品质控制流程图
QCFC-控制图
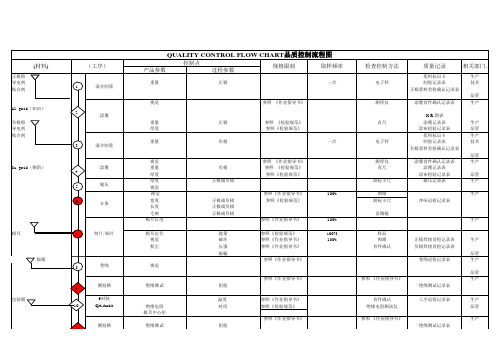
参照《检验规范》 参照《检验规范》 Refe 《检验规范》 参照 《作业指导书》 参照《检验规范》 参照 《作业指导书》
100% 100% 100% 100% 100% 100% 100%
万用表 内阻测试仪 分容柜 万用表 万用表 万用表 内阻测试仪
生产 X-R 图表 品管 生产 生产 生产 品管
QA Audit 25
生产 品管 生产
11 真空干燥 12 注液 13 封装 视觉 温度 时间 压强 时间 温度. 温度 参数表 真空度 温度 压强 热封时间 开路电压 内阻 容量 开路电压 内阻 时间 电压 开路电压 内阻 21 配对 22 组装 23 成品检测 24 负载电压 内阻 视觉 参照《作业指导书》 参照《电芯装配图》 参照《检验规范》 参照《电芯装配图》 参照《作业指导书》 参照《作业指导书》 参照《电芯装配图》 100% 100% 80PCS/1H 内阻测试仪 肉眼 内阻测试仪 肉眼 万用表 100% 万用表 品管 生产 参照《作业指导书》 参照《作业指导书》 100% 万用表 肉眼 工序巡检记录表 品管 生产 视觉 参照《作业指导书》 参照《作业指导书》 参照《作业指导书》 100% 100% 肉眼 内阻测试仪 工序巡检记录表 生产 温度 时间 电芯中的干燥度 Electrolyte Amount极片量 参照《作业指导书》 参照《检验规范》 参照《作业指导书》 参照《作业指导书》 100% 100% 湿度计 电子秤 By 肉眼 温度计 参照《作业指导书》 参照 《作业指导书》 湿度计 真空干燥记录表 注液组烤箱温度确认表 注液箱湿度抽检表 X-R 图表 生产
隔膜 8 卷绕 视觉
参照《作业指导书》 测短路 9 包装膜 10 9封装 QA Audit 绝缘电阻 极耳中心矩 绝缘测试 阻值 温度. 时间 参照《作业指导书》 参照《检验规范》 参照《作业指导书》
机械加工品质控制流程图
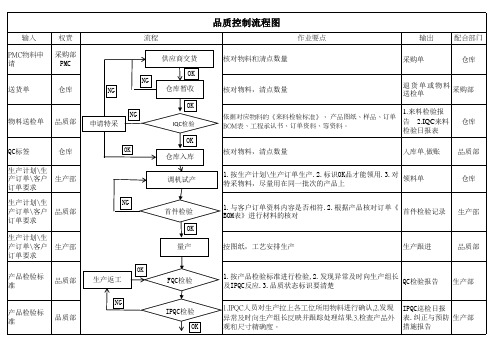
输入 PMC物料申 请 权责 采购部 PMC NG 送货单 仓库 NG
NG
流
输出 采购单
配合部门 仓库
OK 仓库暂收 OK 物料送检单 品质部 申请特采
IQC检验
核对物料,清点数量
退货单或物料 采购部 送检单 1.来料检验报 告 2.IQC来料 检验日报表 入库单.做账
依据对应物料的《来料检验标准》、 产品图纸、样品、订单 BOM表、工程承认书、订单资料、等资料。
仓库
OK
QC标签
仓库
OK
仓库入库 调机试产 NG
首件检验 OK
核对物料,清点数量
品质部
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单\客户 品质部 订单要求 生产计划\生 产订单\客户 生产部 订单要求 产品检验标 准
OK
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 领料单 特采物料,尽量用在同一批次的产品上 1.与客户订单资料内容是否相符.2.根据产品核对订单《 首件检验记录 BOM表》进行材料的核对
仓库
生产部
量产
按图纸,工艺安排生产
生产跟进
品质部
品质部
生产返工 NG
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反映并跟踪处理结果.3.检查产品外 观和尺寸精确度。
生产部
产品检验标 准
品质部
IPQC检验 OK
IPQC巡检日报 表.纠正与预防 生产部 措施报告
品质控制流程图
输入 权责 流程 作业要点 输出 配合部门
品质控制流程图【2024版】
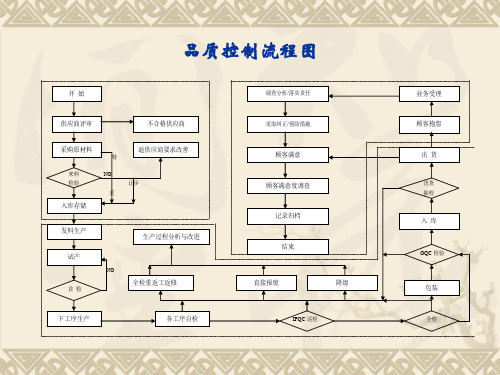
开始
供应商评审
不合格供应商
采购原材料
特
退供应商要求改善
来料 检验
入库存储
NO 让步
采
发料生产
生产过程分析与改进
获试产
首检
NO
全检重返工返修
下工序生产
各工序自检
调查分析/落实责任 采取纠正/预防措施
顾客满意 顾客满意度调查
记录归档 结束
直接报废
降级
IPQC 巡检
业务受理 顾客抱怨
出货
出货 抽检
潜在不符合识别
分析不符合原因
提出预防措施
对策否可行 NO
YES 执行预防措施
验证预防措施 NG
OK 标准化
相关记录存档
1.11 监视和测量装置控制流程
计测量器申购、验收
是否合格YES
计测量登记
是否校准 YES
执行內﹑外校准
校准判定 PASS
校准标识、记录
NO NO FAIL
使用﹑保管﹑维护
临时校准
入库
OQC 检验
包装
全检
目录
1.1进料检验流程 1.2 来料品质异常处理流程 1.3 首件检验流程 1.4 制程异常处理流程 1.5 不良品修理流程 1.6 出货检验流程 1.7 客戶投诉处理流程 1.8 不合格品處理流程 1.9 纠正措施实施流程 1.10 预防措施实施流程 1.11 监视和测量装置控制流程 1.12 产品标识流程 1.13 內部质量体系审核流程
3.修理员须在修理板上标识上自 已的标识
1.6 出货检验流程
生产部将产品 送检OQC
OQC清点数量及 确认状态标识
依成品检验标准及 抽样计划实施检验
卷绕电芯品质控制流程图
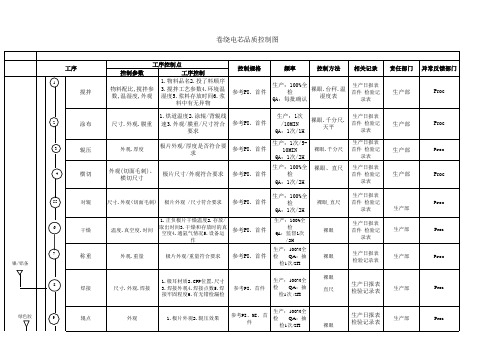
参考PI、首件
生产:100%全 检 QA:抽检1次 /1H 生产:100%全 检 QA:巡检 生产:100%全 检 QA:抽检1次 /2H 生产:100%全 检 QA:抽检1次 /1H 生产:100%全 检 QA:抽检1次 /2H 生产:100%全 检 QA:抽检1次 /2H 生产:100%全 检 QA:抽检1次 /4H 生产:100%全 检 QA:监督
参考PI、首件
生产:100%全 检 QA:抽检1次 /1H
生产:100%全 检 QA:抽 检1次/1H 生产:100%全 检 QA:抽 检1次/4H 生产:100%全 检 QA:抽 检1次/4H 生产:100%全 检 QA:监 督 生产:100%全 检 QA:巡检
裸眼.卡尺
生产日报表 首件 检验记录表 生产日报表 首件 检验记录表
裸眼 裸眼.卡尺.直
裸眼.卡尺.直
检验记录表
品保部
Proc
38
包装出货
外观.包装方式.数量
1.外观.包装符合要求
参考PI、MI、产 品规格书
生产部
Proc
39
QA出货检查 出货
性能.外观.尺寸.包装 1.外观.性能.尺寸符合规格书 方式.标识 要求2.包装.标识符合要求 标识.数量 1.标识符合要求2.数量准确
裸眼,卡尺
生产部
Proc
28
烫边
1.烫边温度2.烫边压力3.烫边 温度,压力.时间.尺 时间4.折边高度是否高于电芯 寸.外观 表面5.电芯尺寸6.电芯外观7. 上下模温度8.上下模平行度
参考PI、首件
裸眼,卡尺
生产部
Proc
29 镍片
单边切耳
尺寸
1.切后极耳尺寸
参考PI、首件
质量控制流程图

8.1来料不合格品控制流程图
8.2成品不合格品控制流程图
成品不合格品控制
流程
部门
说明
品质(OQC)
品质(OQC)
品质部
生产
品质(OQC)
PMC
对发现不良品贴标识并要求隔离
填写(成品检验记录表)
就发现的不良与生产/仓库等部门沟通
生产对不合格品进返工
填写(成品检验记录表)
重检合格后办理入库/出货
8.3返厂不合格品控制流程图
返厂不合格品控制
流程
部门
说明
生产
生产/品质
生产
品质(IPQC)/生产
品质(IQC)
生产
返厂机器信息录入
判定机器状态
填写(整机维修记录表)和(报废申请表)
品质部填写(成品检验记录表)生产填写(送检单)
品质填写检验结果
办理入库
质量控制流程:
来料不合格品控制
流程
部门
说明
ห้องสมุดไป่ตู้品质(IQC)
品质(IQC)
品质(IQC)
品质(IQC)
品质部/PMC/技术
PMC/采购
PMC/采购
PMC/生产/品质
供应商/仓库
填写(进料检验表)
品质部就来料检验不合格与PMC反映,并组织相关部门评审。
PMC/采购安排退货
PMC/采购申请特采,仓库对物料隔离
PMC协调生产挑选/品质让步接收/通知供应商取货/品质对后期改善效果确认跟踪
质量检验控制流程图

10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
品质控制工作流程图及工作标准
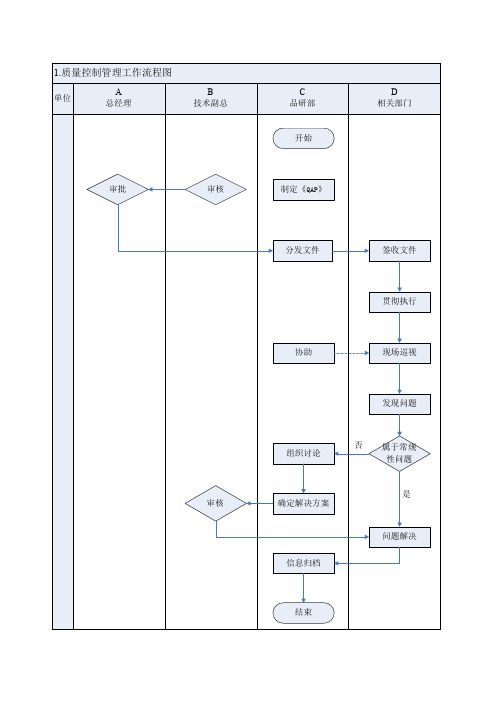
C3
程序
☆ 质量管理标准获得批准后,由品研部执行
☆ 组织对原辅料、生产过程和产成品进行检验
根据实际
重点
☆ 原辅料、产品实现过程和产品的质量监督
标准
☆ 检验报告单原始记录是否齐全
原辅料检验
C4
D4
D5
E5
E6
F6
程序
一.《原材料和成品检验规程》
二.《原辅料入库单》
☆ 质检专员对采购的原辅料进行检验
1个工作日
☆ 品研部经理对质检专员的报表进行审核,质检专员根据审核意见进行修改
重点
☆ 检验报告的拟定
标准
☆ 规范、及时,能真实反映制程质量检验及改善的过程
进行归档
B9
程序
《企业档案管理制度》
☆ 质检专员将常规检验和复检过程中形成的各种文件进行归档,包括质量报表及数据记录单等,以便查找和调用
即时
重点
☆ 资料的归档
2个工作日
☆ 品研部将公司质量标准补充完善,形成较成熟的文件
1个工作日
☆ 质量标准报技术副总审核,总经理审批
重点
☆ 质量标准的编写
标准
☆ 编写及时、全面
执行《质量标准》
C5
D5
程序
一.公司《质量标准》
二.公司《质量管理制度》
☆ 品研部组织执行领导审批的公司质量标准
☆ 相关部门认真、彻底地执行公司质量标准
即时
☆ 质检专员判断整改是否解决了问题,若仍存在问题,则要求生产部再次查找原因并组织实施二次整改,直至相关质量问题得到妥善解决
即时
重点
☆ 整改结果的复检
标准
☆ 规范、科学、及时
品质控制流程图

生产部
产品检验标准
品管部
上挂架FQC
包装组
客户订单
销售部
核数、清洗、
仓库
交库单
生产单 位/包 装组
入库…发货
1.入库产品做好标识、2、依出货单发货,不能发错 货.3、外包装一定要完整3.不能少装和多装.
入库单\出库单
销售部
生产订单\客户 包装组 订单要求 仓库
成品领配 包装、发货
1.仓库员依出货单发货,不能发错货.2.外包装一定要完 整3.不能少装和多装.
配合部门 仓库
规定地点放置,做待检标识
退货单或送检 单
采购部
OK QC标签 仓库 入库
1.来料检验报 依据对应《来料检验规程》、 产品图纸、样品 告 2.IQC检验 、顾客要求、订单资料等。 日报表 核对物料,清点数量办理入库手续,建立数量、 入库单.做账 合格标识
仓库
品管部
输入
权责
铸造生产线流程
浇铸生产 NG
外观目检、查看打磨状态
检验记录
品管部
产品质量和检 验标准 铸件产品出库 单/FQC报告
品管部ቤተ መጻሕፍቲ ባይዱ/技术 部 仓库
按《成品检验规程》检验疏松、砂眼等,如新 开发产品需技术部确认。 1、产品按规格、型号分类、清点数量。2、转序或 交库时交接双方核实。3、标识清晰。
QC检验报告
生产部
入库
入库单、做帐
品管部/ 相关部门
出库单
销售部
OK
作业要点 1.按订单生产.2.核对领用料名称与符合规定要求 按《生产过程检验规程》《检验作业指导书》 、铸件质量要求进行。
输出 领料单
配合部门 仓库
生产订单\客户 生产部 订单 铸件质量标准 /客户要求 铸件表面要求 /客户要求 品管部
品质控制流程图

异常及时向生产组长反应并跟踪处理结果.3.检查产品外 表.纠正与预防 生产部
观、功能测试和相关的可靠性测试。
措施报告
1.核对生产订单、客户订单资料和其它相关要求。2.对 产品外观、颜色进行全面的检查,对功能和相关的可靠性 返工单. 进行全面的测试。3.状态标识清楚
生产部
生产计划\生 产订单\客户 生产部 订单要求
核对物料,清点数量
入库单.做账 品质部
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 特采物料和经常出现色差的物料,尽量用在同一批次的 领料单 产品上
1.《生产订单》与客户订单资料内容是否相符.2.根据产
品机型核对订单《BOM表》进行材料的核对,3.检查产品 外观包括颜色、LOGO,半成品要求要试装、及功能测试
品质部
流程
丝印或组装领用 生产
N 首件检验 OK 量产
品质控制流程图
作业要点
输出
1.按生产计划\生产订单\客户订单要求生产.2.有QC标识 OK品才能领用.3.对喷油产品丝印组领用,对SMT产品组装 领用
产生首件
品质部
1.《生产订单》与客户订单资料内容是否相符.2.根据产
品机型核对订单《BOM表》进行材料的核对,3.检查产品 外观包括颜色、LOGO,半成品要求要试装、及功能测试
成品出货检验 报告.成品出货 检验记录表.返 工单.
生产部
1.仓库员依出货单发货,不能发错货.2.外包装一定要完整3. 不能少装和多装.
入库单\出货单
品质部 PMC
首件检验记录
和相关的可靠性测试.
生产部
按作业指导书进行作业
产生成品 品质部
产品检验标 准
品质部
FQC检验
品质控制流程图!

.可编辑IPQC 巡检记录IPQC inspection report每小时一次One time per hour填巡检记录表Fill in inspection report原因分析Cause analysis填品质异常Fill in quality deviation处理单Disposition form改善跟踪Follow up for improvingOKNG正常Normal不正常Abnormal不合格Unqualified合格QualifiedIQC 抽检IQC spot check外厂来料Incoming materials置物料待检区Check-waiting area仓库填验收单Acceptance report by warehouse填写IQC 报表Fill in IQC report放置不良品区Defective area合格标签(绿色)Conformity label (Green)不合格评审Nonconformity review入库待用Stocking物料异常追踪Follow-up review报告签核Abnormal materials拒收Rejection放置退料区Return-waiting area退回供应商Return material厂商调查Supplier ’s investigation特采Use as it特采标签Labeled (blue )特采入库待用Stocking合格品标示Conformity贴不合格标示Nonconformity label由拉长送Deliver toQA 待检区QA check-waiting area放置不良品区Defective area不良率3%Defective rate ≥3%以上填写品质Fill in quality deviation异常处理单Disposition form不合格评审Nonconformity review特采用Use as it修理用For repair报废Not US让步concessional放行Let through技术员Technician修理repair由生产Disposed部处理Production dept放行标示卡Label let through填修理Fill in repair日报表Daily reportQA 待检区QA check-waiting area不合格Unqualified生产线完工品检查Check of finished products in production lineQC 功能测试QC Function check填写QC 报表Fill in QC report合格Qualified外箱上盖PASS 章PASS labeled outside the box置出货区Shipment area由生产入库待出货Stocking for shipment合格Qualified不合格Unqualified出货检查Shipment inspectionQA 抽检Spot checkQA 日报Daily report原因分析Cause analysis改善措施Corrective measure特放出货Supplier ’s investigation重工Re-work签字放行ApprovalOKNG 品质控制流程图Quality Control Flow Chart。
品质控制工作流程图及工作标准

重点
☆ 《记录操纵程序》的确定
☆ 质量记录清单的编写
☆ 质量记录表卡的设计
标准
☆ 依公司相关规定
质量记录治理
C5
C6
B6
程序
质量记录资料
☆ 各部门依照本部门质量记录清单,具体填写质量记录
即时
☆ 各部门相关人员依照公司规定,对本部门质量记录进行编号,归档储存
☆ 品研部对质量记录的储存进行监督检查
B4
A4
程序
一.《记录操纵程序》
二.质量记录清单
☆ 品研部依照公司的相关规定,制定《记录操纵程序》
依照实际
☆ 《记录操纵程序》经品研部经理审批后起用
1个工作日
☆ 各相关部门依照公司的《记录操纵程序》,确定本部门质量记录清单
☆ 相关部门依照质量记录清单中具体内容的特点,设计质量记录表卡,交品研部审核
☆ 质量记录表卡经品研部经理审批后起用
☆ 检验完毕后,填写《产品加工过程检验记录》
☆ 生产部和各生产车间及时参与并协助质检专员的常规检验工作,生产部要紧进行相关人员、检验与生产活动的和谐工作,生产车间则进行场地和检验对象的配合工作
依照实际
重点
☆ 常规检验的实施
标准
☆ 及时、全面
分析判定检验结果
B3
B4
B5
B9
程序
《产品加工过程检验记录》
☆ 质检专员依照企业相关规定对检验数据进行分析
依照实际
☆ 质检专员在分析检验数据的基础上,将结果同企业的制成质量要求进行比较,判定是否存在咨询题,包括工艺咨询题、流程咨询题以及人员咨询题等
依照实际
☆ 质检专员对检验结果进行客观分析,若检验结果不存在咨询题,则将检验过程的相关记录分类归档储存;若检验结果存在咨询题,则像
品质控制流程图.
测试仪
目检
相关工具
《温度测试曲线图》
《炉后PPM抽查记录表》
《机器点检表》
工程师
工程师
IPQC
作业员/工程师
6
炉后QC
1、锡点光亮度
2、虚焊、桥连、半焊、偏位、错件、漏件、反向、多件、侧立、浮高、翻面等。
3、ESD
1、SMT工艺标准
2、静电带/环测试。
100%
每天
目检
放大镜
静电带测试仪
《QC报表》
《静电带测试记录表》
QC
作业员
7
补焊
1、海棉湿润
2、铬铁咀干净
3、铬铁
4、锡接时间
5、ESD
1、海棉保持湿润
2、铬铁咀保持干净
3、3600±20℃
4、2~4S
5、静电带/环测试。
每天
铬铁温度测试仪
静电带测试仪
《铬铁温度测试记录表》
《静电带测试记录表》
IPQC
作业员
8
元件成型
1、元件脚长度
2、成型方向
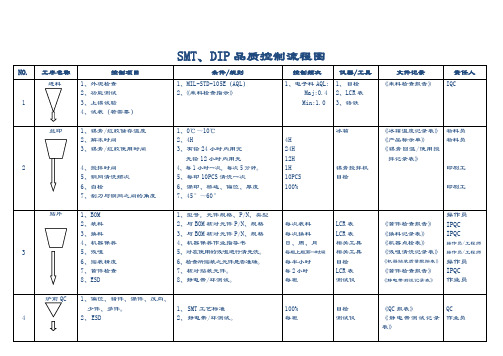
SMT、DIP品质控制流程图
NO.
工序名称
控制项目
条件/规则
控制频次仪器/工具 Nhomakorabea文件记录
责任人
1
进料
1、外观检查
2、功能测试
3、上锡试验
4、试装(若需要)
1、MIL-STD-105E(AQL)
2、《来料检查指示》
1、电子料AQL:Maj:0.4
Min:1.0
1、目检
2、LCR表
3、铬铁
《来料检查报告》
12H
1H
10PCS
100%
冰箱
品质工程控制QE管理流程图

贴 兰 色 标 签
贴 红 色 标 签
IQC 仓库
标识贴纸
仓 库 入 仓
制 造 下 机
置 退 货 区
MRB 会签单
制
定
审
核
核
准
内部日常管理办法
品质工程控制(QE)管理流程图②
管 理 流 程 图 责 任 单 位
文件编号 版 本 A.0 品质部 生效日期 制定部门
相关文件及表单
工 程 样 机 开 发 样 机 OK 相关试验
文件编号 版 本 A.0 品质部 生效日期 制定部门
任 单 位 制造部
相关文件及表单 领料单
生产投产
制造部
排拉表、作业标准书
IPQC 核对物料 OK OK NG FQC 检测
NG
IPQC 制造部
IPQC 巡拉报告/BOM 修理日报表
修理
不良率较低
FQC
QC 日报表
NG
不良率较高 确认责任部门
相关责任部门 相关责任部门 纠正/预防措施通知单
工程部、研发部
样机评审报告
QE
样机评审单 首件/工程样机检验报告
NG 试验结果 QE 试验报告
OK 知会相关部门 品质部 样机评审单 首件/工程样机检验报告
生产量产
制造部、资材部
生产计划表
制
定
审
核
核
准
管 理 流 程 图 责 任 单 IQC 研发部/工程部 位
文件编号 版 本 A.0 品质部 生效日期 制定部门
相关文件及表单
需做试验的物料 研发工程试验物料
试验申请单
相关试验
QE
试验报告
NG
试验结果
相关部门决定
不合格品控制流程图

主要缺陷B类
轻微缺陷C类
供应商前往永盛挑选
特采管理流程
返工作业流程
特采管理流程
首件不合格
末件不合格
巡检不合格
完成品不合格
可返修
不可返修
仓库通知采购
不良率超过3%
不良率不超过Байду номын сангаас%
IQC确认
报废管理程序
追溯至合格品批次, 不合格品全数隔离
不合格品标识、隔离
仓库通知采购
材料确认NG
材料确认OK
制造组织生技确认挑 选方法
采购联系供应商办理 拒收手续
采购与供应商协商
继续使用
严重缺陷A类
严重缺陷(A类):会造成产品在使用中丧失功能、增加安全风险、降低使用寿命从而导致顾客索赔 主要缺陷(B类):可能影响后道工序装配困难,但易于排除且不影响产品功能,外观不良超过客户纳入基 准 轻微缺陷(C类):不影响产品的使用功能和寿命,超过社内基准,但不超客户纳入基准的缺陷 注意: 车载品所有返修品涉及胶带、FPC、LED的返修均做报废处理
产品的监视和测量控制程序检验 商务部接收 来料品 过程品 完成品 客户退货
品质异常处理流程
来料不合格
紧急处理
品质异常处理流程
工程不合格
品质异常处理流程
客退不合格品仓库
IQC作标识、仓库负责 暂存至隔离区
NG品不入合格品仓库
部品材料不合格
生产不合格
品保部确认
严重缺陷A类
主要缺陷B类
轻微缺陷C类
追溯至合格品批次, 不合格品全数隔离
品质管控流程图
异常情况并验证其效果。 4、协助品质组长参与供给商评审,反响供给商改善方案意见。 5、负责登记、整理来料样品、颜色样板、检验治具、测量工
具、仪器的保养及维护。 6、负责根据工程图纸、检查基准书、来料样板、限度样板、
颜色样板等参照基准,控制来料品质,按照要求进行品质 作
保养及维护。 6、负责根据工程图纸、检查基准书、成品样板、限度样板、颜色样板等
参照基准,控制成品品质,按照要求进行品质作业。 7、负责统计成品质量目标的达成情况:以数据图表的形式每周、月、季
度、年向品质组长描述及统计相关时段的品质状况。 8、负责反响成品入库的不良现象,隔离、跟踪及完成对不合格品的处理。 9、负责执行公司“7S〞管理要求。 10、公司交办的其他事项。
件等资料,并进行登记发放; 3、在一定权限内,负责登记、发放、回收、销毁本部门的技
术文件、管理资料、质量记录等; 4、负责分类、保管本部门的进料检验记录、制程检验记录、
出厂检验记录; 5、负责保管计量组、理化室的质量记录; 6、公司交办的其他事项。
检验流程图
进料管制 IQC
进料
检验
OK 入库
NG OK
铸件入库验收记录 钢材入库验收记录 外购、外协件入库验收通知单 不合格品通知单
仓库
制程管制 IPQC
机加工
NG 检验
返修或报废
OK 仓库
NG
生产组装
检验
OK 仓库
制
制 不入
造
造 合库
工
工 格单
序
序品
过
过通
程
程知
卡
卡单
领组报 料装检 单工单
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 特采物料和经常出现色差的物料,尽量用在同一批次的 领料单 产品上 1.《生产订单》与客户订单资料内容是否相符.2.根据产 品机型核对订单《BOM表》进行材料的核对,3.检查产品 首件检验记录 外观包括颜色、LOGO,半成品要求要试装、及功能测试 和相关的可靠性测试. 按作业指导书进行作业 喷油或SMT完整 品
生产部
产品检验标 准
品质部
生产返工
IPQC检验 OK
生产部
产品检验标 准
品质部
NG
QA检验
1.核对生产订单、客户订单资料和其它相关要求。2.对 产品外观、颜色进行全面的检查,对功能和相关的可靠性 返工单. 进行全面的测试。3.状态标识清楚
生产部
生产计划\生 产订单\客户 生产部 订单要求
组装领用生产 1.按生产计划\生产订单\客户订单要求生产. 产生首件 品质部
生产过程品质控制流程图
输入 PMC物料申 请 权责 采购部 PMC
NG
流程 供应商交货 OK 核对物料和清点数量
作业要点
输出 采购单
配合部门 仓库
送货单
仓库
NG
NG
仓库暂收 OK
核对物料,清点数量
退货单或物料 采购部 送检单 1.来料检验报 告 2.IQC来料 检验日报表 入库单.做账
物料送检单
品质部
品质控制流程图
输入 权责 NG 首件检验 OK 生产计划\生 生产部 产订单\客户 工程部 订单要求 量产 流程 作业要点 输出 配合部门
生产计划\生 产订单\客户 品质部 订单要求
1.《生产订单》与客户订单资料内容是否相符.2.根据产 品机型核对订单《BOM表》进行材料的核对,3.检查产品 首件检验记录 外观包括颜色、LOGO,半成品要求要试装、及功能测试 和相关的可靠性测试.
生产部
按作业指导书进行作业
产生成品
品质部
产品检验标 准
FQC检验 品质部
1.按产品检验标准进行检验,2.发现异常及时向生产组长 成品/半成品测 及IPQC反应.3.品质状态标识要清楚 试记录表
生产部
产品检验标 准
IPQC检验
品质部 生产返工 NG OK QA检验 OK
1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反应并跟踪处理结果.3.检查产品外 观、功能测试和相关的可靠性测试。
领用生产产
1.《生产订单》与客户订单资料内容是否相符.2.根据产 品机型核对订单《BOM表》进行材料的核对,3.检查产品 首件检验记录 外观包括颜色、LOGO,半成品要求要试装、及功能测试 和相关的可靠性测试.
生产部
按作业指导书进行作业
生产作业
品质部
品质部
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反应并跟踪处理结果.3.检查产品外 观、功能测试和相关的可靠性测试。 IPQC巡检日报 表.纠正与预防 措施报告
仓库
首件检验 OK 量产
生产部
品质部
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反应并跟踪处理结果.3.检查产品外 观、功能测试和相关的可靠性测试。
生产入库出货
1.仓库员依出货单发货,不能发错货.2.外包装一定要完整3. 入库单\出货单 不能少装和多装.
品质部 PMC
生产部
IPQC检验 OK
IPQC巡检日报 表.纠正与预防 生产部 措施报告
品质控制流程图 输入 权责 流程 作业要点 1.按生产计划\生产订单\客户订单要求生产.2.有QC标识 OK品才能领用. 输出
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单客户 品质部 订单要求 生产计划\生 产订单\客户 生产部 订单要求 产品检验标 准 NG
IPQC巡检日报 表.纠正与预防 措施报告
生产部
产品检验标 准
品质部
成品出货检验 1.核对生产订单、客户订单资料和其它相关要求。2.对 报告.成品出货 产品外观、颜色进行全面的检查,对功能和相关的可靠性 检验记录表.返 进行全面的测试。3.品质状态标识要清楚 工单.
生产部
生产计划\生 生产部 产订单\客户 仓库 订单要求
申请特采
IQC检验
依据对应物料的《来料检验标准》、 产品图纸、样品、订单 BOM表、工程承认书、订单资料、AQL允收标准等资料。
仓库
OK QC标签 仓库
OK 仓库入库 领用生产
核对物料,清点数量
品质部
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单\客户 品质部 订单要求 生产计划\生 生产部 产订单\客户 工程部 订单要求 产品检验标 准 OK 品质部 生产返工 NG 产品检验标 准 品质部 NG