多仓混棉机
纺纱学习题及答案

8、涤/粘混纺时的设计干重混比为 65/35,若涤纶和粘纤的实际回潮率分别为 0.4% 和 13%,求涤/粘混纺时的湿重混比? 答:根据混比计算公式:x/(1-x)=y/(1-y)*(1+m1)/(1+m2) 式中:设x----涤的湿重混比,y----涤的干重混比,m1----涤的实际回潮率,m2---粘的实际回潮率 由此公式代入已知数据得:x/(1-x) =0.65/0.35*1.004/1.13 解得:x=62.3%,1-x=37.7% 所以涤/粘混纺时湿重混比涤占 62.3%,粘占 37.7%。
4、指出唛头(329)各符号代表什么含义? 答:(329)——手扯长度为 29mm 的 3 级皮辊黄棉。
5、含糖棉处理有哪些方法?其特点如何?常用的方法? 答:(1)喷水给湿法 特点:简便,适合含糖低,含水少的原棉。 (2)汽蒸法 特点:占地大,能耗大,棉易泛黄,纤维强力下降。 (3)水洗法 特点:去糖彻底,但费力、耗水、耗能,易产生棉结杂质。 (4)酶化法 特点:费时、费工,去糖效果较好。 (5)防粘助剂法 特点:使用方便,价格适中,除糖效果明显,应用普遍。 实际中,常用防粘助剂法。
专门的拣净、开松和除杂后,在副牌纱或废纺中使用。
5、原料的混合(选配)的目的是什么?主要应考虑哪些因素?其综合性能是如 何表示的? 答:原料选配的目的是:(1)、保持生产和成纱、织物质量的相对稳定;(2)、 合理使用原料;(3)、节约原料和降低成本。主要应考虑的因素是:(1)、应根 据纱线和织物的特征和品质要求来选用原料;(2)、应考虑原料的加工性能,使 生产稳定,易于制成优良产品,提高劳动生产率;(3)、应考虑加工成本。选配 原料的各项技术指标,可用混用纤维各成分的重量百分率加权平均计算。
4、什么叫回花、再用棉和下脚?各自的用途是什么? 答:在纺纱过程中,各道工序都会产生一些回花、再用棉和下脚,它们的产生 部位不同,质量也不同,如果得当,使用合理能达到保证质量、节约原棉和降 低成本的目的。 回花:包括清梳工序的回卷、梳并粗工序的回条、粗细工序的粗纱头和皮辊花。 回花质量与混合棉接近,一般可回用到本特数纱中,但比例宜在 5%以内,其中, 粗纱头须预先开松处理,皮辊花应先清除回丝。 再用棉:包括开清工序的统破籽、梳棉工序的抄斩花和精梳机的落棉。精梳落 棉的有效含纤率达 80%左右,可直接在粗、中特纱中回用。抄斩花含纤率在 70% 左右,经杂质分离机处理后在粗、中特或副牌纱中回用。统破籽仅含 30%左右 的有效纤维,经破籽机处理后在粗特或副牌纱中回用。 下脚:包括统破籽经处理后的落杂、开清工序经尘笼排除的地弄花、梳棉工序 的车肚花、条粗工序的绒板花、粗细工序的绒辊花以及细捻筒摇的回丝等,经
第三节 混棉机械

• 第二仓光电管的高低位置
光电管位置是影响延时混和效果的主要因素。 光电管位置是影响延时混和效果的主要因素。 光电管位置高:影响阶梯状的成形,减弱“ 光电管位置高:影响阶梯状的成形,减弱“时差 混和”效果。 混和”效果。 位置低: 位置低:易空仓
2 FA025型多仓混棉机 FA02同时输入、多层并合、先后输出、多层混合” 同时输入、多层并合、先后输出、多层混合”
• 原料同时喂入6只仓,各仓储棉高度相同, 原料同时喂入6只仓,各仓储棉高度相同, • 6仓输出的6层棉层折过900向前输送 仓输出的6层棉层折过90 • 角钉帘一次抓取6层棉层实现多层混合 角钉帘一次抓取6
• 分析: 分析:
变异系数CV 变异系数CV —— 混合均匀性 混合比偏差E 混合比偏差E —— 混纺比的正确性 混合比极差M 混合比极差M —— 最大混合不匀程度 离散性) (离散性) 以上三值小, 以上三值小,表示混合效果好
⒉切片法 将成品(条子或纱线)切片后,放在显 将成品(条子或纱线)切片后, 微镜下观察不同原料的分布情况, 微镜下观察不同原料的分布情况,也可进行统计 分析。 分析。 ⒊染色评定法 在纺成纱或织成布后,再经过染色, 在纺成纱或织成布后,再经过染色, 由染色的结果来分析混和效果, 由染色的结果来分析混和效果,此法一般用于化 纤混纺。 纤混纺。
第三节 混棉机械
MIXER
特点:大容量棉箱
主要机型:自动混棉机(A006B 主要机型:自动混棉机(A006B FA016A) 多仓混棉机(FA022 多仓混棉机(FA022 FA025)
fa025多仓混棉机的工艺参数

文章标题:探讨fa025多仓混棉机的工艺参数及其在纺织生产中的重要性在纺织生产中,fa025多仓混棉机是一个关键设备,它的工艺参数对纺织品的质量和生产效率有着重要影响。
本文将深入探讨fa025多仓混棉机的工艺参数,分析其在纺织生产中的重要性,并共享个人观点和理解。
一、fa025多仓混棉机的工艺参数概述1.1 机器转速1.2 料层高度1.3 螺旋桨形状和数量1.4 混棉时间1.5 风速1.6 辅料添加1.7 温度和湿度二、工艺参数对纺织品质量的影响2.1 纺织品的均匀度2.2 纺织品的含棉率2.3 纺织品的手感2.4 纺织品的强力指数三、工艺参数对生产效率的重要性3.1 生产能力3.2 能耗控制3.3 产品质量稳定性四、总结与回顾fa025多仓混棉机的工艺参数在纺织生产中起着至关重要的作用,它直接影响着纺织品的质量和生产效率。
了解和控制好这些工艺参数对于提高纺织生产的水平至关重要。
个人观点与理解:在纺织生产中,fa025多仓混棉机的工艺参数是纺织品生产过程中不可忽视的关键因素。
通过合理调控这些工艺参数,可以提高生产效率,确保纺织品的质量稳定性。
随着科技的发展,人们对于fa025多仓混棉机的工艺参数越来越重视,希望能够通过优化工艺参数来提高生产效率和产品品质,从而满足市场对于高品质纺织品的需求。
通过对fa025多仓混棉机的工艺参数进行深入了解和研究,可以帮助纺织生产企业提高生产效率,降低生产成本,提高产品质量,增强市场竞争力。
我对fa025多仓混棉机的工艺参数有着极大的兴趣和热情,希望能够在纺织生产领域发挥自己的作用。
在纺织生产中,fa025多仓混棉机的工艺参数不仅仅是一种技术参数,更是纺织品质量的保证,是生产效率的关键。
只有深刻理解和掌握好这些工艺参数,纺织生产才能不断提升,迈向更高的发展水平。
通过本文的深入探讨和分析,相信对于fa025多仓混棉机的工艺参数有了更深入的理解。
在今后的纺织生产中,我将更加注重工艺参数的控制与优化,以提高生产效率和产品质量。
多仓混棉机的作用原理

多仓混棉机的作用原理
多仓混棉机是一款用于混纺混棉的机器,它的作用原理是利用多个纺车筒并联,通过不同的滚筒速度和空气流量进行棉花分散和混合。
它的主要组成部分包括进料部分、三个分离仓、三个混合仓和出料部分。
在进行混棉操作之前,首先需要将棉花通过进料管道输入到混棉机内部。
混棉机的进料部分通常是一个特制的筒子,它可以均匀分散棉花,并将其送到分离仓中。
在输入棉花的同时,空气根据不同的压力通过气阀进入分离仓中,在这里起到了分离棉花的作用。
接下来,根据不同的需要,将不同的棉花加入混合仓中。
在混合仓中,每个仓室都有独立的空气流控制,可以通过控制空气流量和风速来实现不同混合比例的混棉操作。
在混棉过程中,棉花也需要不断地通过滚动或气流分散,直到达到理想的混棉效果为止。
最后,经过混合的棉花通过出料口被送出混棉机。
混棉机的出料部分通常也是一个特制的筒子,它可以均匀分散已经混合好的棉花,并将其送出混棉机。
整个混棉操作完成后,混棉机还需要进行清洁和维护保养工作,以确保可以正常工作并保持较长的使用寿命。
总之,多仓混棉机是一款功能强大且非常实用的机器,可以帮助纺织厂等企业快速进行混纺混棉操作,提高混棉效率和质量,并进一步降低棉花成本。
多仓混棉机的作用原理

多仓混棉机的作用原理
多仓混棉机是一种用于纺织行业的设备,其作用是将不同原料的棉花混合在一起,以确保生产出的纺织品具有一致的质量和性能。
多仓混棉机主要由进料系统、梳理系统、混合系统和出料系统组成,通过这些系统的配合,实现对不同原料的混合和梳理,从而提高纺织品的质量和生产效率。
进料系统是多仓混棉机的第一个部分,其作用是将不同原料的棉花送入机器内部。
在进料系统中,棉花经过清理和分级处理后,被送入梳理系统。
梳理系统是多仓混棉机的核心部分,它由多个梳理滚筒组成,通过旋转和梳理的方式将棉花纤维进行分离和整理,去除杂质和短纤维,使棉花更加纯净和均匀。
混合系统是多仓混棉机的另一个重要部分,其作用是将经过梳理的不同原料的棉花混合在一起。
在混合系统中,经过梳理的棉花根据设定的配比比例,被送入混合梳理滚筒中进行混合和再梳理,以确保不同原料的棉花充分混合均匀。
通过混合系统的作用,可以实现对不同原料的棉花进行有效混合,提高纺织品的一致性和品质。
出料系统是多仓混棉机的最后一个部分,其作用是将经过混合和梳理处理的棉花送出机器,以便进行下一步的加工和生产。
在出料系统中,经过处理的棉花被送入输送带或容器中,最终送至纺纱机或其他加工设备进行纺织生产。
通过出料系统的作用,可以实现对混
合棉花的顺利出料和输送,确保生产过程的连续性和高效性。
总的来说,多仓混棉机通过进料、梳理、混合和出料系统的协同作用,实现了对不同原料的棉花进行混合和梳理处理,从而提高了纺织品的质量和生产效率。
多仓混棉机在纺织行业中具有重要作用,为纺织企业提供了关键的生产设备,促进了纺织行业的发展和进步。
多仓混棉机的作用原理

多仓混棉机的作用原理多仓混棉机是一种用于纺织行业的机器设备,其作用是将不同种类的棉花混合在一起,以达到纺织品的质量要求。
其原理是通过机器内部的多个仓位,将不同种类的棉花分别放入不同的仓位中,然后通过机器的混合装置将这些棉花混合在一起。
多仓混棉机的主要部件包括进料系统、混合系统、出料系统和控制系统。
进料系统是将不同种类的棉花分别放入不同的仓位中,这些仓位可以根据需要进行调整,以适应不同的生产需求。
混合系统是将这些棉花混合在一起,以达到纺织品的质量要求。
出料系统则是将混合好的棉花送到下一个生产环节中去。
控制系统则是对整个机器进行控制和监控,以确保机器的正常运行。
多仓混棉机的优点在于可以将不同种类的棉花混合在一起,以达到纺织品的质量要求。
同时,由于机器内部的多个仓位可以根据需要进行调整,因此可以适应不同的生产需求。
此外,多仓混棉机还可以提高生产效率,减少人工操作,降低生产成本。
然而,多仓混棉机也存在一些缺点。
首先,由于机器内部的混合装置需要不断地运转,因此会产生一定的噪音和振动。
其次,由于机器内部的混合装置需要不断地运转,因此会产生一定的热量,需要进行散热处理。
最后,由于机器内部的混合装置需要不断地运转,因此需要进行定期维护和保养,以确保机器的正常运行。
多仓混棉机是一种非常重要的纺织机器设备,其作用是将不同种类的棉花混合在一起,以达到纺织品的质量要求。
其原理是通过机器内部的多个仓位,将不同种类的棉花分别放入不同的仓位中,然后通过机器的混合装置将这些棉花混合在一起。
虽然多仓混棉机存在一些缺点,但其优点仍然是非常明显的,可以提高生产效率,减少人工操作,降低生产成本。
第六章-清梳联机电一体化
第六章清梳联机电一体化1.了解清梳联系统的设备组成及控制要求。
2.掌握异性纤维检测及分离装置的工作原理。
3.掌握梳棉机自调匀整检测机构的形式及特点。
4.掌握梳棉机自调匀整装置的控制原理及调节方法。
5.了解梳棉机输出棉条的在线检测的方法。
第一节清梳联机械一、开清棉机组二、连续喂棉箱三、梳棉机第二节清梳联控制系统与单机控制一、清梳联控制系统要求二、清梳联集散式控制系统三、清梳联各单机的控制系统——思考题第六章清梳联机电一体化清梳联合机亦称“清钢联”,是集抓棉、混棉、开清棉、梳棉与电气自动化于一体的机电一体化加工系统。
清梳联技术是纺纱新技术的一个里程碑,也是纺纱过程实现连续化、自动化、优质高产和低消耗的重要途径。
清梳联生产线是由开清棉机组、连续喂棉箱和梳棉机联合组成,是一个不可分割的统一整体,可根据纤维原料不同有不同的配置,通过机电一体化控制使整个系统连续、平稳运行。
第一节清梳联机械第六章清梳联机电一体化1234567891011一、开清棉机组1.往复抓棉机。
往复抓棉机是清梳联的第一道工序,是对棉包中紧密棉块分离。
抓棉是在肋条对棉包按压的条件下,由抓棉打手刀片(或锯齿)对棉块进行撕扯与钩抓,使棉块产生分离而获得细小棉束,抓取的细小棉束再由风机通过输棉管道送至下道工序。
2.开棉机。
开棉机是联合机组中的主要打击开松设备,对经过初步开松、混和、除杂的纤维原料做进一步的开松、除杂,提高纤维的开松度。
3.除微尘机。
是开清棉流程上的最后一个除尘点。
经充分开松的纤维,由输棉风机输入本机内,纤维经过大面积带有滤网的网眼板而输出本机,纤维中的细小杂质、微尘和短绒在经过滤网时在排尘风机的作用下透过滤网面被排尘风机吸走。
第六章清梳联机电一体化4.多仓混棉机。
现有的清梳联多采用6~8仓混棉机来完成原料的均匀混合。
利用输棉风机将原料逐仓喂入,经开松打手打松,由混棉道混合,靠气流输送到下一单元。
混棉机采用的是压力等检测方式逐仓连续核验仓内压力,使之达到设定要求。
FA022 型多仓混棉机电气控制
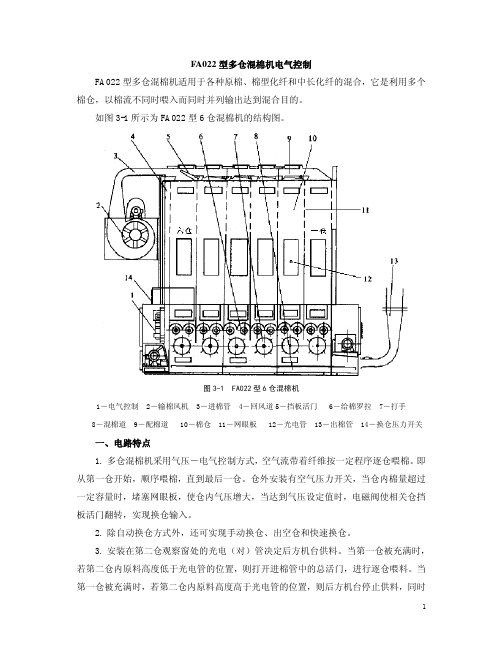
FA022型多仓混棉机电气控制FA022型多仓混棉机适用于各种原棉、棉型化纤和中长化纤的混合,它是利用多个棉仓,以棉流不同时喂入而同时并列输出达到混合目的。
如图3-1所示为FA022型6仓混棉机的结构图。
图3-1 FA022型6仓混棉机1-电气控制2-输棉风机3-进棉管4-回风道5-挡板活门6-给棉罗拉7-打手8-混棉道9-配棉道10-棉仓11-网眼板12-光电管13-出棉管14-换仓压力开关一、电路特点1. 多仓混棉机采用气压-电气控制方式,空气流带着纤维按一定程序逐仓喂棉。
即从第一仓开始,顺序喂棉,直到最后一仓。
仓外安装有空气压力开关,当仓内棉量超过一定容量时,堵塞网眼板,使仓内气压增大,当达到气压设定值时,电磁阀使相关仓挡板活门翻转,实现换仓输入。
2. 除自动换仓方式外,还可实现手动换仓、出空仓和快速换仓。
3. 安装在第二仓观察窗处的光电(对)管决定后方机台供料。
当第一仓被充满时,若第二仓内原料高度低于光电管的位置,则打开进棉管中的总活门,进行逐仓喂料。
当第一仓被充满时,若第二仓内原料高度高于光电管的位置,则后方机台停止供料,同时关闭进棉管中的总活门。
各仓储棉的高度始终保持如图3-2所示的阶梯状分布。
图3-2 各仓储棉高度二、主电路图3-3 FA022多仓混棉机主电路主电路如图3-3所示。
主电路有5台电动机,M1是输棉风机电动机,M2、M3是打手一、二电动机,M4、M5是给棉罗拉一、二电动机。
各电动机均有过载和短路保护。
变压器T1输出220V供PLC控制电路用,输出12V供故障指示灯电路用。
三、PLC控制电路图3-4 FA022多仓混棉机PLC控制电路PLC控制电路如图3-4所示。
FA022多仓混棉机PLC型号为SR-21(无锡光阳)。
工作电压为AC220V,输出类型为继电器。
16路输入模块定义号为:000~007、102~107共16个点;8路输入模块定义号为:010~017共8个点;8路输出模块定义号为:020~027共8个点。
现代棉纺技术(习题库)

《现代棉纺技术》习题库第一章原料的选配与混和一、名词解释1、配棉:将各种原棉搭配使用的技术工作叫配棉。
2、主体成分:配棉时选择若干队性质相近的原棉为主体成分,一般主体成分占70%。
可以产地为主体,也可以长度、线密度为主体。
3、分类:就是根据原棉的特性和各种纱线的不同要求,把适合纺制某类纱的原棉划为一类(如细特或粗特,经纱或纬纱等),生产品种多,可分若干类。
4、排队:排队就是在分类的基础上将同一类原棉排成几个队,以便接批。
5、回花:生产过程中的回卷、回条、粗纱头、皮辊花等。
6、再用棉:开清棉车肚落棉(统破籽)、梳棉斩刀花与车肚落棉、精梳落棉等。
7、原棉有害疵点:是指原棉中存在的有害的纤维性物质。
如索丝、棉结、软籽表皮、带纤维籽屑等。
二、填空题1、原棉的主要性质(工艺性质)包括长度、线密度、强力、成熟度、色泽、含水含杂率等。
2、配棉的目的是合理使用原棉,满足纱线产品的实际要求、保持生产和成纱质量的相对稳定、节约用棉,降低原棉成本。
3、化纤选配的目的是充分利用化纤特性、提高产品的使用价值、增加花色品种,满足社会需要、降低产品成本改善纤维的可纺性能。
4、原棉分类的注意事项有____原棉资源_、_气候条件__、_机械性能、原棉性质差异。
5、原棉排队安排时应考虑的因素有主体成分、队数与混用百分比、抽调接替(分段增减、交叉替补)等。
6、原料混和的目的是确保混纺比例的准确、使混合成分在纱线中分布均匀、确保纱线的品质。
三、选择题(A、B、C、D四个答案中只有一个是正确答案)1、为了减少混合棉成分的波动,混合棉中,最大混合比例一般为( C )A:10%左右B:20%左右C:25%左右D:35%左右2、配棉时,混合棉中的混合队数一般为( B )A:3~5队B:5~9队C:10~15队D:15队以上3、股线配棉的要求与同特单纱配棉的要求相比,一般( B )A:股线的要求高于单纱的要求B:股线的要求低于单纱的要求C:两者相同D:以上答案都不正确4、纺下列品种的纱时,一般采用半制品混合方法进行混棉的是( D )A:纯棉纱B:涤/腈混纺纱C:涤/棉混纺纱D:涤/腈/粘混纺纱5、混纺纱的混纺比是指( A )A:干重时的混纺比B:公定回潮率时的混纺比C:实际回潮率时的混纺比D:标准回潮率时的混纺比6、配棉排队时,当原棉质量差异过大,产品色泽等要求较高时,队数宜在(A )A:7~10队B:5~6队C:3~4队D:11~12队四、判断题(正确的打√,错误的打×)1、棉纺厂一般采用单一麦头纺纱(×)2、原棉的性质与棉花的生长条件、品种、产地有关,而与其它条件无关。
FA022-6型多仓混棉机的可编程控制

0 前言
开清棉是棉纺工艺中将原棉加工成纱线的第 一道工序。在这道工序中, 由多个不同单机组成 了开清棉联合机, FA 022型多仓混棉机是其中、储料仓、罗拉、打手、回风道、混棉通 道等机构所组 成。按仓位划分 有四仓、六仓、八 仓、十仓四种。它位于抓棉机和开棉机之间, 其作 用是将不同规格、不同成分的纤维充分混和与开 松。混和方式是依靠本机输入端的输棉风机产生 气流, 将上方机器初步开松的原棉输送到棉仓顶 部的喂棉管道, 再通过各仓顶部由气动机构控制 的活门按顺序逐仓喂入纤维, 在仓的底部经过给
由梯形图可以看出, 当换仓条件满足时, 内部 继电器 M 6. 0接通, 一仓开始进料且一仓指示灯 亮。换仓信号到来后, T41经过 1 s的延时接通一 次 ( 这里利用 T 41进行延时判断, 以确定换仓信 号的真伪, 防止误动作 ) , 使 C3计数一次, 经过比 较指令判断后, 接通 M 1. 1, 导致二仓进棉活门被 打开且二仓指示灯亮, 并断开一仓指示灯。当换 仓信号再次到来时, 如上所述, 接 通 M 1. 2, 断开 M 1 1, 完成了开三仓关二仓 的任务。以此类推, 开始下一个循环。
司 S7 200系统的 CPU 222小型可编程控制器对原电气控制系统进 行了技 术改造, 设计 了自动 换仓程序 、防 轧车 程序。改造后, 实现了自动换仓、故障报警 等功能, 棉仓梯度明显, 混棉效果好。
关键词: 时差混和; 可编程控制器; 控制系统; 多仓混棉机; 混棉效果 中图分类号: TS103. 7+ 3 文献标识码: A 文章编号: 1001 7415( 2006) 08 0001 04
fa025多仓混棉机的工艺参数
fa025多仓混棉机的工艺参数fa025多仓混棉机是一种常用的纺织机械设备,用于对棉花进行混合、清洁和加工。
该机器具有一系列的工艺参数,包括进料量、加湿量、转速、排棉率等。
下面将分别对这些参数进行介绍。
首先是进料量。
进料量是指每小时处理的棉花重量。
对于fa025多仓混棉机来说,进料量的大小会直接影响机器的工作效率。
一般来说,进料量越大,机器的产能也就越高。
其次是加湿量。
加湿量是指在混合和清洁过程中对棉花进行加湿的量。
加湿的目的是使棉花更易于混合和清洁,提高工作效率。
加湿量的大小需要根据具体的棉花品种和工艺要求进行调整。
接下来是转速。
转速是指fa025多仓混棉机中转筒的转动速度。
转速的选择要根据棉花的品种和质量要求进行调整。
通常情况下,转速越高,机器的混合和清洁效果越好,但同时也会增加能耗和机器的磨损。
另一个重要的工艺参数是排棉率。
排棉率是指fa025多仓混棉机在混合和清洁过程中排除棉花杂质的能力。
排棉率的大小直接关系到棉花的质量。
一般来说,排棉率越高,机器混合和清洁的效果就越好,棉花的质量也就越高。
除了上述工艺参数外,fa025多仓混棉机还有一些其他的参数需要注意。
例如,机器的尺寸和重量,这些参数会影响到机器的安装和运输。
另外,还有功率和电压等电气参数,需要根据实际情况进行选择和调整。
在使用fa025多仓混棉机时,还需要注意机器的维护和保养。
定期对机器进行清洁,检查机器零部件的磨损情况,并及时更换和修理,可以保证机器的正常运转和延长机器的使用寿命。
fa025多仓混棉机的工艺参数对于机器的工作效率和加工质量有着重要的影响。
合理调整和控制这些参数,可以最大限度地发挥机器的性能,提高生产效率和产品质量。
同时,定期维护和保养机器,可以确保机器的正常运转和延长机器的使用寿命。
纺纱学习题及答案精编版

纺纱学习题及答案第一篇纺纱原理第一章绪论1、.简述纺纱的基本原理。
答:初加工:在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。
原料选配与混合:合理使用原料,稳定成纱质量。
开清:大团到小块、小束,同时除杂的过程。
梳理:横向联系基本消除成单纤维状但有弯钩,除杂混合。
精梳:进一步梳理去除短纤维和细小杂质。
牵伸:抽长拉细条子,纤维伸直、去弯钩。
并和:多根条子混合,改善均匀度。
加捻:回转,使纤维间的纵向联系固定下来,给予一定物理机械性能。
卷绕:半制品在各工序过渡的形式,保证纺纱连续性。
2、纺纱的系统主要有哪些?答:根据纺纱加工的对象(纤维原料)的不同,纺纱系统有:棉纺、毛纺、麻纺和绢纺等。
3、写出棉纺(精梳)系统纺纱工艺流程。
答:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条——粗纱——细纱——后加工。
第二章初加工1、什么是纤维原料的初加工?各有什么类型的初加工?答:纤维原料的初加工就是对纺纱前的纤维原料进行初步的加工,以尽量去除原料中的非纤维性物质,以有利于纺纱加工。
目前,初加工主要有:轧棉、洗毛、(麻)脱胶、(绢)精练等。
2、棉的预处理是什么?答:包括轧棉和对醣份高的含醣棉还要进行适当的预处理。
3、有哪两类轧棉方法,各有何特点?答:皮辊轧花:特点:转速低、作用柔和、不易轧断纤维,绵结、索丝、疵点少,原棉含杂多,短绒多。
锯齿轧花:特点:转速高、作用剧烈、容易切断纤维,易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散。
4、指出唛头(329)各符号代表什么含义?答:(329)——手扯长度为29mm的3级皮辊黄棉。
5、含糖棉处理有哪些方法?其特点如何?常用的方法?答:(1)喷水给湿法特点:简便,适合含糖低,含水少的原棉。
(2)汽蒸法特点:占地大,能耗大,棉易泛黄,纤维强力下降。
(3)水洗法特点:去糖彻底,但费力、耗水、耗能,易产生棉结杂质。
(4)酶化法特点:费时、费工,去糖效果较好。
fa025型多仓混棉机工作原理

fa025型多仓混棉机工作原理fa025型多仓混棉机是一种专门用于混合棉花的机器。
在工作时,首先将原料棉花和回收棉加入到不同的仓内。
然后通过控制系统调节两种棉花的比例。
The fa025 multi-chamber cotton blending machine is a specialized machine for blending cotton. First, the raw cotton and recycled cotton are added to different chambers. Then the control system adjusts the ratio of the two types of cotton.机器会根据设定参数分别取出两种棉花,然后送入混棉齿轮箱进行混合。
混合完成后的棉花通过输送系统送入下一个工序。
The machine will take out the two types of cotton according to the set parameters, and then feed them into the cotton blending gearbox for mixing. The mixed cotton is sent to the next process through the conveying system.混棉时,保证棉纤维均匀分布,提高棉纤维的整体质量。
混合后的棉花可以直接用于纺纱生产,也可以按照需求进行包装存放。
During blending, the machine ensures the evendistribution of cotton fibers to improve the overall quality of the fibers. The blended cotton can be used directly for spinning production, or it can be packaged and stored according to requirements.该机器具有自动化程度高、操作简单、混棉效果好的特点,大大提高了生产效率。
纺纱学思考题共享 (2)
纺纱学思考题——整理:李锦冠1、何谓纱线?何谓纺纱?纱线:由一定长度的短纤维或长丝集聚而成具有一定强力,能制成纺织品的细长体。
Yarns: A product of substantial length and relatively small cross-section consisting of fibers and/or filaments, with or without twist.纺纱:把棉、毛、麻、丝(绢)和化纤切断纤维制成纱线的工艺过程。
Yarn manufacturer: to convert natural and/or man-made fibers into a yarn suitable for knitting, weaving, or any other specified use.2、纺纱的四大基本原理是什么?开松、梳理、牵伸、加捻(四大原理)开松:opening开松是把纤维团扯散成小束的过程。
梳理:carding 形成有一定平行、顺直度的单纤维,并除杂、混合。
牵伸:drafting抽长拉细条子,使屈曲的纤维逐步伸直,弯钩逐步消除。
同时使条子获得所需粗细的加工过程。
加捻:twisting利用回转运动,把牵伸后的须条加以扭转,以使纤维间的纵向联系固定起来的过程。
3、写出精梳棉纱、普梳棉纱生产工艺流程,写出各工序作用?精梳棉纱:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条(1-2道)——粗纱——细纱——后加工普梳棉纱:(原棉)配棉——开清棉——梳棉——并条(2-3道)——粗纱——细纱——后加工基本原理:1)、初加工(raw material processing):在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。
2)、原料选配与混合(sorting & blending):合理使用原料,稳定成纱质量3)、开清(松)(opening & cleaning):大团到小块、小束同时除杂的过程4)、梳理(carding ):横向联系基本消除成单纤维状但有弯钩,除杂混合5)、精梳( combing):进一步梳理去除短纤维和细小杂质6)、牵伸(drifting):抽长拉细条子,纤维伸直去弯钩7)、并和(doubling):多根条子混合,改善均匀度8)、加捻(twisting):回转,使纤维间的纵向联系固定下来,给予一定物理机械性能9)、卷绕(wingding):半制品在各工序过渡的形式,保证纺纱连续性作用:清梳联:开松,混合,除杂,成条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA022型多仓混棉机的控制分析班级:专业:教学系:指导老师:完成时间:2011年8月24日至2012年5月20日摘要:随着我国综合国力的提高,WTO的加入,纺织品出口份额的增加,市场对纺织产品质量出了更高的要求,同时对棉纺厂怎样提高棉纱质量也提出了更高的标准。
在我国棉纺厂清花流程中,FA022型多仓混棉机被国内各个棉纺厂普遍采用。
FA022型多仓混棉机在生产使用过程中,经常会出现空仓现象,从而易造成供应脱节(后方机台FAl06储棉箱空仓),严重影响棉卷不匀,最终影响成纱质量。
随着对产品质量要求的提高,尤其是对成纱均匀程度和织物染色质量要求的提高,在纺纱过程开始的阶段(开清棉)工序,对各种混用纤维进行良好混合更显得十分必要。
在引进、消化西德特吕茨施勒尓公司生产的MPM型多仓混棉机的基础上,我国郑州纺织机械厂设计制造出FA022型多仓混棉机,该机棉仓容量较大,混合片段较长,对解决产品长片段染色色差是有效的。
关键词:混棉机、电气控制、电路的改进、保养与维护目录1.FA022型多仓混棉机的概述 (1)1.1 FA022型多仓混棉机的混合作用和特点………………………1.2 FA022型多仓混机的主要结构…………………………………1.3 FA022型多仓混棉机的技术特征………………………………1.4 FA022型多仓混棉机混和效果的评定…………………………2.FA022型多仓混棉机电气控制部分………………………………2.1 FA022型多仓混棉机的功能介绍……………………………2.2 FA022型多仓混棉机的电路特点……………………………2.3 FA022型多仓混棉机的电气控制线路的组成和作用………2.3.1主电路……………………………………………………2.3.2 PLC控制电路…………………………………………2.3.3 PLC程序………………………………………………3.FA022型多仓混棉机的控制电路改进……………………………3.1多仓要棉控制原理的缺陷……………………………………3.2改进措施………………………………………………………3.2.1每个仓加装光电开关…………………………………3.2.2故障保护措施…………………………………………4.FA022型多仓混棉机的保养与维护………………………………5.结束语…………………………………………………………………参考文献………………………………………………………………1.FA022型多仓混棉机的概述FA022型多仓混棉机在纺纱工艺过程当中是第二道工艺程序。
其外观如图1.1所示,经初步开松的原棉由梳棉风机送入梳棉管道,经活门的开闭逐个进入储棉仓,气流透过网孔板经回风道进入混棉道。
当棉仓内的原料达到一定高度时,原料将仓前后隔板上部分网孔板堵塞,该仓静压升高,当气压升至某一定值时,微压差开关控制气动机构关闭活门,同时自动打开下一棉仓的活门,原料进入下一仓。
如此顺序喂料直到喂满最后一仓。
在第二仓观察窗上装有光电管,当最后一仓喂满原料而第二仓原料存量低于光电管高度时,则喂料工作转入第一仓,本机开始下一循环工作。
当光电管仍被原料遮住,则总活门关闭,直到原料低于光电管高度才重新开始喂棉。
在各仓底部均有一对给棉罗拉和一只打手,原料经开松后落入混棉通道内被前方气流输出。
图1.1 FA022型多仓混棉机1.1 FA022型多仓混棉机的混合作用和特点(1)FA022系列多仓混棉机采用“逐仓喂入、同时输出”的混棉原理,利用时间差进行混棉,即原料由风机喂入本机后,首先进入第一仓,随着仓内棉量的增加,仓顶的透气孔会逐渐被堵塞而导致仓气压上升,当棉量达到某因高度并且仓内压力达到预先设定的气压值时,本仓气动活门闭合,第二仓气动活门开启,开始喂棉,此程序重复直至每一个仓的喂棉过程完成。
需要向梳棉机供棉时,所有仓下的给棉罗拉同时启动,仓内气压因棉量下降而逐渐降低,当第二仓的棉花高度低于光电位置时,自动重复上述喂棉过程。
设备正常工作时,因采用逐仓顺序喂入同时输出,故仓与仓之间的储棉高度会经常保持着一个梯度,即形成阶梯状,如图1.2所示。
图1.2 FA022多仓混棉机工组原理图(2)利用混棉道靠风机或凝棉器抽吸输出棉流,结构简单,维护使用方便。
(3)采用420mm的大直径开棉打手,可纺制长绒棉和中长纤维等原料(4)出棉口处有落杂装置,能去除纤维中较大的杂质;出棉口处可选配TF27型桥式磁铁,使系统更加安全。
1.2 FA022型多仓混机的主要结构FA022型多仓混棉机由机架、输棉风机、进棉道、配棉道、棉仓、给棉罗拉、打手、混棉道、气动控制装置、回风道和转速监测等系统组成年(图1.3)1-风机 2-进棉道 3-回风道 4-配棉道 5-棉箱6-光电装置 7-出棉口 8-开棉打手 9-出棉罗拉(1)传动系统:①输棉风机由一只4kW的电动机传动,改变速度时需要更换主动带轮和被动带轮。
②打手由两只3kW的电动机传动,改变速度时只需更换电动机带轮即可。
③给棉罗拉由两只1.1kW的减速电动机传动,改变速度时只需更换过桥齿轮即可。
(2)机架:机架由前机架、中机架和后机架组成,采用钢板焊接结构。
(3)输棉风机:输棉风机位于机器后上部,将原料抽吸至本机再逐个喂入各棉仓内。
风机叶轮为六翼径向直叶铸铝结构,直径为∮500mm。
(4)进棉道:呈矩形三通,中间设有汽缸连接活门,当棉箱光电未被原料遮挡时,由压力开关进棉道活门封闭,气流经下部支管吹入回风道、混棉道及出棉管到后方机台凝棉器。
(5)配棉道:配棉道位于机顶,用于输送原料至各棉仓,高为150mm,宽为500mm,长度根据仓数不同而变更。
配棉道底部(第一仓无气缸活门)自第二仓向后各仓上都装有由气缸拉杆推动的活门,活门的启闭随棉仓压力的变化由PLC(可编程控制器)控制。
(6)棉仓:每个棉仓由前后隔板分两节,上节为网眼钢板,用于仓内气流的排放;下节为钢板结构,在第二仓的观察窗处装有光电装置,控制棉仓内的储棉量。
(7)出棉罗拉:每个棉仓下部装有一对出棉罗拉,罗拉由法兰盘、翼片、挡板和密封圈装置组成,法兰盘和六块翼片焊接成一个整体。
罗拉传动分为两组,每组传动一半数量的罗拉,分别位于机器的前左侧及后右侧,每组由1.1kW减速电动机通过双排滚子链传动,其速度有0.1r/min、0.2r/min、0.3r/min三种供选用。
(8)开棉打手:打手位于没对罗拉的下部中央,打手由法兰盘、打手板和密封圈装置组成,法兰盘和六翼打手板(打手板前端为齿形)焊接成一个整体。
打手传动亦分为两组,每组传动一半数量的打手,分别位于机器的前右侧及后左侧,每组由3kW电动机通过B型带传动,其速度有260r/min、330r/min两种供选用。
(9)混棉道:混棉道位于机低,高为132mm,宽为1400mm,的直形通道,经打手开松后落下的纤维,由各仓溢向机后回风道的回风与前方机台的凝棉器抽吸一起形成气流将纤维输往前方机台,在输送过程中纤维得到充分混合。
(10)回风道:回风道位于季后,高为2530mm,宽为1400mm,厚为101mm,四周用钢板组合而成,当进棉道总活门关闭原料停喂,输棉风机气流直通回风道入混棉道,最后进入前方凝棉器。
(11)气动装置:气动装置由气动三联件(气水分离器、油雾器、调压阀)、气缸、电磁阀和气管等组成,压缩空气正常工作压力为491kPa,根据工艺需要由PLC控制棉仓的喂入量。
(12)转数监测:在打手轴头处设有转数监测装置,当打手转速低于设定工艺转速时,给棉罗拉停止给棉,发出停车信号。
1.4FA022型多仓混棉机混和效果的评定常用下面三种方法评定混和效果。
1.混入有色纤维法在混和原料中混入一定数量的染色纤维,经机械混和处理后取样,用手拣法分拣出有色纤维,称其重量,计算有色纤维百分率的平均数、均方差、变异系数等,进行对比分析混和效果。
2.切片法将条子或纱线切片,放在显微镜下观察,分析混和效果。
3.染色评定法此方法多用于化纤混纺产品。
它是将成纱或织成布后再经染色,由染色的结果来分析混和效果。
2.FA022型多仓混棉机电气控制部分2.1 FA022型多仓混棉机的功能介绍FA022型多仓混棉机适用于各种原棉、棉型化纤的混合,利用多个棉仓,以棉流不同喂入而同时并列输出达到混合目的。
FA022型6仓混棉机结构如图FA022型6仓混棉机结构如图1——电器箱2——输棉风机3——进棉管4——回风道5——挡板活门6——给棉罗拉7——打手8——混棉道9——配棉道10——棉仓11——网眼板12——出棉管13——换仓压力开关2.2 FA022型多仓混棉机的电路特点1、多仓混棉机采用气压——电气控制方式,空气流带着纤维逐仓喂棉。
即从第一仓开始,顺序喂棉,直到最后一仓。
仓外安装有空气压力开关,当仓内棉量超过一定容量时,堵塞网眼板使仓内气压增大,当达到气压设定值时,电磁阀使相关仓挡板活门翻转,实现换仓输入。
2、除自动换仓方式外,还可实现手动换仓、出空仓和快速换仓。
3、安装在第二仓观察窗处的光电管决定后方机台供料。
当第一仓被充满时,若第二仓内原料高度低于光电管的位置,则打开进棉管中的总活门,进行逐仓喂料。
当第一仓被充满时,若第二仓内原料高度高于光电管的位置,则后方机台停止供料,同时关闭进棉管中的总活门。
各仓储棉的高度始终保持阶梯状分布。
2.3 FA022型多仓混棉机的电气控制线路的组成和作用2.3.1、主电路主电路如图所示。
主电路有5台电动机,M1是梳棉风机电动机,M2、M3是打手一、二电动机,M4、M5是罗拉一、二电动机。
空气开关QS 、QS1——QS5对电路起过载和短路保护。
变压器T输出220V供PLC控制电路用,输出12V 供故障指示灯电路用。
FA022型多仓混棉机主电路2.3.2PLC控制电路PLC控制电路如图所:FA022多仓混棉机PLC型号为SR-21(光洋)。
工作电压为AC220V,输出类型为继电器。
16路输入模块使用定义符号为000-007、102-107共12个点。
8路输入模块使用定义号为011-014共四个点。
8路输出模块定义号为020-027共8个点。
16路输出模块使用定义号为030-035、132-136共11个点。
表1输入端子定义号与功能表2 输出端子定义号与功能2.3.3 PLC程序PLC程序如图所示,对其主要工作原理分析如下。
(1) 风机气动程序1、2行是风机电机控制程序段,采用单按钮进行启动/停止控制。
PLC运行时,特殊辅助继电器374产生一扫描脉冲对C600复位。
按下【分机控制】按钮S1,输入继电器000接通,计数器C600计数为1,C600(1)接点接通,输出继电器020接通,风机电动机M1通电运转。
第二次按下风机控制按钮时,C600自复位,C600(1)断开,输出继电器020断电,风机电动机M1失电停转。