PBIT04, PBIT08, (PBIT16): position code bits.PARITY: parity for position codes.PSTART: signal for starting turret cycle.PTAB01, PTAB02: set 8/12 positions.PTAB03: set low/high inertia.MODE01, MODE02, MODE03: mode selection code bits.SPDSEL: selection of standard or maintenance speed.SELECTION OF THE NUMBER OF POSITIONSThe turret can be easily configured for two different number of positions simply setting two signals in the control unit. No mechanical operations or part replacement are required Software8/12 tools6/1212/248/16Tools N°8126121224816PTAB0124VDC0VDC24VDC0VDC24VDC0VDC24VDC0VDCPTAB020VDC24VDC0VDC24VDC0VDC24VDC0VDC24VDCThe 24VDC for selections must be done at the same time with 230 VAC 1 Φ (max lag time 500 ms).If the 24 VDC is done with a lag time over 500 ms, the turret can not start and ALARM 78 (or 77) appears.SELECTION OF LOW/HIGH INERTIAThe turret can be easily configured to drive two ranges of inertia just setting a signal in the control unit.No mechanical operations or part replacement are requiredStandard inertia High inertiaPTAB03connected to 24VDC not connectedSELECTION OF STANDARD/MAINTENANCE SPEEDThis input can be used to slow-down immediately the turret in front of dangerous operations (door opening, maintenance operations). The speed is about the 20% of the nominal speed. Connect the SPDSEL input to the 24VDC supply if not used.Standard speed Maintenance speedSPDSEL connected to 24VDC not connectedCONNECTION BOX AND TERMINALS LAY-OUTName Terminal Name Terminal CM2-FUSE-F2P10-1MODE03P10-21 CM2P10-2SPAREINP1P10-22EVLOCK P10-3SPDSEL P10-23EVULCK P10-4COM 0V P10-24SPAREOUT1P10-5PTABO1LK1 CM1P10-6PTABO2LK2 CM1-FUSE-F1P10-7PTABO3LK3 LOCKED P10-8INDEXD P10-9R E1ALBIT1P10-10S E2ALBIT2P10-11T E3ALBIT4P10-12PE E4PBIT01P10-13L E5PBIT02P10-14N E6PBIT04P10-15PBIT08P10-16P9-2RS232-RXDPARITY P10-17P9-3RS232-TXDPSTART P10-18P9-4RS232-DTRMODE01P10-19P9-5RS23-2SGMODE02P10-20P9-7RS232-RTS3.INTERFACING TO CNCOPERATING FUNCTIONSThe control unit offers several operating functions (also called MODES).Setting MODE01, MODE02, and MODE03 signals can make the selection of the operating functions.INPUTS DESCRIPTIONN°OPERATINGFUNCTIONS MODE01MODE02MODE030Emergency/Reset 000Setting this mode will stop immediately the turret. Alarmscan be reset setting this mode and the setting another mode.1Automaticshortest path 100The turret will use the shortest path to reach the positionrequired.2Automatic CW010The turret will always use the CW direction path to reach theposition required.3Automatic CCW110The turret will always use the CCW direction path to reachthe position required.4Jog, next tool inCW or CCW001The turret will reach the next position.5Service101Enables a series of functionality to simplify the start-up phaseand troubleshooting6Maintenance(only by PC)---7Safety111Enables a series of functionality to overcome conditions thatnormally would stop the turret for a long time.ZERO SEARCHAfter any power-on of the control unit (230 V -1 phase auxiliary supply) the turret mustexecute the reference cycle.At the end of the reference cycle the turret is locked in position 1.To execute the reference cycle proceed as follows1. Set an automatic function (1,2 or 3)2. Set this code.POSITION PARITY PBIT01PBITO2PBIT04PBIT08(PBIT16)Zero cycle0000003. Set impulsive PSTART to reach out the zero position(PSTART must stay on for more than 30 ms).4. Wait 500 ms after INDEXD and LOCKED signals give the end of the cycle.AUTOMATIC OPERATING FUNCTIONS (1,2,3)•Set the code of the position required.•Wait until the position code output is stable (it depends on what type of PLC/CNC outputs are used - relay, static…).•Give the PSTART command (active on its rising front). PSTART must stay ON for more than 30 ms (T2).•The turret confirms the reception of the start signal by setting low both INDEXD and LOCKED signal after approximately 30 ms (T3).•When the position requested has been reached, but the disc is not yet locked, the INDEXD signal is set high (this signal can be used to start the approach of the tool to the part to be worked on).•After the disc has been locked, the LOCKED signal is set to high. The turret can work.•Position bits and parity bit must be stable for at least 30 ms. from PSTART signal. After this time and once the turret confirmed the start reception, position bits, parity bit, and start signal can be changed until the INDEXED signal is low. However it is strongly recommended to keep position bits and parity code set to the last position called.•The PSTART signal can be reset after the confirmation of the reception, typically it must stay on for at least 30 ms (T2).Important: the end of cycle must be detected by the LOCKED signal that changes from low to high and with the INDEXD signal high and no alarms are present.SAME TOOL CALLIn case of the turret is already in the position called (for example change in tool offset T1.01 ..T1.02) the turret will not move or unlock/lock but the INDEXD and LOCKED signals will have the same behaviour as a normal rotation (INDEX and LOCKED low after the PSTAR and then after approx. 200ms the INDEX goes HIGH and after 50 ms more the LOCKED signal goes HIGH).INDEXD SIGNALThe INDEXD signal must be used with the LOCKED signal to detect the end of cycle of the turret and can be ignored once the turret is locked.The INDEXD output goes and stay LOW also when the emergency mode is set and if the three-phase power supply is OFF.In this case, if the turret management from PLC/CNC uses the emergency mode or open the power contactor, the INDEXD signal must be used only when the turret is in cycle and then ignored.The CNC/PLC program must check the LOCKED signal while the turret is not in cycle: if this signal goes LOW stop immediately the machine and check the cause.JOG MODEThe turret does not output the position code, so in JOG mode the actual position must be memorised by the CNC / PLC.Be sure to not show in the screen of CNC a tool position different from the reality.We suggest to use always the automatic mode in order to force CNC to keep track of the turret position.ALARM CONDITIONSWhen an alarm condition is detected, one or more of the ALBIT1, ALBIT2, ALBIT4 is high and the INDEXD signal is low.In this case the machine must be immediately stopped and the three-phase power contactor should be opened.Important: the turret can show alarms in any time (also if it is not on cycle) so check always the alarm output of the turret.EXCESSIVE ELECTRICAL NOISE OR BAD WIRING DETECTIONIf the turret is not in cycle and in automatic mode, any variation in POSITION BITS and PARITY must be followed by the PSTART signal.If the PSTART does not came in about 5 seconds (T1) an alarm 7 (73) is output from the turret. Avoid to change the position code just after the turret LOCKED signal goes high (end of cycle) because this can be detected as a new position request.See the diagnostic section to have more details.AUTOMATIC RECOVER FOR PRESSURE/VALVES PROBLEMSThe turret will attempt three times to lock or unlock before giving an alarm (41 or 51).If the operator hear the valve operated more timed during the tool change it is necessary to check the cause of the problem and remove it before a permanent failure happens.OPERATING FUNCTION N°0: EMERGENCY / RESETOPERATING FUNCTION N°0INPUTSMODE01MODE02MODE03 Emergency/reset000This operating function has two purposes:1) Stop all turret movement (EMERGENCY).2) Acknowledge all alarms, if they are present (RESET).It must stay on for more than 30 ms to be read by the control unit. It isn’t necessary to carry out a RESET to go into or out operating function. In any case, if a RESET is executed, it is necessary to wait 800 ms before any variation of signals.The INDEX signal goes low after a RESET.The alarm output will be cleared changing from operating function N°0 to another operating function (e.g. Automatic).OPERATING FUNCTION N°1,2,3: AUTOMATICThese operating functions are normally used to drive the turret.Just set the code of the position required, give the start signal and the turret will automatically reach the position.1. Clear all alarms (if present);2. Set an automatic function:OPERATING FUNCTION N°1,2,3INPUTSMODE01MODE02MODE03 Automatic with shortest path search100Automatic CW010Automatic CCW1103. Set the position code: (use PBIT16 only for turrets with 16 tools or more).POSITIONCODE Zero Cycle123456789101112PBIT010101010101010PBIT020011001100110PBIT040000111100001PBIT080000000011111(PBIT16)0000000000000PARITY0110100110010POSITIONCODE131415161718192021222324PBIT01101010101010PBIT02011001100110PBIT04111000011110PBIT08111000000001(PBIT16)000111111111PARITY1101001011004. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°4: JOGThe disc will rotate of one step in the selected direction.Proceed as follows1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°4:INPUTSMODE01MODE02MODE03 Next station in CW or CCW0013. Select direction:PBIT01PBIT02Rotation in CW10Rotation in CCW014. Set PSTART for give the confirmation of the movement in 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°5: SERVICEThe turret cycle can be executed “step by step”: unlocking, rotation, locking.Proceed as follows1. Clear all alarms (if present);2. Set an operating function:OPERATING FUNCTION N°5:INPUTSMODE01MODE02MODE03 Service1013. Select a command:PBIT01PBIT02PBIT04PBIT08PARITY Locking00100Unlocking00010Next tool CW10001Next tool CCW0100110000 Continuos rotationCW01000 Continuos rotationCCW4. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).Locking and unlocking don’t require PSTART signal.OPERATING FUNCTION N°6: MAINTENANCECan be used to test the functionality of the control unit with RS232 and a special software for Windows on a PC (SERVICE DUPLOMATIC).OPERATING FUNCTION N °7: SAFETYThe standard behaviour of the turret can be changed in order to allow the turret to work even if there are problems mainly on proximity switches.WARNING: all the functions are intended to be used only in case of effective problems. The improper use can cause a damage of the turret or the machine.Proceed as follows:1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°7:INPUTSMODE01MODE02MODE03SAFETY1113. Select the operation:n°PBIT01PBIT02PBIT04PBIT08PARITY1Execute the reference cycle (1)1000101001 2Disable the management of unlocking switch:(the unlocking phase is based upon timeinstead that switch output) (2)3Disable the management of locking switch:11000 (the locking phase is based upon time insteadthat switch output) (2)00101 4Assume the actual position of the disc asposition number 1 and disable themanagement of reference switch (3)5Apply a speed reduction of 30%1010001100 6Disable the management of the thermaldetector of the motor (4) (only SW rel ‘I’)7Toggle ON/OFF the output of the second digit11101 of the last alarm. (5) (only SW rel ‘I’)8Toggle ON/OFF the serialize mode (6)00011 (only SW rel ‘I’)10010 9Toggle ON/OFF the output of the status of theswitches (7) (only SW rel ‘I’)10Enable the autotest function (8)01010 (only SW rel ‘I’)15Reset to standard functionality111104. Set the PSTART signal two times (with a pause of about 50ms. between the two pulses)without changing the code pattern to activate the function required.IMPORTANT: there is no confirmation about the correct execution of the operation, because this is intended as a manual operation with effect that can be easily verified by operator.All functionality set by this mode will be automatically reset at the power-off of the control unit. (1) This is an alternative way to execute the reference cycle in CNC in which the tool T 0 is notallowed. In this case only one PSTART is required.(2) In this case we assume that the turret is surely locked or unlocked in about 400 ms.(3) Be sure that the disc is really in position 1, elsewere this operation could be dangerous.This function can be performed only if the reference cycle has not yet been executed.(4) Please be sure that thermal detector is broken otherwise this could damage the servomotor.(5) The second digit of the alarm code is output on the ALBIT1..ALBIT4. A reset will turn-off thisfunction.(6) In this case a slow SSI - like protocol (Serial Synchronous Interface) is enabled using theALBITs outputs.SIGNAL READY CLOCK DATAOUTPUT ALBIT1ALBIT2ALBIT4The READY signal is independent an is ON if the turret is OK.Byte 2:Turret Position (0-> turret out of position; <>0 turret is/can be locked on theposition )Byte 3: Digital inputs 1:In order (ZEROSW,ULCKSW,LOCKSW, MOTVL,PTAB03,MOD03,MOD02,MOD01)Byte 4: Digital inputs 2:In order (PTAB02,PTAB01,PSTART,PARITY,PBIT08,PBIT04,PBIT02,PBIT01)(7) The status of the switches of the turret is output as follows:SIGNAL MOTOVL(thermal detector)ZEROSW(reference)LOCKSW(locking)ULCKSW(unlocking)OUTPUT INDEXD ALBIT1ALBIT2ALBIT4A reset will disable this function.(8) Danger of collision to other parts of the lathe! Move the turret in a safe zone befor startingthe cycle. The autotest function is stopped and disabled by putting the turret in emergency mode (MODE 0).()4.DIAGNOSTICALARMS AND WARNINGSThe electronic unit constantly executes self-diagnosis and can signal alarms condition.Alarm code is provided on output ALBIT1, ALBIT2, ALBIT4 according to the following table.ALARM CODE ALARM N°DESCRIPTION ALBIT1ALBIT2ALBIT41001Fault of supply.0102Over voltage.1103Over current/servo error/thermal detector.0014Unlocking faults,(switch fault, setting, pressure supplyfault, etc.).1015Locking faults,(switch fault, setting, pressure supplyfault, etc.).0116Zero search fault,(switch fault, setting, etc.).1117Zero search missed/Position code error/Cycle time out/PSTART signal time out.Alarm are stored and can be reset with EMERGENCY/RESET function.Power off causes the reset of the active alarm.A better identification of the alarm codes is possible by a PC with RS232 interface and a Duplomatic diagnostic software. availablePlease refer to the EXTENDED ALARM DESCRIPTION to get a more complete description of the alarm and to have information about troubleshooting.Serial communication parameters (for software ‘G’): 9600,N,8,1.Serial communication parameters (for software ‘I’): 9600,E,8,1 or 9600,N,8,1.Fault of electronic unit:After recognizing the fault, the problem can be easily solved.In case of electronic unit fault, it can be easily replaced.EXTENDED ALARM DESCRIPTION/TROUBLESHOOTINGDescriptionALARMCODE10Fault in internal supply: check the 230 V auxiliary supply.11Drop on the Three-Phase voltage during tool change. Check the Three-Phase voltage. (only SW rel I) 20Overvoltage:- Check all external three-phase supplies.21Overvoltage reached during dynamic braking:-the inertia loaded on disc is too high: check that the configuration signal (PTAB03 -LK3 on connection board)is set to the proper inertia range.-Check that the Three-Phase voltage is not over specs.-Fault on internal dynamic braking circuit.30Motor Overcurrent (absorbed current too high):-short on motor phases, or in wiring between DDC and motor31Overload (mean current too high):-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03signal – LK3 on connection box);-the unbalanced load exceeds limits;-crash during disc rotation;-zero switch or zero cam are not well positioned (if the alarm happen when the turret is locking at thereference cycle completion;-wiring to the motor or the resolver is defective.-mechanical hardening32Following error:-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03signal – LK3 on connection box);-the unbalanced load exceeds limits;-the tool touch the piece slowly during disc rotation;-the wiring to the resolver is defective.33The time limit to execute the cycle has been reached:-the tool touch the piece slowly at the end of the cycle so cannot reach the final position;35The thermal detector of the motor :-indexing frequency too high;-defective motor;-the thermal detector is not connected.36The reference cam is not in the expected position. (only SW rel I)40The signal of the locking switch stays on during the unlocking phase:-unlocking pressure too low;-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.41The signal of the unlocking switch stays off during the unlocking phase:-unlocking pressure too low;-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.42The signal of the unlocking switch goes off while the turret is unlocked:-problems of pressure;-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.43The signal of the locking switch goes on while the turret is unlocked:-problems of pressure;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.44The turret is unlocked at power-on:-the electrovalve is defective or positioned in such a way that the internal part can move without command(vertical);45The two pressure inlet or the LOCKED and UNLOCKED switches are reversed. (only SW rel I)ALARMDescriptionCODE50The signal of the unlocking switch stays on during the locking phase:-locking pressure too low (only hydraulic);-bad position of unlocking switch;-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.51The signal of the locking switch stays off during the locking phase:-locking pressure too low (only hydraulic);-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-wrong control unit code (card for a different size);-wrong reference cam regulation (turret lock over teeth);-the locking switch is defective.52The signal of the locking switch goes off while the turret is locked:-problems of pressure (only hydraulic);-bad switch connection/wiring (remote application mainly);-the locking switch is defective.53The signal of the unlocking switch goes on while the turret is locked:-problems of pressure (only hydraulic);-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.55The two pressure inlet or the LOCKED and UNLOCKED switches are reversed. (only SW rel I) 60Time-out in reference cam search:-the zero switch is defective (always off);-the position of the reference cam is wrong.-bad switch connection/wiring (remote application mainly);-the disc cannot rotate.61Time-out in fine reference search:-the zero switch is defective (always on);-bad switch connection/wiring (remote application mainly);-the disc cannot rotate.70 A tool is called before executing the zero cycle:-error in programming logic of CNC;-the operator did not call the reference cycle.71Parity Error in position code:-error in programming logic of CNC;-problems on wiring (PBIT** and PARITY)-slow outputs of CNC/PLC (the output value van be incorrect when the PSTART signal is given)72 A tool non existing has been called:-error in CNC programming;-turret not correctly configured (check the number of positions set by PTAB01 and PTAB02 signals - LK1and LK2 in connection box);-wiring problems.73 A variation in position code has been detected but the PSTART signal is not arrived in within 5 seconds:-error in CNC programming;-wiring problems (PSTART signal not connected).74The time limit of continuos rotation of disc has been reached:-the turret has been activate in maintenance mode or service for long time;-the indexing frequency is too high.78 or 77The configuration input signals PTAB01 and PTAB02 are not configured (number of positions):-error in PTAB01 and PTAB02 setting (LK1 and LK2 in connection box);-the 24 V DC supply is delayed for more than 500 ms in respect of the 230 V AC auxiliary supply (theconfiguration has not been loaded correctly).Note: the code number is memorised by the control unit and can be read with a Duplomatic diagnostic software installed on a PC with the RS232 interface.。
三和动力刀塔说明书合本J
SHD系列动力刀塔使用说明书温岭市三和数控机床设备有限公司A目录1 安全注意事项1.1 图标说明 (3)1.2 使用规范 (3)1.3 操作技术要求 (3)1.4 产品特征及注意事项 (3)1.5 责任承担 (4)2 产品描述2.1 零件名称 (5)2.2 技术参数 (6)2.3 允许载荷 (7)3 装配与安装3.1 刀塔驱动电机 (7)3.2 驱动电机 (8)3.3 刀塔润滑 (9)4 刀塔启动4.1 刀塔驱动电机 (9)4.2 齿轮箱电机 (10)4.3 液压系统 (11)5 操作5.1 动力刀座与其他刀座 (13)5.2 可能出现的故障及补救措施 (14)6 电气安装-6.1 相关电气规格说明 (14)6.2 注意事项 (15)6.3 安装环境条件 (15)6.4 安装方向与空间及示意图 (16)6.5 断路器与保险丝建议规格 (16)6.6 外围装置接线图 (17)6.7 驱动器连接器与端子 (17)6.8 电源接线方法 (18)6.9 马达.近接开关.编码器配线方式 (18)6.10 线材的选择 (18)6.11 CNI I/O信号接线 (19)6.12 模式切换功能定义 (20)6.13 CNI I/O DI的输入定义及DO输出的定义 (21)6.14 CN2编码器信号接线 (21)6.15 异警一览表 (22)6.16 刀塔零点设置 (22)7 维修及保养7.1 刀塔使用寿命 (22)7.2 保养周期 (22)7.3 刀盘排水 (23)7.4 动力电机 (24)7.5 齿轮头 ....................... (24)7.6 刀盘 (26)7.7 接近开关S8 S9 (29)7.8 冷却液分水阀组 (30)8 零件更换 (31)附录液压系统图 HPD001 (35)配线分布图 SHD001 (36)刀塔控制线路图 SHE001 (37)刀塔控制线路图 SHE002 (38)刀塔控制线路图 SHE003 (39)刀塔控制线路图 SHE004 (40)功能图 SHDE001 (41)功能图 SHDE002 (42)刀塔原点设置流程图 (43)刀塔选刀控制流程图 (44)1. 安全注意事项本产品符合最新技术标准和安全技术规范,但危险仍然可能存在。
Siemens 35D单重双重托盘机器人说明书

Frame Mounting Group LC-1011500 Groupe Bâti et AccrochageRahmengruppe und AufhängungsgruppeRef.Qty.Partno.Description Bezeichnung Description 111011505Mounting plate LH Aufhängungsplatte links Platte d' accrochage gauche 211011501Mounting plate RH Aufhängungsplatte rechts Platte d' accrochage droite 32793042Frame extrusion Führungsträger Guide41793043Bar lower Trager unten Barre inférieur 11011507Bar upper Trager oben Barre supérieur 51783051Anchor bracket Aufhängungsplatte Support d' accrochage 61768809Capscrew Kopfschraube Vis a tête71681238Lockwasher Unterlegscheibe Rondelle81676649SS Cylinder Seitenschubzylinder Vérin de dépl. latéral92672018Bearing segment Gleitschiene Glissière102672726Cotter hairpin Bolzen Goupille111678528Pin clevis Bolzen Goupille121678528Pin clevis Bolzen Goupille132788160Hook Haken Crochet144751515Capscrew Kopfschraube Vis a tête171655268Patent plate Patentschild Collant182676650Bearing lower Untere Gleitschiene Glissière inférieur1927401Grease fitting Schmiernippel Engraisseur204667906Bearing Lager Glissière214667907Bearing Lager Glissière224667663Bearing Lager Glissière234793044Bearing Lager Glissière2412772299Capscrew Kopfschraube Vis a tête2512772313Washer Unterlegscheibe Rondelle262768934Rollpin Bolzen Goupille272769008Rollpin Bolzen Goupille2812204174Capscrew Kopfschraube Vis a tête294767614Capscrew Kopfschraube Vis a tête302793080Washer Unterlegscheibe RondelleSEE ADDED LIST FOR ALL FRAME GROUP PARTNUMBERSCONSULT CASCADE FOR RIGHT LOCATION OF COMMON PARTSAS SCREWS, WASHERS, PINS, ETC.35D Silgle-Douple Pallet Handler2Cascade Parts ManualCascade Parts Manual335D Single-Double Pallet Handler35D Silgle-Douple Pallet Handler 4Cascade Parts ManualOuterForksFourches Extérieurs AußengabelnInner ForksFourches Intérieurs InnengabelnFork GroupLC-1011560Groupe Fourches GabelgruppeInnerForks Fourches Intérieurs InnengabelnRef.Qty.Partno.Description Bezeichnung Description3111011556Fork outer RH Außengabel rechts Fourche extérieur droit 3211011557Fork outer LH Außengabel links Fourche extérieur gauche 3311011558Fork inner RH Innengabel rechts Fourche intérieur droit 3411011559Fork inner LH Innengabel linksFourche intérieur gauche 352794283Fork hanger lower Gabelträger unten Barre fourches inférieur 361794282Fork hanger upper Gabelträger obenBarre fourches supérieur 374793725Spacer outer forks Distanzstück Außengabeln Entretoise fourches ext.384793726Spacer inner forks Distanzstück Innengabeln Entretoise fourches inf.3932793712Capscrew Kopfschraube Vis à tête 402789943Spacer Distanzstück Entretoise 412789944SpacerDistanzstückEntretoiseCascade Parts Manual535D Single-Double Pallet HandlerArm Bar Groups LC-1009461Groupes Coulisses ArmträgergruppenRef.Qty.Partno.Description BezeichnungDescription 422794236T-bar assyArmträger ZusammenbauEnsemble coulisseValve Group LC 794277 Ensemble de ValveVentilgruppe(See drawing page 2 - Voir plan à page 2 - Siehe Zeichnung auf Blatt 2)Ref.Qty.Partno.Description Bezeichnung Description441793727Valve assy Ensemble de valve Ventilzusammnebau 451794278Tube Rohr Tube461794279Tube Rohr Tube471794280Tube Rohr Tube482763166Capscrew Kopfschraube Vis à tête492686119Washer Unterlegscheibe Rondelle503752554Connector Verschraubung Raccord512765721Connector Verschraubung Raccord523765493Connector Verschraubung Raccord531794281Hose Schlauch Tuyau542602580O-Ring plug Stopfe BouchonStop Group LC 1009462 Groupe d'arreteStoppgruppeRef.Qty.Partno.Description Bezeichnung Description 4683822Washer Unterlegscheibe Rondelle4767810Capscrew Kopfschraube Vis a tete21009463Stop block Stoppblock Bloc d'arrete35D Silgle-Douple Pallet Handler6Cascade Parts ManualCascade Parts Manual735D Single-Double Pallet HandlerArm Cylinder Group Groupe vérin des brasArm-Zylinder GruppeRef.Qty.Partno.Description Bezeichnung Description1770747Cylinder Zylinder Vérin12!6510Cotter pin SplintGoupille fendue22!667624Locking cap Sicherungskappe Dispositif de vérouillage 32!667625Nut MutterEcrou41413807Shell Zylinderrohr Corps de vérin 51415518Piston Kolben Piston61"2716O-ring O-Ring Joint torique 71"662450SealDichtung Joint82"638245Nylon ring Nylon Ring Anneau nylon 91"2722O-ringO-Ring Joint torique101"615126Back-up ring StutzringJoint de protection 111413799Retainer Zylinderdeckel Bague de retenue 121"661586Bearing Lagerring Roulement 131"662448Seal Dichtung Joint 141"636853Wiper Abstreifer Racleur 151667623Nut MutterEcrou161413808Rod Kolbenstange Tige de vérin 171667626Washer Unterlegscheibe Rondelle181602580O-ring plugO-Ring StopfenBouchon à joint torique" Included in service kit / Inclus dans le kit de service / Enthalten im Dichtsatz 413800! Included in cyl. nut serv. kit/Incl. dans le kit de service des écrous du vérin/Enth. im Wartungssatz der Zyl. Mutter 668926Ref.Qty.Partno.Description BezeichnungDescription 672770747Cylinder AssemblyZylinder ZusammenbauEnsemble vérinSideshift CylinderZylinderVérinRef Qty Partno Description Bezeichnung Description 676649Cylinder Assembly Zylinderzusammenbau Ensemble de vérin 11678019Nut Mutter Ecrou21■662456Seal Dichtung Joint31553527Piston Kolben Piston41■636852Wiper Abstreifer Racleur51■649817Back-up Ring Stutzring Joint nde protection 616119961Shell Zylinderrohr Corps de vérin 716119827Rod Kolbenstange Tige de vérin 81■2789O-Ring O-Ring Joint torique 91■615132Back-up Ring Stutzring Joint de protection 101553528Retainer Zylinderdeckel Bague de retenue 111553688Retaining Ring Ring Joint1217211Snap Ring Sicherungsring Circlips131■662447Seal Dichtung Joint■Included in Service Kit 553866 / Enthalten im Dichtsatz 553866 / Inclus dans le kit de service 553866Scissors Group LC-1011510Ref.Qty.Partno.Description Bezeichnung Description111011510Link RH/LH Lasche Connecteur211011510Link RH/LH Lasche Connecteur31887012Spacer Distanzstuck Entretoise41883479Shoulder bolt Bolzen Vis52883480Bearing Lager Roulement62887013Shoulder bolt Bolzen Vis74887014Ring Ring Joint82883477Bushing Buchse Roulement93887016Circlip ring Ring JointCascade Parts Manual935D Single-Double Pallet Handler。
三和动力刀塔说明书合本J
SHD系列动力刀塔使用说明书温岭市三和数控机床设备有限公司A目录1 安全注意事项1.1 图标说明 (3)1.2 使用规范 (3)1.3 操作技术要求 (3)1.4 产品特征及注意事项 (3)1.5 责任承担 (4)2 产品描述2.1 零件名称 (5)2.2 技术参数 (6)2.3 允许载荷 (7)3 装配与安装3.1 刀塔驱动电机 (7)3.2 驱动电机 (8)3.3 刀塔润滑 (9)4 刀塔启动4.1 刀塔驱动电机 (9)4.2 齿轮箱电机 (10)4.3 液压系统 (11)5 操作5.1 动力刀座与其他刀座 (13)5.2 可能出现的故障及补救措施 (14)6 电气安装-6.1 相关电气规格说明 (14)6.2 注意事项 (15)6.3 安装环境条件 (15)6.4 安装方向与空间及示意图 (16)6.5 断路器与保险丝建议规格 (16)6.6 外围装置接线图 (17)6.7 驱动器连接器与端子 (17)6.8 电源接线方法 (18)6.9 马达.近接开关.编码器配线方式 (18)6.10 线材的选择 (18)6.11 CNI I/O信号接线 (19)6.12 模式切换功能定义 (20)6.13 CNI I/O DI的输入定义及DO输出的定义 (21)6.14 CN2编码器信号接线 (21)6.15 异警一览表 (22)6.16 刀塔零点设置 (22)7 维修及保养7.1 刀塔使用寿命 (22)7.2 保养周期 (22)7.3 刀盘排水 (23)7.4 动力电机 (24)7.5 齿轮头 ....................... (24)7.6 刀盘 (26)7.7 接近开关S8 S9 (29)7.8 冷却液分水阀组 (30)8 零件更换 (31)附录液压系统图 HPD001 (35)配线分布图 SHD001 (36)刀塔控制线路图 SHE001 (37)刀塔控制线路图 SHE002 (38)刀塔控制线路图 SHE003 (39)刀塔控制线路图 SHE004 (40)功能图 SHDE001 (41)功能图 SHDE002 (42)刀塔原点设置流程图 (43)刀塔选刀控制流程图 (44)1. 安全注意事项本产品符合最新技术标准和安全技术规范,但危险仍然可能存在。
意大利DUPLOMATIC调压阀特点和安装尺寸
意大利DUPLOMATIC调压阀特点和安装尺寸意大利DUPLOMATIC带比例控制的直接调压阀,PDE3阀是具有电子比例控制CETOP 03的直接操作式压力调节器,其连接表面符合ISO 4401标准。
它通常用作两级阀先导阀或用于液压回路中的压力控制。
该阀具有机械压力限制功能,以提供更高的应用安全性。
它可以通过电流控制电源或电子卡直接控制,这可以充分利用阀门的性能。
它有五个高350bar的压力调节范围。
通过接收工业自动化控制系统的信号(如:4~20mA)来驱动阀门改变阀芯和阀座之间的截面积大小控制管道介质的流量、温度、压力等工艺参数。
实现自动化调节功能。
DUPLOMATIC调节阀因为不需要其它外来能源如电源、气源,仅靠介质自身的能量来驱动,既节能又环保,使用方便,安装完毕后设定好压力值即可投入自动运行,所以在对控制精度要求不高,又缺乏电源、气源的场合,得到了越来越广泛的使用。
但在使用过程中,一定要注意选型的特殊性,否则容易引起事故。
在使用过程中,要注意使用的选型和安装环境,因此,详细了解自力式压力调节阀的工作原理和结构是非常重要的。
DUPLOMATIC调节阀特点:所谓小流量调节阀,顾名思义,就是流通能力很小的调节阀。
阀门的流通能力是在统一条件下的阀门容量指标。
我国用C 值表示。
其定义为:阀门全开时,当阀前后压差为1公斤/厘米 2 ,介质重度为1克/ 厘米 3 时,每小时流过阀门的介质量(米 3 /时)。
对于不可压缩流体,在充分湍流的状态下阀门的流通能力仅仅取决于阀本身的结构。
在计算所需的阀门流通能力时,应注意介质不同或流动条件不同时,阀内流动状态会有很大的差异。
在小流量情况下,尤其是粘性流体和低压下工作时,流体的主约束往往是层流或层流和湍流的混合态。
层流时,经过阀门的介质流量和阀前后压差呈线性关系。
而在层流和湍流混合态下,随着雷诺数的增加,即使压差不变,流经阀门的介质量也会增加。
在完全湍流时,流量才不随雷诺数变化而变化。
肖特刀架0.5.480系列
目录第一部分、刀塔外型尺寸及性能参数第二部分、刀塔安装调试及维护须知1.编码器的检测及更换------------------------------------------ 092.刀塔齿轮箱润滑油的更换------------------------------------- 133.撞车后刀盘位置的调节--------------------------------------- 134.接近开关的信号说明------------------------------------------ 15第三部分、刀塔电气控制及电气说明1.动力线配线说明---------------------------------------------- 162.信号线配线说明---------------------------------------------- 173.各信号功能说明---------------------------------------------- 19第四部分、附图及附录1.附图一 --------------------------------------------------- 212.附图二 --------------------------------------------------- 223.易损件说明------------------------------------------------ 234.刀塔剖视图------------------------------------------------ 24技术参数 0.5.480..(电动刀塔系列) 型 号 .512 .516 .520 .525 .532 刀 位8/12/16 8/12/168/12/168/12/168/12/16刀塔锁紧力矩(Nm) 600 1250 3000 6000 12000 安 全 系 数 1.3刀盘总惯性矩含刀具、刀座(Kgm2)0.4 - 0.8 0.6 - 3.2 1.8 - 7.5 4 - 9 9 - 20不平衡扭矩(Nm)因刀座、刀具而产生16 32 63 125 200计算公式:t = i*(41+a)*0.17/n + 0.1理论分度时间(秒)包括启动、转位、锁紧a — 转位角度 (度) i — 齿轮传动比n — 马达转速 (rpm)t45度:0.53-0.69t30度:0.45-0.57t45度:0.54-0.78t30度:0.46-0.65t45度:0.66-0.93t30度:0.56-0.78t45度:0.81-1.21t30度:0.68-1.01t45度:1.02-1.50t30度:0.86-1.25分度频率(min-1) 14 - 11 12.5 - 7 10 - 5.5 7.5 - 6 5 - 4 工作电压/频率 (见马达标牌)保 护 等 级 IP65刀塔重量(不含刀盘) 约30 约46 约70 约135 约250 环 境 温 度10 ~ 40 ℃冷却液工作压力阀体—标准阀供给 Kgf 外界转换供给 Kgf 中间压力阀Kgf 7142571425714257142571425SAUTER 0.5.480.5.. 电 动 刀 塔安 装 调 试 及 维 护一、 编码器(ENCODER)的检测及更换:1、 请先以电表测量刀塔端子台No.1及No.11的电压准位,在NC 有送DC24V 到刀塔的 情形下:2、 以手动方式开始运转刀盘,在旋转的过程当中,检查所测量的电压是否有Hi (高约为22 V )及Lo (低约为0V ) 的变化。
迪普马刀塔原理及维修

数控车床CK1440A/PG J沈阳数控机床厂FANUC0i-T 意大利DUPLOMATIC12位刀架定位梢子正确插入槽内,CNC 通过接近开关得到刀架到位信号,然后CNC 发出信号使电机反转,通过梢子固定部件使刀架死锁。
DUPLOMATIC BSV200编码器2011#报警TURRET UNCLAMP现象:换刀时,刀架不停地旋转解决:1、查看编码器线是否完好2、刀架电机上有定位梢子。
检查是否损坏202车间哈挺车床ELITE/51迪蒲玛刀塔不动作,刀塔报警造成原因:编程不合理,工件未夹好,刀塔与工件相撞如果相撞严重,撞得错开了一个甚至多个刀位,则会出现乱刀解决办法:1.进入“MDI”方式,将1815号参数的第三轴的第4位、第5位改为1Set air bearing pressure to18-22p.s.i.Set air purge to5-7p.s.i.2.将K0.6(QUEST51)、K2.2(Elite)改为1(具体看梯形图里的定义,不同的机床有差异)按“System”键→按“PMC参数(PMC parameter)”软键→按“keeprl”软键3.将方式改为JOG(手摇),用手轮将刀架转到1工位(QUEST)、12工位(Elite)4.按面板上的“UNCLAMP(刀塔夹紧)”键,看刀塔是否有水平移动(听是否有定位销子打入的声音)且看动作是否流畅,若不可以打入或动作不流畅,按下“CLAMP(刀塔松开)”键,继续用手轮调整刀塔位置,直到刀塔松开夹紧动作流畅。
5.Key-in1815then press NO.SRH softkey,将1815号参数的第4位、第5位改为16.拍下急停按钮,关闭数控系统电源,再重新送电。
7.将相应的K值改回0,进行刀塔(回零操作?)换刀操作。
DUPLOMATIC刀塔机械说明书

• All necessary steps for the safety of the machine operator have to be made by the machine builder who incorporates the turret in the tool machine as prescribed by the European Machine Directive CE 89/392.
3. INSTALLATION
3.1 Box removing and lifting .......................................................................................... 10 3.2 Turret placing on the machine ................................................................................ 11 3.3 Assembling of the tool holder disc .......................................................................... 11 3.4 Coolant operation .................................................................................................... 12 3.5 Electrical connections ............................................................................................. 13 3.6 Hydraulic connections ............................................................................................. 14
台湾旭阳CLT系列油压刀塔说明书

操作手冊電腦車床刀塔系列MODEL:CLT-63 CLT-80 CLT-100 CLT-125 CLT-200 CLT-300文件編號:PD-WI-094-H操作手冊:CLT油壓刀塔索 引1.序 (1)2. 技術資料 (2)2.1.規格表 (2)2.2.標準外觀及規格尺寸圖 (3)2.3.線路配置 (6)2.4.油路配置 (6)3. 操作 (7)3.1.電器系統 (7)3.2.位置檢出訊號圖 (8)3.3.動作解說 (9)4. 保養與潤滑 (10)4.1.更換潤滑油時機 (10)4.2.更換潤滑油方法 (10)4.3.潤滑油選擇 (10)4.4.注意事項 (10)5. 維修 (11)5.1.故障與排除 (11)5.2.立體系統圖 (13)5.3.零件表 (17)6. 報廢 (33)1.序感謝您對旭陽產品的愛護與支持。
在面對新世代的來臨,產業勞力不足、薪資上漲及市場競爭壓力,為提高產品競爭力、生產速度、產品品質與降低成本的情況下,採用自動化生產設備已是不可或缺的條件之一。
本產品電腦車床刀塔,使用油壓動力源來驅動刀盤旋轉、分度及鬆開鎖緊,其獨特的油路設計與分度機構,可調整刀盤的轉速,並具有緩衝減速的功能,配合6個近接開關及絕對值方式的檢出凸輪,刀塔可就近選取刀具,不須原點復歸,不亂刀。
結構簡單,穩定性、耐用性高,適合重切削。
在搭配貴公司的生產設備之後,相信對於提高工作效率、增加產能、減少人力...等方面必將有所助益。
本手冊是說明刀塔之安裝、操作、保養與潤滑等應注意之事項,在使用前,請詳細閱讀本手冊之內容並依說明操作,以使刀塔能夠發揮其性能及延長使用壽命。
F1 x bF2 x bF3 x b重 量 (不含刀盤)離合齒外徑 型 態2.2. 標準外觀及規格尺寸CLT-63CLT-80CLT-100CLT-125CLT-200 CLT-3002.3線路配置2.4.油路配置3. 操 作3.1.電器系統CLT63,80項 次內 容規 格線 碼 信 號SensorA 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24VA OV 棕 黑藍24V信號OV SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V B OV 棕 黑藍24V 信號OV SensorB 刀位檢出感測器 10~30V DC100mA(負載) 輸出-PNP-NO24V C OV 棕 黑藍24V 信號OV SensorD 刀位檢出感測器10~30V DC 100mA(負載) 輸出-PNP-NO24V D OV 棕 黑藍24V 信號OV SensorE刀盤停止轉動與鎖緊感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V E OV 棕 黑藍24V 信號OV SensorF 刀盤鬆開鎖緊檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO24V F OV 棕黑藍24V 信號OVSolA 刀盤鬆開鎖緊電磁閥 DC24V / AC110V 30WSolB刀盤正反轉電磁閥DC24V / AC110V 30WCLT100,120,125,200,300項 次內 容規 格線 碼 信 號SensorA 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 1OV棕 藍24V 信號 SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 2OV棕 藍24V 信號 SensorB 刀位檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 3OV棕 藍24V 信號 SensorD 刀位檢出感測器10~30V DC 100mA(負載) 輸出-PNP-NO 4OV棕 藍24V 信號 SensorE 刀盤停止轉動與鎖緊感測器 10~30V DC 100mA(負載) 輸出-PNP-NO 5OV棕 藍24V 信號 SensorF 刀盤鬆開鎖緊檢出感測器 10~30V DC 100mA(負載) 輸出-PNP-NO6OV棕 藍24V 信號 SolA 刀盤鬆開鎖緊電磁閥 DC24V / AC110V 30WSolB刀盤正反轉電磁閥DC24V / AC110V 30W3.2位置檢出訊號圖3.3動作解說1. Sensor A,B,C,D:只供刀位檢測,不做任何動作之啟動訊號。
刀臂式刀库调试手册及说明
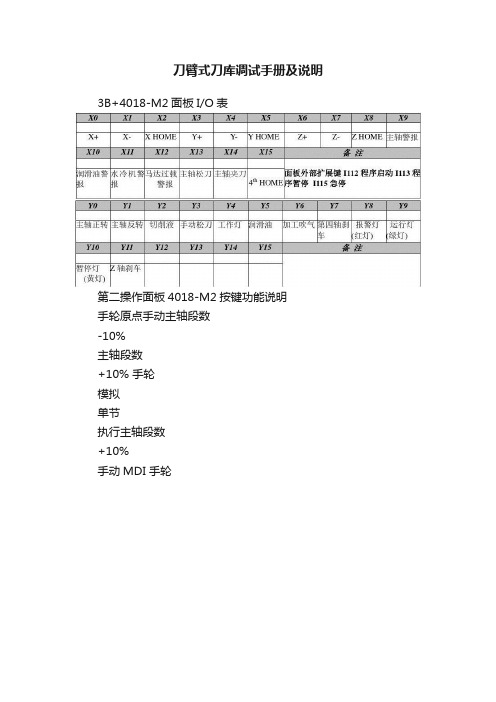
刀臂式刀库调试手册及说明3B+4018-M2面板I/O表第二操作面板4018-M2按键功能说明手轮原点手动主轴段数-10%主轴段数+10% 手轮模拟单节执行主轴段数+10%手动MDI 手轮第二操作面板I/O定义外扩参数说明:3405---是否需要回原点才可以启动加工(0:需要1:不需要)3406----润滑油打油间隔(单位:秒)3407----是否开启自动润滑功能(0:关闭1:开启)3408----润滑油打油时间(单位:秒)3410----手轮选择(0:面板手轮1:外挂手轮)3411----警报解除(1:接触警报)自定义按键说明:F1 ----手动润滑油【红色部分无需终端客户知道】M代码一、指令说明1.刀臂式换刀大都配合链条型刀具库且是无固定刀号式,即1号刀不一定插回1号刀具库内,其刀具库上的刀号与设定的刀号由控制器的PLC & Macro管理。
此种换刀方式的T指令后面所接数字代表欲呼叫刀具的号码。
2.使用刀臂换刀时,须搭配T码与M06两个指令T码:被呼叫的刀具会转至准备换刀位置。
M06:执行换刀动作。
3.同一单节输入指令说明4.单独执行M06,要视之前有否执行过T code否则不换刀。
G54 G90 G80 G40 G49 G91 G28 Z0.G00 X0. Y0.M06 ←不换刀…………………..…………………..…………………..G00 X100 Y100.M30 G54 G90 G80 G40 G49 G91 G28 Z0.G00 X0. Y0.T5G01X 50. Y0.G02I50.………M06 ←换刀…………………..…………………..…………………..M06←不换刀G00 X100 Y100.M305.如果连续执行很多个T code,必须将每个T code都执行,且刀号到达。
T1 ←必须转至T1后才能再转至T3 T3 ←转至T3,备刀T9 ←转至T9,备刀T15 ←必至T15,备刀T1M06 ←转至T1后执行M06 T3 ←转至T3,备刀T8 ←转至T8,备刀T9 ←转至T9,备刀T15 ←转至T15,备刀6.刀库有24把刀,但可使用的刀数为24+1把,因此有二种规格:○10 ~ 24把刀,初始化主轴刀号0号刀。
DUPLOMATIC伺服刀塔电气说明书(英文)

SM-TURRETSCONTROL UNIT DDC2-10-J**/22CONTROL UNIT DDC2-18/10-J**/22Software: SFW062G402, SFW062G403, SFW062G406, SFW062G412, SFW062I403, SFW062I406,SFW062I412, SFW062I421, SFW062I429, SFW062I438, SFW062I439, SFW062I444, SFW062I445INSTALLATION MANUALINSTRUCTIONS FOR ELECTRICAL CONNECTIONS OF INTEGRATED CONTROL UNITCorrespondence between electronic unit code and softwareElectronic unit Code Software Turret NotesDDC2-18/10-J20/220496066J20SFW062G402SM-*-25/2*-400Std. 8/12 positionsSFW062I402DDC2-18/10-J**/220496066J**SFW062I444SM-*-25/2*-4008/12 positions high inertiaSM-*-25/2*-400 6 and 12 positions DDC2-18/10-J20/220496066J20SFW062G412SFW062I412DDC2-18/10-J**/220496066J**SFW062I439SM-*-25/2*-40012 and 24 positionsSM-*-20/2*-400Std. 8/12 positionsDDC2-10-J20/220496032J20SFW062G403SFW062I403SM-*-20/2*-400 6 and 12 positions DDC2-10-J20/220496032J20SFW062G406SFW062I403DDC2-10-J**/220496032J**SFW062I438SM-*-20/2*-40012 and 24 positions DDC2-10-J16/220496032J16SFW062G403SM-*-16/2*-400Std. 8/12 positionsSFW062I403SM-*-16/2*-400 6 and 12 positions DDC2-10-J16/220496032J16SFW062G406SFW062I406DDC2-10-J**/220496032J**SFW062I421SM-*-16/2*-400 8 and 12 positions DDC2-10-J**/220496032J**SFW062I445SM-*-16/2*-400 8 and 16 positions DDC2-10-J16/220496032J16SFW062G407SM-*-12/2*-4008/12 positionsDDC2-10-J**/220496032J**SFW062I407SM-*-12/2*-4008 and 12 positions Notes: Software release ‘G’ will be replaced by software release ‘I’ that is fully compatible andadds more functionalities.Contents1.GENERAL INFORMATION3CODE OF THE CONTROL UNIT3 IMPORTANT NOTE FOR SAFETY3 EMC COMPLIANCE3 TECHNICAL CARACTERISTICS OF THE CONTROL UNIT42.ELECTRICAL CONNECTIONS5SUPPLY5 POWER SUPPLY 400 VAC 3 Φ5 POWER SUPPLY 230 VAC 2 Φ5 POWER SUPPLY 24VDC FOR I/O5 TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGN5 I/O SIGNALS6 OUTPUTS TO CNC6 OUTPUTS TO ELECTROVALVE6 INPUTS FROM CNC6 SELECTION OF THE NUMBER OF POSITIONS6 SELECTION OF LOW/HIGH INERTIA6 SELECTION OF STANDARD/MAINTENANCE SPEED6 CONNECTION BOX AND TERMINALS LAY-OUT7 3.INTERFACING TO CNC8 OPERATING FUNCTIONS8 ZERO SEARCH8 OPERATING FUNCTIONS DESCRIPTION9 OPERATING FUNCTION N°0: EMERGENCY / RESET11 OPERATING FUNCTION N°1,2,3: AUTOMATIC11 OPERATING FUNCTION N°4: JOG12 OPERATING FUNCTION N°5: SERVICE12 OPERATING FUNCTION N°6: MAINTENANCE12 OPERATING FUNCTION N °7: SAFETY13 4.DIAGNOSTIC15 ALARMS AND WARNINGS15 EXTENDED ALARM DESCRIPTION/TROUBLESHOOTING16 The information described in this manual may be subject to variations due to technical modifications. DUPLOMATIC S.p.A. reserves the right to modify the contents of this manual without prior notice.1.GENERAL INFORMATIONThe Duplomatic control unit is a compact system that controls all functions regarding positioning and driving of the SM* turrets Duplomatic.The interfacing to the lathe is powerful and simplified for an easy installation.Serial line RS232 is set for diagnostic and remote control by PC.CODE OF THE CONTROL UNITIt is possible to see all the data concerning the control unit looking at this stamp, applied on its rack.Model:IMPORTANT NOTE FOR SAFETYThe turret has been tested under the condition reported as follows and obtained the compliance for: CEI EN 61800-3 and CEI EN 61800-4.CHARACTERISTICS OF THE CONTROL UNIT TYPE DDC2-10-J**/22•Best path research.•External selection of rotation direction.•Automatic reference search.•Parity control on position code.•Enhanced diagnostic.•Selection of two ranges of positions (eg. 8 and 12 or 6 and 12) with dedicated inputs.•Selection of inertia on disc with dedicated input.•Speed reduction for maintenance purposes with dedicated input.• 'Safety' behaviour can be set by CNC or PC.The entire unit is insulated from the external with optoinsulators to satisfy safety standards.Parameters of the system are optimised and cannot be modified by the customer. TECHNICAL CARACTERISTICS OF THE CONTROL UNITPower supplyPower input 3Φ400V +15% - 10 %50/60Hz ±2Hz 3 Φ10A max.Auxiliary input 2Φ230V±10%50/60Hz ±2Hz 2 Φ35VAtab 1Supply for I/ODigital inputs •Type •Voltage •Current optoinsulated Sink24 VDC ±10%5 mA @ 24 VDCDigital outputs•Type•Voltage•Max current for signals Electrovalve•Type•VoltageMax current for electrovalve Optoinsulated •Transistor NPN (Source)•24 VDC ±10%•0.2A @ 24 VDC Optoinsulated •Transistor NPN (Source)•24 VDC ±10%•0.5A @ 24 VDCtab 2General specificationsOperative Temperature0 ÷ 55 °CHumidity30.. 95%Vibrations4G RMS (for short period)0,5 RMS (continuously) tab 32. ELECTRICAL CONNECTIONSRefer to the annex diagrams:1. : wiring diagram for standard turrets.2. : cables3. : timings4. : instructions for RS-232 serial cableSUPPLYPOWER SUPPLY 400 VAC 3 Φ(see tab1)The control unit requires a three-phase 400 VAC input for the power card.A power contactor on the 400 AC line must be used for emergency stop (see wiring diagram).The 400 VAC line must be protected with external fuses 10 A T.(or 4-6.3 A motor start)An inrush current can happen at power-on due to the internal 100uF power capacitors.An external filter is required to meet E.M.C. compliance (optional).POWER SUPPLY 230 VAC 2 Φ(see tab1)The control unit requires a single-phase 230 VAC input for the logic card.A 500mA T F2 fuse must be used to protect this supply.POWER SUPPLY 24VDC FOR I/O (see tab 2)On the control unit are present two different connections +24VDC.The +24VDC on terminal P10-2 is used to supply the electrovalve and must be protected with a 500 mA T fuse (F5).The +24VDC on terminal P10-6 is used to supply the signals outputs and must be protected with a 500mA FF fuse (F4).0VDC is connected at terminal P10-24.Note: during turret start-up, use P10-1 and P10-7 connections for 24V DC. In this way the fuses inside the connection box are used and can protect the unit against mistakes on wirings. After the positive test switch to P10-2 and P10-6 and use the fuses in the cabinet that are more reachable.TECHNICAL SPECIFICATIONS FOR POWER TRANSFORMER DESIGNImportant: check the voltage drop on the 400 VAC supply during acceleration, to be sure that this doesn’t approach the indicated voltage limits.Rated primary voltage VariableSecondary rated voltage 400 VCA ± 10% 3 ΦRated Power1000 VA Max voltage drop at 10 A rms (during acceleration)5%Connectionstar-star or delta-star Secondary voltage deviation ± 2%tab 4I/O SIGNALSOUTPUTS TO CNCLOCKED: turret locked.INDEXD: turret in position (can be used to start axis movement).ALBIT1, ALBIT2, ALBIT4: alarms code.OUTPUTS TO ELECTROVALVEEVLOCK: locking valve.EVULCK: unlocking valve.INPUTS FROM CNCPBIT01, PBIT02, PBIT04, PBIT08, (PBIT16): position code bits.PARITY: parity for position codes.PSTART: signal for starting turret cycle.PTAB01, PTAB02: set 8/12 positions.PTAB03: set low/high inertia.MODE01, MODE02, MODE03: mode selection code bits.SPDSEL: selection of standard or maintenance speed.SELECTION OF THE NUMBER OF POSITIONSThe turret can be easily configured for two different number of positions simply setting two signals in the control unit. No mechanical operations or part replacement are required Software8/12 tools6/1212/248/16Tools N°8126121224816PTAB0124VDC0VDC24VDC0VDC24VDC0VDC24VDC0VDCPTAB020VDC24VDC0VDC24VDC0VDC24VDC0VDC24VDCThe 24VDC for selections must be done at the same time with 230 VAC 1 Φ (max lag time 500 ms).If the 24 VDC is done with a lag time over 500 ms, the turret can not start and ALARM 78 (or 77) appears.SELECTION OF LOW/HIGH INERTIAThe turret can be easily configured to drive two ranges of inertia just setting a signal in the control unit.No mechanical operations or part replacement are requiredStandard inertia High inertiaPTAB03connected to 24VDC not connectedSELECTION OF STANDARD/MAINTENANCE SPEEDThis input can be used to slow-down immediately the turret in front of dangerous operations (door opening, maintenance operations). The speed is about the 20% of the nominal speed. Connect the SPDSEL input to the 24VDC supply if not used.Standard speed Maintenance speedSPDSEL connected to 24VDC not connectedCONNECTION BOX AND TERMINALS LAY-OUTName Terminal Name Terminal CM2-FUSE-F2P10-1MODE03P10-21 CM2P10-2SPAREINP1P10-22EVLOCK P10-3SPDSEL P10-23EVULCK P10-4COM 0V P10-24SPAREOUT1P10-5PTABO1LK1 CM1P10-6PTABO2LK2 CM1-FUSE-F1P10-7PTABO3LK3 LOCKED P10-8INDEXD P10-9R E1ALBIT1P10-10S E2ALBIT2P10-11T E3ALBIT4P10-12PE E4PBIT01P10-13L E5PBIT02P10-14N E6PBIT04P10-15PBIT08P10-16P9-2RS232-RXDPARITY P10-17P9-3RS232-TXDPSTART P10-18P9-4RS232-DTRMODE01P10-19P9-5RS23-2SGMODE02P10-20P9-7RS232-RTS3.INTERFACING TO CNCOPERATING FUNCTIONSThe control unit offers several operating functions (also called MODES).Setting MODE01, MODE02, and MODE03 signals can make the selection of the operating functions.INPUTS DESCRIPTIONN°OPERATINGFUNCTIONS MODE01MODE02MODE030Emergency/Reset 000Setting this mode will stop immediately the turret. Alarmscan be reset setting this mode and the setting another mode.1Automaticshortest path 100The turret will use the shortest path to reach the positionrequired.2Automatic CW010The turret will always use the CW direction path to reach theposition required.3Automatic CCW110The turret will always use the CCW direction path to reachthe position required.4Jog, next tool inCW or CCW001The turret will reach the next position.5Service101Enables a series of functionality to simplify the start-up phaseand troubleshooting6Maintenance(only by PC)---7Safety111Enables a series of functionality to overcome conditions thatnormally would stop the turret for a long time.ZERO SEARCHAfter any power-on of the control unit (230 V -1 phase auxiliary supply) the turret mustexecute the reference cycle.At the end of the reference cycle the turret is locked in position 1.To execute the reference cycle proceed as follows1. Set an automatic function (1,2 or 3)2. Set this code.POSITION PARITY PBIT01PBITO2PBIT04PBIT08(PBIT16)Zero cycle0000003. Set impulsive PSTART to reach out the zero position(PSTART must stay on for more than 30 ms).4. Wait 500 ms after INDEXD and LOCKED signals give the end of the cycle.AUTOMATIC OPERATING FUNCTIONS (1,2,3)•Set the code of the position required.•Wait until the position code output is stable (it depends on what type of PLC/CNC outputs are used - relay, static…).•Give the PSTART command (active on its rising front). PSTART must stay ON for more than 30 ms (T2).•The turret confirms the reception of the start signal by setting low both INDEXD and LOCKED signal after approximately 30 ms (T3).•When the position requested has been reached, but the disc is not yet locked, the INDEXD signal is set high (this signal can be used to start the approach of the tool to the part to be worked on).•After the disc has been locked, the LOCKED signal is set to high. The turret can work.•Position bits and parity bit must be stable for at least 30 ms. from PSTART signal. After this time and once the turret confirmed the start reception, position bits, parity bit, and start signal can be changed until the INDEXED signal is low. However it is strongly recommended to keep position bits and parity code set to the last position called.•The PSTART signal can be reset after the confirmation of the reception, typically it must stay on for at least 30 ms (T2).Important: the end of cycle must be detected by the LOCKED signal that changes from low to high and with the INDEXD signal high and no alarms are present.SAME TOOL CALLIn case of the turret is already in the position called (for example change in tool offset T1.01 ..T1.02) the turret will not move or unlock/lock but the INDEXD and LOCKED signals will have the same behaviour as a normal rotation (INDEX and LOCKED low after the PSTAR and then after approx. 200ms the INDEX goes HIGH and after 50 ms more the LOCKED signal goes HIGH).INDEXD SIGNALThe INDEXD signal must be used with the LOCKED signal to detect the end of cycle of the turret and can be ignored once the turret is locked.The INDEXD output goes and stay LOW also when the emergency mode is set and if the three-phase power supply is OFF.In this case, if the turret management from PLC/CNC uses the emergency mode or open the power contactor, the INDEXD signal must be used only when the turret is in cycle and then ignored.The CNC/PLC program must check the LOCKED signal while the turret is not in cycle: if this signal goes LOW stop immediately the machine and check the cause.JOG MODEThe turret does not output the position code, so in JOG mode the actual position must be memorised by the CNC / PLC.Be sure to not show in the screen of CNC a tool position different from the reality.We suggest to use always the automatic mode in order to force CNC to keep track of the turret position.ALARM CONDITIONSWhen an alarm condition is detected, one or more of the ALBIT1, ALBIT2, ALBIT4 is high and the INDEXD signal is low.In this case the machine must be immediately stopped and the three-phase power contactor should be opened.Important: the turret can show alarms in any time (also if it is not on cycle) so check always the alarm output of the turret.EXCESSIVE ELECTRICAL NOISE OR BAD WIRING DETECTIONIf the turret is not in cycle and in automatic mode, any variation in POSITION BITS and PARITY must be followed by the PSTART signal.If the PSTART does not came in about 5 seconds (T1) an alarm 7 (73) is output from the turret. Avoid to change the position code just after the turret LOCKED signal goes high (end of cycle) because this can be detected as a new position request.See the diagnostic section to have more details.AUTOMATIC RECOVER FOR PRESSURE/VALVES PROBLEMSThe turret will attempt three times to lock or unlock before giving an alarm (41 or 51).If the operator hear the valve operated more timed during the tool change it is necessary to check the cause of the problem and remove it before a permanent failure happens.OPERATING FUNCTION N°0: EMERGENCY / RESETOPERATING FUNCTION N°0INPUTSMODE01MODE02MODE03 Emergency/reset000This operating function has two purposes:1) Stop all turret movement (EMERGENCY).2) Acknowledge all alarms, if they are present (RESET).It must stay on for more than 30 ms to be read by the control unit. It isn’t necessary to carry out a RESET to go into or out operating function. In any case, if a RESET is executed, it is necessary to wait 800 ms before any variation of signals.The INDEX signal goes low after a RESET.The alarm output will be cleared changing from operating function N°0 to another operating function (e.g. Automatic).OPERATING FUNCTION N°1,2,3: AUTOMATICThese operating functions are normally used to drive the turret.Just set the code of the position required, give the start signal and the turret will automatically reach the position.1. Clear all alarms (if present);2. Set an automatic function:OPERATING FUNCTION N°1,2,3INPUTSMODE01MODE02MODE03 Automatic with shortest path search100Automatic CW010Automatic CCW1103. Set the position code: (use PBIT16 only for turrets with 16 tools or more).POSITIONCODE Zero Cycle123456789101112PBIT010101010101010PBIT020011001100110PBIT040000111100001PBIT080000000011111(PBIT16)0000000000000PARITY0110100110010POSITIONCODE131415161718192021222324PBIT01101010101010PBIT02011001100110PBIT04111000011110PBIT08111000000001(PBIT16)000111111111PARITY1101001011004. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°4: JOGThe disc will rotate of one step in the selected direction.Proceed as follows1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°4:INPUTSMODE01MODE02MODE03 Next station in CW or CCW0013. Select direction:PBIT01PBIT02Rotation in CW10Rotation in CCW014. Set PSTART for give the confirmation of the movement in 5 s.(It must stay ON for more than 30 ms).OPERATING FUNCTION N°5: SERVICEThe turret cycle can be executed “step by step”: unlocking, rotation, locking.Proceed as follows1. Clear all alarms (if present);2. Set an operating function:OPERATING FUNCTION N°5:INPUTSMODE01MODE02MODE03 Service1013. Select a command:PBIT01PBIT02PBIT04PBIT08PARITY Locking00100Unlocking00010Next tool CW10001Next tool CCW0100110000 Continuos rotationCW01000 Continuos rotationCCW4. Set PSTART for give the confirmation of the movement within 5 s.(It must stay ON for more than 30 ms).Locking and unlocking don’t require PSTART signal.OPERATING FUNCTION N°6: MAINTENANCECan be used to test the functionality of the control unit with RS232 and a special software for Windows on a PC (SERVICE DUPLOMATIC).OPERATING FUNCTION N °7: SAFETYThe standard behaviour of the turret can be changed in order to allow the turret to work even if there are problems mainly on proximity switches.WARNING: all the functions are intended to be used only in case of effective problems. The improper use can cause a damage of the turret or the machine.Proceed as follows:1. Clear all alarms (if present);2. Set the operating function:OPERATING FUNCTION N°7:INPUTSMODE01MODE02MODE03SAFETY1113. Select the operation:n°PBIT01PBIT02PBIT04PBIT08PARITY1Execute the reference cycle (1)1000101001 2Disable the management of unlocking switch:(the unlocking phase is based upon timeinstead that switch output) (2)3Disable the management of locking switch:11000 (the locking phase is based upon time insteadthat switch output) (2)00101 4Assume the actual position of the disc asposition number 1 and disable themanagement of reference switch (3)5Apply a speed reduction of 30%1010001100 6Disable the management of the thermaldetector of the motor (4) (only SW rel ‘I’)7Toggle ON/OFF the output of the second digit11101 of the last alarm. (5) (only SW rel ‘I’)8Toggle ON/OFF the serialize mode (6)00011 (only SW rel ‘I’)10010 9Toggle ON/OFF the output of the status of theswitches (7) (only SW rel ‘I’)10Enable the autotest function (8)01010 (only SW rel ‘I’)15Reset to standard functionality111104. Set the PSTART signal two times (with a pause of about 50ms. between the two pulses)without changing the code pattern to activate the function required.IMPORTANT: there is no confirmation about the correct execution of the operation, because this is intended as a manual operation with effect that can be easily verified by operator.All functionality set by this mode will be automatically reset at the power-off of the control unit. (1) This is an alternative way to execute the reference cycle in CNC in which the tool T 0 is notallowed. In this case only one PSTART is required.(2) In this case we assume that the turret is surely locked or unlocked in about 400 ms.(3) Be sure that the disc is really in position 1, elsewere this operation could be dangerous.This function can be performed only if the reference cycle has not yet been executed.(4) Please be sure that thermal detector is broken otherwise this could damage the servomotor.(5) The second digit of the alarm code is output on the ALBIT1..ALBIT4. A reset will turn-off thisfunction.(6) In this case a slow SSI - like protocol (Serial Synchronous Interface) is enabled using theALBITs outputs.SIGNAL READY CLOCK DATAOUTPUT ALBIT1ALBIT2ALBIT4The READY signal is independent an is ON if the turret is OK.Byte 2:Turret Position (0-> turret out of position; <>0 turret is/can be locked on theposition )Byte 3: Digital inputs 1:In order (ZEROSW,ULCKSW,LOCKSW, MOTVL,PTAB03,MOD03,MOD02,MOD01)Byte 4: Digital inputs 2:In order (PTAB02,PTAB01,PSTART,PARITY,PBIT08,PBIT04,PBIT02,PBIT01)(7) The status of the switches of the turret is output as follows:SIGNAL MOTOVL(thermal detector)ZEROSW(reference)LOCKSW(locking)ULCKSW(unlocking)OUTPUT INDEXD ALBIT1ALBIT2ALBIT4A reset will disable this function.(8) Danger of collision to other parts of the lathe! Move the turret in a safe zone befor startingthe cycle. The autotest function is stopped and disabled by putting the turret in emergency mode (MODE 0).()4.DIAGNOSTICALARMS AND WARNINGSThe electronic unit constantly executes self-diagnosis and can signal alarms condition.Alarm code is provided on output ALBIT1, ALBIT2, ALBIT4 according to the following table.ALARM CODE ALARM N°DESCRIPTION ALBIT1ALBIT2ALBIT41001Fault of supply.0102Over voltage.1103Over current/servo error/thermal detector.0014Unlocking faults,(switch fault, setting, pressure supplyfault, etc.).1015Locking faults,(switch fault, setting, pressure supplyfault, etc.).0116Zero search fault,(switch fault, setting, etc.).1117Zero search missed/Position code error/Cycle time out/PSTART signal time out.Alarm are stored and can be reset with EMERGENCY/RESET function.Power off causes the reset of the active alarm.A better identification of the alarm codes is possible by a PC with RS232 interface and a Duplomatic diagnostic software. availablePlease refer to the EXTENDED ALARM DESCRIPTION to get a more complete description of the alarm and to have information about troubleshooting.Serial communication parameters (for software ‘G’): 9600,N,8,1.Serial communication parameters (for software ‘I’): 9600,E,8,1 or 9600,N,8,1.Fault of electronic unit:After recognizing the fault, the problem can be easily solved.In case of electronic unit fault, it can be easily replaced.EXTENDED ALARM DESCRIPTION/TROUBLESHOOTINGDescriptionALARMCODE10Fault in internal supply: check the 230 V auxiliary supply.11Drop on the Three-Phase voltage during tool change. Check the Three-Phase voltage. (only SW rel I) 20Overvoltage:- Check all external three-phase supplies.21Overvoltage reached during dynamic braking:-the inertia loaded on disc is too high: check that the configuration signal (PTAB03 -LK3 on connection board)is set to the proper inertia range.-Check that the Three-Phase voltage is not over specs.-Fault on internal dynamic braking circuit.30Motor Overcurrent (absorbed current too high):-short on motor phases, or in wiring between DDC and motor31Overload (mean current too high):-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03signal – LK3 on connection box);-the unbalanced load exceeds limits;-crash during disc rotation;-zero switch or zero cam are not well positioned (if the alarm happen when the turret is locking at thereference cycle completion;-wiring to the motor or the resolver is defective.-mechanical hardening32Following error:-inertia loaded on disc exceeds limits (check that the turret is set to the right inertia value by the PTAB03signal – LK3 on connection box);-the unbalanced load exceeds limits;-the tool touch the piece slowly during disc rotation;-the wiring to the resolver is defective.33The time limit to execute the cycle has been reached:-the tool touch the piece slowly at the end of the cycle so cannot reach the final position;35The thermal detector of the motor :-indexing frequency too high;-defective motor;-the thermal detector is not connected.36The reference cam is not in the expected position. (only SW rel I)40The signal of the locking switch stays on during the unlocking phase:-unlocking pressure too low;-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.41The signal of the unlocking switch stays off during the unlocking phase:-unlocking pressure too low;-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.42The signal of the unlocking switch goes off while the turret is unlocked:-problems of pressure;-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.43The signal of the locking switch goes on while the turret is unlocked:-problems of pressure;-bad switch connection/wiring (remote application mainly);-the locking switch is defective.44The turret is unlocked at power-on:-the electrovalve is defective or positioned in such a way that the internal part can move without command(vertical);45The two pressure inlet or the LOCKED and UNLOCKED switches are reversed. (only SW rel I)ALARMDescriptionCODE50The signal of the unlocking switch stays on during the locking phase:-locking pressure too low (only hydraulic);-bad position of unlocking switch;-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.51The signal of the locking switch stays off during the locking phase:-locking pressure too low (only hydraulic);-bad position of locking switch;-bad switch connection/wiring (remote application mainly);-wrong control unit code (card for a different size);-wrong reference cam regulation (turret lock over teeth);-the locking switch is defective.52The signal of the locking switch goes off while the turret is locked:-problems of pressure (only hydraulic);-bad switch connection/wiring (remote application mainly);-the locking switch is defective.53The signal of the unlocking switch goes on while the turret is locked:-problems of pressure (only hydraulic);-bad switch connection/wiring (remote application mainly);-the unlocking switch is defective.55The two pressure inlet or the LOCKED and UNLOCKED switches are reversed. (only SW rel I) 60Time-out in reference cam search:-the zero switch is defective (always off);-the position of the reference cam is wrong.-bad switch connection/wiring (remote application mainly);-the disc cannot rotate.61Time-out in fine reference search:-the zero switch is defective (always on);-bad switch connection/wiring (remote application mainly);-the disc cannot rotate.70 A tool is called before executing the zero cycle:-error in programming logic of CNC;-the operator did not call the reference cycle.71Parity Error in position code:-error in programming logic of CNC;-problems on wiring (PBIT** and PARITY)-slow outputs of CNC/PLC (the output value van be incorrect when the PSTART signal is given)72 A tool non existing has been called:-error in CNC programming;-turret not correctly configured (check the number of positions set by PTAB01 and PTAB02 signals - LK1and LK2 in connection box);-wiring problems.73 A variation in position code has been detected but the PSTART signal is not arrived in within 5 seconds:-error in CNC programming;-wiring problems (PSTART signal not connected).74The time limit of continuos rotation of disc has been reached:-the turret has been activate in maintenance mode or service for long time;-the indexing frequency is too high.78 or 77The configuration input signals PTAB01 and PTAB02 are not configured (number of positions):-error in PTAB01 and PTAB02 setting (LK1 and LK2 in connection box);-the 24 V DC supply is delayed for more than 500 ms in respect of the 230 V AC auxiliary supply (theconfiguration has not been loaded correctly).Note: the code number is memorised by the control unit and can be read with a Duplomatic diagnostic software installed on a PC with the RS232 interface.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.1 Box removing and lifting .......................................................................................... 10 3.2 Turret placing on the machine ................................................................................ 11 3.3 Assembling of the tool holder disc .......................................................................... 11 3.4 Coolant operation .................................................................................................... 12 3.5 Electrical connections ............................................................................................. 13 3.6 Hydraulic connections ............................................................................................. 14
• Before any maintenance or repair job and before removing any safeguard make sure that the machine's electric mains switch is on "OFF" position. It is absolutely forbidden to carry out any repair or maintenance job, when the turret is running.
• Duplomatic declines any responsibility for any accident or injuries to persons or damages to property due to non observance of the respective safety rules and to the instructions shown in this Manual.
2.1 Technical data ........................................................................................................... 6 2.2 Loading capacity ....................................................................................................... 6 2.3 Duty performances .................................................................................................... 7 2.4 Overall dimensions ................................................................................................... 8 2.5 Tool disc interface specs .......................................................................................... 9
4. ASSEMBLY DRAWINGS AND PART LISTS
4.A Main section ....................................................................................................... 16/17 4.B Back view ................................................................................................................ 18 4.B/1 Hydraulic connections ............................................................................................. 19 4.C Coolant circuit ......................................................................................................... 20 4.D Motor and gear box ................................................................................................. 21 4.E Connection box ....................................................................................................... 22
This symbol is used to point out operating cycles that are important as far as safety is concerned. Improper handling during these cycles can cause serious injuries to fingers, hands or other parts of the body and can cause also damages to the turret itself or its accessories.
5. RECOMMENDED SPARE-PARTS .......................................................................... 24
6. MAINTENANCE
6.1 Lubrication .............................................................................................................. 25 6.2 Turret lubrication check ........................................................................................... 25 6.3 Coolant valve check ................................................................................................ 25
• Before installing and commisioning the turret, the technician and the operator must have read carefully this Instructions Manual.
• For lifting the turret use only hoisting means which are suitable for the turret weight.
R
DUPLOMATIC
AUTOMAZIONE
SM-H-25/Series 24
FAST SERVOMOTOR TURRETS INSTRUCTIONS FOR USE AND MAINTENANCE
M.I. 6429-H
GB
ISSUED 03-03
2
M.I.6429-H-0303
Safety symbols used in this manual :
• Cir of the turret must be carried out by skilled and authorized personnel who must follow the instructions in this Manual for all necessary steps.
• All necessary steps for the safety of the machine operator have to be made by the machine builder who incorporates the turret in the tool machine as prescribed by the European Machine Directive CE 89/392.
permission.
3
M.I.6429-H-0303
INDEX
sheet
1. TURRET IDENTIFICATION ............................................................................ 5