锂电池装配生产品质日报表
合集下载
11月第三周电池质量报告
下周需要解决的问题
• 印刷正电极时产生的结点、图形扭曲问题(技术部与 网板厂家沟通解决);
请技术部于下周作出详细的解决方案、 请技术部于下周作出详细的解决方案、确认可行性
• 低效片原因分析(控制+补救);
请生产工艺出具详细可行的解决方案
• 生产部人为B类品本周未达到指标,请生产部根据车间 生产状况制定出切实可行的改善方案,争取下周可以 达到指标以内(4%以内)
近期需要解决的问题
• 色彩(包括色彩、手指印、白斑)不良率:目标是短 期内降至1%以下,上周2.56%,本周2.38%(来料控制 +制程控制(清洗时预处理)); • 烧结接片采用自动接片(设备部:赏骏利)。
白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 白 晚 11月7日 11月8日 11月9日11月10日 11月11日 11月12日 11月13日 11月14日 11月15日 11月16日 11月17日 11月18日 11月19日
6%
150一 车间
150二 车间 165一 5%车间 165二 车间
4%
3.19%
3.32% 2.98%
150一 车间 150二 3%车间 165一 车间 2%165二 车间
1.76%
注意:(1)二车间除了12号白班因为3-3炉管问题导致低效比率增大之外 1% (2)一车间除了两次烧结炉报警引起低效比率增加之外,一车间其他几个较高低
0%
1.61%
上周 本周 增加
一车间 合格率 低效比率 90.71% 1.10% 91.46% 0.89% 0.75% -0.21%
11月第3周电池质量报告
2009-11-21
2024年2月28日产品质量检查日报表

2024年2月28日产品质量检查日报表
一、检查时间:9:30
二、检查部门及人员
生产制造中心磷铵装置:*
生产制造中心BMAP装置:*
生产技术部:
营销部:
包裹油服务方:()
三、检查情况
1、磷铵产品一次下线合格率情况
(1)Ⅰ期装置:
2、磷铵散库料堆产品情况
1.
Ⅰ期:B1-B6区为废料;B9-B11 57%DAP壳寡糖,供包装产品外观颜色正常,库位充足。
Ⅱ期:C5-C7、C9、C14-C15堆放64%DAP产品外观正常,库位充足。
3、磷铵包装情况:
1)包装产品温度(查1次 /周):本周待查。
2)抽查单包净重情况(查1次 /周):本周待查。
3)合格证情况(查1次 /周):本周待查。
4)喷码情况(查1次 /周):本周待查。
5)缝包质量情况(查1次 /周):本周待查。
4、磷铵存样开包情况(查1次 /月):本月已查。
5、库外堆存产品情况(查1次 /周):本周待查。
编制:
审核:
生产技术部
2024年2月28日。
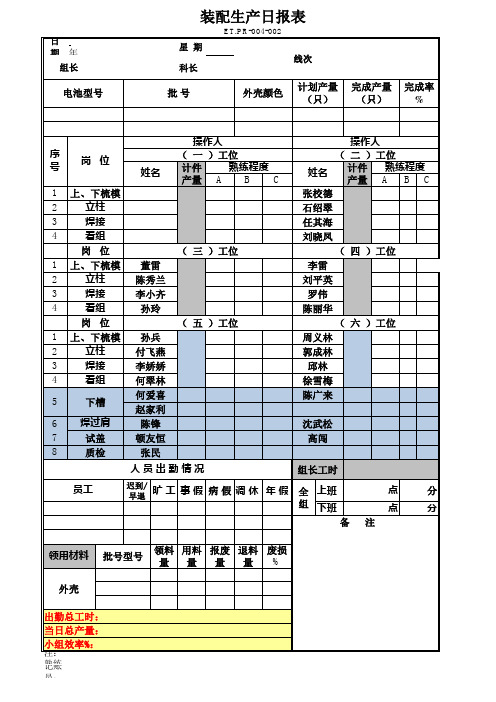
装配生产日报表
员工
迟到/ 旷工 事假 病假 调休 年假 上班 早退 全组
下班
领用材料 外壳
批号型号
领料 用料 报废 退料 废损 % 量 量 量 量
出勤总工时: 当日总产量: 小组效率%:
注:熟练程度100%为A,80%为B,80%以下为C,打“√”选择即可。 记账员:佘桂华
操作人 ( 一 )工位 熟练程度 计件 A B C 产量
( 三 )工位 董雷 陈秀兰 李小齐 孙玲 ( 五 )工位 孙兵 付飞燕 李娇娇 何翠林 何爱喜 赵家利 陈锋 顿友恒 张民 人员出勤情况
操作人 ( 二 )工位 熟练程度 计件 姓名 产量 A B C 张校德 石绍翠 任其海 刘晓凤 ( 四 )工位 李雷 刘平英 罗伟 陈丽华 ( 六 )工位 周义林 郭成林 邱林 徐雪梅 陈广来 沈武松 高闯 组长工时 点 点 备 注 分 分
装配生产日报表
ET.PR-004-002
日 期 组长
年
月
日
星 期 科长 线次
电池型号
批号
外壳颜色
计划产量 (只)
完2 3 4 1 2 3 4 5 6 7 8
岗 位 姓名 上、下梳模 立柱 焊接 看组 岗 位 上、下梳模 立柱 焊接 看组 岗 位 上、下梳模 立柱 焊接 看组 下槽 焊过肩 试盖 质检
锂电池首件检验记录表
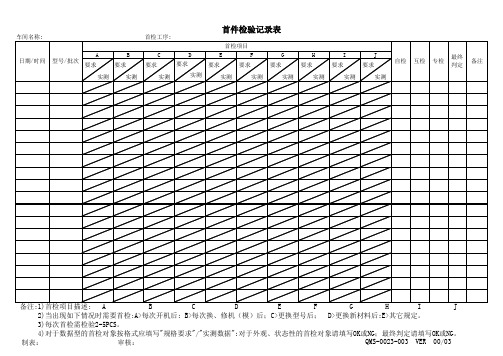
3)每次首检需检验2-5PCS。
4)对于数据型的首检对象按格式应填写"规格要求"/"实测数据";对于外观、状态性的首检对象请填写OK或NG;最终判定请填写OK或NG。
制表:
审核:
QMS-0023-003 VER 00/03
车间名称: A
日期/时间 型号/批次 要求
B 要求
首检工序:
C 要求
D 要求
首件检验记录表
首检项目
E
F
要求
要求
G 要求
H 要求
I 要求
J 要求
自检
互检
专检
最终 判定
备注
实测
实测
实测
实测
实测
实测
实测
实测
实测
实测
备注:1)首检项目描述: A
B
C
D
E
FGHI来自J2)当出现如下情况时需要首检:A>每次开机后; B>每次换、修机(模)后;C>更换型号后; D>更换新材料后;E>其它规定。
锂离子电池生产批次进度规定

锂离子电池生产批次进度规定
时间工序第一天配料
第3天(10∶00前)制片
第3天(22∶00前)装配
第4天(10∶00前)激光焊(含返修)第5天(16∶00前)电芯烘烤
第5天(22∶00前)注液
第6天(12∶00前)化成
第6天(16∶00前)压钢珠清洗
第7天(16∶00前)搁置12-18h后分容
第8、9、10天搁置3天
第10天(18∶00前)电压测试
第10天(24∶00前)返充电
第11天(8∶00前)厚度测试
第11天(16∶00前)分类入库
注:1、电池批次以制片拉浆的日期为准;
2、在规定大时间内应完成相应工序的任务;
3、如出现停电或放假等特殊情况,各工序完成的时间相应地往后推迟。
签名&日期锂离子电池生产批次文件编号JKW-SOP-
起草进度规定版本A.0
发行/ 生效日
审核
期
批准分页/总页。
锂电池生产及品质检验一整套记录表单

日期:
现有电池状态描述:
建议让步接收标准:
签名/日期:
(□业务部 □品保中心 □生产部 )
让步接收数量:
业务部意见(业务员):
申请人/日期:
评审意见
签名/日期 工程部意见(工程部长,必要时需事业部总工审批):
品保中心意见(品质主管或工程师):
签名/日期
最终评审意见(品质部长,必要时需事业部总经理审批):
理论
备注
记录:
□其它情况: 实测
审核:
环境湿度: 浆料细度:
标准:≤50%
最终粘度值:
版次:V1.0 修改日期:2014.03.14
表单编号:QR-0802-20
日期: 巡查时间 工序
涂布
对辊
工位 正极 负极 正极 负极
巡检结果
QC组长巡检记录表 是否异常
奖罚得分 当班QC
备注
当日巡查工作总结:
制程中出现的都是一些低级的错误,在后序工作中严抓这些问题,基本问题先解决好,后面的大问题,大异常才能有 所改善预防
最终判定(Total)
备注(Remark) X-N
A2
检验结论Result 口 允许(Accept)
SGS编号:2080715/EL
口 拒收(Reject)
检验员(Inspector):
审核(Checker):
QMS-0024-002D VER 00/01
第一联(the first):OQC(白色white)
第二联(the second): 客户联customer(黄色yellow)
日期:
极性:正极
生产批号/型号 材料
型号
批号
QC配料监控表
机号:
相关主题