冲压零件工艺卡片
典型零件工艺过程卡片
典型零件工艺过程卡片
典型零件工艺过程卡片是一种记录零件制造过程的工具,
用于指导和记录工艺操作。
下面是一个典型的零件工艺过
程卡片的详细内容:
1. 零件名称:记录零件的名称和编号,以便识别和追踪。
2. 材料规格:指定零件所使用的材料的规格和特性,包括
材料类型、硬度、强度等。
3. 工艺流程:详细描述零件的制造工艺流程,包括以下步骤:
a. 原材料准备:描述原材料的准备工作,如切割、清洗、热处理等。
b. 加工工艺:记录零件的加工工艺,包括铣削、车削、钻孔等具体操作步骤。
c. 表面处理:描述零件的表面处理工艺,如研磨、抛光、镀层等。
d. 组装:记录零件的组装过程,包括零件之间的连接
方式、紧固件的使用等。
e. 检验:指定零件的检验要求和方法,如尺寸测量、
外观检查等。
f. 包装:描述零件的包装要求,包括包装材料、标识等。
4. 工艺参数:记录零件制造过程中的关键参数和要求,如
加工速度、切削深度、表面粗糙度等。
5. 设备和工具:列出用于制造零件的设备和工具清单,包括机床、工具刀具、夹具等。
6. 质量控制:描述零件制造过程中的质量控制措施,包括工艺检验、工艺纪律、质量记录等。
7. 安全注意事项:提醒操作人员在制造过程中需注意的安全事项,如佩戴防护设备、避免操作失误等。
8. 工艺评估:记录制造过程中的工艺评估结果,包括工艺改进建议、工艺优化等。
以上是一个典型的零件工艺过程卡片的详细内容,通过使用这样的卡片,可以准确记录和指导零件制造过程,提高生产效率和质量。
冲压 工艺卡212
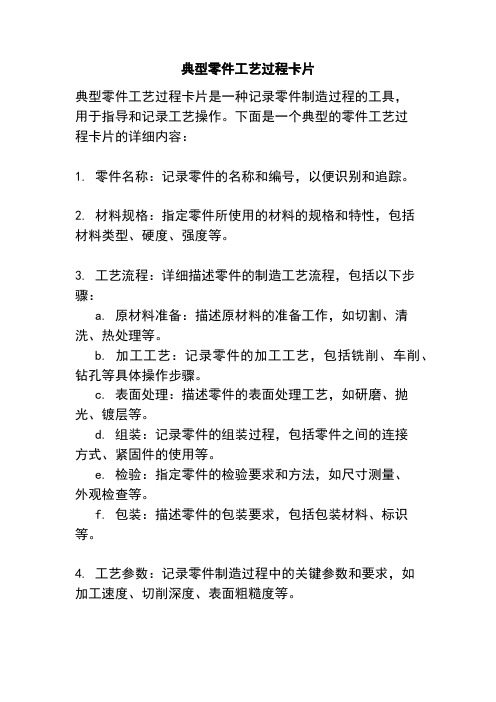
冷冲压工艺卡片
标记
产品名称
齿轮螺栓垫片
文件代号
A006
车间
零件名称
齿轮螺栓垫片
共1页
第1页
产品零件图
材料
名称牌号
A3(Q235)
剪后毛坯
1×4000×78.4
每条件数
34个
形状尺寸
1×4000×1000
每张件数
1759个
消耗定额
0.06kN
零件送来部门
每条工料
工种
冲
钳
总计
零件送往部门
装配工段
每产品零件数
Q11-3×1200
0~125游标卡尺
Ⅱ
冲压
1、校装模具
2、冲孔落料
3、检验
(1)无缺口
(2)毛毛刺高度<0.08mm
(3)首检3件以上,每二小时抽检一次
J23-25压力机
0~25千分尺
0~125游标卡尺
Ⅲ
检验:根据工件图,按《电机零部件检验管理制度》执行,进行分批抽检
0~25千分尺
0~125游标卡尺
设计:何昌传
校对:
审核:
批准:
更改标记
处数
文件号
签字
日期
工时
工序
工序说明
加工草图
设备
模具
工具量具
每小时生产量
单件定额(分)
工人数量
备注
型号名称ห้องสมุดไป่ตู้
名称图号
名称编号
Ⅰ
1、备料
检查材料
(1)
厚度δ=1mm
牌号A3
(2)表面质量:
平整、无气泡、分层、锈蚀和白膜等
2、剪切
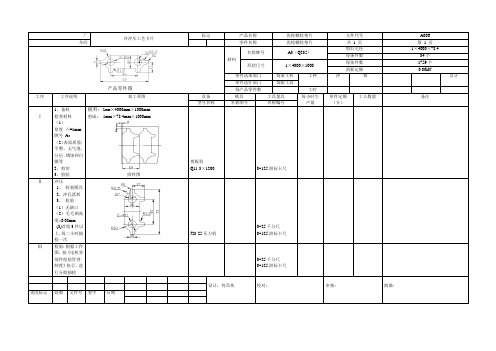
冲压工艺卡片
冲压工艺卡片
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
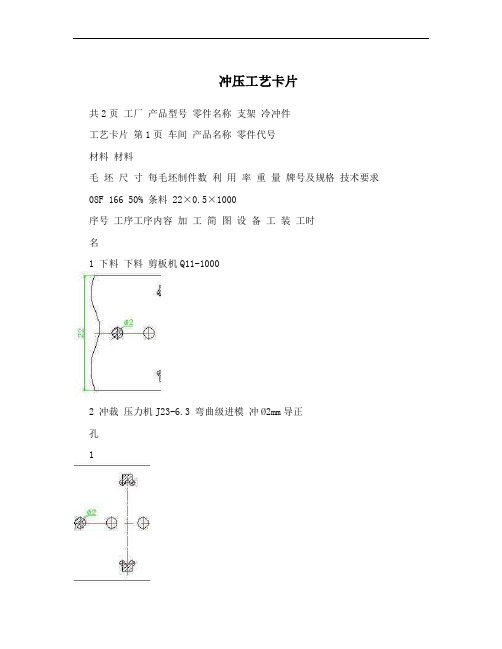
硅钢片工艺性分析
冲裁件的工艺性分析一.硅钢片的结构工艺性1.冲裁件材料。
电工硅钢D422.冲裁件结构。
该零件结构简单,内外有尖角。
3.冲裁件上的悬臂与凹槽。
硅钢属于低碳钢,其宽度B 为16mm ,长度为80mm ,符合悬臂与凹槽的最小宽度B 和最大长度L 。
二.硅钢片的精度和断面粗糙度精度,硅钢片其要求最高加工精度为012.016 ,属于IT11级。
其余内、外形尺寸均可选用IT11级巨额满足冲裁要求。
结论:该零件冲裁工艺良好,可以冲裁加工。
三.确定冲压工艺方案该零件是个落料件,只有落料一道基本工序。
采用单工序模生产。
四.工艺计算1.计算冲压力,采用刚性卸料装置和下出料方式冲模。
1.1.冲裁力F ,根据冲裁力的计算公式b Lt F σ=,根据网上获取取MPa b 480=σ)(7689616803280328032801696128mm L =+++++++++++=,得)(2949124808.0768N Lt F b =⨯⨯==σ1.2推件力T F ,根据推件力的计算公式F nK F T T =,查表1-8取055.0=T K ,且凹模洞口直刃高度h 取4mm ,58.04=÷==t h n ,得)(8.81100294912055.05N F nK F T T =⨯⨯==1.3总冲压力Z F ,计算总冲压理,)(3800008.3760128.81100294912N F F F T Z ≈=+=+= 2.初选压力机。
根据总冲压力Z F 选择压力机的标称压力,因为%80630380380000⨯<=KN KN N ,所以初选为J23-63型开式可倾曲柄压力机五.剪板机1.板料规格。
选用mm mm mm 8.012502000⨯⨯ 2.剪板机型号选用六.填写冲压工艺过程卡。
按分析计算的结果填写冲压过程工艺卡,见下表。
冲压工艺过程卡班级:模具0933 姓名:陈XX日期:2010-10-14。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
垫圈冲压成型工艺及模具设计机械加工工艺过程卡
垫圈冲压成型工艺及模具设计机械加工工艺过程卡一、垫圈冲压成型工艺1.材料准备:选择合适的材料,一般为弹簧钢或不锈钢带材,根据产品要求将原材料切割成适当的长度。
2.模具设计:根据产品的形状和尺寸要求,设计出合适的模具。
模具一般分为上模和下模,上模和下模之间通过导向柱连接,确保模具的准确对位。
3.冲压加工:将切割好的带材放入模具中,利用冲床进行冲压加工。
冲床通过上模和下模的上下运动,使模具对材料进行冲击力的施加,将材料压制成所需的形状和尺寸。
4.热处理:对冲压成型的垫圈进行热处理,以提高其硬度和强度。
常用的热处理方法有回火、淬火等。
5.表面处理:根据产品要求,对冲压成型的垫圈进行表面处理,如镀锌、镀铜等,以提高其耐腐蚀性和外观质量。
6.检验和包装:对冲压成型的垫圈进行检验,检查其尺寸和质量是否符合要求。
合格的产品进行包装,以便储运和销售。
模具设计是模具制造的重要环节,合理的模具设计可以提高生产效率和产品质量。
下面是一个模具设计机械加工工艺过程卡的范例:1.零件名称:垫圈冲压成型模具2.零件材质:优质合金工具钢3.工艺要求:尺寸精度高、表面质量好、使用寿命长4.工艺步骤:4.1设计模具结构:根据垫圈的形状和尺寸要求,设计模具的上模、下模、导向柱和定位装置等部件。
4.2绘制模具图纸:根据模具结构设计,绘制模具图纸,包括三视图、剖视图、局部放大图等。
4.3材料准备:选择合适的优质合金工具钢作为模具材料,根据模具图纸将材料切割成适当的尺寸。
4.4粗加工:对材料进行粗加工,包括铣削、车削、钻孔等工艺。
通过粗加工,将材料修整成接近最终形状的毛坯。
4.5精加工:对粗加工后的毛坯进行精加工,包括镗削、磨削、线切割等工艺。
通过精加工,使模具达到精度要求。
4.6热处理:对加工完成的模具进行热处理,以提高其硬度和耐磨性。
常用的热处理方法有淬火、回火等。
4.7组装调试:将经过热处理的零部件进行组装,确保模具的准确配合和正常工作。
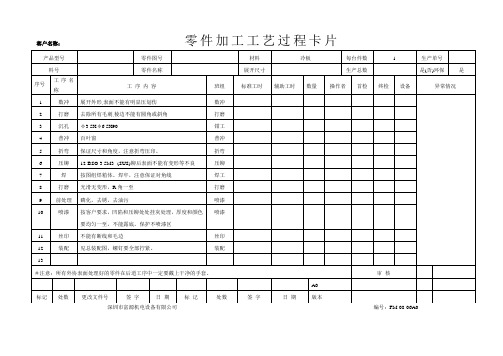
零件加工工艺过程卡片
11
丝印
不能有断线和毛边
丝印
12
装配
见总装配图,螺钉要全部拧紧。
装配
13
#注意:所有外协表面处理好的零件在后道工序中一定要戴上干净的手套。
审核
A0
标记
处数
更改文件号
签字
日期
标记
处数
签字
日期
版本
深圳市富源机电设备有限公司编号:FM-08-06A0
钳工
4
普冲
百叶窗
普冲
5
折弯
保证尺寸和角度,注意折弯压印。
折弯
6
压铆
12-BSO-3.5M3- (SUS)铆后表面不能有变形等不良
压铆
7
焊
按图组焊箱体。焊牢,注意保证对角线
焊工
8
打磨
光滑无变形,R角一至
打磨
9
前处理
磷化,去锈,去油污
喷漆
10
喷漆
按客户要求,凹陷和压铆处处挂灰处理,厚度和颜色要均匀一至,不能露底。保护不喷漆区.
客户名称:零件加工工艺过程卡片
产品型号
零件图号
材料
冷板
每台件数
1
生产单号
料号
零件名称
展开尺寸
生产总数
是(否)环保
是
序号
工序名称
工序内容
班组
标准工时
辅助工时
数量
操作者
首检
终检
设备
异常情况
1
数冲
展开外形,表面Байду номын сангаас能有明显压划伤
数冲
2
打磨
去除所有毛刺,棱边不能有圆角或斜角.
打磨
3
沉孔
φ3.5Xφ6.5X90
工艺文件种类

√
√
6
材料消耗工艺定额汇总表
√
√
√
7
专用工艺装备明细表
√
√
√
8
外购工具明细表
√
√
√
9
铸、锻毛坯图
√
√
√
√
√
10
各类工艺守则
√
√
√
√
√
11
机械加工工艺过程卡片
√
√
√
√
√
12
机械加工工序卡片
√
√
√
√
√
13
冷冲压工艺卡片
√
√
√
√
√
14
焊接工艺卡片
√
√
√
√
√
15
热处理工艺卡片
√
√
√
√
√
16
铸造工艺卡片
√
√
工艺文件种类
表一:
工艺文件种类表
序号
文件目录
试制
小批生产
定型成批生产
备注
1
工艺文件目录
√
2
工艺方案
√
√
√
3
工艺路线表
√
√
√
4
零部件明细表
√
√
√
5
外协件明细表
√
√
√
6
材料消耗工艺定额明细表
√
7
辅助材料消耗定额明细表
√
8
材料消耗定额汇总表
√
9
专用工艺装备明细表
√
√
10
外购工具明细表
√
√
√
11
铸、锻、毛坯图
典型零件工艺过程卡片
典型零件工艺过程卡片1. 简介典型零件工艺过程卡片用于记录和描述制造过程中的典型零件的工艺步骤、所需设备和工艺参数等信息。
该卡片的编制旨在提供制造工程师和操作人员参考,帮助他们正确执行工艺步骤,确保零件的准确加工和质量控制。
2. 卡片内容典型零件工艺过程卡片通常包含以下几个主要部分:2.1 零件信息•零件名称:记录零件的名称和代号。
•零件图纸:附上零件的图纸或引用图纸编号。
2.2 工艺步骤列出零件的加工步骤,包括但不限于以下内容:1.加工序号:按照加工顺序给每个步骤编号。
2.工序名称:描述该步骤的工序名称。
3.工艺参数:列出该步骤所需的工艺参数,如切削速度、进给量、刀具材料等。
4.设备要求:指定该步骤所需的设备和工具,如机床型号、刀具规格等。
5.加工顺序:说明该步骤在整个加工过程中的位置。
6.制造工时:估算该步骤的制造工时,包括准备时间和加工时间。
7.质量要求:列出该步骤的质量要求和检查标准。
2.3 特殊工艺针对某些特殊的工艺步骤,可以单独列出详细的说明和特殊要求。
2.4 检验方法列出对零件进行检验的方法和标准,如尺寸测量、硬度测试等。
2.5 制造顺序示意图如果有必要,可以附上一张制造顺序示意图,用于说明整个加工过程中各个步骤的关系和顺序。
3. 使用指南•制造工程师和操作人员可以根据卡片中的信息和指导,按照规定的步骤进行零件加工。
•操作人员应仔细阅读卡片中的工艺参数和设备要求,并严格按照要求操作。
•在加工过程中,操作人员应密切关注质量要求,并及时记录和报告任何问题或异常。
•制造工程师应定期审查和更新典型零件工艺过程卡片,确保其与实际制造过程的一致性。
以上是典型零件工艺过程卡片的简要说明和使用指南。
该卡片的编制是为了确保零件制造过程的准确性和质量控制。
通过明确的工艺步骤和参数,操作人员可以更好地执行加工工序,并及时发现和解决潜在的问题。
制造工程师可以根据实际制造情况不断优化和更新工艺卡片,以提高整体生产效率和质量水平。
底座零件图

底座冲压成形工艺与模具设计
零件名称:底座
生产批量:中等批量
村料:08酸洗钢板
零件简图:如图所示。
图1 底座零件图
根据上述的分析和计算,该零件的冲压基本工序有:落料、一次拉深、二次拉深、冲孔、翻边。
可作各种方式的组合与顺序安排,如:方案一:落料→一次拉深→二次拉深→冲孔→翻边。
方案二:落料→一次拉深→二次拉深→冲孔兼翻边。
方案三:落料、一次拉深兼冲孔→二次拉深→翻边。
方案四:全部工序合并,采用连续拉深、冲孔、翻边、落料成形。
方案五:落料→一次拉深→二次拉深兼冲孔→翻边。
比较上述各方案可以看出:方案一,工序分散,占用设备和人员较多,
劳动量较大。
方案二,冲孔兼翻边,存在模壁太薄的致命弱点,不能采用。
方案三,复合模刃口刃磨不方便,而且在二次拉深中预冲孔会变形,使底部变薄,从而影响翻边质量。
方案四,虽能避免上述各方案中的缺点,但模具尺寸大,结构复杂,制造周期长,成本高。
方案五,没有上述各方案具有的缺点,且模具结构简单,制造方便,零件质量也容易保证。
故确定方案五为该零件的冲压工艺方案。
图2第二次拉深半成品图
附录1 冲压工艺卡片。
冲压工艺流程卡
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。
电机端盖冲压工艺过程卡

单件定额(秒)
工人数量(名)
型号名称
名称图号
名称编号
01
剪床下料205.3X1500
02
落料与首次拉深
J23-100A
落料拉深复合模MJ01-00
游标卡尺
360
10
2
03
二次拉深(反拉深)
J23-80
第二次拉深模MJ02-00
游标卡尺
360
10
2
04
三次拉深
J23-80
第三次拉深模MJ03-00
游标卡尺
360
10
2
05
四次拉深
J23-80
第四次拉深模MJ04-00
游标卡尺
360
10
2
06
中间热处理(退火)
07
五次拉深(再次反拉深)
J23-80
第五次拉深模MJ05-00
游标卡尺
360
10
2
08
带压筋整形
J23-100A
压筋整形模MJ06-00
千分尺、三坐标测量仪
360
10
2
09
冲所有孔Ф13、9-Ф10
冲压工艺过程卡冲压工艺卡片产来自名称电动机文件代号
共1页
零件名称
电机端盖
厂名
材料
名称牌号
08F钢
剪后毛坯
205.3X1500
每条件数
7个
部门
形状尺寸
2500X1500X1.25㎜
每张件数
84个
材料利用率
71.4﹪
车间
零件送来部门
工种
冲
钳
零件送往部门
每产品零件数
齿轮螺栓垫片冲压模具工艺卡片要点
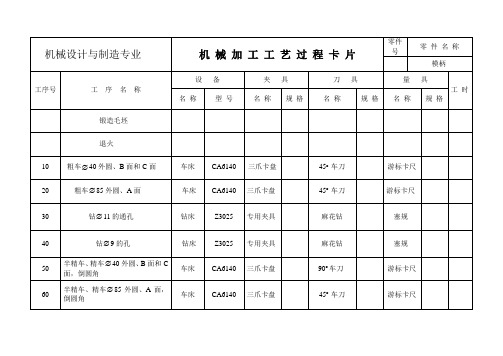
机械设计与制造专业机械加工工序卡片工序名称粗车 40外圆、B面和C面工序号10零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140 三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 2 3 车外圆车端面车端面90o车刀游标卡尺72mm20mm20mm2115mm7mm7mm0.5mm/r400r/min59m/min设计者曹兵权指导教师冯跃霞共8 页第 1 页机械设计与制造专业机械加工工序卡片工序名称粗车 85外圆、A面工序号20零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140 三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 2 车外圆车端面90o车刀游标卡尺20㎜43mm337mm0.5mm/r400r/min121.8m/min设计者曹兵权指导教师冯跃霞共8 页第 2 页机械设计与制造专业机械加工工序卡片工序名称钻 11的通孔工序号30零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号钻床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走到次数切削深度进给量主轴转速切削速度工时1 钻通孔麻花钻塞规95mm 1 5.4mm 0.4mm/r 500r/min 17.3 m/min设计者曹兵权指导教师冯跃霞共8 页第 3 页机械设计与制造专业机械加工工序卡片工序名称钻 9的孔工序号40零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号钻床床Z3025 专用夹具塞规安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 钻孔麻花钻塞规24mm 1 4.4mm0.4mm/r500r/min14.1m/min设计者曹兵权指导教师冯跃霞共8 页第 4 页机械设计与制造专业机械加工工序卡片工序名称半精车、精车 40外圆、B面和C面,倒圆角工序号50零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 2 3 车外圆车端面车端面90o车刀游标卡尺70mm20mm20mm1111.5mm1.3mm1.3mm0.25mm/r600r/min79.1m/min设计者曹兵权指导教师冯跃霞共8 页第 5 页机械设计与制造专业机械加工工序卡片工序名称半精车、精车 85外圆、A面,倒圆角工序号60零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140 三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时12车外圆车端面90o车刀游标卡尺20mm43mm112mm2mm0.25mm/r0.1mm/r600r/min800r/min79.1m/min102.9mm/r机械设计与制造专业机械加工工序卡片工序名称铰 11的通孔工序号70零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46 HRC 锻件设备夹具名称辅助工具名称型号钻床Z3025 专用夹具塞规安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时1 铰孔铰刀塞规95mm 1 0.1mm 0.2mm/r 600r/min 20.7m/min设计者曹兵权指导教师冯跃霞共8 页第7 页机械设计与制造专业机械加工工序卡片工序名称铰∅9的孔,锪∅12的台阶孔工序号80零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号钻床Z3025 专用夹具塞规安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时。