滚齿机差动挂轮计算公式大全
y54插齿机挂轮计算公式
Y54插齿机挂轮的计算涉及多个因素,包括齿轮的齿数、模数,以及插齿刀和被加工齿轮的相关参数等。
以下是一些相关的计算公式:
1. 挂轮的直径计算公式:D = (Z + 2) × M。
其中,D为挂轮的直径,Z为齿轮的齿数,M 为齿轮的模数。
这个公式可以帮助你确定挂轮的直径,进而影响到齿轮的尺寸。
2. 插齿机挂轮的最大齿数计算公式:Zmax = (D / M) - 2。
其中,Zmax为最大齿数,D为挂轮的直径,M为齿轮的模数。
这个公式可以帮助你计算能够实现的最大齿数。
3. 在Y54插齿机上,有时需要计算分齿挂轮。
这涉及到插齿刀的齿数(Z刀)和被加工的齿轮齿数(Z工)。
计算公式可能为:分齿挂轮 = (a*b)/(c*d),这些字母代表的具体数值需要通过其他参数和实际情况来确定。
另外,还有一些其他的计算方法,如在确定插齿机主轴的转速和进给速度后,可以计算插刀挂轮的齿数。
这需要根据实际的加工条件和机床参数来确定。
请注意,以上信息可能并不完全适用于所有情况,具体计算时还需要考虑机床的实际情况、加工要求以及其他相关因素。
大于100的质数齿轮滚切挂轮的计算
计算大于100的质数齿轮滚切挂轮需要先了解一些基本概念和公式。
齿轮滚切挂轮是一种用于传递动力和转移转速的机械装置。
它由两个齿轮组成,一个齿轮固定在轴上,另一个齿轮滚动在固定齿轮的齿槽内。
计算齿轮滚切挂轮的转速比(speed ratio) 时,需要用到以下公式:
转速比= 输出转速/ 输入转速
要计算大于100的质数齿轮滚切挂轮的转速比,需要知道输入转速和输出转速。
一般情况下,输入转速在齿轮滚切挂轮的一端,输出转速在另一端。
假设现在有一个大于100的质数齿轮滚切挂轮,输入转速为1000 rpm,输出转速为500 rpm。
要计算这个齿轮滚切挂轮的转速比,可以使用上述公式:
转速比= 输出转速/ 输入转速= 500 rpm / 1000 rpm = 0.5
根据公式,这个大于100的质数齿轮滚切挂轮的转速比为0.5。
实验三滚齿机的调整与加工实验报告A201404
实验三滚齿机的调整与加⼯实验报告A201404实验三滚齿机的调整与加⼯实验报告姓名:班级:学号:实验地点:实验课程名称:1、加⼯齿轮参数:材料:,齿数Z= ,模数m n= ,螺旋⾓β= ,旋向:。
2、实验设备型号:滚⼑参数:螺旋⾓β= ,旋向:。
3、挂轮的计算(1)主轴转速计算n=主运动挂轮Uv=(2)选进给量f=进给运动挂轮 Uf=(3)展成运动挂轮Ux=(4)附加运动Uy=4、滚⼑安装⾓的确定安装⾓δ=5、各执⾏件运动⽅向确定滚⼑:⼯作台:6、写出你选择的的进给运动的传动路线表达式7、思考题:1) 滚齿时,如何保证⼀对相互啮合的斜齿轮的螺旋⾓相等?2) 加⼯直齿与加⼯斜齿轮有何不同?3)离合器M1、M2的结构、作⽤各有什么不同?实验三滚齿机的调整与加⼯⼀、实验⽬的1.了解机床总布局、主要组成部分、各操纵机构的功⽤。
2.深⼊分析Y3150K 型滚齿机的传动系统,进⼀步掌握各传动链的相互关系。
3.掌握机床的加⼯⽅法与调整步骤。
4.了解机床各换置机构的位置。
掌握挂轮的计算、安装⽅法。
5.了解有关的齿轮检验项⽬、精度要求及使⽤的⼯具。
⼆、实验设备1.Y3150K 滚齿轮机⼀台。
2.滚⼑⼀把。
3.齿坯⼀个。
4.千分表⼀只,磁性表等⼀个。
5.齿厚测量卡尺⼀把(或公法线长度测量千分尺⼀把)6.300mm 卡尺⼀把三、实验原理1.主轴转速的选择及调整切削速度可根据下⾯公式计算:1000n D V ⼑切=π转/分其中:D 为滚⼑直径(毫⽶),n ⼑为主轴转速(转/分)。
⾼速钢滚⼑的切削速度按表3-1选择。
表3-1 ⾼速钢滚⼑的切削速度选择切削速度时应注意以下⼏点:(1)粗切⼀般低切削速度⼤⾛⼑量;精切⼀般⽤⾼切削速度,⼩⾛⼑量。
(2)被加⼯齿轮齿数较少时应选择V 切低⼀些。
V 切确定后即可根据下⾯公式计算主轴转速:D V 1000N ?π?切⼑=转/分若计算结果不是机床九级转速中的⼀级,则应选取与计算结果最相近的⼀级主轴转速。
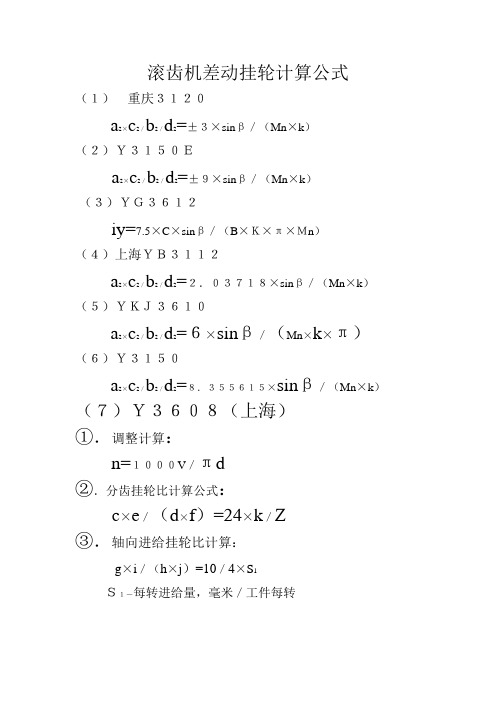
滚齿机差动挂轮计算公式
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.±。
齿轮计算公式及齿轮齿条与滚珠丝杠,皮带轮的对比[精品文档]
![齿轮计算公式及齿轮齿条与滚珠丝杠,皮带轮的对比[精品文档]](https://img.taocdn.com/s3/m/7a7718f54028915f804dc280.png)
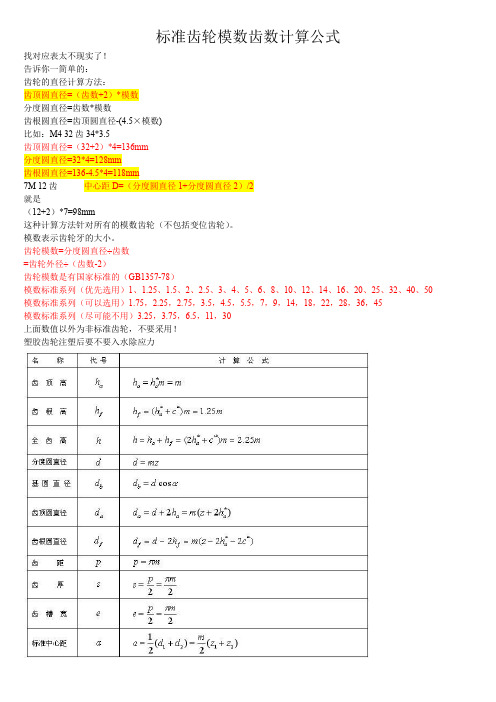
标准齿轮模数齿数计算公式找对应表太不现实了!告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5×模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径÷齿数=齿轮外径÷(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30上面数值以外为非标准齿轮,不要采用!塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法Circular Pitch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」?分度圆直径是齿轮的基准直径。
滚齿机怎么挂轮【干货技巧】
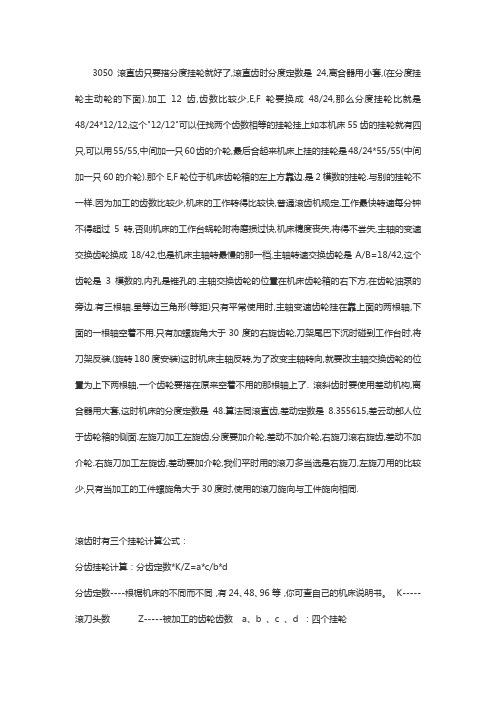
3050滚直齿只要搭分度挂轮就好了,滚直齿时分度定数是24,离合器用小套,(在分度挂轮主动轮的下面).加工12齿,齿数比较少,E,F轮要换成48/24,那么分度挂轮比就是48/24*12/12,这个"12/12"可以任找两个齿数相等的挂轮挂上如本机床55齿的挂轮就有四只,可以用55/55,中间加一只60齿的介轮,最后合起来机床上挂的挂轮是48/24*55/55(中间加一只60的介轮).那个E,F轮位于机床齿轮箱的左上方靠边.是2模数的挂轮.与别的挂轮不一样.因为加工的齿数比较少,机床的工作转得比较快,普通滚齿机规定,工作最快转速每分钟不得超过5转,否则机床的工作台蜗轮附将磨损过快,机床精度丧失,将得不尝失,主轴的变速交换齿轮换成18/42,也是机床主轴转最慢的那一档,主轴转速交换齿轮是A/B=18/42,这个齿轮是3模数的,内孔是锥孔的.主轴交换齿轮的位置在机床齿轮箱的右下方,在齿轮油泵的旁边.有三根轴.呈等边三角形(等距)只有平常使用时,主轴变速齿轮挂在靠上面的两根轴,下面的一根轴空着不用.只有加螺旋角大于30度的右旋齿轮,刀架尾巴下沉时碰到工作台时,将刀架反装,(旋转180度安装)这时机床主轴反转,为了改变主轴转向,就要改主轴交换齿轮的位置为上下两根轴,一个齿轮要搭在原来空着不用的那根轴上了. 滚斜齿时要使用差动机构,离合器用大套,这时机床的分度定数是48.算法同滚直齿,差动定数是8.355615,差云动部人位于齿轮箱的侧面.左旋刀加工左旋齿,分度要加介轮,差动不加介轮,右旋刀滚右旋齿,差动不加介轮.右旋刀加工左旋齿,差动要加介轮,我们平时用的滚刀多当选是右旋刀,左旋刀用的比较少,只有当加工的工件螺旋角大于30度时,使用的滚刀旋向与工件旋向相同.滚齿时有三个挂轮计算公式:分齿挂轮计算:分齿定数*K/Z=a*c/b*d分齿定数----根椐机床的不同而不同,有24、48、96等,你可查自己的机床说明书。
滚齿机差动挂轮计算公式资料讲解

滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.学习资料±仅供学习与参考学习资料。
齿轮计算公式以及齿轮齿条与滚珠丝杠,皮带轮的对比
标准齿轮模数齿数计算公式找对应表太不现实了!告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5×模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径÷齿数=齿轮外径÷(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30上面数值以外为非标准齿轮,不要采用!塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法Circular Pitch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」?分度圆直径是齿轮的基准直径。
滚齿机差动挂轮计算公式资料讲解
滚齿机差动挂轮计算公式资料讲解
差动挂轮计算公式的基本原理是根据滚齿机的主轴齿数和主轴回转数
来确定工作台的转速。
差动挂轮的主要参数有挂齿轮齿数、挂齿轮回转数、滚刀齿数、工作台回转数等。
具体计算公式如下:
1.差动挂轮转速比计算公式:
转速比=(挂齿轮齿数×挂齿轮回转数)/(滚刀齿数×工作台回转数)
2.挂齿轮回转数计算公式:
挂齿轮回转数=滚刀齿数×转速比/挂齿轮齿数
3.差动挂轮齿数计算公式:
差动挂轮齿数=(滚齿机主轴齿数×挂齿轮齿数)/最大公因子
其中,最大公因子是指滚齿机主轴齿数与挂齿轮齿数的最大公约数。
计算示例:
假设滚刀齿数为30,工作台回转数为60,滚齿机主轴齿数为120,
挂齿轮齿数为40,转速比为2
根据公式1,转速比=(40×2)/(30×60)=0.1333
根据公式2,挂齿轮回转数=30×0.1333/40=0.1
根据公式3,差动挂轮齿数=(120×40)/40=120
以上就是滚齿机差动挂轮计算公式的详细讲解。
通过这些计算公式,
可以根据滚刀宽度、模块和齿数来计算差动挂轮的参数,从而实现正确的
齿轮加工。
在实际应用中,还需要综合考虑滚齿机的具体情况和加工要求,进行适当的调整和优化。
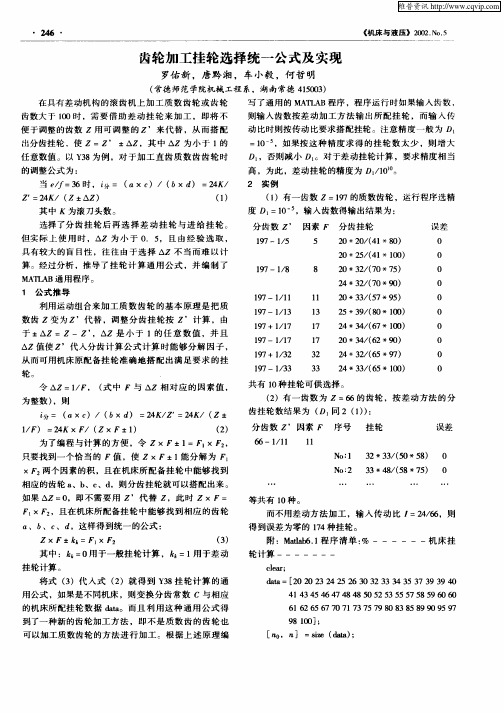
齿轮加工挂轮选择统一公式及实现
Z ± k = Fl XF k F2 X () 3
而不用差 动方 法 加 工 ,输 入 传动 比 ,=2 /6 4 6 ,则
得到误 差 为零 的 14种 挂轮 。 7
附 :Maa6 1 序 清 单 : 一 一 一 一 一 一机 床 挂 tb . 程 l % 轮计算 一 一一 一一一 一
利用运 动组合 来加 工 质 数齿 轮 的基 本 原理 是 把 质 数齿 z变 为 z’代替 ,调 整 分齿 挂 轮按 z’计 算 , 由
于 ±AZ=z —z’ z 是 小 于 1的任 意 数 值 ,并 且 ,△
△z值使 z’代入分 齿 计 算公 式 计 算 时 能够 分 解 因 子 , 从 而 可用机 床原 配备 挂轮 准 确地 搭 配 出 满 足要 求 的挂
的调 整公 式 为 l 当 ef=3 l 6时 , 分= ( )/ ( ) =2 K nXc bX d 4/
则输 入齿数 按差 动 加 工方 法 输 出 所配 挂 轮 ,而 输 入传 动 比时则按 传动 比要 求搭 配挂轮 。注 意精 度 一般 为 D。 =l ~,如 果按 这 种 精度 求 得 的挂 轮 数 太少 ,则 增 大 0 D。 ,否则 减小 D。 。对 于差 动挂 轮计 算 ,要 求精度 相 当
、k
共有 l 0种挂 轮可供 选择 。 ( )有 一齿 数 为 Z:6 2 6的齿轮 ,按 差 动方 法 的 分 齿 挂轮 数结果 为 ( 同 2 ( ) : D. 1)
分 齿数 z’ 因素 F 序 号 挂轮
0 0 0 0 0 0 0 0 0 0
罗佑 新 ,唐黔 湘 ,车 小毅 ,何哲 明
( 常德 师 范学 院机 械 工程 系 ,湖 南常德 45 0 ) 10 3
滚齿机差动挂轮计算公式
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.±。
齿轮公法线 跨棒距 及各参数计算

2 20 20 3.578356935 2.6 1.9 4.5 3.578356935 2.704828372 12.7
0.13998762066530300000 15.7313029240 21.6355657921 3
ha* 1
0.139987620665
分度圆直径d 分度圆直径d 基圆直径d 基圆直径db 齿顶圆直径d 齿顶圆直径da 齿根圆直径d 齿根圆直径df
40 37.59 45.2 36.2
பைடு நூலகம்
公法线W 公法线Wk+1 跨齿数K 跨齿数K
Y3180E/YM3180E滚齿机差动挂轮调整公式 a*c/b*d=±9*[sinβ/(mn*k)] 模数 滚刀头数 螺旋角 差动 mn k β 2 15 23 0.117219338546782
齿数 模数 变位系数 棒(球)直径 压力角 螺旋角 顶隙系数 齿顶高系数
z m x dp α β c*
20 2 0.3 4 20 0 0.25
外齿跨棒距M 外齿跨棒距 内齿跨棒距M 内齿跨棒距
求解反渐开线函 invα α
0.140000000000
39.9210130733
已知压力角求渐开线 α invα 公法线W 公法线Wk
47.3987806043 34.2226660673 求解反渐开线函数 0.14000000000000000000 39.9210130733 已知压力角求渐开线函数 39.92 ° °
端面模数mt 当量齿数zv 端面压力角αt 端面齿厚st 齿顶高ha 齿根高hf 全齿高h 齿厚sn 齿槽宽en 径节Dp
滚齿工艺和滚齿机调整对齿轮质量的影响
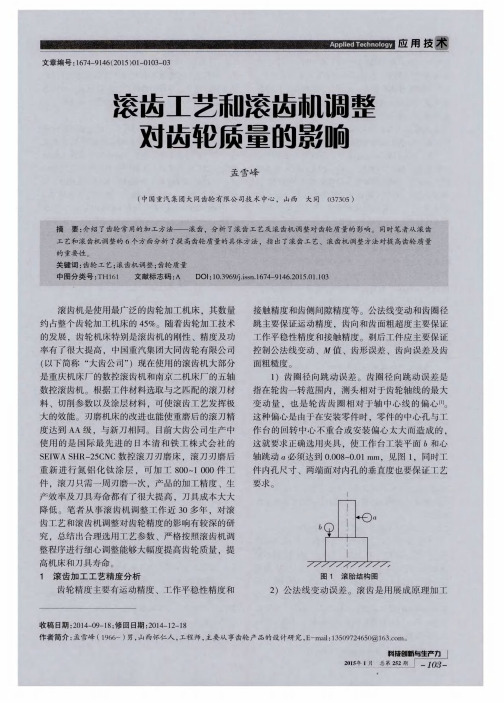
0 . 0 1 5 ~ 0 . 0 2 5 mm.同时 要 求 0和 b两处 的径 跳 高 点 方 向应 保持 一致 。当滚 刀 安装 后 跳动 量 超差 ,可 松
开螺母 ,通过转动滚刀刀垫来调整 ,使误差相互补
偿 .确 保滚 刀 和 b两 台肩跳 动 在规定 的 范 围内 。
处0 . 0 0 5 ~ 0 . 0 0 8 mm,b处 为 0 . 0 0 8 ~ 0 . 0 l m m,c处 为
须在计算差动挂轮时好 中选优。 4 )工艺参数。合理选用滚刀转速 、进给速度 、 滚切次数对齿轮质量 、滚齿机寿命和刀具寿命 的影
响非 常 大 。因此 编 工 艺 时应 该 根 据 滚 齿 机 的刚 度 、 刀 杆 刚 度 、刀 具 质 量 、齿 轮 材 料 等合 理选 用 参 数 ,
2 _ 2 分 齿挂 轮 的调整 对滚 齿质 量 的影 响
根 据 滚 切 原 理 ,滚 刀 转 K / Z转 ,工 件 相 应 转 转 ( z为 工件齿 数 ,K 为滚 刀头数 ) 。从 机床 的传 动 系统 可 以得 出滚 齿 机 的分 齿 定 数 ,Y K X3 1 3 2滚 齿
图 3 滚 刀安 装 图
保 证 不大 于 0 . 0 0 5 m m。
滚齿 机是 通 过差 动挂 轮实 现斜 齿 轮螺 旋 角 的加 工 。 重 庆数 控 滚 齿 机 Y K X 3 1 3 2差 动 挂 轮 计 算 公 式 为 :Xx s i r  ̄ 3 / Mn x K( 为滚 齿 机 定 数 、 为 工 件 螺 旋 角 、Mn为 工件法 向模数 、 为 滚 刀头 数 ) ,根据
2 。 4 滚 胎调 整对 齿轮 质量 的影 响
机分齿挂轮传动比为:a x c / b x d = 2 4 K / Z( K为滚刀头
滚切齿数大于100齿的齿轮分齿及差动计算方法及结果比较
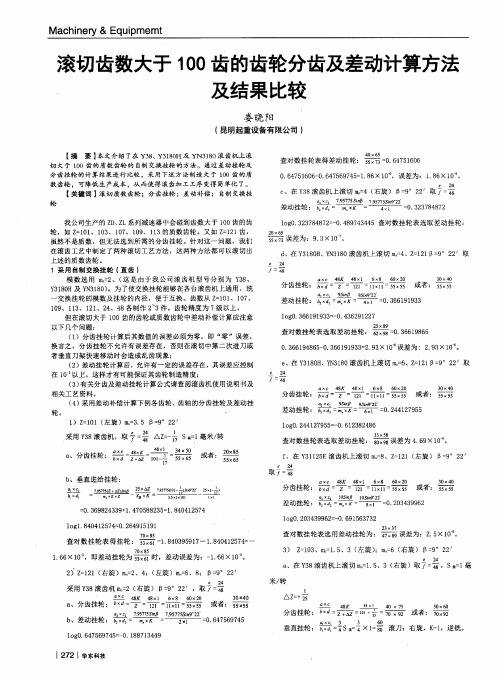
轮。 1 )Z = 1 0 1( 左 旋 )m = 3 . 5 B= 9 。2 2
Z m — n —  ̄ g= — 广 = O . 2 4 4 1 2 7 9 5 5
l og O . 2 4 41 2 7 9 5 5 = 一 0 . 6 1 2 3 8 2 4 8 6
3 3×5 8
0 . 3 6 6 1 9 4 8 6 5 — 0 . 3 6 6 1 9 1 9 3 3 = 2 . 9 3 ×1 0 误 差 为 :2 . 9 3 X 1 0 。
e 、在 Y 3 1 8 0 H 、Y N 3 1 8 0滚齿机上滚切 m = 6 、Z = I 2 1 B= 9 。2 2 取
e 2 4
数齿轮 ,可降低 生产成本 ,从而使得 滚齿加 工工序 变得 简单化 了。
【 关键词 】 滚切质数齿轮 ;分齿挂轮 ;差动补偿 ; 自 制 交换挂
轮
C 、在 Y 3 8滚齿机上滚切 m n = 4( 右旋) 1 3 = 9 。2 2 取 7=
Ⅱ × C 2 7 9 5 7 7 5 S i n 1  ̄ 7 9 5 7 7 5 S i n 9 。 2 2 ’
一
e
2 4
f =一 4 8
d×c 4 8 4 8× 1 6X 8 6 0×2 O 3 0× 4 O
分齿挂轮: 差动挂轮 :
=
=
= 而
= 丽
或者: 丽
a 2 × c 2 9 S i n l f 9 S i n 9 2 2 ’
Ma c h i n e r y& E q u i p me mt
滚切齿数大于 1 0 O 齿的齿轮分齿及差动计算方法 及结 果比较
娄 晓 阳
齿轮计算公式及齿轮齿条与滚珠丝杠,皮带轮地对比

标准齿轮模数齿数计算公式找对应表太不现实了!告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5×模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径÷齿数=齿轮外径÷(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30上面数值以外为非标准齿轮,不要采用!塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法Circular Pitch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」?分度圆直径是齿轮的基准直径。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚齿机差动挂轮计算公式大全
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
滚齿机(gear hobbing machine)是齿轮加工机床中应用最广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。
用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。
这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。
普通滚齿机的加工精度为7~6级(JB179-83),高精度滚齿机为4~3级。
最大加工直径达15米。
滚齿轮参数
滚齿轮参数介绍
类型:滚齿机
型号:Y3180
加工精度等级:8
最大加工齿数:250最大加工模数:M10
主电机功率:3(kw)
加工直径范围:800(mm)
重量:6800(kg)
动力类型:机械传动
应用范围
滚齿机广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。
滚齿机
重庆晨宇产的YBC3125滚齿机:i差=1.5sinβ/Mnk。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。