(精品)动力电池技术路线图介绍
新能源汽车电气电子技术路线图解析
图左:雪佛兰2017新能源车
7
图右:未来的电动车底盘
目录
1 未来趋势及挑战 2 系统目标及状态 3 电机目标及状态 4 电控技术目标和状态 5 关键技术和策略
二、系统目标及状态
2.1 系统目标描述
美国驱动系统成本和功率密度规划,2025年驱动系统成本要降低到6美元/kW,相比2020年的8美元/KW降低25%。 功率密度要从2020年的4KW/L提高到33KW/L。
驱动系统和能量存储装置的尺寸大小。
预测2025年插电式电动汽车占销售总量的10% 预测2040年插电式电动汽车占销售总量的35%
图:2015-2040传统燃油车及新能源车销量预测图
6
1.5有线充电
无线充电
自动驾驶 降低运营成本 提高可靠性 保证5~8万英里/年 30万英里寿命
图:技术路线图系统构成
蓝色和绿色框是技术路线图解析组件
3
一、路线图概要
1.2 技术路线图涵盖范围
混合动力电动汽车(HEV) 插电式混合动力电动汽车(PHEV) 可扩展电动汽车(EEV) 纯电动/燃料电池电动汽车(BEV和FCEV)
路线图的重点是前瞻研究和开发,以提高车辆电气化。 过去研发专注于混合动力汽车,但目前重点转向全部电动
@2025年
模块化滑板式底盘 驱动系统与能量存
储系统集成于模块 化的底盘中。 底盘可拉伸 50万/年模块化底 盘@2025年
更多能量要求不同 的充电方案
长距离要求 100~200KW快充功率
已经着手开发350KW 快充方案
无线充电将受到市 场认可
运动车辆无线充电 需要更多的道路基 础设施升级
中国驱动系统,2020、2025、2030年比功率目标为4.0kW/kg、4.5kW/kg、5.0kW/kg,减、变速器转速达到 14000r/min、15000r/min、16000r/min。
动力电池制造流程图简介
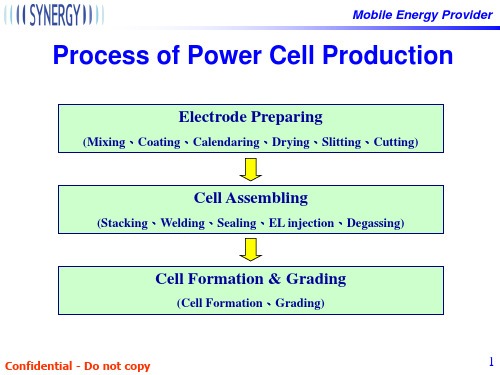
Process of Power Cell Production
Electrode Preparing
(Mixing、Coating、Calendaring、Drying、Slitting、Cutting)
Cell Assembling
(Stacking、Welding、Sealing、EL injection、Degassing)
Mixing Coating Pressing Cutting
injection
Sealing Stacking Drying
Formation
Formation Aging
Grading
Stock
Confidential - Do not copy
2
Mobile Energy Provider
Mixing(anode & cathode)
FQC
1.Appearance 2.Voltage 3.Resistance 4.Capacity 5.Sealing 6….
Forming Formation Welding
Stock
Auto-Winding & Manual-Winding
Sealing
injection
Aging
Confidential - Do not copy
Welding (Al
Ni)(KS PACK)
Ni
AL
Control point: Process: 1.Mold position 2.Welding parameters
Product: 1.Position of the tabs 2.Dimensions of the tabs 3.Peeling streng
节能与新能源汽车技术路线图

应对产业技术变革:世界汽车技术 创新步伐越来越快,新技术变革将 重塑汽车产业
服务经济社会发展:发挥汽车产业 的国民经济支柱作用,拉动相关产 业发展
研究目标
聚焦变革,明晰路径 凝聚共识,协同行动 引导资源,促进创新
工作开展
于2015年9月中旬启动,历经逾一年正式完成,其间共动员了 来自企业.、高校、科研机构、行业组织等各个方面的超过500 位专家、学者参与。
目录 ●研究工作开展
●国内外汽车技术发展分析
●总体目标与关键里程碑 ●分领域技术路线图 ●创新保障措施
背景和使命
大力发展汽车技术,是保障国家能源战略安全、减轻环保压力、 实现《中国制造2025》制造强国目标的重要手段。
引导产业协调发展:中国汽车产业 长期呈增长趋势,但越来越受到能 源、环境、交通等的制约 汽车及相关产业对 路线图需求迫切 落实汽车强国目标:《中国制造 2025》对我国制造业转型升级和 跨越发展的顶层设计和整体部署
知识 积累
中国还存在明显短板,需加快构建 完善的新型汽车技术创新体系
我国汽车技术的发展需求
经济发展、社会进步、产业变革需要汽车技术的支撑
经济社会可持续发展要求汽车技术协调发展
产业战略定位提出汽车技术加速 发展需求 汽车产业是中国国民经济的重要 支柱产业 汽车产业是中国工业化与信息化 深度融合的重要交汇点 汽车是未来中国高端制造业的重 要输出点 汽车是中国城镇化进程的重要战 略支撑 能源环境压力提出汽车技术绿色 发展需求 能源问题日 益严重 环境形势迫 在眉睫 交通安全升级提出汽车技术融合 发展需求 效率与安全是交通体系的升级方 向 效率: 拥堵情况愈 发严重 安全: 交通事故数 量、造成损 失较大
紧抓战略机遇,以新能源汽车和智能网联汽车为主要突破 口,以动力系统优化升级为重点,以智能化水平提升为主 线,以先进制造和轻量化等共性技术为支撑,全面推进汽 车产业由大国向强国的历史转型。
锂电池工艺流程图(PPT44页)

卷状极片 刷粉
裁大片 刮粉
相 应 图 片(2)
对辊 极耳铆接
裁小片 整理极片
相 应 图 片(3)
已铆接好的极片与未铆接 的极片
贴胶纸
计数
外观检查
钢壳电池装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
查
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
相应图片
配料 收卷
搅拌 拉浆
正极片工艺流程图1
收
卷
正
极 片
裁
刮
刷大Βιβλιοθήκη 粉粉对裁
辊
小
片
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
相 应 图 片(1)
卷状极片 已刮好的极粉
裁大片 刮粉
相 应 图 片(2)
•
翻面刮粉
刷粉
裁小片
对辊
正极片工艺流程图2
极耳
裁
重
极
正
小
量
耳
极
片
分
连
片
档
接
贴
胶
2023年动力电池技术路线
2023年动力电池技术路线随着电动汽车的普及和需求的增加,动力电池技术作为电动汽车的核心部件也在不断发展和创新。
预计到2023年,动力电池技术将取得重要突破,实现更高的能量密度、更长的续航里程和更短的充电时间。
本文将从电池材料、电池结构和电池管理系统三个方面,介绍2023年动力电池技术的发展路线。
一、电池材料方面在电池材料方面,2023年动力电池技术将主要集中在锂离子电池和固态电池两个方向上。
锂离子电池是目前主流的动力电池,预计在2023年仍将占据主导地位。
通过优化正负极材料,提高电池的能量密度和循环寿命,进一步提高电池的续航里程和使用寿命。
与此同时,固态电池作为一种新型电池技术,具有更高的能量密度、更快的充电速度和更安全的特点,将成为未来的发展方向之一。
预计到2023年,固态电池的商业化应用将取得突破性进展,为电动汽车的发展提供更强大的动力支持。
二、电池结构方面在电池结构方面,2023年动力电池技术将注重优化电池的结构设计,提高电池的安全性和散热性能。
通过改进电池的隔膜材料和电池包装技术,减少电池的热失控风险,提高电池的安全性。
还将采用更好的散热设计,提高电池的散热效果,降低电池温度,延长电池的寿命。
此外,随着电池技术的发展,电池的尺寸和重量将进一步减小,提高电池的能量密度和整车的续航里程。
三、电池管理系统方面在电池管理系统方面,2023年动力电池技术将注重提高电池的智能化水平和安全性能。
通过引入先进的电池管理算法和智能控制系统,实现电池的精准监测和智能优化,提高电池的使用效率和循环寿命。
还将加强电池的安全监测和故障诊断,及时发现和处理电池的异常情况,保障电池的安全运行。
此外,还将进一步提高电池的充电速度,缩短充电时间,提升用户的使用体验。
2023年动力电池技术将在电池材料、电池结构和电池管理系统三个方面取得重要突破。
通过优化材料、改进结构和提高管理系统,实现电池的高能量密度、长续航里程和快充电特性。
动力电池技术路线图介绍共39页文档共41页文档
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生
动力电池可持续发展技术路线图

动力电池可持续发展技术路线图一、动力电池装机量我国动力电池装机量随着电动汽车的快速增长而增加。
2021年1到9月份共装车0.92亿千瓦时,全年预计1.5亿千瓦时左右。
2025年预计在6亿千瓦时左右,2030年预计在15亿千瓦时到20亿千瓦时之间。
国外机构基于2030年全球5500万辆电动汽车年销量的激进预测给出的动力电池的年装车量结果是50亿千瓦时,而保守预测结果是30亿千瓦时。
基于电动汽车保有量可以预测中国车载电池的总保有量,预计2025年会超过20亿千瓦时,2030年会超过70亿千瓦时,2035年会超过150亿千瓦时。
由于电动汽车市场火爆,刺激上游电池产业快速扩产。
据统计中国动力电池规划产能2023年将达10亿千瓦时,2025年接近25亿千瓦时。
当然,规划产能会大于动力电池年产量,同时年产量中除了车用电池外,还有储能电池等一系列其他用途,估计2025年电池总出货量在10亿千瓦时左右。
电池产量的快速膨胀会刺激上游材料周期性涨价。
同时也会引起公众对材料资源短缺的担心。
从潜力看,全球锂资源经济可采储量为2100万吨,如果按三元811电池材料体系算,可以生产电池2000亿千瓦时。
按平均一辆车100千瓦时算,可以制造20亿辆电动汽车。
当然这不能全部用于汽车,别的地方也要用。
但这是经济可采储量,总勘探储量是8600万吨。
而且因为总勘探储量近年还在不断增加,似乎问题不是很大。
但是,钴的资源就没有那么乐观了,经济可开采储量只有710万吨。
照此计算只能到950亿千瓦时。
至于锰的资源则没有问题,非常富余。
然而资源分布却不均匀,锂矿有3/4分布在澳大利亚、智利、阿根廷。
钴矿有2/3依赖于非洲的刚果金。
镍矿的一半依赖于印尼和俄罗斯。
资源分布是极不均匀。
所以,资源的压力还是有的,不能掉以轻心。
二、电池材料的循环可持续如果循环利用做得好,支撑发展问题不会很大。
材料循环要耗能、要排放,电池生产也会耗能和排放,可持续发展也是重大问题,也就是电池全生命周期的碳排放是问题。
动力电池的应用原理图
动力电池的应用原理图1. 动力电池的概述•动力电池是一种高能量密度的可充电电池,广泛应用于电动汽车和混合动力汽车等领域。
•动力电池的应用原理图包括电池组、电控系统和电动机等组成部分。
2. 电池组的原理图•电池组是由若干个电池单体组成的,通过连接在一起形成串联或并联的电路。
•电池组的串联结构能够提供更高的电压,而并联结构能够提供更大的电流。
•电池组的原理图通常以方框表示电池单体,方框之间的连线表示电池之间的连接关系。
3. 电控系统的原理图•电控系统是动力电池系统的控制中枢,负责监测电池组的状态和管理电池的充放电过程。
•电控系统的原理图包括电池管理系统(BMS)、电控单元等组成部分。
•BMS负责监测电池的电压、电流、温度等参数,保证电池的安全运行。
•电控单元通过信号控制电池组的充放电过程,实现对电池状态的优化控制。
4. 电动机的原理图•电动机是动力电池系统的输出装置,将电能转化为机械能,驱动车辆运动。
•电动机的原理图通常以图标表示,包括定子、转子、绕组等关键部件。
•电动机与电池组之间通过电控系统进行连接,实现对电动机的控制和调节。
5. 动力电池系统的工作原理•动力电池系统的工作原理是将电池的化学能转化为电能,并通过电控系统输出给电动机。
•当车辆需要加速或行驶时,电控系统向电池组发出指令,控制电池组输出电流,驱动电动机运动。
•当车辆减速或制动时,电动机通过回馈系统将动能转化为电能,储存在电池组中,实现能量的回收利用。
6. 动力电池系统的优势•动力电池系统具有高能量密度、高效率、无污染等优势,能够满足电动汽车的高性能要求。
•动力电池系统具有可充电性的特点,使用寿命较长,方便维护和更换。
•由于动力电池系统是以电能为动力源,可以实现零排放,对环境友好。
7. 动力电池系统的发展趋势•动力电池系统的发展趋势是追求更高的能量密度、更低的成本和更长的使用寿命。
•研发新型电池材料和技术,如固态电池、钠离子电池等,以提高动力电池的能量密度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、研究背景—企业规划(韩国)
LG化学
SK公司
三星SDI
一、研究背景—企业规划(日本)
索尼
AESC
配套车辆 SOP时间 正极材料 负极材料 容量(Ah) 电压(V)
程将达到400公里,2030年达到500公里。
Tesla汽车:Model 3,续航里程 320公里,3.5万美元,2016年3 月发布,2017年实现量产。
2014年7月 2015年1月
通 用 汽 车 : 雪 佛 兰 Bolt , 行 驶 里程200英里(约322公里), 3~3.5万美元,2017年上市。
福特汽车:新车的续航里 程 将 达 到 320 公 里 , 年 内 (11月)推出。
2015年3月 2015年6月
雷 诺 日 产 : 将 在 2020 年 之 前 将 纯 电 动 汽 车 (EV) 的 续 航 距 离提高到400公里以上,
2015年5月
2015年9月
大众汽车:研发一款超级电池,纯 电动续航里程有望达到300公里, 2020年提升至500km。
1000 低速车规模使用-中国
镍
氢
铅酸
100
锂离子
广泛应用于HEV、 PHEV、EV及FCV
10
100
能量密度(Wh/kg)
1000
一、研究背景—国家规划(德美韩日)
韩
德
国
国
日
美
本
国
一、研究背景—国家规划(我国)
《节能与新能源汽车国 家规划(2012—2020)》
“十三五” 计划--新能源 汽车重点研发专项(2016 —2020)
二、发展现状及需求分析—技术现状
国外产品
国内产品
三元材料/石墨材料锂离子电池(量产)
➢ 关键材料:实现了国产化; ➢ 单体电池技术水平:与国外同一水平; ➢ 已形成了较为完善的锂离子动力电池产业链体系,掌握了动力电池的配方设计、结构设计和制造 工艺技术,生产线逐步从半自动中试向全自动大规模制造过渡; ➢ 产品均匀一致性、系统集成技术、生产自动化程度:尚有差距。
聆风 2010 LMO-NCA 石墨 32.5 3.75
体积能量密度(Wh/L) 274.0
质量能量密度(Wh/kg) 154.9
二代聆风 2018
NCM523 石墨 56 3.7
380.2
222.9
日立车载能源公司(HVE)
一、研究背景—企业规划(中国)
CATL
力神
内容
1. 研究背景 2. 发展现状及需求分析 3. 技术路线图 4. 技术创新需求
《中国制造2025》
2020年: 电池模块的质量密度达到300瓦时/公斤以上; 成本降至1.5元/瓦时以下。
产业化的锂离子电池能量密度达到300 Wh/kg以上, 成本降至0.8元/Wh以下;
新型锂离子电池能量密度达到400 Wh/kg以上,新 体系电池能量密度达到500 Wh/kg以上。
预计2020年以后:插电式混合动力汽车、 纯电动汽车将快速增长,步入应用普及的 发展阶段,2030年后燃料电池汽车市场将 大幅度提升。
国 际 能
新能源汽车
传统汽车呈 下行趋势
一、研究背景—新能源汽车国内现状
➢我国节能与新能源汽车已形成了较为完善的研发体系和产业体系,研制了系列产品,新能源 汽车推广应用示范数量居世界前列。 ➢面向未来,我国节能与新能源汽车将继续保持与国际先进水平接轨,以大规模商业化普及应 用为目标,加快提升技术水平,加速产业发展,预计2020年我国新能源汽车市场保有量将达 到500万辆,生产产能将达到200万辆,2025年将生产产能将达到300万辆。
奥 迪 :发 布全 新 Q6 e-tron quattro 概 念2车015,年续9月航 里 程 500km,2020年上市。
二、发展现状及需求分析—动力电池是关键
提升新能源汽车的经 济性,需降低成本
车用动力电池技术路线图 介绍
动力电池技术路线图编制组 (肖成伟 研究员)
2016年12月07日 厦门
内容
1. 研究背景 2. 发展现状及需求分析 3. 技术路线图 4. 技术创新需求
一、研究背景—新能源汽车国际现状
目前在国际上,混合动力汽车已实现商业化, 插电式混合动力汽车、纯电动汽车和燃料电池 汽车处于应用示范阶段。
国际能源署对世界各国新能源汽车销量预测
一、研究背景—动力电池的作用
动力电池作为能量储存装置,是电动汽车的核心部件。其性能的优劣直接影响电动汽车 的市场应用和普通消费者的接受度,如安全性、能量密度、功率密度、寿命以及成本等。
功率密度(W/kg)
10000
目前混合动力轿车规模 使用-丰田系
启停功能轿车-国内外
二、发展现状及需求分析—新能源汽车发展趋势
➢ 普及应用节能与新能源汽车的关键是要实现其经济性与使用的便利性与传统燃油汽车相当。 ➢ 当前,混合动力汽车具备经济性和使用便利性,我国商用大客车已基本实现商业化。 ➢ 插电式混合动力汽车、纯电动汽车等新能源汽车与传统燃油汽车存在较大差距,提升经济性
和使用便利性是未来相当长一段时间内新能源汽车发展的主要方向。 ➢ 国际上,预计2020年前后新能源汽车经济性和使用便利性将大幅度提升,纯电动汽车续航里
二、发展现状及需求分析—研发和产业化分布
目前世界范围内动力电池的研发和产业化主要集中在三个区域,分别位于德国、美 国和中日韩所在的东亚地区。锂离子动力电池的生产目前也主要集中在中日韩三个 国家。
世界范围内动力电池的研发和产业化 分布
3%
德国
20%
20%
美国
日本
韩国
13%
20%
中国
其他
24%
从技术与产业的角度 综合来看:
➢日本在技术方面依 旧领先;
➢韩国在市场份额方 面超越日本,占据第 一位;
➢中国的电池企业数 量最多,产能最大。
二、发展现状及需求分析—变化趋势
我国动力电池技术路线的变化趋势(2001-2015)
➢ 总产能:居世界首位(超过400亿瓦时的年产能); ➢ 形成了珠江三角洲、长江三角洲、中原地区和京津区域为主的四大动力电池产业化聚集区域; ➢ 超过100家动力电池企业开展动力电池及电池系统的研发及产业化工作; ➢ 超过1000亿产业资金的投入,技术研发及产业化进展显著。