新钢冷轧产品
新钢冷轧无取向高效电工钢的发展与应用

t e d e l e c t r i c l a s t e e l a l e e x p l o r e d .
_
【
-
●
、
, 、 1 Ke y wo r d s . : e ic f i e n t e l e c t r i c a l s t el ;ma g n e t i c p r o p e r t y ;p r o c e s s e q u i p me n t ;t e c h n o l o g y
向 电 工 钢的 市场 应 用。
关 键
’
词 : 高效电工钢; 磁性能; 工艺装备; 工艺技术
中 图分类 号 : T G 1 4 2 . 7 7
文献标 志 码 : B
・
D e v e l o p me n t a n d A p p H c a U O n o f l I i 曲 E ic f i e n c y C o l d一 r o l e d
.
|
。
。
,
0 概 述
电工钢是电力 、 电子 和军事工业 中不 可缺少的
难度大、 技术保 密程 度高 , 每一条冷轧硅钢生产线 , 根据其装备条件 都 有独 特重大关键技术点。 目前
冷轧电工钢生产厂都追求更 紧凑 、 更环保 、 更低成本
的生产工艺 , 如 采用更加纯净的超低碳 原料 连铸 连 轧生产工艺、 低温板坯加热工艺 、 酸洗一冷轧联合 工 重要软磁合金 , 也是一种用量很大 的节能 型功能材 料, 主要用于制造电动机 压缩机、 发电机和变压器 艺来生产电工钢 , “ 同耐使用新型环保涂层 、 节能型高 ”。 等。为进_ - 一 步降低能耗 和减少环境污染 生产 厂家 温退火等技术开发高效电工钎 直 以来在不 遗余力地并发低铁损、 低污染 的电工 钢产 品。进入 2 1世纪以来 , 我国冷轧电工钢生产得 1 新钢 无取 向电工钢的 发展 到了迅猛发展 , 随着人们对环境保护的 日益重视 , 用 冷轧电工 钢是新钢三 大精 品之一。 2 0 — 0 8年新 户对冷轧 电工钢产品提出了更高 的要求。冷轧硅钢 技术含量高 、 生产工艺路线 长、 工艺复 杂 生产技术 钢开始自主研发无取向电工钢制造技术 , 从冶炼、 连
新钢冷轧酸轧机组液压弯辊控制模型

新钢冷轧酸轧机组液压弯辊控制模型摘要酸轧机组对板型的要求很高,因此对板型的调节由多个系统共同完成,本文讲述了弯辊控制系统,液压弯辊具有使用灵活、响应速度快、可以有效地减小板凸度、提高生产率等优点,弯辊技术在各种轧机上得到广泛的应用。
关键词冷轧;弯辊力;模型;分析;凸度中图分类号tg33 文献标识码a 文章编号 1674-6708(2013)92-0128-021弯辊系统在新钢冷轧厂的应用新余钢铁公司冷轧厂使用的是五连轧六辊轧机,每个轧机都包括有工作辊弯辊系统,由于每个轧机的主要分工不同,所以每个轧机的弯辊力设定值就不同。
冷轧过程也就是改变带钢内应力的过程,它在改变内应力的同时也就改变了带钢的板型,由于现代产品对带钢的质量要求严格,而板型作为最主要的产品质量指标则要求更加精确,因此弯辊技术也就显得尤为主要。
2弯辊的概念及分类首先了解一下弯辊的概念:弯辊实际上是通过液压缸来控制轧辊两端的受力情况,使轧辊弯曲,产生一定的形变量(凸度)。
当轧辊发生形变时,在同一横截面上,带钢表面所受的轧制力是不同的,如此同时也就达到了改变带钢板型的要求。
弯辊又分为正弯和负弯。
正弯:当两端四个弯辊液压缸往外顶时,产生弯辊力,使得轧辊产生凹下去的变形,从而改变带钢板型。
正弯辊力使得带钢具有中间轧制力或辊缝小,两端大的特点。
适用于调节具有边浪的带钢。
负弯:当两端四个弯辊液压缸往外顶时,产生弯辊力,使得轧辊产生凸起来的变形,从而改变带钢板型。
负弯辊力使得带钢具有中间轧制力或辊缝大,两端小得特点。
适用于调节具有中间波浪的带钢。
3影响弯辊力的因素弯辊又分为中间辊弯辊和工作辊弯辊,下面以工作辊弯辊为例,来论述弯辊的控制。
那么根据什么来设定弯辊力的给定量呢?3.1带钢宽度对弯辊力的影响带钢宽度在轧机轧辊变形中对agc辊缝的影响比较大,主要对轧机的操作侧轧制力和传动侧轧制力的偏差、轧辊辊间单位压力的分布和带钢表面的凸度产生影响,如果在其他参比条件不变的情况下,辊缝凸度会随着带钢宽度的改变而改变,这是应该相应的改变弯辊力的设定值。
DC06冷轧薄板深冲开裂的原因分析及解决对策
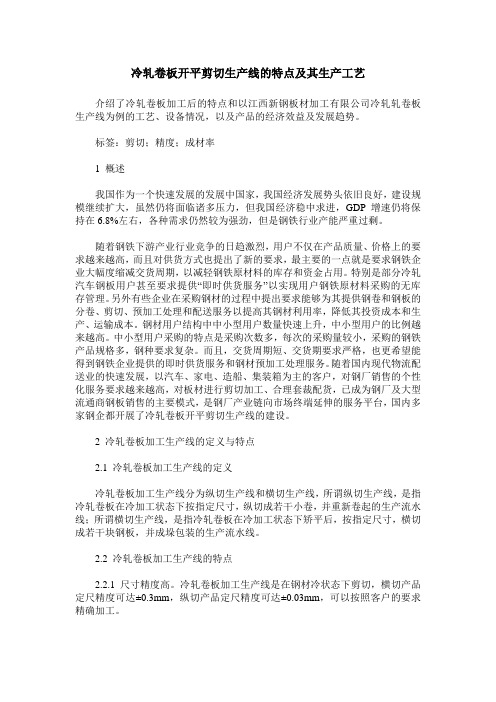
1 . 2 延伸 率A B 。 值
1 M横 向 . 倒 1. 向 。 个 # 幢 - - 斗^ 帅 # 也 酗
3 5 0
图3 D C 0 6 样板三 个方 向测试的A 。 。 值对 比折线 图
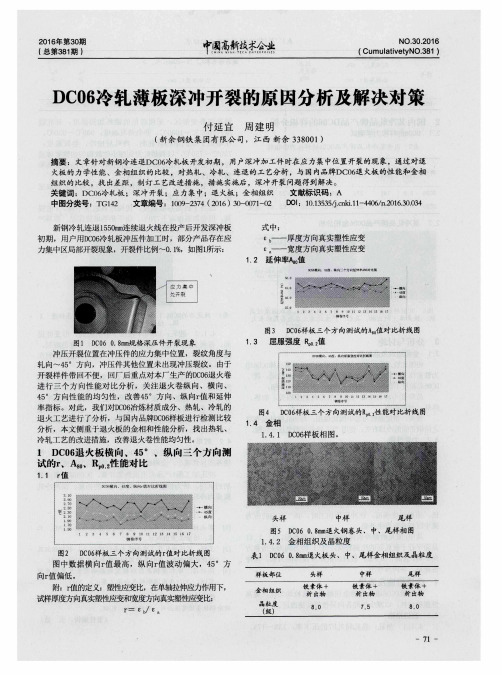
图1 D C 0 6 0 . 8 m m 规 格 深压 件 开 裂现 象
表2 国内某冷轧品牌产 ̄, D C 0 6 的样板 力学指标
避 开 临 界 变 形 区 , 采 用 较 低 的钢 坯 加 热 温 度 , 开 轧 温 度 :1 0 0 0 ℃~ 1 0 5 0 ℃ ,热轧 终轧 温度 :9 0 0 ℃~9 3 0 ℃, 在略高于A r 的 单 相 区 轧 制 , 终轧 后 快 冷 , 卷 取 温 度 : 7 3 0 ℃ ~7 5 0 ℃ , 以利热 轧得 到 细小 弥 散均 匀 的铁 素 体 晶 粒和 析 出物 、T i 化 合物 等粗大 的组 织 ,有利 于r 值提 高和 塑性 的改 善 ,形成 { 1 1 1 ) 织构 。 带头 、带 中 、带尾 的晶 粒度 差 ,热 轧 终轧 至 卷 取采 用 “ U ”形冷 却工 艺 。
( 新余钢铁 集 团有 限公 司,江西 新余 3 3 8 0 0 1 )
摘要:文章针 对新钢冷连退Dc 0 6 冷轧板开发初期,用户深冲加工件时在应力集中位置开裂的现 象,通过对退 火板 的力 学性 能 、金 相组 织 的 比较 ,对热 轧 、冷轧 、连 退 的工 艺分析 ,与 国 内品牌Dc 0 6 退 火板 的性 能和 金相 组 织的 比较 ,找 出差距 ,制订 工 艺改进措 施 ,措 施 实施后 ,深 冲开 裂 问题得 到解 决 。 关键词:D C 0 6 冷轧板;深冲开裂;应力集中;退火板 ;金相组织 文献标识码 :A 中图分类号 :T G 1 4 2 文章编号:1 0 0 9 - 2 3 7 4( 2 0 1 6 ) 3 0 — 0 0 7 1 — 0 2 [ 3 0 1 :1 0 . 1 3 5 3 5 / j . c n k i . 1 1 — 4 4 0 6 / n . 2 0 1 6 品 D C 0 6 金 相分 析
新钢1550mm冷连轧机厚度自动控制系统配置方案

4. 3 压力 AGC 压力 AGC控制见图 3。 ¹利用轧制压力根据弹跳方程间接测量带钢厚
度偏差, 以调节辊缝。 º响应快, 但精度低 [ 3] 。
DS2辊缝调节量; Q2轧件塑性系数; C 2轧机刚性数; DH 2来料厚差; H 02设定厚度; H i2测量厚度 图 1 前馈 AGC 控制原理
4. 2 厚度 AGC 厚度 AGC控制见图 2。 ¹利用测厚仪直接测量带钢出口厚度偏差, 从
而调节辊缝。 º响应滞后。
C 2轧机刚性数; Q2轧件塑性系数; Dh2厚差; DS2辊逢差; S2辊逢值; P2轧制压力; h2计算厚度
图 3 压 力 AGC控制原理
4. 4 张力 AGC 张力 AGC控制见图 4。 ¹改变后张力调节厚差。 º调节相邻机架速度差或调节开卷机或卷取机
ºB 方 式。适用范围: 轧制产品厚度小于 014 mm, 且材质较硬; 采用 / 张力极限控制 0方式, 允许 张力 在 15% 范 围内 调 节 以 控 制 厚 度, 如 果 超 过 15% , 还需要通过调整辊缝回到极限范围内, 然后回 到 A方式。
»C方式。适用范围: 在轧制一般低碳产品时, 如果来料平直度不好, 5号机架可作为平整机使用; 用 4号机架前后测厚仪对 4号 机架进行预控 + 监 控, 控制 4号速度; 通过调节 5号机架速度, 保 4号、 5号机架张力恒定; 用 5号机架出口厚度, 修正 5号 机架的设定厚度。
¼2 号 机架预控。根据 1 号机 架后测厚 仪厚 度, 由秒流量相等原则, 计算 1号机架速度调节量。 7. 2 精调 AGC
根据成品带钢厚度、带钢材质由操作员通过选 择开关进行选择。
¹A方式。适用范围: 轧制 产品厚度 大于 014 mm, 且材质较软; 采用 5号机架的预控和监控, 控制 5号机架速度; 通过调节 5号机架辊缝, 保持 4号机 架、5号机架张力恒定。
新钢冷轧产品性能

新钢冷轧产品性能
用途及说明:一般用途,不能用于冲压成型,有时效性。
文件柜、保险箱、油桶、电镀用板、门面板、门框料、钢家具等一般成型加工用。
2、DC03
低碳冲用钢,供货标准:GB/T5213-2008
用途及说明:冲压用,门面板、汽车喇叭等有一定成型要求用。
3、DC04
低碳深冲压用钢,供货标准:GB/T5213-2008
力学性能
用途及说明:深冲压用,汽车油箱、摩托车油箱、电饭锅内胆等复杂成型。
4、SPCC
供货标准:JIS G3141-2005
原是日本标准(JIS)的“一般用冷轧碳钢薄板及钢带”钢材名称,现在许多国家或企业直接用来表示自己生产的同类钢材。
表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。
其中第三个字母C为冷Cold的缩写。
需保证抗拉试验时,在牌号末尾加T,为SPCCT。
力学性能
用途及说明:商业用途,不能用于冲压成型,有时效性。
文件柜、保险箱、油桶、电镀用板、门面板、门框料、钢家具等一般成型加工用。
冷轧卷板开平剪切生产线的特点及其生产工艺
冷轧卷板开平剪切生产线的特点及其生产工艺介绍了冷轧卷板加工后的特点和以江西新钢板材加工有限公司冷轧轧卷板生产线为例的工艺、设备情况,以及产品的经济效益及发展趋势。
标签:剪切;精度;成材率1 概述我国作为一个快速发展的发展中国家,我国经济发展势头依旧良好,建设规模继续扩大,虽然仍将面临诸多压力,但我国经济稳中求进,GDP增速仍将保持在6.8%左右,各种需求仍然较为强劲,但是钢铁行业产能严重过剩。
随着钢铁下游产业行业竞争的日趋激烈,用户不仅在产品质量、价格上的要求越来越高,而且对供货方式也提出了新的要求,最主要的一点就是要求钢铁企业大幅度缩减交货周期,以减轻钢铁原材料的库存和资金占用。
特别是部分冷轧汽车钢板用户甚至要求提供“即时供货服务”以实现用户钢铁原材料采购的无库存管理。
另外有些企业在采购钢材的过程中提出要求能够为其提供钢卷和钢板的分卷、剪切、预加工处理和配送服务以提高其钢材利用率,降低其投资成本和生产、运输成本。
钢材用户结构中中小型用户数量快速上升,中小型用户的比例越来越高。
中小型用户采购的特点是采购次数多,每次的采购量较小,采购的钢铁产品规格多,钢种要求复杂。
而且,交货周期短、交货期要求严格,也更希望能得到钢铁企业提供的即时供货服务和钢材预加工处理服务。
随着国内现代物流配送业的快速发展,以汽车、家电、造船、集装箱为主的客户,对钢厂销售的个性化服务要求越来越高,对板材进行剪切加工、合理套裁配货,已成为钢厂及大型流通商钢板销售的主要模式,是钢厂产业链向市场终端延伸的服务平台,国内多家钢企都开展了冷轧卷板开平剪切生产线的建设。
2 冷轧卷板加工生产线的定义与特点2.1 冷轧卷板加工生产线的定义冷轧卷板加工生产线分为纵切生产线和横切生产线,所谓纵切生产线,是指冷轧卷板在冷加工状态下按指定尺寸,纵切成若干小卷,并重新卷起的生产流水线;所谓横切生产线,是指冷轧卷板在冷加工状态下矫平后,按指定尺寸,横切成若干块钢板,并成垛包装的生产流水线。
新钢公司3800mm厚板轧机项目优势分析
新钢公司3800mm 厚板轧机项目优势分析李 频(新余钢铁有限责任公司,江西 新余 338001)摘 要:介绍了新余钢铁有限责任公司3800mm 宽厚板项目的基本情况,对实施该项目的产品市场、技术装备水平、建设条件等方面的优势进行了探讨,分析了实施该项目的重要意义。
关键词:厚板轧机;产品市场;技术装备;建设条件;优势分析中图分类号:TG 333171 文献标识码:A 文章编号:1003-9996(2006)01-0040-03Analysis of the Advantage of 3800mm H eavy Plate Mill of Xinyu Iron &Steel Co 1,Ltd.L I Pin(Xinyu Iron &Steel Co 1,Ltd 1,Xinyu 338001,China )Abstract :The general situation of 3800mm heavy plate mill in Xinyu Iron and Steel Co 1,Ltd 1was introduced 1The advantages of this project on product market ,equipment level and construction circumstance were discussed 1K ey w ords :heavy plate mill ;product market ;technology and equipment ;construction circumstance ;advantage analysis收稿日期:2005-05-31作者简介:李 频(1972-),男(汉族),江苏滨海人,高级工程师,硕士,从事新钢公司企业发展规划工作。
1 项目概况3800mm 厚板轧机是新余钢铁有限责任公司为调整品种结构,增强产品市场竞争能力,实现“中国南方建材精品基地”目标而实施建设的江西省重点技改项目。
新钢热轧卷板产品开发现状与展望
摘
要:
介绍了新钢 1 580 mm 热连轧生产线投产一年来 的产品开发情况 , 探讨了新钢热轧卷板的发
展方向和产品定位。
关
键
词:
热轧卷板, 产品开发 TG335 . 11 文献标志码 : C
中图分类号 :
D evelopm en t Status and Prospect of H ot rolled Coils in X inyu S teel
2 产品开发现状
1 580 mm 热连轧生产线于 2009 年 2 月热负荷 试车 , 到 2010 年 3 月底 , 共生产热轧卷板 205 万 , t 已生产过的产品品种有 56 个牌号。目前, 热连轧生
收稿日期 : 2010 05 30 作者简介 : 冷光荣 ( 1960 ) , 男 , 江西高安人 , 高级工程师 , 从事金属材料研究开发工作。
二机二流 , 配有液压振动装置、 电磁搅拌、 轻压下 , 铸 坯厚度主要为 230 mm, 宽度为 700~ 1 650 mm 可 调。轧材系统的 1 580 mm 热连轧生产线主要装备 有加热炉 2 座 , 预留 1 座 , 粗轧除鳞机高压水的压力 不小于 20 MP a ; 二辊粗轧机 1 台, 四辊粗轧机 1 台, 2 架粗轧机均配有立辊 ; 四辊精轧机 7 架, 层流冷却 22 组, 卷取机 2台 , 预留 1 台; 正在建设一条平整分 卷线。热轧卷板 的实际 生产厚 度规 格为 1 5 ~ 16 mm, 宽度规格为 700~ 1 500 mm。
质碳 素 结 构 钢、 耐 候 钢, 减 少 普 通 碳 素 结 构 钢 Q235B、 Q195和普通冷轧原料 SPH C 的生产 , 适当发 展焊接气瓶用钢、 低合金高强度结构钢。按年生产 能力 350 万 t计算, 建议新钢公司热轧卷板的产品 结构按表 1 调整, 同时要加大薄规格的产品数量。 3 . 1 冷轧原料 现已开发的冷轧原料是比较普通的产品, 主要 用于生产 CQ、 DQ、 DDQ 冷轧钢板。下一步 要重点 开发用于生产 DDQ、 EDDQ 深冲板的超 低碳钢 ( 如 IF 钢 )热卷、 马口铁用钢 ( MR ) 热卷, 高强度冷轧钢 板 H SLA 热 卷、 BH 烘烤硬化钢热 卷、 DP 双相 钢热 卷、 TR IP 钢等汽车用钢热卷。这类钢有很大的市场 前景 , 价格比较高, 经济效益比较好 , 并且新钢冷轧 生产线即将投产, 需要这些冷轧原料, 因此新钢要尽 快开发 IF 钢、 马口铁及高强度冷轧板用热卷, 完善 冷轧原料系列产品。这类尚待开发的钢板技术含量 高, 化学成分和表面质量要求严格 , 新钢应投入相应 的研究费用, 提高钢的纯净度和成分命中率 , 降低热 卷表面氧化铁皮等缺陷, 确保热卷厚度和宽度偏差 符合客户要求 , 研发高级别冷轧原料, 提高热轧卷板 的经济效益。 3 . 2 无取向冷轧电工钢 电工钢是新钢努力打造的三大精品之一, 虽然冷 轧电工钢生产线还没有投产, 但目前市场对冷轧电工 钢热轧原料有较大需求。新钢将积极提高冷轧电工 钢的生产技术水平, 全力做好电工产品开发, 完善无 取向冷轧电工钢中高牌号系列。在冶炼工艺方面要 选用优质铁水和废钢等原材料, 进一步做好 KR 深脱 硫工作, 优化 RH 脱碳工艺 , 降低三气含量 , 提高钢的 纯净度, 要 使用 微碳 硅铁 , 无碳 保护 渣, 确保 成品 w ( C) 不超过 0 005 % , 保证中高牌号的酸溶铝的质量 分数不小于 0 3 % , 在降低铁损的同时 , 保持较高的磁 化强度。在轧钢工艺方面要严格控制加热温度、 终轧 和卷取温度, 做好粗轧和精轧除鳞, 提高热轧产品表 面质量和厚度精度, 为冷轧提供良好的基料。 3 . 3 管线钢 由于西气东输工程的建设 , 管线钢有很大的市 场需求。新钢热轧卷板要尽快开发 X80 以下级别 的管线钢 , 满足支线和城市管网用管线钢需求。在 冶炼工艺方面 , 要做好 KR 深脱硫, 确保 w ( S) 不超 过 0 008 % , 优化 LF 精炼工艺 , 严 格控制非金属夹 杂物级别不大于 2 5 级 , 要按工艺要求保证中包温 度稳定, 控制好拉速 , 防止铸坯产生三角区裂纹。轧
新钢冷轧厂冷轧工艺规程
编号:BJ312-001C 页码:第 5 页 共 73 页
2.1.2.10 连轧机主电机功率: G1:4100KW G2~G5:5000KW 卷取机主电机功率: 2×2850KW 2.1.2.11 工作辊弯辊力:正弯:50t/每个轴承座 负弯:35t/每个轴承座 中间辊弯辊力:正弯:60t/每个轴承座 2.1.2.12 套筒: (1)厚壁套筒及薄壁套筒(内/外径):φ505/φ545、φ505±5/φ525±5 (2)橡胶套筒(外径):φ610 2.2 轧制计划编制原则 2.2.1 宽度跳跃原则 2.2.1.1 一个轧制单元内带钢宽度按照如下变化:从 A 到 C 为一个轧制单 元,从 A 到 B 带钢宽度逐渐变小,从 B 到 C 处用最少个数的钢卷进行宽度 反跳至下一个轧制单元,在 C 处进行换辊。
编制:冷轧厂
审核:技术中心
批准:冯小明
编号:BJ312-001C 页码:第 2 页 共 73 页
2 酸轧工艺规程 2.1 概述 机组说明 主要技术参数 钢种、材料组别 2.2 计划编制原则 厚度跳跃原则 宽度跳跃原则 钢种跳跃原则 轧制顺序、拼卷原则和轧辊使用原则 2.3 原料验收标准 酸洗原料验收基准 酸洗前库 2.4 入口段 激光焊机 入口活套 拉伸矫直机 2.5 工艺段 酸洗槽巡检 质量检查 2.6 酸洗出口段 NO.2 活套 圆盘剪 碎边剪 NO.3 活套 2.7 酸再生机组 酸再生反应炉主操 2.8 轧机段 轧制准备 套筒使用原则 轧辊使用基准 轧制工艺参数控制 厚度与平直度控制 2.9 机组张力 轧机张力 2.10 质量检查 表面质量检查方法 表面质量判定放行基准
2.1.2.3 速度参数 穿带速度: max 60m/min; 入口段: max 600m/min; 酸洗工艺段: max 230m/min; 圆盘剪段: max 300m/min; 1#机架入口: max 350m/min; 5#机架出口: max 1600m/min; 卷取机速度: max 1680m/min; 带钢剪切速度: max 300m/min; 2.1.2.4 酸洗槽的设计产量:Max: 430t/h; 2.1.2.5 酸洗工艺段参数 采用浅槽紊流技术, 酸洗槽 3 个各 33.3m, 5 段式热水漂洗槽共 20m。 2.1.2.6 酸再生生产能力 9000 l/h×1(ARP) 2.1.2.7 轧辊数据 轧辊参数 工作辊 中间辊 支撑辊 直径(mm) 450-390 520-460 1300-1150 辊身长度 (mm) 1550 1580 1550 2.1.2.8 轧机中间辊最大窜动力:100t 移动行程:450mm 2.1.2.9 轧制压力: max:2200t
冷轧产品手册
DC01
280 270-410
28
30
DC03
240 270-370
32
34
DC04
210 270-350
36
38
DC05
180 270-330
38
39
DC06
170 270-330
39
40
32
34
35
36
39
40
40
41
41
42
1、 当屈服强度不明显时采用RP0.2,否则采用ReL。
1.60 ~< 2.50 38 40 42 44 46
≥ 2.50 39 41 43 45
-
180o 弯曲 试验
b≥20mm 弯心直径
d=0
拉伸应变痕 SPCC 无保证期 SPCD 钢带在室温条件下储存,在制造后 3 个月内,保证使用时不出现拉伸应变痕 SPCE 钢带在室温条件下储存,在制造后 6 个月内,保证使用时不出现拉伸应变痕 SPCF 钢带在室温条件下储存,保证使用时不出现拉伸应变痕 SPCG 钢带在室温条件下储存,保证使用时不出现拉伸应变痕
S ≤0.025 ≤0.025 ≤0.020 ≤0.020 ≤0.015
Als ≥0.015 ≥0.015 ≥0.015 ≥0.015 ≥0.015
牌号
SPCC SPCD SPCE SPCF SPCG
屈服强 度Rel (MPa) 不大于
抗拉强 度Rm (MPa) 不小于
-
240
220
270
210
190
可以用Nb代替部分Ti,Nb和Ti的总含量≤0.20%。
新钢冷轧产品
注:根据需要成分可加入Ti或Nb。
电器用冷轧钢带性能
牌号 供贷标准
XGHS
1 Q/XGJX20
XGHS
8-2011
2
XGTC
1 Q/XGJ224
XGTC
-2012
2
屈服强 度
ReL
MPa
抗拉强 度
ReL
MPa
延伸率 A50 %
延伸率 A80 %
≤280
270~ 370
≥40
-
≤230
270~ 400
公称厚度 0.50~1.20mm 0.35~2.00mm
0.5mm
公称宽度 800~1400mm 800~1400mm 800~1400mm
用途及注意事项 药芯焊丝用钢带 普通冲压级搪瓷用钢 深冲压级、工业搪瓷用钢 中小型电器用无涂层电工钢
化学成分
牌号 XGHS1 XGHS2 XGTC1 XGTC2
XJD4
≤0.02
注:根据需要成分 可加入Ti或Nb。
力学性能
≤0.30
牌号
XJD1 XJD2 XJD3 XJD4
屈服强度ReL MPa
280~360 230~300 190~240 120~180
≤0.008
≤0.025
≤0.030
0.015-0.070
抗拉强度ReL MPa
≥340 ≥310 ≥270 ≥260
延伸率A50 %
≥32 ≥36 ≥40 ≥45
硬度,HV
≥95 ≥90 ≥80 ≥75
9
□汽车用冷轧板
可供牌号、标准、规格、用途
牌号 XQDC01 XQDC03 XQDC04 XQDC05 XQDC06
40Mn2链条用冷轧钢带的试生产

P
S i
品种 , 宽销 路 , 厂决定 与其合 作共 同开发链 条冷 拓 我 轧 钢带 。
5 0# 0 4 —0 5 O 5 ~0 8 .7 .5 .O .0
4 Mn . 7 ~0 4 1 4 ~1 8 0 20 3 .4 .0 .0
≤ O 03 0 1 ~0. 7 . 5 .7 3
3 1 1 坯料 来 源 . .
嚣
譬
~
1 4
3 2 3 轧 制 . .
甘
肃 台 金
第3 2卷
右 , 定采用 7 0℃的球化 温度进行试 生产 , 化退 决 3 球
火工 艺见表 3 。
表3
加热罩温度 保温温度
 ̄ 2 <80℃
为 了确 保成 品钢 带 的厚 度 公 差 要 求及 表 面质 量, 我厂后两个 轧程采用 高精度 四辊 轧机轧制 , 参 并 照 5# 0 钢冷 轧工艺进行试 生产 , 经试 轧 , 轧制工 艺 2 . 7 -. l 球 化 退 火 ) 2 3 —. 01 5 2 再 结 晶 52 3T ( 、 . 01 8 —. 0T (
3 2 2 酸 洗 . .
() 带 的表面 质量 、 形 、 装 等其他技 术要求 6 钢 板 包 符合 G 32—3 准要 求 。 B 528 标
3 链条 用 4 Mn 冷 轧钢 带 的试 制 0 :
3 1 材料 选择 .
3 1 1 化 学成分 . .
以盐 酸为酸洗 介质 , 采用 推拉式连 续 酸洗 , 洗 酸
裂 , 4 Mn 材 料 含 碳 量 比 5 # 、 M 而 0 0 低 含 n量 高 , 有
三辊式, 通过反复弯曲把带钢表面的氧化皮给剥松 或剥 离 , 械 除鳞的作 用 , 有利 于酸液 渗入 氧化 起机 也
提高20辊轧机高牌号无取向硅钢产品轧制稳定性的操作方法
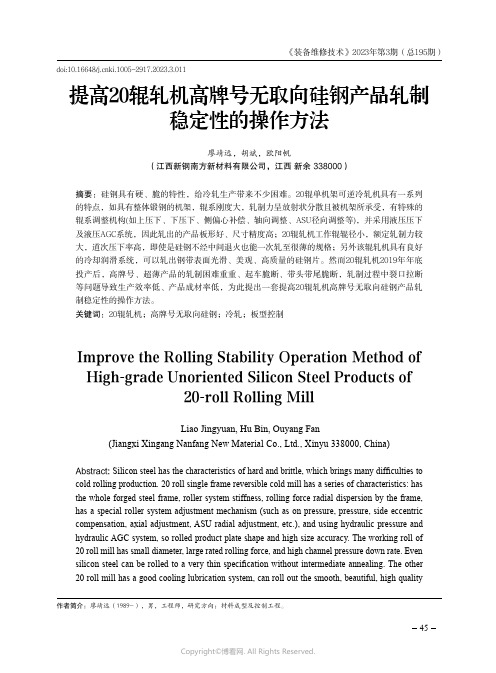
稳定性的操作方法廖靖远,胡斌,欧阳帆(江西新钢南方新材料有限公司,江西 新余 338000)摘要:硅钢具有硬、脆的特性,给冷轧生产带来不少困难。
20辊单机架可逆冷轧机具有一系列的特点,如具有整体锻钢的机架,辊系刚度大,轧制力呈放射状分散且被机架所承受,有特殊的辊系调整机构(如上压下、下压下、侧偏心补偿、轴向调整、ASU径向调整等),并采用液压压下及液压AGC系统,因此轧出的产品板形好、尺寸精度高;20辊轧机工作辊辊径小,额定轧制力较大,道次压下率高,即使是硅钢不经中间退火也能一次轧至很薄的规格;另外该辊轧机具有良好的冷却润滑系统,可以轧出钢带表面光滑、美观、高质量的硅钢片。
然而20辊轧机2019年年底投产后,高牌号、超薄产品的轧制困难重重、起车脆断、带头带尾脆断,轧制过程中裂口拉断等问题导致生产效率低、产品成材率低,为此提出一套提高20辊轧机高牌号无取向硅钢产品轧制稳定性的操作方法。
关键词:20辊轧机;高牌号无取向硅钢;冷轧;板型控制Improve the Rolling Stability Operation Method of High-grade Unoriented Silicon Steel Products of20-roll Rolling MillLiao Jingyuan, Hu Bin, Ouyang Fan(Jiangxi Xingang Nanfang New Material Co�, Ltd�, Xinyu 338000, China) Abstract: Silicon steel has the characteristics of hard and brittle, which brings many difficulties to cold rolling production� 20 roll single frame reversible cold mill has a series of characteristics: has the whole forged steel frame, roller system stiffness, rolling force radial dispersion by the frame, has a special roller system adjustment mechanism (such as on pressure, pressure, side eccentric compensation, axial adjustment, ASU radial adjustment, etc�), and using hydraulic pressure and hydraulic AGC system, so rolled product plate shape and high size accuracy� The working roll of20 roll mill has small diameter, large rated rolling force, and high channel pressure down rate� Evensilicon steel can be rolled to a very thin specification without intermediate annealing. The other20 roll mill has a good cooling lubrication system, can roll out the smooth, beautiful, high quality 作者简介:廖靖远(1989-),男,工程师,研究方向:材料成型及控制工程。
冷热轧综合知识

冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号)符号:1、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。
2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。
3、ST-钢(Steel)、12-普通级冷轧薄钢板、标记:尺寸精度—尺寸—钢板品种标准冷轧钢板:钢号—技术条件标准标记示例:B-0.57501500-GB708-88;钢板、标准号Q/BQB402,牌号SPCC,热处理状态退火+平整(S),表央加工状态为麻面D,表面质量为FB级的切边(切边EC,不切边EM)钢板、厚度0.5mm,B级精度,宽度1000mm,A级精度,长度2000mm,A级精度,不平度精度为PF.A,则标记为:钢板ECQ/BQB 402-SPCC-SD-FB/(0.51000A2000A-PF.A);冷轧钢板:Q225-GB912-89产地:宝钢、鞍钢、本钢、武钢、邯钢、包钢、唐钢、涟钢、济钢等冷轧普通薄钢板:由普通碳素结构钢或低合金结构钢冷轧制成。
冷轧板表面质量较好。
具有良好的冲压性能。
对其要求要保证冷弯和杯试验合格,常用于汽车等行业和镀层板的原料。
冷轧优质薄钢板:主要包括各种优质钢冷轧薄板,最常用的是碳素结构钢板,尤其是深冲压用冷轧薄钢板,是由低碳优质钢08Al 冷轧的薄板,钢板按表面质量分为三组;Ⅰ、Ⅱ、Ⅲ,分别表示特别高级、高级、较高的精整表面,按拉延级别分为ZF、HF、F级(代表用于冲制拉延最复杂、很复杂、复杂的零件),根据钢板厚度允许偏差,又分为A、B两级精度、广泛用于汽车拖拉机工业。
冷轧工艺简介
5)、完善的后处理形式
光整机和拉矫机的组合使用,消除了屈服平台,改善了板形,提 高了进一步的涂敷性和深冲润滑性,增加了表面光洁度。
耐指纹装置的使用使热镀锌板的产品品种提高了档次。 静电涂油可使油膜薄而均匀。 6)、精确的镀层控制 Zn-Al 合金( Galfan )、 Zn-Fe 合金( Galvanneal )比一般的镀锌 板有更高的耐蚀性、涂装性及焊接性,已普遍引起国内各企业的高度 兴趣和重视。 7)、注重热轧板镀锌 近年来,新型热带轧机可大量生产1mm左右、表面尺寸和性能指标 与冷轧板相近的产品,使得热轧板镀锌产品取代一部分同规格尺寸的 冷轧镀锌板成为现实,大大节约了成本。国内已有生产线投产,只要 其性能与表面质量与冷轧板相当,前景非常好!
连续退火一次冷却方式比较:
序 号
1
一次冷却 方式
喷气冷却 (G.JC) 高速喷气 冷却 (H.GJC) 气水冷却 (ACC)
冷却速度 (℃/S)
5-30
工艺特征 用经冷却的保护 气体循环喷吹带 钢表面 同1.提高气体喷 吹的冷却能力 用经升压的保护 气体和水的混合 液喷吹带钢表面 均热后带钢先喷 气冷却至560℃再 水淬冷却
后续表面 处理工序
*
设备及 维护
△
适用材质 冷轧板 ○ 高强板 ◎
2
30-100
*
△
○
○
3
80-300ቤተ መጻሕፍቲ ባይዱ
√
□
○
○
4 水冷(WQ) 500-2000
√
□
○
●
例: *不需要
△简单
○适合
√ 需要
□复杂
●更适合
◎较不适合
接上表
序 一次冷却方 号 式 5 6 辊冷(RQ) 水冷辊冷并 用(WQ+RQ) 冷却速度 (℃/S) 50-200 工艺特征 后续表面 处理工序 * √ * 设备及 维护 △ □ △ 适用材质 冷轧板 ○ ○ ○ 高强板 ○ ● ○
2023年冷轧薄板行业发展现状:我国冷轧薄板出口量大于进口量13

2023年冷轧薄板行业发展现状:我国冷轧薄板出口量大于进口量网讯,冷轧薄板具有美观、加工性强等优点,主要是应用于钢铁领域。
近几年,随着我国钢铁行业的快速进展,2022年冷轧薄板产量增至4219.2万吨。
冷轧薄板又称一般碳素结构钢冷轧板、冷板、冷轧板,是一种经冷轧工艺制成的钢板。
冷轧薄板被广泛的应用于机动车辆、航空、电器等众多领域。
制作冷轧薄板需经过原料预备、酸洗、冷轧制处理、润滑、退火等流程。
冷轧薄板行业进展现状我国冷轧薄板行业已进入快速进展阶段,在生产技术渐渐成熟以及国家政策支持等乐观因素带动下,产量不断提高。
数据显示,2022-2022年我国冷轧薄板产量逐年下滑,由2022年3821.1万吨削减至2022年的3003.4万吨。
近两年我国冷轧薄板数量有所回升,2022年产量升至3251.6万吨,2022年的产量为3912.3万吨,较2022年同比增长20.32%。
从月均产能利用率来看,月均产能利用率基本保持在70%-80%之间,11月份冷轧薄板月均产能利用率81.00%,为一年中最高点。
2022年冷轧薄板生产由于需求弱和亏损双重因素的影响,12月份冷轧薄板全月平均产能利用率创下历史新低水平。
从应用领域来看,在钢铁产量不断提升下,2022年我国钢材产量为133667.0万吨,同比增长0.6%。
在此背景下,我国冷轧薄板产地多集中于钢铁产量充分地区。
冷轧薄板进出口状况我国是冷轧薄板生产大国,冷轧薄板出口量远远大于进口量,市场存在着较大贸易顺差。
依据数据显示,2022年我国冷轧薄板出口数量为178.15万吨,进口数量为58.06万吨,2022年我国冷轧薄板出口数量为185.49万吨,同比增长4.12%;进口数量为56.6万吨,同比下降2.51%。
目前,我国冷轧薄板生产企业多以国企为主,包括鞍钢、首钢、济钢、宝钢、武钢等。
作为国防用钢生产龙头企业,鞍钢集团专注于热轧板、冷轧板、镀锌板、彩涂板、冷轧硅钢、重轨、无缝钢管、型材、建材等完整产品生产,已成为我国冷轧薄板生产企业引领者。
冷轧带钢表面流水印缺陷分析

工程科技与产业发展科技经济导刊 2016.34期冷轧带钢表面流水印缺陷分析胥建平 王 华 钟海清 杨伟杰 何水金 万 伟(新余钢铁集团有限公司 江西 新余 338001)随着冷轧产品市场竞争的日趋激烈 ,用户不仅关注钢板的性能、厚度、板形、表面质量等,而且对钢板表面质量的均匀性提出了更高的要求。
尤其随着家电板的大量生产,表面质量均匀性尤其重要。
2015年5月份以来,新钢冷轧生产的轧硬卷表面存在较严重的流水印缺陷,经退火、平整也不能消除,对产品质量造成一定影响。
为了消除带钢表面的流水印缺陷,我厂对流水印缺陷进行了试验分析,找出了带钢表面流水印的产生原因,并采取了一定的措施,使带钢表面流水印缺陷得到明显改善。
1 带钢表面流水印缺陷分析1.1 流水印的特征该缺陷沿轧制方向分布在整个带钢表面,像水在带钢表面流过的痕迹,故取名叫“流水印”。
流水印具有以下特征:主要发生在0.5以下的薄规格;同一钢种下,厚度0.45mm比0.5mm明显;流水印只发生在中部,每卷头尾没有。
1.2 试验分析1.2.1 产生流水印的钢种确认由于流水印最先在家电板发现,为了确认其他钢种是否也会产生流水印,安排了两卷SPCC穿插在家电板中一起生产,采用相同的轧制速度。
轧制完成后到连退跟踪表面情况,发现XJD1和SPCC表面均有流水印,经后续进一步跟踪,发现DC01-SB、XGMB、DC04均出现流水印。
可见,流水印与钢种无关,排除热轧原料问题。
1.2.2 金相分析对存在流水印缺陷的带钢取样做表面结构和金相分析,未发现流水印位置与正常部位的显微组织无任何差异。
1.2.3 流水印与酸洗速度的关系选取两卷相同钢种XJD1,轧制的厚度同为0.5mm,轧制速度同为800mpm,而酸洗速度不同。
一卷的酸洗速度为200mpm,另一卷为160mpm。
轧制完成后到连退跟踪表面情况,发现两卷钢表面均出现了流水印,可见,流水印与酸洗速度无关,排除了酸洗的因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺装备
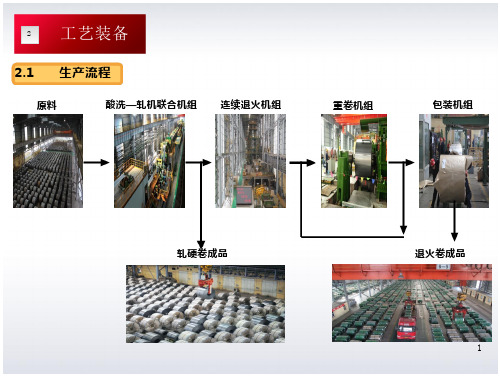
生产流程
原料 酸洗—轧机联合机组 连续退火机组 重卷机组 包装机组
2.1
轧硬卷成品
退火卷成品
0
2.2主要装备
机组 酸洗—轧机联合机组 (PL-TCM)
能力 年产120 万吨 年产70万 吨 年产30万 吨
设备概要 5架6辊轧机 板厚0.2~2.0mm,宽度700~1430mm 软钢(CQ-EDDQ),高强钢(~720mpa) 急速冷却及过时效处理 板厚0.2~2.0mm,宽度700~1430mm 四辊平整机湿平整+拉矫
深冲压用途
一般门面、门框用途
商业用途,不能用于冲压成型,有时效性
化学成分
牌号 DC01 DC03 DC04 SPCC C ≤0.04 ≤0.02 ≤0.01 ≤0.07 Mn ≤0.35 ≤0.30 ≤0.30 ≤0.35 S ≤0.030 ≤0.025 ≤0.025 ≤0.030 P ≤0.035 ≤0.035 ≤0.030 ≤0.035 Si ≤0.030 ≤0.030 ≤0.030 ≤0.030 Al 0.01~0.07 0.01~0.07 0.01~0.07 0.01~0.07
b断后伸长率A
80(L0=80mm,b=20mm)
,%
不小于 1.6-2.0 38 41 42 43 44
公称厚度范围mm
cr
0.70-<1.0 36 39 40 41 42
1.0-<1.60 37 40 41 42 43
不小于 1.5 1.7 1.8 2.0 2.2
90
cn
不小于 0.16 0.18 0.19 0.20
供货标准
公称厚度
公称宽度
用途及注意事项
用于机械制造、轻工、民用、建筑业,属于结 构用钢,不能用于冲压成型件,否则易出现 冲裂现象,在室温下储存,生产后3个月不 出现拉伸应变痕。建议客户应尽快使用。
化学成分(质量分数)/%
牌号 Q195 Q215 Q235 Q275 SAE1006 SAE1008 SAE1010 C ≤0.12 ≤0.14 0.06~0.16 0.08~0.20 ≤0.08 ≤0.10 ≤0.12 Mn 0.10~0.50 0.15~0.55 0.20~0.80 0.20~0.80 0.10~0.45 0.10~0.50 0.30~0.60 S ≤0.035 力学性能 ≤0.035 ≤0.035 ≤0.035 ≤0.030 ≤0.030 ≤0.030 P ≤0.035 ≤0.035 ≤0.035 ≤0.035 ≤0.030 ≤0.030 ≤0.030 Si ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.05 ≤0.05 ≤0.05 Al 0.01~0.07 0.01~0.07 0.01~0.07
力学性能
牌号 Q195 Q215 Q235 Q275 屈服强度ReL MPa ≥195 ≥215 ≥235 ≥275 抗拉强度ReL MPa 315~430 335~450 370~500 410~540 延伸率A50 % ≥28 ≥26 ≥24 ≥22 180°冷弯试验 d:弯心直径 a:试样厚度 d =0.5 a d =0.5 a d =1a d =1a
牌号 XJD1 XJD2 XJD3 XJD4 Q/XGJX218-2012 0.35~2.00mm 800~1400mm 供货标准 公称厚度 公称宽度 用途及注意事项 冰箱侧板、冰柜面板、空调器侧板等 洗衣机、冰箱背板、控制器等 冰箱面板、微波炉和空调器面板等 深冲压件家电用板
化学成分
牌号 XJD1 C ≤0.15 Mn ≤0.60 S ≤0.010 P ≤070
等 级 一般用 冲压级 深冲级 搪瓷钢 碳素结构钢 优质碳素结 构钢 汽车冲压、 结构用钢 Q/XGJ224-2012 GB/T11253-2007 GB/T13237-1991 Q/XGJ223-2012 新钢执行的企业标准号 GB/T5213-2008 Q/XGJ222-2012 JIS G3141-2005 Q/XGJX218-2012 牌号 DC01、SPCC DC03 DC04 XGTC2 Q195、Q235、Q345等 40Mn、50#等冷硬卷 DC01 DC04、DC05、DC06 说明 文件柜、保险箱、油桶、电镀用板、门面板、门框料、钢家俱 等一般成型加工用 门面板、汽车喇叭等有一定成型要求用 汽车油箱、摩托车油箱、电饭锅内胆等复杂成型 民用、工业专业搪瓷用 建筑结构用 五金件、鞋铁、链条等 汽车拖斗梁、油箱(碾压成形的) 汽车油箱、汽车冲压结构件(侧门、侧板等)
注:根据需要成分可加入Ti或Nb。
电器用冷轧钢带性能 屈服强 度 MPa XGHS 1 XGHS 2 XGTC 1 XGTC 2 Q/XGJX20 8-2011
化学成分
牌号 XQDC01 XQDC03 XQDC04 XQDC05 XQDC06 C ≤0.050 ≤0.020 ≤0.010 ≤0.008 ≤0.005 Mn ≤0.35 ≤0.35 ≤0.30 ≤0.30 ≤0.30 S ≤0.020 ≤0.020 ≤0.020 ≤0.015 ≤0.015 P ≤0.030 ≤0.025 ≤0.020 ≤0.020 ≤0.015 Si ≤0.040 ≤0.030 ≤0.030 ≤0.030 ≤0.030 Al 0.015-0.070 0.015-0.070 0.015-0.070 0.015-0.070 0.015-0.070
依托公司检测中心,产品性能检测设施完善 采用ABB板形仪,X射线测厚仪,实现产品尺寸、表面在线自动监控 配备机旁化验室,对乳化液、酸洗液、清洗液等进行过程检测 配备意大利波米尼自动磨床,英国沙克拉德电火花机床,保证轧辊加工精度要求
波米尼磨床
化验室
4
3
产品介绍
新钢冷轧产品定位为高端家电板、汽车板、电工钢冷硬卷及部分五金冲压板。产品主要用于五金冲 压、家用电器、汽车内、外(护)板和结构件。产品精度、性能已达国际先进水平。 产品一般用途
牌号 XJD1 XJD2 XJD3 XJD4 屈服强度ReL MPa 280~360 230~300 190~240 120~180 抗拉强度ReL MPa ≥340 ≥310 ≥270 ≥260 延伸率A50 % ≥32 ≥36 ≥40 ≥45 硬度,HV ≥95 ≥90 ≥80 ≥75
8
汽车用冷轧板
可供牌号、标准、规格、用途
牌号 XQDC01 XQDC03 XQDC04 XQDC05 XQDC06 Q/XGJ223-2012 0.50~2.00mm 800~1400mm 供货标准 公称厚度 公称宽度 用途及注意事项 普通级汽车零部件用板 普通冲压级汽车零部件用板 较高级冲压汽车零部件用板 高级冲压汽车零部件用板 超深冲压汽车零部件用板
注:根据需要成分可加入Ti或Nb。
力学性能
a屈服强度
牌号 XQDC01 XQDC03 XQDC04 XQDC05 XQDC06
MPa ReL或Rp0.2 180-220 150-190 130-170 120-160 110-150
抗拉强度 MPa Rm 270~410 270~380 270~350 270~350 260~350 <0.70 35 38 39 40 41
DD650/DD750 XGHS1 50W470-50W1300 DC01、SPCC、DC03
5
碳素结构钢冷轧薄板
可供牌号、标准、规格、用途
牌号
Q195 Q215 Q235 Q275 SAE1006 SAE1008 SAE1010 ASTM A 568/A 568M2007 GB/T11253-2007 0.4~2.0mm 800~1400mm
Q/XGJ224-2012
0.35~2.00mm
800~1400mm
DD750
DD650
Q/XGJX162-2011
0.5mm
800~1400mm
化学成分
牌号 XGHS1 XGHS2 XGTC1 XGTC2 C 0.010-0.035 0.020-0.040 ≤0.040 ≤0.005 Mn 0.17-0.30 0.15-0.25 0.10-0.40 0.10-0.40 S ≤0.010 ≤0.015 ≤0.050 ≤0.050 P ≤0.015 ≤0.015 ≤0.030 ≤0.030 Si 0.01-0.03 0.01-0.03 ≤0.030 ≤0.030 Al 0.006-0.035 0.010-0.040 ≤0.040 ≤0.040
DC01
Q/XGJ222-2012 XGMBDC03 SPCC SPCD SPCE JIS G3141-2005
≤250
≤200 ≤280 ≤240 ≤210
270~410
270~370 ≥270 ≥270 ≥270
≥30
≥34 -
≥38 ≥40 ≥42
7
家电用冷轧板
可供牌号、标准、规格、用途
6
低碳钢冷轧板
可供牌号、标准、规格、用途
牌号 DC01 DC03 GB/T5213-2008 供货标准 公称厚度 公称宽度 用途及注意事项 一般用途,不能用于冲压成型,有时效性 冲压用途
DC04
DC01 XGMBDC033 SPCC SPCD SPCE JIS G3141-2005 Q/XGJ222-2012 冲压用途 800~1400mm
90
注:a、无明显屈服时采用Rp0.2,否则采用ReL。XQDC01的屈服强度上限值的有效期仅为从生产完成之日起8天内。 b、试样为GB/T 228中的P6试样,试样方向为横向。 c、r90和n90值的要求仅适用于厚度不小于0.50 mm的产品。
9
专用钢冷轧板
可供牌号、标准、规格、用途
牌号 XGHS1 XGHS2 XGTC1 XGTC2 供货标准 Q/XGJX208-2011 公称厚度 0.50~1.20mm 公称宽度 800~1400mm 用途及注意事项 药芯焊丝用钢带 普通冲压级搪瓷用钢 深冲压级、工业搪瓷用钢 中小型电器用无涂层电工钢