多能工表格
日本看板表格参照15--多能工培养表

目标是每个人可熟练掌握3个工序,以此 目 为目标,根据每个人的情况进行培训 标 NO.
1 2 3 4 5 6 7 8 9 10
目标值 3个工序 推进责任人跟踪情况
具体的实行项目
确认人员培养目标 制定初步培养对策 实施多能工培养项目 总结培养成果,进行集中汇报 总结经验,对各项制度进行初步完善 确认作业效率提升程度
担当人员
1月
2月
3月
4月
5月
**** 2 2 2.2 2.4 2.6
3 2月
3月 4月 5月 6月
平均工序熟练度图 工序
4 3.5
3
2.5 2 1.5 1 1月 2月 3月 4月 5月 6月
15. 多能工培养表
NO. 改善题目 推进责任人 **** 预计出现怎样的效果 相邻工序可熟练操作 小组成员 **** 整理编号: 做成日期: 实施日期: 评价尺度:可操作工序数量 初期值 熟练员工 2个工序
6月 1月
15
改 善
多能工培养表
应该度 初期值 0% 目标值 100% 月 日 上司的指示事项
车间多能工培养规范(含表格)

车间多能工培养规范(ISO9001-2015)1、目的:为了适应和满足客户的需求,提高公司产品在市场的响应能力,改善公司的运作机制,打造一支具有柔性制造能力的团队,缩短产品制造周期时间,通过对人的培养,让员工具有一专多能的本领,最终为达到JIT供货而服务。
2、适用范围:LED的全体员工。
3、述语和定义:3.1多能工:多能工就是具有操作多种机器设备能力的作业人员,或在生产在线能熟练操作五种(含)以上岗位的工种,且能协助相邻两工位作业的人员。
3.2全能工:全能工是指一个人能熟练地操作所有的设备能力,能单独一人完成某一产品、多个产品在线生产、与制造,最终制造出合格的产品。
4、职责分工:4.1组长:4.1.1负责编制多能工培训计划及日常管理与考核;4.1.2负责对多能工培训者进行访谈,给予激励;4.1.3多能工通过考核后,组长对多能工薪酬定期调整进行申请;4.1.4负责制订、修订《多能工岗位达标标准》和《岗位达标标准评定表》;4.1.5负责对多能工实践作业技能的鉴定并真写《岗位达标标准评定表》;4.2班长与技术员:4.2.1负责对多能工各项技术的讲解与实际操作培训。
5、实施程序:5.1多能工实施步骤:5.1.1培训多能工准备工作:1)制订多能工的培训需求计划;2)对符合多能工标准之员工进行培训;3)制订LED组装线多能工岗位达标标准;5.1.2实施多能工的培养与考核1)对符合标准的员工依照培训计划进行培训.2)对培训的员工进行访谈,给予激励.3)进行实际操作竞技比赛活动.得出最优秀的员工作为榜样.4)对培训后的多能工进行定期考核工作.5.1.3对多能工的评定及薪资结构调整之呈报.1)依照《岗位达标标准评定表》对多能工进行评定工作.2)根据对多能工之评定标准对多能工进行薪资结构分类.3)将多能工培训效果及考核结果呈报上级批示,对多能工之岗位进行确认. 5.2确认车间的多能工培养对象、和实施多能工练习;5.2.1多能工培训人员的选定必须为符合多能工培养标准即无挑选工作岗位,对工作热情之人员.5.2.2依据LED组装线现有的产品工序进行实践培训,对于难度较为大的产品则专门定制时间给予讲解及实践操作演示。
多能工统计表单

技能 姓名
示例
表示员工尚未接受此项职务的训练。 表示员工正在接受这项职务的训练,绝对不可以让他单独执行此职务,因为他尚未充分了解安全与质量的要求。 表示员工可以独自执行此职务,但需要就近严密监督,因为他可能速度太慢,无法独自完成工作。 表示员工需要非常少的监督,但可能在此职务的某些层面缺乏完整知识;大部分时候他可以独自完成工作。 表示员工已经接受了充分的培训,不需要督导并且可以保持要求的速度;同时有能力培训他人执行此项工作。
多能工培养管理规范(含表格)

多能工培养管理规范(ISO9001-2015)一、目的为了保证生产正常运行,进一步提高公司运营效率,有效控制人力资源成本,促使员工尽快掌握多种操作技能,规范多能工的培养、考核,特制定本规范。
二、培养范围适用于公司所有在册员工。
三、术语和定义多能工:具有两种或两种以上工种操作技能的作业人员。
四、职责1.人力资源部、生产制造部、技术中心、质量管理部及各单位相关人员组成多能工认定小组;2.多能工认定小组:负责各生产厂多能工的技能调查、分析,确定培训方向和对象;3.人力资源部、生产制造部:负责开发培训教材、编写试题,监控并参与实施培训、考核、认定等具体工作,做好多能工操作资格、技能等级的记录,定期将已通过认定的多能工进行公示,及时维护相关数据;4.技术中心:负责多能工工艺知识培训及现场工艺流程等相关工作;5.质量管理部:负责多能工培训及现场质量等相关工作;6.各生产厂:负责本单位多能工培养过程的监控和结果的评价;负责多能工培养日常管理工作,并实施培训计划;负责多能工培养的现场组织,日常岗位互换训练的开展。
五、操作步骤:第一阶段:识别工种数量,分析现状,确定多能工培养工种及对象。
1.多能工认定小组结合生产工艺要求及生产流程识别工种,对各生产单元进行调研,完成《多能工工种需求调查表》。
结合人员需求及公司生产任务安排,设定多能工的培养工种。
2.各生产厂组织在班组内部进行选拔多能工培养对象,确定培养人数,提交《多能工培养人员统计表》。
3.多能工培养对象分类及选拔条件:1)多能工培养人员必须为公司在册员工。
2)在职期间未出现过重大安全、质量、设备等问题。
3)参加选拔人员在原岗位能够保质保量完成工作,服从安排,能吃苦耐劳。
第二阶段:制定多能工培训计划及岗位达标标准。
1.多能工认定小组依据《多能工工种需求调查表》、《多能工培养人员统计表》将所需培养工种分割成若干个小组制定《多能工培养计划》。
2.各生产厂组织各班组员工完成各工序《标准作业指导书》完善与公布。
多能工一览表

状
况
包装
领/发料 作业
叉车驾驶
委外加工 作业
资料统计 作业
Байду номын сангаас
注明﹕
需要人员指导,不可以单独作业。
可以单独作业。
能熟练操作。 核准:
能熟练操作并会教导人员。
表单号:WI002F-05 保存期 限:一年 版本:V1.0
审核﹕
作成﹕ 杨勤珠
2012 年
工号
备注:
5月
姓名
岗位
组长 架模工 架模工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工 冲压工
多能工一览表
培
架模
机台的调 试
冲压
倒角
训
机加工 振抛 攻牙
多能工管理制度(含表格)
多能工管理制度(ISO9001-2015)1.多能工的用途1.1生产线临时需要补位时借用;1.2新产品试做时使用;1.3有返工产品需集中返工时调用。
2.多能工使用时机2.1因产品差异而需要借调多能工时,生产班长/IE需要提前1天提出申请,由车间主任在申请单上确认可以协调后,由制造部主管核准即生效。
2.2因产线突发情况(如请假,品质异常等)而需要借调多能工时,生产班长/IE,立即提出申请,由车间主任在十分钟内确认可以协调,在半小时内协调到位,并由车间主任对其借调进行备案。
2.3如有其它线出现紧急情况需多能工的,需求班组的班长向车间主任申请,将现使用线的多能工调配到紧急情况线体。
3.借还流程3.1多能工借调时必须在《借还登记表》上写明归还时期,到期时多能工必须归还,纳入车间主任管理范围。
4.使用流程4.1IE根据人员实际情况,判定各线借多能工的人数及时间。
借时IE及班长在《多能工信息一览表》内登记相关信息。
4.2班长在借还规定时间内及时归还人员,并在《多能工信息一览表》内登记相关信息。
4.3IE根据多能工的实际去向,在去向看板中标记多能工的去向。
去向发生改变时,去向看板也要及时更改。
4.4各线借用多能工的工时记录在各线工时内,生产日报表上要体现4.5各线借用后其余多能工,车间主任根据生产计划排出备货式订单,根据剩余多能工的人数来生产,工时按正常工时计算。
5.考核办法5.1为了激励员工士气,每月对多能工进行绩效奖金评比。
对于达到评比标准的多能工适当奖励,第一名150元,第二名100元,第三名50元。
当月无人达标时,可空缺。
5.2考核方法:多能工考核项目为效率、品质、5S、纪律、技术全面性,每项20分共100分。
5.2.1效率:以IE标准工时基准,熟练为10~20分,一般5~10分,不熟练为0~5分。
5.2.2品质:以不制造不良品,不流出不良品为准则,表现秀为10~20分,一般为5~10分,表现差为0~5分。
多能工技能表及考核表格

课别: 装配课LED组装线 編號 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 姓名 潘家健 田景梅 李春華 涂引 駱孝美 白銀 黃巧玲 黃運紅 唐小蘭 簡春紅 何宗鵬 彭文明 鍾水嬌 楊菊香 張娜娜 梁金 陳美娟 丁艷 劉英 邵海艷 考核項目 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 焊接線材與LED 考核焊接產品 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 BHA-2048 數量 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 500PCS 日期:2011/10/9 考核結果 考核主管 合格 不合格 備注 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H 考核時間4H
多能工培养管理规范(含表格)
多能工培养管理规范(ISO9001-2015)一、目的为了保证生产正常运行,进一步提高公司运营效率,有效控制人力资源成本,促使员工尽快掌握多种操作技能,规范多能工的培养、考核,特制定本规范。
二、培养范围适用于公司所有在册员工。
三、术语和定义多能工:具有两种或两种以上工种操作技能的作业人员。
四、职责1.人力资源部、生产制造部、技术中心、质量管理部及各单位相关人员组成多能工认定小组;2.多能工认定小组:负责各生产厂多能工的技能调查、分析,确定培训方向和对象;3.人力资源部、生产制造部:负责开发培训教材、编写试题,监控并参与实施培训、考核、认定等具体工作,做好多能工操作资格、技能等级的记录,定期将已通过认定的多能工进行公示,及时维护相关数据;4.技术中心:负责多能工工艺知识培训及现场工艺流程等相关工作;5.质量管理部:负责多能工培训及现场质量等相关工作;6.各生产厂:负责本单位多能工培养过程的监控和结果的评价;负责多能工培养日常管理工作,并实施培训计划;负责多能工培养的现场组织,日常岗位互换训练的开展。
五、操作步骤:第一阶段:识别工种数量,分析现状,确定多能工培养工种及对象。
1.多能工认定小组结合生产工艺要求及生产流程识别工种,对各生产单元进行调研,完成《多能工工种需求调查表》。
结合人员需求及公司生产任务安排,设定多能工的培养工种。
2.各生产厂组织在班组内部进行选拔多能工培养对象,确定培养人数,提交《多能工培养人员统计表》。
3.多能工培养对象分类及选拔条件:1)多能工培养人员必须为公司在册员工。
2)在职期间未出现过重大安全、质量、设备等问题。
3)参加选拔人员在原岗位能够保质保量完成工作,服从安排,能吃苦耐劳。
第二阶段:制定多能工培训计划及岗位达标标准。
1.多能工认定小组依据《多能工工种需求调查表》、《多能工培养人员统计表》将所需培养工种分割成若干个小组制定《多能工培养计划》。
2.各生产厂组织各班组员工完成各工序《标准作业指导书》完善与公布。
多能工资格认证管理规范(含表格)

5.6.3线材啤机技能品质要求:外观不能有缺胶、缩水、水纹、披锋、变形、露线等不良;
5.6.4喇叭音圈定位/划线考核技能品质要求:不可以堆胶、溢胶、脱节,音圈不可偏位等不良;
5.6.5喷油技能品质要求:普通油外观不能有颗粒、色差、脱油;UV油不能有未固化、裂纹、发白等不良;
5.4.3.2老员工返厂,以前是从事多能工工作且已获得资格的,可直接申报经人资查询核准人事档案后,经评定合格后当月即可按评定职级享受津贴,但最高只能按中级水平享受浸贴;
5.4.3.3公司多能工制度改革后,除了以上新入职员工、老员工返厂外,其余各等级的晋升需要满一年,即每年一次统一考核,考核合格后的次月享受多功能工津贴;
技能资格津贴 = 基本技能资格津贴金额 ÷ 26天 × 实际出勤天数
5.3 技能资格认证遵循的原则和宗旨:
5.3.1培养该岗位的熟练工所需时间≥15天的工作岗位技能;
5.3.2 外部招聘不到合适的工作岗位;
5.3.3公司从经营战略、人才战略所关注的岗位技能;
5.3.4 鼓励员工积极参与多能工岗位技能的培训和学习,促进多能工人员的形成;
由于1-2月份为春节,以及因为公司订单或其它原因造成实际出勤天数不足26天,其计算方式按:津贴 = 基本津贴金额 ÷ 实际上班天数 × 实际岗位从事天数
5.2 技能资格津贴管理:
技能资格津贴属于终身制津贴,即从公司颁发《技能资格等级证书》开始,到离职之日止这段
时间,只要出勤上班,均享受技能资格津贴补助。技能资格津贴计算方式如下:
5.4.3.4 相关生产单位之员工,已获得一项资格的,经过相关实操培训,可在公司统一考核前申报,经认证后可以同时享有两项或以上资格并享有津贴,第一项资格后获得的资格必须从初级开始。
多能工年度培训计划表
多能工年度培训计划表
1. 岗位技能培训
- 专业知识学习
- 技能操作演练
- 软件系统培训
- 行业前沿知识学习
2. 沟通协调能力培训
- 团队合作训练
- 情绪管理技巧培训
- 冲突解决能力培训
3. 领导力提升培训
- 领导力培养课程
- 项目管理培训
- 团队激励与激励培训
4. 创新能力培训
- 设计思维训练
- 创意激发技巧培训
- 创新项目实战演练
5. 职业发展规划
- 职业规划指导
- 职业素质提升课程
- 职业规划实施计划制定
6. 专业资格考证
- 相关专业资格考试培训 - 考证辅导及模拟考试 - 资格考试报名及安排
7. 安全生产培训
- 安全操作规程学习
- 突发事件处理演练
- 安全意识培养训练
8. 职业健康培训
- 职业病防护知识学习 - 职业健康保护培训
- 健康生活方式指导。
多技能员工能力评价表20190717

至(年/月/日):
年月
出色 10
优良 9
分值 可接
受 8
需改 进 7
不良 5
班长 评分
主管 评价
10 9 8 7 5
10 9 8 7 5
4、乐意接纳额外的任务和必要的加班
1、能掌握比较全面、专门的业务知识、熟悉工作流程和方法,能独立完成本岗位的工作。
2、具备良好的理解能力,很好地理解工作任务需求。 工作技能
评分规则:100分以上 为特级
90分以上 为高级
80分以上为中级
编制 :
部门 : 综合部
60分以上为初级 批准
60分以下为不合格
多技能员工能力评价表
员工姓名 所属部门 评价期间
评价事项
生产部
(年/月/日)
入司时间 岗位 年月 特殊加分项:
10分
评价因素描述
工作态度 工作态度积极、主动,时常保持良好的状态完成工作及解决问题 精益改善 每月积极提交提案改善报告和数量多
1、肯为工作结果承担责任
工作责任 2、保持良好的出勤记录,没有不合理缺席 感 3、表现出维护组织利益与形象的具体行为
3、能根据当前工作特点,对现有的方法和技术做出灵活的运用,并创造性的提出新的方法。
10 9 8 7 5
4、具备良好的发现问题和解决问题的能力,及时发现问题,找出问题的原因,采取有效的措施解 决问题。
工作效率 高于一般的效率,能早于限期完成。
10 9 8 7 5
执行力 快速完成常规任务和领导临时指派的工作。
10 9 8 7 5
1、工作目标明确、方法得当、效果良好,有相当的准确性。
2、遵守规章制度和业务规程 工作质量
3、及时完成上层领导安排的任务
多能工表

人员 项目 1.了解公司质量目标、质量政策、环境政策、职业安全政策 2.公司组织架构、请假核定程序(公司电话须知) 3.电镀部作业流程 4.现场线别、流程认知及所镀品种 5.开机前准备工作 6.弱电解板判析、更换、浸泡、区分阴阳极及调整 7.停电、水、起火时应急措施 8.各项报表填写及功能 9.在线电源110V220V380V、纯水、自来水区分 10.包装作业(装袋、封袋、装箱、打包等) 11.工程图面判读 12.折弯试验判定 13.纸盘、纸带、保力龙规格区分 14.领料、入库、签单程序 15.开、关电源、帮浦、风刀水刀设定预热开关 16.调整风刀、水刀位置 17.收、放料机使用 18.液位控制器(变频器)的使用 19.冷冻机的使用与保养 20.X-RAY开机程序、测试、及校正 21.接料(卯钉之规格区分) 22.溢流水、回收水的调整 23.调整槽液高低、扶持座、U形堰 24.全检及重绕端子 25.检查铜棒、铜套等治具磨损状况 26.检查各工站电器接触点导电状况 27.计算端子数量(长度法重量法) 28.计算机台走速、标工、生产效率 29.温控箱、加热器、感温棒设定温度相互关系 30.断料时的应变措施 31.整流器调整,起镀时、电镀中、重镀时之变化 32.制程不良品判定及发生原因、防范措施 33.退货品原因之追踪、分析 34.PH、光泽剂、添加剂用量了解与添加 35.各线引取轮大转轮之发泡棉粘制与更换 36.母带与素材、素材与素材的接料方法 37.焊锡炉使用、保养焊锡性判定 38.金含量测试与消耗量之计算 39.刷镀及喷度罩头阳极网之清理 40.喷镀罩头的调整 41.刷镀头的调整 42.了解废水处理流程及排放标准 43.哈氏槽了解与使用 周 静 王 海 龙 张 和 春 郭 海 刚 马 超 方 志 勇 叶 镜 明 闫 小 伟 张 龙 雷 敏 杨 金 龙 武 乔 白 李 涛 张 艷 袁 志 民 张 俊 宏 彭 艷 彬 李 羊 崔 根 生 李 鹏 孟 凡 春 伍 志 民 方 军
多能工资格认证规范(含表格)
多能工资格认证规范(ISO9001-2015)1目的1.1培养员工多种岗位技能,实现公司人力资源跨部门的调配。
1.2给表现好的员工一个技能发展的平台。
1.3优化岗位配置,提升工作效率。
2范围适用于本集团及其全资附属子公司及事业单位。
3定义3.1作业员多能工(不包含打磨)除本岗位外,掌握相关岗位查货技能及选择性掌握组装、上下架、冲压、镭射焊接、丝印、玻璃研磨、贴合等岗位中的二个或以上的岗位技能,且通过评审小组的认证。
3.2打磨多能工除本岗位外,掌握相关岗位品质检查技能及选择性掌握打磨(面盖与底盖)、拉丝、抛光操机、清洗岗位中的二个或以上的岗位技能,且通过评审小组的认证。
3.3技术员多能工(技术员指初级技术员、中级技术员)掌握不同机器的开机、保养、维修的技能,或机器的开机、保养、维修,以及模具、夹具的维修与保养技能,且通过评审小组的认证。
3.4品检多能工至少掌握镀膜(PVD)、冲压(MetalStamping)、玻璃(Glass)、粉末冶金(MIM)其中一个事业单位所有主要工序的品检技能,且通过评审小组的认证。
4职责4.1人力资源及行政部4.1.1统筹、策划、管理多能工项目;4.1.2组织多能工培训与认证;4.1.3多能工资格证的制作、颁发、复审;4.1.4多能工的统一调配及管理;4.1.5多能工的档案管理。
4.2公司各部门及事业单位4.2.1根据多能工岗位培训需求,制定《多能工培训策划表》中部门和岗位所需培训;4.2.2将多能工培训的签到表、相关考核记录统一交给培训组保管;4.2.3配合公司要求,培养多能工。
4.3员工4.3.1须妥善保管好自己的多能工岗位资格证,不得涂改和转借他人;4.3.2认真学习,尽早学会岗位所需的知识和技能;4.3.3配合公司生产需要,员工有义务随时接受调派支持其他车间生产任务。
5程序及规定5.1多能工选拔5.1.1多能工选拔条件5.1.1.1遵守厂纪厂规,半年内无任何惩处记录。
多能工考试表格1

备注
备注
备注
备注
测时IE:
多能工工序测时
员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 员工姓名 工序 画及开前单唇袋*2成型 上门禁拉链及压门禁拉链*2 包压前片0.8下摆*2 锁前片一圈,及锁袋布 秒数参考值 操作时间/秒 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 秒数参考值 252 150 80 75 操作时间 熟练度 评语 操作时间 熟练度 评语 操作时间 熟练度 评语 操作时间 熟练度 评语 操作时间 熟练度 评语 操作时间 熟练度 评语 操作时间 熟练度 评语 熟练度 评语
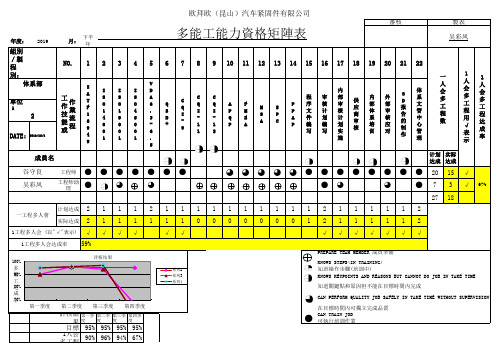
多能工技能矩阵表
審核
年度: 2019
組別
月:
下半 年
多能工能力資格矩陣表
/製 程
NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
別:
体系部
單位 人
2
DATE: 2019/12/5
I
工 作 技 能 或
作 業 流 程
内 部 审 核 计 划 实 施
供 应 商 审 核
内 部 体 系 培 训
外 部 审 核 应 对
8 D 报 告 的 制 作
体 系 文 管 中 心 管 理
製表 吴彩凤
一 人 会 多 工 程 数
1 人 会 多 工 程 用 √ 表 示
1 人 会 多 工 程 达 成 率
成員名
谷守良 吴彩凤
工程师 ● ● ● ● ● ● ●
A T F 1 6 9
4
9
I S O 1 4 0 0 1
I S O 1 9 0 0 1
I S O 4 5 0 0 1
V D A 6 . 3 6 . 5
Q S B +
C Q I 9
C Q I 1 1
C Q I 1 2
A P Q P
F M E A
M S A
S P C
P P A P
程 序 文 件 编 写
审 核 计 划 编 写
工程师助 理
●
◕
◕
计划 实际
达成 达成
◕ ◕ ◕ ◕ ◕ ● ● ● ● ● ● ● ● 20 15 √
●◕
◕
● 7 3 √ 67%
27 18
计划达成 2 1 1 1 2 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 2
车间产量不足,多能工均衡表格

车间产量不足,多能工均衡表格
如果车间产量不足,可以通过多能工均衡来分析和解决问题。
多能工均衡表格是一种工业工程方法,用于评估和平衡工作站或生产线上的人员和工作任务之间的关系,以提高产量和效率。
下面是一个简单的多能工均衡表格示例,其中包括工作站、工作任务、周期时间(单位时间内完成任务所需时间)和工人数量:
在多能工均衡表格中,你可以根据工作站的任务要求和工人的能力,合理分配工作任务和工人数量,以确保生产线的平衡,并优化产量。
可以根据实际情况增加或减少工人数量,并调整任务的周期时间,以满足车间产量要求。