PROE产品分析厚度检测步骤
PROE教程-第6章_模具检测与开模

单击工作区中的分型面, 系统将在操控板中显示分 型面的自交检测结果
如果在“零件曲面检测” 菜单栏下选择“轮廓检查” 菜单,然后单击工作区中 的分型面,系统将在操控 板中显示分型面的轮廓检 查结果
固定盖模具的分型面中存在破 孔,无法通过分型面轮廓检查
对分型面中的破孔进行修 复,得到正确的分型面
固定盖模 具的开模 效果
6.1.5 水线检测 水线检测——MP3按键模具 按键模具
水线检测即水线间隙检测, 水线检测即水线间隙检测,它能避免干涉和薄壁等情 用户可以检测(某个零件的)所有水线, 况。用户可以检测(某个零件的)所有水线,也可以选取 单个回路或曲面。 单个回路或曲面。
水线检测结果以红色 和绿色两种颜色显示。 红色表示此区域的间 隙比指定的间隙小, 即未通过检测;绿色 表示此区域的间隙比 指定的间隙大,即通 过检测
关于此模具的设计 方法,请参考本书 配套光盘中的“综 合实例1 设计粉末 冶金模具—轴套模 具.avi”视频文件 下凸模(下模冲)
6.2 铸模与开模
6.2.1 铸模
6.2.2 开模 开模——支承座模具 支承座模具
6.2.3 开模干涉检查
6.2.1 铸模
铸模是指用熔融材料通过注入口、 铸模是指用熔融材料通过注入口、流道和浇口来填充 是指用熔融材料通过注入口 模具型腔,以此模拟制件的实际成型过程, 模具型腔,以此模拟制件的实际成型过程,从而创建一个 实体零件模型(即铸件) 该模型与参照模型的区别在于, 实体零件模型(即铸件),该模型与参照模型的区别在于, 它通常包含浇注系统的所有实体流道。 它通常包含浇注系统的所有实体流道。
在工作区中选取铸件作为静态零件,系统会 在操控板中显示检测结果“没有发现干扰”。 然后在“模具干涉”菜单栏下选择“完成/ 返回”菜单,即可完成对移动1的干涉检测
proe5.0 测量分析工具的使用
三、曲面(曲线)分析
点分析:用来分析曲面上某个点的坐标、主曲率、主曲率半径及高斯曲率等信息。
三、曲面(曲线)分析
半径分析:用来显示整个曲面上下两面的最小曲率半径。可以用来显示选取面、边或曲 线的半径,也可以显示选取边或曲线上点的半径。如果选取的是曲面、曲线或边,那么 在“结果”框中将显示该曲面、曲线或边上的最小半径值;若选取的是点,则显示边或曲线 在改点的半径值。
谢 谢!
二、模型分析 零件或组件的模型分析
零件
组件
1. 零件分析的内容
(1)模型质量属性。分析零件的物理性质,包括:模型体积、曲面面积、密 度、质量重心、惯量、惯性张量、重心的惯量、主惯性力矩、旋转矩阵、旋 转角、回转半径。 (2)剖面质量属性。分析零件某个截面的物理性质,包括:面积、重心、惯性 张量、惯性力矩、旋转矩阵、旋转角、回转半径、截面模数和相应点等。 (3)配合间隙。计算零件中两个对象或图元(包括曲面、电缆或单个单元)之 间的间隙距离。 (4)短边。显示零件中小于某个线段长度的边数。 (5)边类型。在零件上选取某条边,在结果栏中显示边的几何类型。 (6)厚度。用来检测零件的最小厚度和最大厚度,我们可以检查出零件的厚度 是否大于一个最大值或小于一个最小值(也可以用于检测介于两者之间的厚 度),并计算检测的面积。
配合间隙分析用于分析模型中两个对象或图元之间的间隙距离。如果分析的是零件的 配合间隙,它可以计算曲面、电缆或单个图元之间的间隙距离;如果分析的是组建的 配合间隙,它还可以计算子组件、零件、曲面、电缆或单个图元之间的间隙距离或干 涉的有关信息。
短边分析
边类型
厚度分析
三、曲面(曲线)分析
创建良好的自由曲面的基础就是创建质量良好的自由曲线。质量好的自由曲线需要 不断地显示自由曲线的曲率,并进行适当的修改,以保证曲线的质量。而对于曲 面,特别是自由曲面,则需要应用曲面分析功能,有效地检查曲面性质,从而保证 曲面的质量(光顺性),以利于制造环节。 点:计算曲线或边上基准点或指定点处的法向曲率向 量。显示曲线或边上指定点的曲率、法向、切线和半 径,也可指定坐标系。 半径:计算并显示曲线或边的指定点处的最小半径。 半径=1/曲率。 曲率:计算并显示曲线或边的曲率。曲率=1/半径。 截面:计算曲面连续性,特别是跨越共享边界的曲面 连续性。 二面角:显示共享边及其两曲面法线间的角度。此选 项特别适用于在计算邻接曲面时检查连续性。 偏移:选取用来显示偏移的参照平面来计算并显示指 定曲线或边集合的偏移。
测厚仪操作规程

测厚仪操作规程一、引言测厚仪是一种用于测量物体厚度的仪器,广泛应用于工业领域。
为了确保测量结果的准确性和可靠性,制定本操作规程,以指导测厚仪的正确使用和维护。
二、适用范围本操作规程适用于所有使用测厚仪进行厚度测量的人员。
三、测厚仪的工作原理测厚仪通过发送超声波脉冲到被测物体上,测量超声波从发射到接收的时间来计算物体的厚度。
测厚仪通常由探头、仪器主体和显示屏组成。
四、测厚仪的操作步骤1. 准备工作a. 确保测厚仪电源充足,如需更换电池,请使用符合规定的电池。
b. 检查探头是否干净,如有污垢,请使用干净的布清洁。
c. 打开测厚仪,等待其初始化完成。
2. 设置参数a. 根据被测物体的材料选择合适的声速值,如不清楚,请参考相关资料或咨询专业人员。
b. 设置声速值和测量模式,确保测量结果的准确性。
c. 如需保存测量数据,请设置数据存储方式和格式。
3. 进行测量a. 将探头贴紧被测物体表面,确保良好的接触。
b. 按下测量键,测厚仪会发出超声波脉冲并记录返回时间。
c. 等待测量结果显示在屏幕上,确保稳定后记录测量值。
4. 数据处理a. 如需计算平均值或进行其他数据处理,请按照测厚仪的操作说明进行操作。
b. 如需保存数据,请按照测厚仪的操作说明进行操作。
5. 关机和维护a. 测量结束后,关闭测厚仪,确保电源关闭。
b. 清洁探头和仪器主体,确保无尘和污垢。
c. 定期校准测厚仪,以确保测量结果的准确性。
d. 如发现测厚仪存在故障或异常,请及时联系维修人员处理。
六、安全注意事项1. 使用测厚仪时,应佩戴适当的个人防护装备,如手套和护目镜。
2. 在测量过程中,避免探头与人体或其他物体接触,以防止损坏或伤害。
3. 避免将测厚仪暴露在高温、潮湿或腐蚀性环境中。
4. 严禁擅自拆卸或修理测厚仪,如需维修,请联系专业人员。
5. 定期对测厚仪进行检查和维护,确保其正常工作。
七、附录本操作规程的附录部分包括测厚仪的技术参数、维护记录和相关操作说明,供使用人员参考。
膜厚测试仪操作指导书

膜厚测试仪操作指导书膜厚测试仪操作指导书一.目的:规范作业人员操作此仪器的正确性,确保测试的准确性及作好仪器的保养。
二.范围:各种电镀产品金属镀层的厚度。
三.作业内容:3.1.开机顺序:开启电脑→开启X-RAY电源开头(POWER)→开X-RAY V3专业测试软件。
输入密码T后,按OK,此后待电压升至47.1KV后会自动进入软件。
3.2.关机顺序:退出X-RAY V3专业测试软件,点击主窗口的关闭键,等电压降至OKV,软件界面会随即关闭→关测试仪→关电脑。
3.3.每天开机后,先预热半小时。
3.4.预热时间满足后,点选出System Adjust窗口,用定位片放在镜头下,按下START.每天需做此动作,且在一定的时间段后软件会自动弹出System Adjust窗口,这时,必须重复定位的动作,在测试产品之前,必先保证测试的准确性,这就需要先测量膜厚标准块,测试数据在允许误差范围内(Sn 5% Ni5% Au5%)方可进行产品的测量。
3.5.测量产品,确定产品的底材及镀层元素,选择对应的测量程序。
时间10~30/S为宜,金层应选择上限时间。
所测产品的面要尽可能的平整,以免出现较大误差。
3.6.保存测试报告,在设定报告界面上,输入产品的信息,而后选择导出BMP图,也可直接打印。
四.注意事项:4.1.放置产品和聚焦时勿触碰到镜头,且在移动测量台面当仪器报警时,说明所移动方向的位移已到极限,此时应立即朝反方向移动。
4.2.发现有问题及需建测量程序时,应立即通知道厂商过来解决。
4.3.工作室应该保持室内温度在18~30度为宜,相对湿度在70%以下为佳,保持仪器及工作台面的清洁。
4.4.勿频繁开头仪器,否则电流容易冲击硬件设施,另雷电天气就关闭仪器。
proe中的模型测量

Pro/E 软件中的模型测量操作零件、组件的计算机三维模型建立后,一个主要的用途就是获取其中的几何量测量信息和质量(Mass)测量信息,所得测量信息可作产品的设计计算、制造、使用、维护等方面的参考。
另外,在三维软件的学习过程中,也可利用测量信息来理解、验证各种类型特征的成形原理。
7.1 一般几何量测量通过设置Config 选项“enable_k01_msr_anls ”为“Yes ”或“No ”(该选项为隐藏选项,需完全手工输入,不能从列表中选择),可以启用新的或老的测量对话框界面。
改变此Config 选项后,应执行下拉菜单命令【工具】→【定制屏幕】打开“定制”对话框,不作操作退出对话框,以恢复合适的工具栏按钮。
利用测量对话框可以测量以下类型的几何量:⑴ 曲线或边的长度;⑵ 两个几何元素之间的最短(实际空间)距离或投影距离;⑶ 两个几何元素之间的实际夹角或投影夹角;⑷ 单个表面、面组或全部实体表面的面积;⑸ 圆柱面直径或圆锥面、旋转成形表面上某点处的直径。
与几何量测量相关的各种几何元素的概念参见本讲义第2章▲ “老”测量对话框界面通过下拉菜单命令【分析】→【测量】或工具栏按钮“”打开“测量”对话框,用户首先在“类型”区域内选择测量的几何量类型,再在“定义”区域内选择被测量几何元素类型和使用“”箭头按钮选取一个或多个被测量几何元素(视测量的类型),各箭头按钮视其属性可能自动按下,最后从“结果”区域中读取测量值(同时还显示在消息栏中)。
以下按测量的几何量类型分别讲述。
★ “曲线长度”测量各种几何量测量下的“选取”小对话框相同,以下不再列出“曲线长度”用来测量下列几何元素或几何元素组合的长度: ☆ “曲线/边”, 可测量单条基准曲线(单段曲线或多段曲线)、单条边的长度,使用本讲义第3章的技术选取合适的曲线或边,对于(重叠的)多段曲线和组成它的单段曲线,软件首先查询预选单段曲线。
☆ “链”, 可测量表面、面组、多段曲线(或连续多段)上的“曲面链”、“边界链”、“曲线链”的长度(相关概念参见本讲义第4章),需选取位于同一表面或面组上的两条边,或同一多段曲线(或连续多段)上的两条曲线,选取第2几何参照时应按下ctrl 键,所选两条边位于同一表面时只能是“曲面链”;位于同一面组但不在同一表面时自然是“边界链”,鉴于“曲面链”、“边界链”、闭合的“曲线链”存在两种可能,软件会弹出菜单供用户切换。
壁厚测量仪使用方法说明书

壁厚测量仪使用方法说明书一、引言壁厚测量仪是一种常见的测量工具,广泛应用于制造业、建筑工程等领域。
本说明书旨在向用户详细介绍壁厚测量仪的使用方法,以便用户正确操作并获得准确的测量结果。
二、仪器介绍1. 仪器外观:壁厚测量仪外观图示及构成部件。
2. 技术参数:包括测量范围、测量精度、工作温度等参数。
三、使用须知1. 质量检查:在使用之前,请仔细检查壁厚测量仪是否完好,并注意检查传感器和电池的状态。
2. 仪器校准:首次使用或长时间未使用的壁厚测量仪需要进行校准,确保其测量结果的准确性。
具体校准步骤如下:(根据具体仪器型号补充步骤)3. 使用环境:壁厚测量仪应在适宜的温度和湿度下使用,避免阳光直射和潮湿环境对仪器造成损害。
四、使用方法1. 准备工作:将仪器放置在平整的工作台上,并确保工作台的表面光洁。
2. 测量对象准备:将待测对象放置于工作台上,并确保其表面洁净。
如有需要,可以使用清洁剂擦拭待测对象。
3. 仪器操作:根据具体仪器操作界面的指引,进行相关设置和参数的调整。
4. 测量过程:将仪器传感器轻轻贴附在待测对象表面,并保持稳定。
触发测量按钮,仪器即可开始测量。
测量过程中,注意保持仪器与待测对象的稳定接触。
5. 读取测量值:测量完成后,测量值将会在操作界面上显示出来。
仔细阅读数值,并记录于相关记录表格中。
六、常见问题及解决方法1. 仪器测量结果与实际值存在偏差:此时需要进行校准,按照校准步骤进行操作。
2. 仪器操作界面异常或无法正常操作:检查电池电量是否充足,并确保仪器与操作界面的连接良好。
七、安全注意事项1. 使用过程中应注意仪器传感器的保护,避免碰撞或摔落。
2. 进行测量时,应保证周围环境安全,避免伤及他人。
3. 长时间不使用壁厚测量仪时,请关机并将电池取出,以免发生电池漏液或损坏仪器。
八、维护保养1. 定期清洁:使用干净的软布擦拭仪器表面,避免水、油等物质附着。
2. 储存注意:长时间不使用时,请存放在干燥、通风的环境中,避免高温或潮湿。
壁厚测量仪使用方法
壁厚测量仪使用方法
壁厚测量仪是一种用于测量物体壁厚的仪器,广泛应用于金属、塑料、玻璃等材料的测量领域。
以下是壁厚测量仪的使用方法:
1. 准备工作:将壁厚测量仪打开并插入电池,然后按下开关进行校准,将测量仪放置在平坦表面上,让它稳定一段时间。
2. 测量物体的表面:在测量之前,需要将待测物体的表面清洁干净,以免污垢对测量结果产生影响。
如果需要,可以涂上润滑油等物质,以方便测量。
3. 放置测量仪:将测量仪的传感器垂直放置于待测物体表面上,让其与表面相贴紧。
如果测量仪带有压力传感器,则需要施加一定的压力,以确保测量准确。
4. 测量数据:按下测量键,测量仪会自动读取待测物体的壁厚数据,并显示在屏幕上。
如果需要多次测量,可以按下保存键,将数据记录下来。
5. 结束测量:完成测量后,需要将测量仪关掉并清洁传感器表面,以保证下次使用准确无误。
总结:壁厚测量仪是一种简单易用的工具,使用方法也十分简单。
只需要注意准备工作、放置测量仪、测量数据和结束测量等环节,就可以顺利完成壁厚测量任务。
- 1 -。
PROE零件怎么测量重量?
PROE零件怎么测量重量?
PROE计算零件重量很简单,只要查⼀查密度,PRO/E上就能⾃动算出来,除下⾯我们就来看看详细的教程。
Proe5.0 M280终极版本 64位中⽂特别版(附注册机+许可证⽂件+安装教程)
类型:3D制作类
⼤⼩:3.27GB
语⾔:简体中⽂
时间:2017-06-14
查看详情
1、打开PRO/E,并调出⼀个零件
2、先查⼀下材料的密度,下⾯我们就⽤铝来算⼀下,密度是2.7×10³kg/m³。
注意单位是KG跟M
3、接着回到PRO/E---分析---模型---质量属性---
4、弹出⼀个菜单,在密度栏输⼊0.0027,这是转化成g/mm³后的数值
5、输⼊完之后,按⿏标中键,就会有数据出来了。
6.3617251e+00 公吨
6.3617251---这个是数值
---e+00 ----这个是10的0次⽅,前⾯数值⼩数点不⽤动
---公吨----这是单位,不⽤管它,因为输密度的时候已经转换过了,所以单位直接是克所以这个重量是6.3617251克
以上就是PROE测量零件重量的教程,希望⼤家喜欢,请继续关注。
厚度测试方法与步骤

厚度测试方法与步骤
1.选取矩形、条形、圆环、八角方框框样品,妥善保存备用,同样的矩形样品选
取2块,其中1块用砂纸加大倒角
2.用千分表选取台面的最高点,最低点并分别在托盘上做记号,命名为高位置、
低位置
3.分别在高位置、低位置进行以下步骤
4.关闭常吹气
5.选取一种样品,使其处于挡板定位的标准位置,其姿态以外观工位上与横线
平行为0度
6.标定
7.每一种样品重复以下步骤
8.分别改变姿态为0度,15度,30度(圆环的跳过此项),重复第9、10步
9.连续测量50次,分别保存尺寸和厚度的抽样数据(表格附后)
10.在表格相应格子记录测量的最大值,最小值、平均值、方差
11.分别改变位置为标准位置-2mm,-4mm,-8mm,重复第9、10步
12.在低位置重复7-11步。
proe中的模型测量

Pro/E软件中的模型测量操作零件、组件的计算机三维模型建立后,一个主要的用途就是获取其中的几何量测量信息和质量(MaSS)测量信息,所得测量信息可作产品的设计计算、制造、使用、维护等方面的参考。
另外,在三维软件的学习过程中,也可利用测量信息来理解、验证各种类型特征的成形原理。
7.1 一般几何量测量通过设置COnfig 选项“ enable_kO1_msr_anls ”为“ Yes” 或“ NO'(该选项为隐藏选项,需完全手工输入,不能从列表中选择),可以启用新的或老的测量对话框界面。
改变此Config选项后,应执行下拉菜单命令【工具】-【定制屏幕】打开“定制”对话框,不作操作退出对话框,以恢复合适的工具栏按钮。
利用测量对话框可以测量以下类型的几何量:⑴曲线或边的长度;⑵两个几何元素之间的最短(实际空间)距离或投影距离;⑶ 两个几何元素之间的实际夹角或投影夹角;⑷ 单个表面、面组或全部实体表面的面积;⑸圆柱面直径或圆锥面、旋转成形表面上某点处的直径。
与几何量测量相关的各种几何元素的概念参见本讲义第2章▲“老”测量对话框界面通过下拉菜单命令【分析】-【测量】或工具栏按钮“”打开“测量”对话框,用户首先在“类型”区域内选择测量的几何量类型,再在“定义”区域内选择被测量几何元素类型和使用“”箭头按钮选取一个或多个被测量几何元素(视测量的类型),各箭头按钮视其属性可能自动按下,最后从“结果”区域中读取测量值(同时还显示在消息栏中)。
以下按测量的几何量类型分别讲述。
★ “曲线长度”测量曲线长度曲线/■边计算关闭曲纓长度I曲线/边选取各种几何量测量下的“选取”小对话框相同,以下不再歹U岀选取1个项目“确定取消“链”需要选取 两个几何参照□ I 2s]选取2个项目•确定取消☆ “特征”,可测量一个基准曲线特征中所有单段曲线(也即所有多段 曲线)的总长度,即使它们是相互间断的。
起始 所有图无 所有閔元 顶点 点 扫描点 坐标系 平面 曲纔f 边曲线特征 曲面 电缆小平面顶点 多面体的边 多面体面“曲线长度”用来测量下列几何元素或几何元素组合的长度:☆ “曲线/边”,可测量单条基准曲线(单段曲线或多段曲线)、单条边 的长度,使用本讲义第3章的技术选取合适的曲线或边,对于(重 叠的)多段曲线和组成它的单段曲线,软件首先查询预选单段曲线。
测厚仪操作说明
霍尼韦尔X光测厚仪系统操作说明测厚仪开始测量操作步骤:1、带材穿入前,在“换卷”画面输入合金号、目标厚度,点击“装载数据”,系统自动做标准化,18秒钟;(合金号见附表)2、切换到“数据显示”画面;3、穿入带材;4、在PLC触摸屏画面上,点击“测厚仪进入”按钮,测厚仪进入到正常工作位置;5、测厚仪进入工作位置后,在测厚仪触摸屏上点击“开始测量”按钮,测厚仪开始测量。
测厚仪结束测量步骤:1、在一卷轧制快要结束时,点击“停止测量”按钮,测厚仪停止测量;2、在PLC触摸屏画面上,点击“测厚仪退出”按钮3、测厚仪检测头退回到停止工作位置;[注]1、在带材尾部穿过工作辊前,把测厚仪检测头退出工作位置。
2、在当日班次结束后,若无后续班次,操作人员可以把操作台触摸屏电源关闭,以延长触摸屏使用寿命。
3.放射性安全要求:对扫描头进行维修保养时应使X射线快门关闭,即绿灯亮,红灯灭;当红灯亮时禁止将身体的任何部分放入两测量头间隙,或将眼睛贴近间隙观察;当红/绿灯都不亮时应通知维护人员处理常用显示内容在画面的顶部、底部和右侧,包括有:•标题栏(Title Bar) –位于画面的顶部,包含有系统当前状态的常用信息。
-生产线号(Line or Process Name)-菜单状态(Recipe State) –“启动”或“停止”-菜单名称(Recipe Name) –目前正在使用的菜单名称-x射线工作状态(Scanner Status) –“扫描”,“离板”或“离线”-时间和日期(Time/Date)• 垂直工具栏(Vertical Taskbar) – 位于画面的右侧,包含有常用的特定功能和显示的按键。
具体内容在后面描述。
•• 水平工具栏(Navigation Taskbar) – 位于画面的底部,包含有画面选择按键、目录选择菜单和一些较重要的系统状态报警信息。
具体内容在后面描述。
很多画面通常可以从水平工具栏调用,大部分的画面是 所有用户都可使用的, 一小部分 只给控制工程师(ControlEngineer)或开发人员(Developer)使用。
产品镀层厚度测量作业指导书

产品镀层厚度测量作业指导书1.目的:规定产品镀层厚度的测量方法2.范围适用于产品镀层厚度测试3.仪器FISCHERSCOPE®XDL型号X-RAY测量仪4.开机及关机步骤4.1开机先开启仪器电源,再开启FTM软件,同时登记《测量测试仪器使用登记表》4.2关机待样品测试完后,取出测试样品,保存好数据,机器无异常情况下关机,先关闭FTM软件,再关闭仪器电源。
5.送样及取样5.1送样人员规定:5.2送样登记送样人员将试样送到物理实验室时须填写<<试样送样单>然后将试样交与测量员测量6.测量准备6.1 预热仪器: 为了保证测量的精确性和稳定性,仪器开启后必须进行充分预热。
预热方法: 1) 进入“显示光谱”子程序2)按下测量键,仪器预热30分钟3)30分钟后,按停止键,结束预热6.2 测量基准: 仪器是以元素Ag为基准进行测量的,必须精确定位元素Ag的位置,不能偏移。
基准测量时间:1个星期/次。
(进行基准测量之前,也必须先预热仪器)具体步骤:1) 将元素Ag置于工作台上,调整其位置并聚焦清晰,使其清楚显示在视频窗口十字线中央。
2)选择菜单“一般-测量基准”,按动“开始基准测量”按钮开始基准测量。
3)测量Ag结束后,出现“测量元素铜”信息。
放上元素铜进行测量。
4)基准测量结束时,显示“基准测量完成,接受?”信息,按“确定”完成基准测量。
6.3测量标准片:具体步骤:1)选择”调校”菜单中的”测量标准片”子程式,此时产品程式提示框的底色会变为红色.按被检验程式的测量适用范围,选用相应的标准片,之后按正常的测量方法测量此标准片5次.2)按照公式|X1-Xvp|≤4S判定仪器是否准确其中X1代表五次测量的平均值 Xvp代表基准片的标称值S代表标准偏差(S和X1皆可从数据统计分析结果中得到)如果超出范围,请及时通知计量员或主管对仪器进行调校注意:测量标准片的频度为每天一次!7. 进行测量7.1 根据待测样品的镀层情况,选择相应的产品程式,然后设置好测量时间(部分试样须选择好夹具),具体如下表:7.2 依次输入产品的型号、批号、卷号、使用者姓名7.3 戴好防静电手套取出试样,将其置于工作台上,调整其位置并聚焦清晰,使其清楚显示在视准器十字线中央。
测厚仪操作说明范文

测厚仪操作说明范文测厚仪是一种常用的测量设备,可以用来测量物体的厚度。
它广泛应用于工业、制造业、材料科学等领域。
下面是测厚仪的操作说明,共分为以下几个步骤:步骤一:准备工作1.确保测厚仪的电源充足,并连接好电源线。
2.检查测厚仪的探头是否清洁,如有污垢应及时清理。
3.确保测厚仪的探头与被测物体接触良好,不得有杂质或气泡。
步骤二:打开测厚仪1.按下测厚仪的电源开关,等待仪器启动。
2.根据需要设置测厚仪的工作模式,如单点测量或连续测量。
步骤三:设置测量参数1.根据被测物体的材料和特性,设置测量仪的工作参数。
例如,对于金属材料,可以选择测量模式为金属模式,对于非金属材料,可以选择测量模式为非金属模式。
2.设置测量仪的测量范围和精度,以确保测量结果的准确性。
步骤四:进行测量1.将测厚仪的探头轻轻按压在被测物体上,确保探头与物体表面平行。
2.按下测量按钮,开始进行测量。
测量时,可以选择在探头上加压或加痕迹,以获得更准确的结果。
3.等待一段时间,直到测量结果稳定后,记录测量值。
步骤五:处理测量结果1.比较测量结果与被测物体的标准值或规定范围,判断测量结果的合格性。
2.如果测量结果不合格,可以根据测量值的大小调整工艺参数或采取相应措施。
3.将测量结果记录在测量记录表中,以备后续参考和分析。
步骤六:注意事项1.使用测厚仪时要注意安全,避免触电、触热等事故。
2.在进行测量时,要保持环境的安静稳定,避免外界因素影响测量结果。
3.定期校准测厚仪,以确保测量结果的准确性和可靠性。
4.注意保养测厚仪,定期清洁探头和仪器表面,防止污垢积累影响测量效果。
测厚仪操作规程
测厚仪操作规程一、引言测厚仪是一种用于测量物体厚度的仪器设备,广泛应用于工程、创造、建造等领域。
为了确保测量结果的准确性和可靠性,制定本操作规程,规范测厚仪的操作流程和注意事项。
二、适合范围本操作规程适合于所有使用测厚仪进行厚度测量的操作人员。
三、设备准备1. 确保测厚仪处于正常工作状态,检查仪器的电源、传感器、显示屏等是否正常。
2. 根据测量需求选择合适的探头,确保探头的清洁和完好。
3. 准备标定块,用于校准测厚仪的测量准确性。
四、操作流程1. 打开测厚仪的电源,并等待仪器自检完成。
2. 根据测量对象的特点和要求,选择合适的测量模式(如单点测量、多点测量、扫描测量等)。
3. 将测厚仪的传感器贴紧待测表面,确保传感器与待测表面之间无空隙。
4. 按下测量按钮,开始测量。
5. 在测量过程中,保持测厚仪与待测表面的接触稳定,避免晃动或者挪移测厚仪。
6. 等待测量结果稳定后,记录测量数值。
7. 如需进行多点测量或者扫描测量,按照像应的操作步骤进行操作。
8. 完成测量后,关闭测厚仪的电源。
五、注意事项1. 在使用测厚仪前,必须经过相关培训并熟悉测厚仪的操作手册。
2. 在测量过程中,应注意保持测厚仪与待测表面的垂直接触,避免倾斜或者斜置。
3. 避免在高温、低温、潮湿或者有腐蚀性气体的环境下使用测厚仪。
4. 测量前应检查探头的清洁度,如有污物应及时清洁。
5. 如需进行测量前的校准,应按照测厚仪的操作手册进行操作。
6. 长期不使用测厚仪时,应将其存放在干燥、清洁的环境中,避免受到外界物质的污染或者损坏。
7. 如遇到测量异常或者不许确的情况,应即将住手使用并联系维修人员进行检修。
六、维护保养1. 定期进行测厚仪的校准,确保测量结果的准确性。
2. 定期清洁测厚仪的外观和传感器,避免污物积累影响测量准确性。
3. 如发现测厚仪有损坏或者故障,应及时联系维修人员进行维修或者更换。
七、风险控制1. 在使用测厚仪时,必须佩戴个人防护装备,如手套、护目镜等。
测厚检测方案范文
测厚检测方案范文测厚检测方案是指通过使用测厚仪器和相关的测量方法来对物体的厚度进行测量和评估的一种方案。
测厚检测在各行各业都有广泛的应用,例如在建筑工程中对混凝土或钢结构的厚度进行检测,以及在工业生产中对管道、容器等设备的厚度进行检测等。
1.确定检测对象:首先需要确定需要进行测厚检测的对象,例如建筑结构、设备或管道等。
2.选择测厚仪器:根据检测对象的特点和要求,选择合适的测厚仪器进行检测。
常用的测厚仪器有超声波测厚仪、磁粉测厚仪、涡流测厚仪等。
3.进行测量:根据测厚仪器的使用说明,对检测对象的相关部位进行测量。
在测量之前,需要确保测厚仪器的正常工作,并按照相关的操作规程进行操作。
4.数据处理与分析:将测得的数据进行处理和分析,根据需要进行统计、比较或评估。
可以使用专门的软件进行数据处理和分析,以得出准确的测厚结果。
5.制定评估报告:根据测厚结果,制定测厚评估报告,总结测厚检测的结果和评估结论,并提出相应的建议和措施。
在具体进行测厚检测时,还需注意以下几个方面:1.提前准备:在进行测厚检测之前,需要了解检测对象的相关信息,例如结构材料、厚度范围等。
同时,需要对测厚仪器进行检查和准备,确保其正常工作。
2.环境要求:测厚检测需要在相对干净、无颗粒物和尘埃的环境下进行,以保证测量的准确性。
在一些特殊环境下,例如高温、低温、潮湿等条件下,需要对测厚仪器和操作方法进行相应的调整和适应。
3.周期性检测:一些设备和结构需要进行定期的测厚检测,以评估其使用状态和安全性,并采取相应的维护和修复措施。
4.专业人员操作:测厚检测需要由经过相关培训和持证的专业人员进行操作。
他们需要具备相关知识和技能,能够正确使用测厚仪器,并进行准确的测量和分析。
5.安全防护:在进行测厚检测时,需要采取相应的安全防护措施,例如佩戴防护手套、眼镜等,以防止可能的伤害和事故发生。
总之,测厚检测方案是一种对物体厚度进行测量和评估的方案。
通过选择合适的测厚仪器,进行准确的测量和数据处理,可以得出准确的测厚结果,并为相关设备和结构的使用和维护提供科学依据。
PROE产品分析厚度检测步骤
PROE产品分析厚度检测步骤
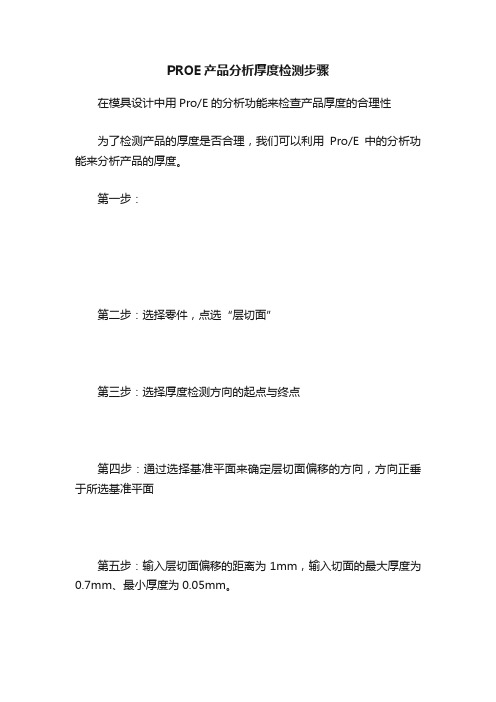
在模具设计中用Pro/E的分析功能来检查产品厚度的合理性
为了检测产品的厚度是否合理,我们可以利用Pro/E中的分析功能来分析产品的厚度。
第一步:
第二步:选择零件,点选“层切面”
第三步:选择厚度检测方向的起点与终点
第四步:通过选择基准平面来确定层切面偏移的方向,方向正垂于所选基准平面
第五步:输入层切面偏移的距离为1mm,输入切面的最大厚度为0.7mm、最小厚度为0.05mm。
在此面上选一点为起点在此面上选一点为终点选择基准平面
控制其方向
蓝色线条表示的此处厚度小于设定的最小值。
ProE野火5[2].0之模具设计一
![ProE野火5[2].0之模具设计一](https://img.taocdn.com/s3/m/e057f93a0912a21614792932.png)
Pro/E野火5.0之模具设计一模具设计一注:可右键新建层,配合过滤器放内容,方便显示/ 隐藏。
调入塑件Pro/E实体:建立工作目录(正在工作的文件的储存目录):Pro/E接口选下拉“文件”→设置工作目录→选到塑件所在目录或新建目录(右上角有“新建目录”图标)→确定。
调入文件资料:可以不建立副本档而在建立模具型腔时直接调用原文件。
●附:如何改变零件的单位显示?编辑→设置→单位→毫米牛顿秒(或英寸磅秒) →设置→转换尺寸(实物大小不会改变) →确定,关闭,完成。
曲面数据:建立工作目录:Pro/E接口选下拉“文件”→设置工作目录→选到曲面所在目录或新建目录(右上角有“新建目录”图标)→确定。
调入曲面数据:“打开”图示→类型设为iges→双击所需iges文件→输入新模型名称,确定(如无烂面会自动实体化,如有烂面需先作修补再实体化)。
注:①曲面数据通常指IGE转换数据。
②输入外部特征时,有时在目录树中只见坐标系而没有基准平面,怎么办呢?以坐标系为参照重新建立三个基准面并重命名。
③有时需要建立新的视图方向:视图管理器→定向→新建→键入视图名称,Enter→编辑→重定义→按参照定向(或动态定向、优先选项)选取两个参照定义视图方向→确定→关闭(以后即可从已命名视图列表选择该视图)。
坐标基准坐标系不合要求或没有坐标系,可以通过基准坐标系工具构建新的坐标系。
坐标系最好建立在比较好取数的位置,而且尽量位于主分型面上。
塑件分析分析后可修改。
拔模:分析→几何→拔模检测→定义→过滤器设为实体几何并点选实体模型→击活方向并配合过滤器定义拔模方向→输入最大拔模分析角度,观察模型中的颜色分布,再配合左边的连续颜色与连续角度对照表,可知拔模角分布情况→选取分析,结果会给出括起区域(指零至最大拔模角之间的角度区域,即不符合出模要求的区域。
)的百分率→点选模型中的拔模方向箭头即可分析另一侧…→关闭退出。
壁厚:分析→模型→厚度→定义→输入最大厚检测厚度→单层切面:首次直接双击选取一个平面(再次欲选其它则单击即可)→观察“结果”是否大于最大检测厚度,关闭。
PROE拔模与检测

模具检测与分析•16.1 模具检测概述•16.2 拔模斜度•16.3 水线检测•16.4 厚度检查•16.5 分型面检查•16.6 投影面积计算•16.7 干涉检查•16.8 塑性顾问返回16.1 模具检测概述•本章主要介绍在Pro/E 中对模具进行拔模斜度、水线、厚度、分型面的检测方法,以及塑性顾问应用程序的基本概念和简单使用方法。
设计者在模具设计的过程中,应该熟练地掌握这些方法,在适当的时候使用,以便减少设计中的不必要缺陷。
•一般在开模之前,都要对模具进行检测,以确定生成零件的一些特性是否满足模具的需要。
在Pro/E 中提供了对拔模角、水线、下一页返回厚度、分型面的检测工具,还可以计算投图16- 1 模具检测菜单返回图16- 2 【模具分析】对话框返回16.1 模具检测概述•注意:在所有与模具相关的模具模式中都将打开【模具分析】对话框:【模具型腔】模式、【铸造型腔】模式、【模具布局】模式、【模具/铸造零件】模式。
在【零件】模式中,将自动选取零件,同时不能选取【模具分析】对话框中的相应元素。
•使用【模具分析】对话框可以进行下列检测:•拔模检测:检测以了解零件是否正确拔上一页返回16.2 拔模斜度•铸模的过程要求模型的表面具有拔模斜度,这样便于零件取出。
拔模斜度是一种可在Pro/E 中创建的特征,一般应当在开始设计模具之前将它增加到设计模型中,也可以在模具模式中将它增加到参照模型中,这样不会影响设计模型,在第一篇的零件工程特征中已经讨论了如何给零件添加拔模特征,下面将具体说明在模具设计中如何为模具零件添加拔模特征。
•16.2.1 创建拔模斜度下一页返回16.2 拔模斜度•(3)枢轴曲线:拔模曲面可以绕着一条曲线旋转而形成拔模斜面,这条曲线就是枢轴曲线,它必须在拔模曲面上。
•(4)拔模角的参照:用于确定拔模角大小的平面、轴、模型的边或两点。
•(5)拔模方向:用于测量拔模角的方向,它总是垂直于拔模角的参照平面或平行于拔模角参照轴、边或两点连成的直线。
测厚仪操作说明
• 检查 CD Control Setup 中螺栓输出(图7.2)分配比例,1140以上厚度胶片建议采 用5-7颗螺栓比例输出(0.35;0.2;0.1;0.025),760以下胶片厚度建议采用3-5 颗螺栓比例输出(0.5;0.2;0.05)。
• 图7.2 螺栓输出比例画面
• 四、扫边故障 • 扫描过程中,扫边跑位或者扫描幅宽错位,现场测厚仪支架拥有3处干簧管位置检测, 分别为中间、两端: • 中间位置检测,为自纠正位置检测,若信号时有时无,会造成扫边跑边、错位等 现象; • 两端位置检测,为设备零点检测复位及扫描头行程保护,若信号故障则会造成扫 描头无法复位或超出扫描最大安全边。
2、产品厚度修正:
• 取样当前时间点及当前坐标处产品进行化验检测并且记录当前时间点及当前坐标处厚 度,待实际厚度与测量厚度进行偏差计算。
• 修正厚度参数,选择 Recipe change 项,修改 NSP11 KCM 前扫描架(NSP21 KCM 后扫 描架)在原有参数基础上进行数字加减,暂无比例,微量调整参数,直至实测与检测 一致。并且保存产品设置 SAVE Recipe。
• 2.部分区域突然变厚故障(模头温度正常的情况下) • ——检查模头机柜控制卡件是否输出正常 • 故障设备检查区域:卡件输出正常,但底板未对现场输出,检查卡件 (分2部分供电1-8通道与9-16单独供电)供电部分是否虚接现象,压紧前 连接器或检查供电电源
• 产品稳定后,取样2#扫描架处左中右三处检定水份,同时记录当前系统显示水份含量。 • 修正水份参数,主页选择STEP——Recipe Main——右侧选择产品型号——寻找参数栏
32. NSP21 Calibration Table 点击参数内容——点击画面下方Main code table——寻找参 数IRP22 Calibration table 确认——右侧产品型号——修正参数 3. IRP WW Dynamic intercept • 计算方式,按{实验室测量值—扫描仪测量值(取同时间点平均值)}*厚度值/100 +当 前 3. IRP WW Dynamic intercept参数值即可,然后数据保存save • 重新调用产品规格。(水份标定为不同规格都必须进行标定。)
利用proe进行DFM检查的步骤(肉厚拔模角度检查)0629

4.結果顯示區域: 90表示此平 面並無拔模角
2006/2/15 16
拔模角檢查
2.圓弧面拔模角的檢查方法:
4.Paste 5.確認選擇 3.Copy
2.選擇曲面
1.選擇Geometry
2006/2/15
17
拔模角檢查
6.從菜單中選擇角測
2006/2/15
18
拔模角檢查
7.選擇脫模方向的curve
8.選擇與PL面 平的面 10.檢測結果
pute
2006/2/15 19
產品尺寸快速測 通過測可以快速得知產品大小並估算模具尺寸
1.從菜單中選擇
2006/2/15
20
產品尺寸快速測
2.勾選此選項
2006/2/15
21
產品尺寸快速測
3.結果如圖,請注意所用單位
2
肉厚檢查
1.在菜單中選擇厚檢查
2006/2/15
3
肉厚檢查
2.此處設定檢查方式: plane為檢查單一剖面的肉厚, slices為同時檢查多個剖面的 肉厚,非常方
3.在產品的任意 一端選定任意一 點作為起點
2006/2/15 4
ห้องสมุดไป่ตู้厚檢查
明: 關於點的選擇,並 沒有特殊的要求, 只是為選擇一個 做剖面的空間範圍 而已
2006/2/15
22
Thank You!
2006/2/15
23
用PROE進DFM檢查的步驟 (肉厚,拔模角檢查)
MID-Tooling Team
2006/2/15 1
肉厚檢查
一.肉厚檢查
過厚的局部肉厚會造成產品表面縮水,我們 所遵循的原則就是:RIB,BOSS,局部結構的設 計肉厚要小於平均肉厚的60%才至於造成 縮水. 下面具體明操作的步驟.