动力电池技术路线图介绍
新能源汽车电气电子技术路线图解析
图左:雪佛兰2017新能源车
7
图右:未来的电动车底盘
目录
1 未来趋势及挑战 2 系统目标及状态 3 电机目标及状态 4 电控技术目标和状态 5 关键技术和策略
二、系统目标及状态
2.1 系统目标描述
美国驱动系统成本和功率密度规划,2025年驱动系统成本要降低到6美元/kW,相比2020年的8美元/KW降低25%。 功率密度要从2020年的4KW/L提高到33KW/L。
驱动系统和能量存储装置的尺寸大小。
预测2025年插电式电动汽车占销售总量的10% 预测2040年插电式电动汽车占销售总量的35%
图:2015-2040传统燃油车及新能源车销量预测图
6
1.5有线充电
无线充电
自动驾驶 降低运营成本 提高可靠性 保证5~8万英里/年 30万英里寿命
图:技术路线图系统构成
蓝色和绿色框是技术路线图解析组件
3
一、路线图概要
1.2 技术路线图涵盖范围
混合动力电动汽车(HEV) 插电式混合动力电动汽车(PHEV) 可扩展电动汽车(EEV) 纯电动/燃料电池电动汽车(BEV和FCEV)
路线图的重点是前瞻研究和开发,以提高车辆电气化。 过去研发专注于混合动力汽车,但目前重点转向全部电动
@2025年
模块化滑板式底盘 驱动系统与能量存
储系统集成于模块 化的底盘中。 底盘可拉伸 50万/年模块化底 盘@2025年
更多能量要求不同 的充电方案
长距离要求 100~200KW快充功率
已经着手开发350KW 快充方案
无线充电将受到市 场认可
运动车辆无线充电 需要更多的道路基 础设施升级
中国驱动系统,2020、2025、2030年比功率目标为4.0kW/kg、4.5kW/kg、5.0kW/kg,减、变速器转速达到 14000r/min、15000r/min、16000r/min。
动力电池制造流程图简介
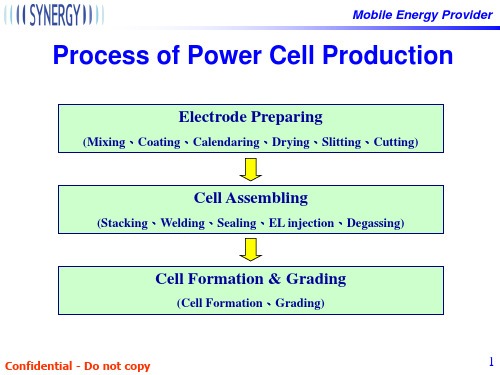
Process of Power Cell Production
Electrode Preparing
(Mixing、Coating、Calendaring、Drying、Slitting、Cutting)
Cell Assembling
(Stacking、Welding、Sealing、EL injection、Degassing)
Mixing Coating Pressing Cutting
injection
Sealing Stacking Drying
Formation
Formation Aging
Grading
Stock
Confidential - Do not copy
2
Mobile Energy Provider
Mixing(anode & cathode)
FQC
1.Appearance 2.Voltage 3.Resistance 4.Capacity 5.Sealing 6….
Forming Formation Welding
Stock
Auto-Winding & Manual-Winding
Sealing
injection
Aging
Confidential - Do not copy
Welding (Al
Ni)(KS PACK)
Ni
AL
Control point: Process: 1.Mold position 2.Welding parameters
Product: 1.Position of the tabs 2.Dimensions of the tabs 3.Peeling streng
锂电池工艺流程图(PPT44页)

卷状极片 刷粉
裁大片 刮粉
相 应 图 片(2)
对辊 极耳铆接
裁小片 整理极片
相 应 图 片(3)
已铆接好的极片与未铆接 的极片
贴胶纸
计数
外观检查
钢壳电池装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
查
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
相应图片
配料 收卷
搅拌 拉浆
正极片工艺流程图1
收
卷
正
极 片
裁
刮
刷大Βιβλιοθήκη 粉粉对裁
辊
小
片
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
相 应 图 片(1)
卷状极片 已刮好的极粉
裁大片 刮粉
相 应 图 片(2)
•
翻面刮粉
刷粉
裁小片
对辊
正极片工艺流程图2
极耳
裁
重
极
正
小
量
耳
极
片
分
连
片
档
接
贴
胶
动力电池技术路线图介绍共39页文档共41页文档
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生
锂电池各车间工艺路线图

开始 Starting
配料QC Raw materials weighting QC
筛料 Materiasl bolting
烘烤 Materials drying
冷却 Materials cooling
搅拌 Materials mixturing
车间面 积 开始 start 制片
Electrode made
310 m²
着装颜 色 灰 色
对应职位
组合 Assembly
注液
流 水 线 日 产 能
2
Lines
主管、工程师
100K per day
红 黄 绿
色 色 色
品管人员 拉长 一线员工 电工、机修工
包装出货 入库 The End 分容 Chg & Dischg 储存
拉浆QC Coating QC
整片 Electrode sorting
裁小片 Slitting
修边 Electrode Edge repairing
对辊QC Thickness QC
对辊 Electrode pressing
烘烤 刮粉 裁大片 Electrode Electrode Big pieces drying Edge scratching cutting
车间面积 制片
Electrode made
3000 m²
着装颜色
对应职位
开始 start 入库 The End
组合 Assembly
流 水 线
注液 分容日 产 能 入库日 产能
2
Lines
灰 红
色 色
动力电池结构简介

动力电池系统简介术语解释缩略语描述BMS电池管理系统Battery Management SystemCSC电池监控单元Cell Supervision CircuitBMU电池管理单元Battery Management UnitTCB温度控制板Temperature Control BoardPDM功率分配模块Power Distribution ModuleBPM后备电源模块Backup Power ModuleCAN控制器局域网Controller Area NetworkSOC荷电状态State of ChargeSOH健康状态State of HealthNTC负温度系数Negative Temperature CoefficientA-CAN BMU与整车HCU通信所使用的CANC-CAN BUM与CSC通讯所使用的CANCH-CAN BMU与充电机通讯所使用的CANMSD维护开关Manual Service Disconnect动力电池系统构成01 0302 04电池箱高压盒热管理附件高低压线束电池箱在整车中的位置(大巴示例)1.底盘上表面(最常见)2.尾部正后方(最常见)3.尾部侧面(常见)4.顶部(不常见)电池箱1.高压连接器正2.高压连接器负3.加热输出4.加热输入5.低压输入6.低压输出7.维护开关(MSD)插座8.气压平衡阀(上盖)9.工装挂钩10.警示标识(踩踏、触摸高压)气压平衡阀平衡阀外侧平衡阀内侧MSD组件(带Fuse)MSD组件(不带Fuse)1.箱盖2.箱体密封垫3.电池监控单元(CSC)4.铜巴5.模组6.箱体7.气压平衡阀依据GB4208《外壳防护等级(IP代码)》,公司产品达到IP67.IP676-防止金属件接近危险部件/尘封(最高为6级)●直径1.0mm的金属件不能进入壳内●尘密效果:无灰尘进入7-防短时间浸水影响(最高为8级)●静止水深:<1m●浸入时间:≤30min1.铝巴2.温度采样线3.电压采样线4.模组总正5.模组总负123模组(Module)模组爆炸图1.顶盖绝缘片板2.线束板3.电芯4.侧板5.端板6.底板电芯直接封装在壳体内,温度采样点和电压采样点如图所示。
动力电池可持续发展技术路线图

动力电池可持续发展技术路线图一、动力电池装机量我国动力电池装机量随着电动汽车的快速增长而增加。
2021年1到9月份共装车0.92亿千瓦时,全年预计1.5亿千瓦时左右。
2025年预计在6亿千瓦时左右,2030年预计在15亿千瓦时到20亿千瓦时之间。
国外机构基于2030年全球5500万辆电动汽车年销量的激进预测给出的动力电池的年装车量结果是50亿千瓦时,而保守预测结果是30亿千瓦时。
基于电动汽车保有量可以预测中国车载电池的总保有量,预计2025年会超过20亿千瓦时,2030年会超过70亿千瓦时,2035年会超过150亿千瓦时。
由于电动汽车市场火爆,刺激上游电池产业快速扩产。
据统计中国动力电池规划产能2023年将达10亿千瓦时,2025年接近25亿千瓦时。
当然,规划产能会大于动力电池年产量,同时年产量中除了车用电池外,还有储能电池等一系列其他用途,估计2025年电池总出货量在10亿千瓦时左右。
电池产量的快速膨胀会刺激上游材料周期性涨价。
同时也会引起公众对材料资源短缺的担心。
从潜力看,全球锂资源经济可采储量为2100万吨,如果按三元811电池材料体系算,可以生产电池2000亿千瓦时。
按平均一辆车100千瓦时算,可以制造20亿辆电动汽车。
当然这不能全部用于汽车,别的地方也要用。
但这是经济可采储量,总勘探储量是8600万吨。
而且因为总勘探储量近年还在不断增加,似乎问题不是很大。
但是,钴的资源就没有那么乐观了,经济可开采储量只有710万吨。
照此计算只能到950亿千瓦时。
至于锰的资源则没有问题,非常富余。
然而资源分布却不均匀,锂矿有3/4分布在澳大利亚、智利、阿根廷。
钴矿有2/3依赖于非洲的刚果金。
镍矿的一半依赖于印尼和俄罗斯。
资源分布是极不均匀。
所以,资源的压力还是有的,不能掉以轻心。
二、电池材料的循环可持续如果循环利用做得好,支撑发展问题不会很大。
材料循环要耗能、要排放,电池生产也会耗能和排放,可持续发展也是重大问题,也就是电池全生命周期的碳排放是问题。
新能源汽车混合动力技术路线P0P4构型解析

新能源汽车混合动力技术路线P0P4构型解析
书山有路勤为径;学海无涯苦作舟
新能源汽车混合动力技术路线P0P4构型解析
对混合动力比较关注的读者,应该在阅读一些文章的时候接触过所谓
的“Px混动”的说法,这是什幺意思呢?其实这指的是电机的位置,用来
区分各种有变速箱的并联与串并联(混联)混动构型。
P是position的意思。
对于单电机的混合动力系统,根据电机相对于传
统动力系统的位置,可以把单电机混动方案分为五大类,分别以P0,P1,P2,P3,P4命名。
一、P0是电机放在传统启动机的位置
1、定义
传统汽车发电机与发动机曲轴通过皮带柔性连接。
当发动机运转时,会
有少量的能量传递到这里带动逆变器发电。
P0就位于发动机前端附件驱动系统(FEAD:Front End Accessory Drive)上,也就是普通汽车上逆变器的位置。
P0混动就是把这个逆变器
换成了一个比较大的电机。
位于发动机前部的该辅助系统包括电动机、电动涡轮、一体式发电机/
专注下一代成长,为了孩子。
锂电池工艺流程图ppt课件

注液
32
已注液流转的电池1
已注液流转的电池
<3.8V
预充
全测电压 >3.8V
压钢珠
NO
NO
第一次分容
第二次分容
精选ppt课件2021
33
已注液流转的电池2
已分容电池
储存期内完成
外观处理
(除胶纸、清洗、 抛光)
点胶
全测外观
储存3天
全检电压 <3.2V >3.2V
单充电
全检电压、内阻 入库
(可即时出货)
压 断检
盖 路测
板
短
路
焊盖 板 激 光
精选ppt课件2021
22
铝壳装配工艺流程图4
更改电解液
焊盖 板 激
测气 密 性
烤电 池 烘
断检 路测
短
注 液
光
路
精选ppt课件2021
23
相 应 图 片(1)
极片烘烤
烘烤箱
刷粉
精选ppt课件2021
刷粉台
24
相 应 图 片(2)
卷绕-放入正极片
卷绕-放入负极片
1 表示对生产对象进行加工、装配等;
2 表示品质部负责的专检点;
3 表示生产对象在工作地有计划地存放;
4 表示生产对象在工作地附近的临时存放。
精选ppt课件2021
裁 小 片
11
负极片工艺流程图2
极耳
片裁 档重 接极 纸负 查外
计
小
量
耳
极
观
数
分
连
片
检
贴
胶
送 装 配 车 间
精选ppt课件2021
12
卷绕-卷绕体
详细版动力电池系统结构.ppt

4、BMS
LOGO
..........
5、回顾
LOGO
..........
SK的单体电芯是三元聚合物锂电池,它的正极材料是镍钴锰酸锂 (LiNiCoMn)O2,其单体电芯额定电压为3.7V左右。
..........
3、辅助插接件
LOGO
..........
3、辅助插接件
LOGO
..........
3、辅助插接件
LOGO
SK动力电池的电流传感器,采用了霍尔式电流传感器, 通过在载流导体周围产生一正比于该电流的磁场,从而 来监测充、放电电流的大小。
电动汽车动力电池系统结构与功能
动力电池系统由四部分组成: 1、动力电池箱 2、电池模块 3、BMS 4、辅助元器件
..........
LOGO
1、动力电池箱
• SK的动力电池箱体是用螺 栓连接在车身底盘下方,其 防护等级为IP67,螺栓拧紧 力矩为80~100Nm,其制作 材料上SK电池箱体的上盖 板为玻璃钢,玻璃钢是优良 的绝缘材料,而下盖板为了 增加硬度和耐磨性,其材料 为钢
..........
LOGO
2、动力电池模块
LOGO
• 电池模组是由数百只甚至数千只单体电芯通过串联或并联组合,从而形成能输出
高电压、大电流的供电源。北汽EV200所用的SK电池其连接方式为3P91S,具体含 义如下:
表示方式: 例:3P91S
表示3个电芯并联成1个独立 单体电池,再由91个独立电池模 块串联成动力电池总成。
..........
3、辅助插接件
LOGO
手动维修开关和熔断器作用是为了避免由于操作不当,短路 等引起的电器部件的损坏,用来保证电动汽车高压电气安全。.......... 3、辅助插接件LOGO
动力电池的内部电路原理
动力电池的内部电路原理
动力电池的内部电路原理由电池单体、电池管理系统和电池控制单元组成。
1. 电池单体:动力电池一般由多个电池单体组成,每个电池单体通常由一个正极、负极和电解液组成。
正极和负极分别是电池的正负极,它们之间通过电解液进行电荷的传输。
2. 电池管理系统(Battery Management System,简称BMS):BMS是动力电池的核心部件,主要负责监测和管理电池的工作状态。
它通常包括电池监测单元、温度监测单元、电流监测单元和通信单元等功能模块。
BMS能够监测电池的电压、容量、温度和电流等参数,以保证电池的安全和性能。
3. 电池控制单元:电池控制单元与BMS相连,主要负责控制电池的充放电过程。
通过与车辆控制系统的通信,电池控制单元能够根据车辆的需求控制电池的输出电流和电压,以提供所需的动力。
总的来说,动力电池的内部电路原理是通过BMS监测和管理电池的工作状态,并通过电池控制单元根据车辆需求控制电池的充放电过程,以提供车辆所需的动力。
锂电池构造原理图

锂电池构造原理图
锂电池是一种利用锂离子在正负极之间传递来实现电能转化的电池。
它的构造
原理图可以分为正极、负极、电解质和隔膜四个部分。
首先,我们来看正极部分。
正极是由锂钴酸锂(LiCoO2)等化合物组成的,
它是锂离子电池中最常用的正极材料。
在正极材料的表面,涂覆有导电性的碳黑和粘结剂,以增加电极的导电性和稳定性。
正极材料在电池放电的过程中会释放出锂离子,从而形成正极的电荷。
接下来是负极部分。
负极通常采用石墨材料,因为石墨具有良好的导电性和稳
定性。
在负极材料的表面也会涂覆碳黑和粘结剂,以增加导电性。
在充电时,锂离子会从正极迁移到负极,嵌入到石墨材料的层间结构中,形成负极的电荷。
第三部分是电解质。
电解质是正极和负极之间的介质,通常采用有机溶剂和锂
盐混合物。
电解质具有良好的离子传导性,能够促进锂离子在正负极之间的传输。
同时,电解质还能阻止正负极之间的直接接触,防止短路和安全事故的发生。
最后是隔膜部分。
隔膜是用来隔开正负极的,防止它们直接接触。
隔膜通常采
用聚烯烃或聚酯等材料制成,具有良好的机械强度和热稳定性。
隔膜不仅能够防止正负极的直接接触,还能促进锂离子的传输,保证电池的正常工作。
综上所述,锂电池的构造原理图主要包括正极、负极、电解质和隔膜四个部分。
正极和负极是电池的两个极性,电解质和隔膜则起着传导和隔离的作用。
这些部分共同作用,实现了锂电池的高效能量转化,使其成为现代电子产品中不可或缺的电源。
详细版动力电池系统结构.ppt
4、BMS
LOGO
..........
5、回顾
LOGO
..........
电动汽车动力电池系统结构与功能
动力电池系统由四部分组成: 1、动力电池箱 2、电池模块 3、BMS 4、辅助元器件
..........
LOGO
1、动力电池箱
• SK的动力电池箱体是用螺 栓连接在车身底盘下方,其 防护等级为IP67,螺栓拧紧 力矩为80~100Nm,其制作 材料上SK电池箱体的上盖 板为玻璃钢,玻璃钢是优良 的绝缘材料,而下盖板为了 增加硬度和耐磨性,其材料 为钢
..........
LOGO
2、动力电池模块
LOGO
• 电池模组是由数百只甚至数千只单体电芯通过串联或并联组合,从而形成能输出
高电压、大电流的供电源。北汽EV200所用的SK电池其连接方式为3P91S,具体含 义如下:
表示方式: 例:3P91S
表示3个电芯并联成1个独立 单体电池,再由91个独立电池模 块串联成动力电池总成。
..........
Hale Waihona Puke 3、辅助插接件LOGO手动维修开关和熔断器作用是为了避免由于操作不当,短路 等引起的电器部件的损坏,用来保证电动汽车高压电气安全。
..........
3、辅助插接件
LOGO
高低压插接件和高低压线缆:动力电池系统通过使用可 靠地高压插接件与高压控制盒相连,低压接插件CAN总 线与VCU或车载充电机之间进行通讯。
SK的单体电芯是三元聚合物锂电池,它的正极材料是镍钴锰酸锂 (LiNiCoMn)O2,其单体电芯额定电压为3.7V左右。
..........
3、辅助插接件
LOGO
不同技术路线的动力电池内部结构
不同技术路线的动力电池内部结构下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!不同技术路线的动力电池内部结构动力电池作为电动汽车的核心部件,其内部结构在不同的技术路线下会有所差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锂离子 镍 氢
1000
低速车规模使用-中国
铅酸
100 10 100 能量密度(Wh/kg) 1000
一、研究背景—国家规划(德美韩日)
韩 国
德 国
日 本
美 国
一、研究背景—国家规划(我国)
《节能与新能源汽车国 家规划(2012—2020)》
2020年: 电池模块的质量密度达到300瓦时/公斤以上; 成本降至1.5元/瓦时以下。
高性能、低成本的新型锂离子电池和新体系电池是新能源汽车动力 电池发展的主要方向。
新型锂离子电池:采用高电压/高容量正极材 料、高容量负极材料和高压电解液替代现有锂 离子电池材料,电池成本、比能量和能量密度 具有明显的优势,将能够大幅度提升新能源汽 车经济性和使用的便利性,需要解决耐久性、 环境适应性和安全性等关键问题。 新体系电池:包括锂硫电池、锂空气 电池、全固态电池等,预计具有更低 成本和更高的比能量,尚处于基础研 究的发展阶段。预计2020年新型锂离 子电池将实现商业化,2030年新体系 电池实用化。
程将达到400公里,2030年达到500公里。
Tesla汽车:Model 3,续航里程 320 公里, 3.5 万美元, 2016 年 3 月发布,2017年实现量产。
2014年7月 2015年1月
福特汽车:新车的续航里 程 将 达 到 320 公 里 , 年 内 (11月)推出。
2015年3月 2015年6月
世界范围内动力电池的研发和产业化 分布
3% 20%
德国
从技术与产业的角度
综合来看: 日本在技术方面依 旧领先; 韩国在市场份额方 面超越日本,占据第 一位;
20%
美国 日本 韩国
13%
24%
20%
中国 其他
中国的电池企业数
量最多,产能最大。
二、发展现状及需求分析—变化趋势
我国动力电池技术路线的变化趋势(2001-2015)
车用动力电池技术路线图
介绍
动力电池技术路线图编制组 (肖成伟 研究员) 2016年12月07日 厦门
内容
1. 研究背景
2. 发展现状及需求分析
3. 技术路线图
4. 技术创新需求
一、研究背景—新能源汽车国际现状
目前在国际上,混合动力汽车已实现商业化, 插电式混合动力汽车、纯电动汽车和燃料电池 汽车处于应用示范阶段。 预计2020年以后:插电式混合动力汽车、 纯电动汽车将快速增长,步入应用普及的 发展阶段,2030年后燃料电池汽车市场将 大幅度提升。
未来相当长一段时期内,我国节能与新能源汽车将以普及应用插电式混合动力汽车、纯 电动汽车等新能源汽车为主要任务,迫切期待动力电池降低成本、提高性能。
研发新型锂离子电池和新体系电池、提升动力电池智能制造水平、完善验证测试方法和
标准体系,既是我国节能与新能源汽车的发展需求,也是我国动力电池发展的关键任 务,具有紧迫性。
2025
2025年达到: 比能量:单体250 Wh/kg,系统150
2030
2030年达到: 比能量:单体300 Wh/kg,系 统180Wh/kg; 能量密度:单体600 Wh/L,系 统350 Wh/L; 比功率:单体1500 W/kg,系 统1000 W/kg; 寿命:系统5000次/15年; 成本: 单体0.8元/Wh,系统 1.1元/Wh
“十三五” 计划--新能源 汽车重点研发专项(2016 —2020)
产业化的锂离子电池能量密度达到300 Wh/kg以上, 成本降至0.8元/Wh以下; 新型锂离子电池能量密度达到400 Wh/kg以上,新 体系电池能量密度达到500 Wh/kg以上。
《中国制造2025》
2020年:电池能量密度达到300Wh/kg; 2025年:电池能量密度达到400Wh/kg; 2030年:电池能量密度达到500Wh/kg。
2020年达到: 比 能 量 : 单 体 350Wh/kg , 系 统 250 Wh/kg; 能量密度:单体 650Wh/L , 系统 320 Wh/L; 比 功 率 : 单 体 1000W/kg , 系 统 700 W/kg; 寿命:单体4000次/10年,系统3000次 /10年; 成本:单体0.6元/Wh,系统1.0元/Wh 2025年达到: 比 能 量: 单体 400Wh/kg , 系 统 300 Wh/kg; 能量密度:单体 800Wh/L ,系统 500 Wh/L; 比 功 率: 单体 1000W/kg , 系 统 700 W/kg; 寿命:单体 4500 次 /12 年,系统 3500 次/12年; 成 本 : 单 体 0.5 元 /Wh , 系 统 0.9 元 /Wh
质量能量密度(Wh/kg)
274.0
154.9
380.2
222.9
日立车载能源公司(HVE)
一、研究背景—企业规划(中国)
CATL
力神
内容
1. 研究背景
2. 发展现状及需求分析
3. 技术路线图
4. 技术创新需求
二、发展现状及需求分析—研发和产业化分布
目前世界范围内动力电池的研发和产业化主要集中在三个区域,分别位于德国、美 国和中日韩所在的东亚地区。锂离子动力电池的生产目前也主要集中在中日韩三个 国家。
一、研究背景—企业规划(韩国)
LG化学 SK公司
三星SDI
一、研究背景—企业规划(日本)
索尼 AESC
配套车辆 SOP时间 正极材料 负极材料 容量(Ah) 电压(V) 聆风 2010 LMO-NCA 石墨 32.5 3.75 二代聆风 2018 NCM523 石墨 56 3.7
体积能量密度(Wh/L)
2025
2030 新体系电池
2030年达到: 比 能 量 : 单 体 500Wh/kg , 系 统 350Wh/kg; 能 量 密 度 : 单 体 1000Wh/L , 系 统 700 Wh/L; 比功率:单体 1000W/kg ,系统 700 W/kg 寿命:单体5000次/15年,系统4000 次/15年; 成 本 : 单 体 0.4 元 /Wh , 系 统 0.8 元 /Wh
总产能:居世界首位(超过400亿瓦时的年产能); 形成了珠江三角洲、长江三角洲、中原地区和京津区域为主的四大动力电池产业化聚集区域; 超过100家动力电池企业开展动力电池及电池系统的研发及产业化工作; 超过1000亿产业资金的投入,技术研发及产业化进展显著。
二、发展现状及需求分析—技术现状
竞争力的大型动力电池公司,国
锂硫电池、金属空气电池等新体 系电池技术不断取得突破,比能 量达到400Wh/kg以上。
际市场占有率达到30%。固态电池、 产业发展处于国际领先水
内容
1. 研究背景
2. 发展现状及需求分析
3. 技术路线图
4. 技术创新需求
车用动力电池技术路线图—EV电池
2020 能量型锂离子电池
2020
2020年达到: 比 能 量 : 单 体 200Wh/kg , 系 统 120 Wh/kg; 能量密度:单体 400Wh/L ,系统 240 Wh/L; 比 功 率 : 单 体 1500W/kg , 系 统 900 W/kg; 寿命:系统3000次/10年; 成本:单体1.0元/质、优化固液界面
安全性的提升:
新型隔膜、新型电解液、电极安全 涂层、优化电池设计 新型隔膜、新型电解液、电极安全 涂层、优化电池设计 固、液电解质结合技术、新型材 料体系
成本的控制:
优化设计、提升制造水平 新材料应用、新制造工艺和装备 新型材料体系、新型制造工艺路线
车用动力电池技术路线图—PHEV电池
雷诺日产:将在 2020 年之前
将纯电动汽车 (EV) 的续航距 离提高到400公里以上,
2015年5月 2015年9月
通用汽车:雪佛兰 Bolt ,行驶 里程 200 英里(约 322 公里), 3~3.5万美元,2017年上市。
大众汽车:研发一款超级电池,纯 电动续航里程有望达到 300 公里, 2020年提升至500km。
国外产品 国内产品
三元材料/石墨材料锂离子电池(量产)
关键材料:实现了国产化;
单体电池技术水平:与国外同一水平;
已形成了较为完善的锂离子动力电池产业链体系,掌握了动力电池的配方设计、结构设计和制造 工艺技术,生产线逐步从半自动中试向全自动大规模制造过渡; 产品均匀一致性、系统集成技术、生产自动化程度:尚有差距。
国际能源署对世界各国新能源汽车销量预测
一、研究背景—动力电池的作用
动力电池作为能量储存装置,是电动汽车的核心部件。其性能的优劣直接影响电动汽车 的市场应用和普通消费者的接受度,如安全性、能量密度、功率密度、寿命以及成本等。
10000
目前混合动力轿车规模 使用-丰田系
功率密度(W/kg)
广泛应用于HEV、 PHEV、EV及FCV 启停功能轿车-国内外
对于插电式混合动力汽车, 电池系统成本需要降低至 1.5元/Wh。
为增加续航里程,必须增 加搭载动力电池系统存储 的能量。
若纯电动汽车续航里程达到 400公里,动力电池系统比能 量需要提升至250Wh/kg左右。
在不显著增加新能汽车重 量和体积的前提下,必须 提高动力电池的比能量和 能量密度。
二、发展现状及需求分析—动力电池的发展与需求
二、发展现状及需求分析—新能源汽车发展趋势
普及应用节能与新能源汽车的关键是要实现其经济性与使用的便利性与传统燃油汽车相当。 当前,混合动力汽车具备经济性和使用便利性,我国商用大客车已基本实现商业化。 插电式混合动力汽车、纯电动汽车等新能源汽车与传统燃油汽车存在较大差距 ,提升经济性 和使用便利性是未来相当长一段时间内新能源汽车发展的主要方向。 国际上,预计2020年前后新能源汽车经济性和使用便利性将大幅度提升,纯电动汽车续航里