油箱塑料
塑料燃油箱技术要求
燃油箱模拟装车形式固定在试验装置上,保持53℃±2℃的环境温度,往燃油箱中加入53-4℃- ±2 ℃额定容量的水,盖好燃油箱盖,密封好所有进、出口,向燃油箱内施加30 kPa的压力,保持压力5h。 6.3.4耐热性试验
包括安全阀、进气阀、排气阀和燃油箱蒸发排放控制用的排气口。 3.8单层塑料燃油箱
由高密度聚乙烯(HDPE)单一材料制作而成的燃油箱。 3.9多层塑料燃油箱
xxx 1-2008
由高密度聚乙烯(HDPE)、聚乙烯-
乙醇(EVOH)与粘接剂制作而成具有高阻隔性能的燃油箱。
4 产品分类
按照6.3.8章节规定的试验温度和额定容量的低温防护剂及存放温度和时间的燃油箱(仅吹 塑箱体),从六米跌落试验机上对燃油箱进行2次对应坠落试验。 6.3.11剥离强度试验
a) 检验设备: 万能试验机、专用夹具和试样处理装置。 b)试样的备制:
ቤተ መጻሕፍቲ ባይዱ
从塑料燃油箱规定的范围内裁取宽(30±5)mm、长(150±10)mm的试样3件。根据规 定的检验的层的强度,将试样的一端部预先剥开长约50mm。 c)检验过程: 将试样夹持进剥落试验装置中,以20 mm/min的拉伸速度互相拉开。
燃油箱按6.3.8进行试验,箱体不得破裂或泄漏。 5.3.9燃油箱耐尖锤冲击性能
燃油箱按6.3.9进行试验,箱体不得破裂或泄漏。 5.3.10燃油箱耐坠落冲击
燃油箱按6.3.10进行试验,箱体不得破裂或泄漏。 5.3.11燃油箱剥离强度
剥离强度≥3N/mm。 5.3.12燃油箱耐渗透性
文献综述汽车塑料油箱
毕业设计(论文)文献综述题目汽车塑料油箱的跌落与碰撞分析专业车辆工程班级车101学号3100221014学生李小波指导教师原园副教授二○一三年文献综述引言:改革开放以来,特别是近几年我国汽车工业发展势头强劲。
据中国汽车工业协会统计,去年1至7月,汽车全行业完成工业总产值3723.82亿元,同比增长29.44%:产品销售收入3598.88亿元,同比增长31.05%:利润总额221.90亿元,同比增长51.14%。
主要经济指标增长都比较大,实现了增产增收。
汽车产业作为国民经济支柱产业的地位越来越突出。
去年交通运输设备制造业对工业增长的贡献率首次跃升至40个工业行业之首。
以汽车制造业为主的交通运输设备制造业已取代电子信息通信业,成为名副其实的领头羊。
随着市场需求的不断扩大,我国汽车工业的发展潜力也非常之大。
据有关部门分析,近几年我国汽车消费市场的消费结构已发生了很大变化。
载货汽车的需求量仍将持续增长,特别是次发达地区,如西部地区对中重型货车、多种专用汽车、矿用车和大中型客车的需求将明显增加。
农村汽车市场对轻、微型客货车需求也会有较大增长。
随着国家有关鼓励私人购车政策的出台,预计个人购车比例将逐年快速增长。
特别是轿车、客车,尤其是微型客车的需求量会有较大增长,市场份额将进一步提高。
为此,国家将积极发展售价八万元左右的经济型轿车,以满足中国家庭的需要。
此外,国家还将大力推进发展汽车工业的相关环境:至2005年,中国公路里程将增加至160万公里,其中高速公路2.5万公里。
各地还将加大发展城市基础设施建设,增加停车场地等交通配套设施。
所有这些,都无疑会大大促进我国汽车工业的发展。
汽车油箱,是汽车最重要的一个部件。
本课题在国内外的研究状况及发展趋势:汽车燃油箱是汽车油箱的全称。
当前,随着汽车工业的发展和国内汽车工业的振兴,各大汽车生产企业对汽车燃油箱的需求呈明显增长趋势。
汽车燃油箱按种类划分,大致可以分为:1、金属汽车燃油箱(包括铁制油箱,铝制油箱,铝镁合金燃油箱等)、2、其他汽车燃油箱(包括塑料汽车燃油箱和其他合成金属燃油箱等)汽车燃油箱是使汽车连续运动而储存燃料用的容器。
塑料油箱制造工艺流程

塑料油箱制造工艺流程1.塑料油箱制造的第一步是设计产品图纸。
The first step in the manufacture of plastic fuel tanks is to design the product drawings.2.确定设计图纸后,需要选择合适的原料和添加剂。
After the design drawings are finalized, suitable raw materials and additives need to be selected.3.原料通常是高密度聚乙烯或聚丙烯。
The raw material is usually high-density polyethylene or polypropylene.4.添加剂包括防UV剂和耐化学腐蚀剂等。
Additives include UV inhibitors and chemical corrosion resistance agents, etc.5.通过搅拌混合原料和添加剂,使其均匀分散。
Mixing the raw materials and additives to uniform dispersion.6.混合好的物料通过挤出机挤出成型。
The mixed materials are extruded by an extrusion machine.7.利用注塑机对油箱进行注塑成型。
Using an injection molding machine for blow molding the fuel tank.8.油箱成型后,进行冷却定型处理。
After the fuel tank is formed, it undergoes cooling and shaping.9.需要进行泄漏测试,确保油箱密封性。
Leak testing is required to ensure the tightness of the fuel tank.10.对油箱进行外观检验和尺寸检测。
塑料油箱焊接方法
塑料油箱焊接方法
塑料油箱焊接主要有以下几种方法:
1. 热气焊接:将两个塑料油箱的接口加热,使其软化,然后用热气焊枪迅速焊接起来,使两个接口紧密连接。
2. 热板焊接:将两个塑料油箱的接口放在一个预热的金属板上,然后通过金属板的加热,使塑料油箱的接口软化,用一块平板将接口压在一起,使其焊接。
3. 摩擦搅拌焊接:将两个塑料油箱的接口摩擦在一起搅拌,由于摩擦产生的热量,使塑料接口软化并融合在一起,形成焊接。
4. 超声波焊接:通过超声波振动产生热量,将两个塑料油箱的接口摩擦在一起,使其软化并焊接在一起。
在选择焊接方法时,需要考虑塑料油箱的材料以及焊接后的强度要求。
同时,还需要注意控制焊接温度和焊接时间,以避免损坏塑料油箱。
最好在进行焊接前进行试验,选择最适合的焊接方法。
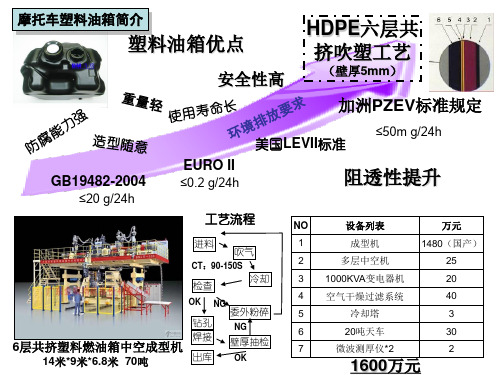
摩托车塑料油箱简介
CT:90-150S
检查
OK
委外粉碎
NG
钻孔
5 6 7
6层共挤塑料燃油箱中空成型机
14米*9米*6.8米 70吨
焊接 出库
壁厚抽检
OK
1600万元
中空吹塑机
工艺介绍
1330g
材料:PE (LUPOLEN 4261) 厂家:德国巴塞尔(basell) 江苏同大 中空吹塑机 TDB-50A 外形尺寸(米) 机器重量(吨) 三个装配小零件 节拍240秒 4.5×2.5×3.8 12
除边角料
称重(1330g)
焊接
钻油泵固定孔
钻油箱口孔
密封测试
修边
吸除飞边异物
吹塑成形之后有9个二次加工工序
检验
成本估算
稼动时间: 稼 动 率: 1143分钟 90%
单台材料成本 油箱容积约6L 材料
元
塑料约重1.33kg(g=0.97)
占比 数量 单价 成本
HDPE
EVOH 改性ห้องสมุดไป่ตู้乙烯 色母粒
87.7%
7.1% 5.3% 0.4% 合计
1.162
0.093 0.070 0.005
20
55 40 30
23.24
5.14 2.79 0.14 31.31
废 品 率:
节 拍:
10%
240秒 246天
年工作日:
单台年产量56939件
岗位 中空机操作 后续加工 维修工 质检员 配料员 合计 单班 2 1 1 2 1 三班 6 3 3 6 3 21
摩托车塑料油箱简介
塑料油箱优点
安全性高
HDPE六层共 挤吹塑工艺
(壁厚5mm)
汽车塑料油箱制作流程
汽车塑料油箱制作流程汽车塑料油箱是汽车中的一个重要部件,它用来存储汽车的燃油,保证汽车的正常运行。
随着汽车行业的发展,塑料油箱已经逐渐取代了传统的金属油箱,成为汽车行业的主流产品。
塑料油箱具有重量轻、耐腐蚀、成本低等优点,成为汽车制造商和消费者的首选。
本文将介绍汽车塑料油箱的制作流程,包括原材料准备、模具设计、注塑成型、后续处理等环节。
一、原材料准备汽车塑料油箱的制作过程从原材料的准备开始。
塑料油箱通常采用高密度聚乙烯(HDPE)或聚丙烯(PP)等环保材料。
生产厂家需要根据设计要求选用合适的塑料原料,同时进行严格的质量检验。
原材料准备过程包括原料筛选、搅拌、颜色调配等环节。
二、模具设计模具设计是汽车塑料油箱制作的关键环节。
制造商需要根据汽车型号、油箱容量、安全要求等因素设计出合适的模具。
模具的设计要求包括结构合理、制造成本低、使用寿命长等。
一般来说,模具设计流程包括产品设计、模具结构设计、模具制造工艺设计等环节。
三、注塑成型注塑成型是制造汽车塑料油箱的关键环节。
在注塑成型过程中,制造商需要将预先加热的塑料原料通过一对螺杆逐渐加热、熔化,并将熔化后的塑料原料注入到模具腔中。
注塑成型过程包括模具封闭、注塑、压力保持、冷却、模具开启等环节。
制造商需要严格控制注塑成型参数,保证油箱成型的质量和准确度。
四、后续处理汽车塑料油箱成型后,还需要进行一系列的后续处理工艺。
首先是表面处理,包括切割、打磨、修整等环节,保证油箱表面光滑平整。
其次是组装和检验,将成型的油箱组装到汽车上,并进行密封性、耐压性等性能检验。
最后是包装和运输,将成品油箱包装好,按照规定的标准进行运输。
五、质量控制在汽车塑料油箱制作流程中,质量控制是非常重要的环节。
制造商需要对原材料、模具、成型工艺等进行严格的质量检测和管理,保证产品的质量和性能满足设计要求。
同时,还需要建立完善的质量管理体系,对生产过程进行全程跟踪和监控,确保生产出的塑料油箱符合相关的标准和法规要求。
柴塑料油箱厚度设计标准

柴塑料油箱的厚度设计标准通常在5mm至10mm之间。
这个厚度的范围可以满足大多数汽车和卡车的需求。
然而,具体的厚度可能因油箱的尺寸、形状、用途和所装载的燃料类型等因素而有所不同。
例如,大型卡车可能需要更厚的油箱以承受更大的压力和重量。
此外,油箱的材料和设计也会影响其厚度。
例如,如果油箱是由高强度塑料制成的,那么厚度可能会更小,因为高强度塑料通常能够承受更大的压力。
总之,柴塑料油箱的厚度设计标准是一个范围,具体的厚度应该根据油箱的具体需求和条件来确定。
如果您需要更详细的信息或建议,请咨询专业的汽车工程师或设计师。
汽车塑料燃油箱技术条件
汽车塑料燃油箱技术条件汽车塑料燃油箱技术条件1 范围本标准规定了乘用车塑料燃油箱的术语和定义、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
本标准适用于以汽油为工作介质的乘用车塑料燃油箱(以下简称燃油箱),以其它燃料为工作介质的塑料燃油箱参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 17930 车用汽油GB 18296 汽车燃油箱安全性能要求和试验方法QC/T 572-1999 汽车清洁度工作导则测定方法3 术语和定义下列术语和定义适用于本标准。
3.1额定容量燃油箱设计参数中规定加注燃油的容积。
3.2塑料燃油箱固定于汽车上用于存贮燃油的独立箱体总成,本体采用塑料制作,由燃油箱本体、加油管、加油口、燃油箱盖、管接头及其他附属装置(例如:进气阀等)装配成的整体。
4 技术要求4.1 基本要求4.1.1 燃油箱应按经规定程序批准的图样和技术文件制造,并符合本技术条件的要求。
4.1.2 燃油箱应具有通过国家认证机构的产品认证书。
4.1.3 燃油箱外观应光滑,不得有划痕、开裂等缺陷。
4.1.4 燃油箱安全性能要求必须满足GB 18296的有关规定。
4.1.5 材料塑料燃油箱必须采用具有低渗透的EVOH为阻隔层、以HDPE为骨架、以改性LLDPE为粘结材料的多层共挤工艺制造。
4.1.6 壁厚要求燃油箱要求最小壁厚不得小于3.5mm,最大壁厚不得大于6mm。
4.1.7 清洁度要求燃油箱内部应保持清洁,按5.1进行试验,内部清洁度按质量计算每升额定容量不大于1.5mg。
4.2 燃油箱性能要求4.2.1 燃油箱总成蒸发污染物排放要求燃油箱按5.2进行试验,燃油箱蒸发污染物(即:碳氢化合物)排放量不得大于550mg。
4.2.2 燃油箱盖的密封性燃油箱按5.3进行试验,柴油箱盖的最大泄漏量不得大于20g/min,汽油箱盖不允许泄漏。
塑料燃油箱
塑料燃油箱均采用高密度聚乙烯(HDPE)作原材料。
由于高密度聚乙烯热塑性显著,所以塑料燃油箱加工成型工艺通常有挤出吹塑成型、滚塑成型、注塑成型、真空吸塑成型等多种形式,其中挤出吹塑成型和滚塑成型为两大主流工艺。
挤出吹塑成型是将软化状态的高密度聚乙烯用挤出机挤出型坯后放入成型模内,用两半片模具将型坯夹紧,然后通入压缩空气,利用空气压力使坯料沿模腔变形,经冷却脱模得成品燃油箱。
其原材料分子量极高,力学强度优异,但设计和制造成本较高,多用于结构紧凑、批量大的乘用车。
滚塑成型是将低密度聚乙烯加入模具中,然后模具沿两垂直轴不断旋转并被加热,模内的坯料在重力和热能作用下逐渐均匀涂布、熔融粘附于模腔的整个表面,待完全塑化达到要求厚度后,往模具夹套内注入冷水经冷却定型而成制品。
这种制品壁厚相对均匀,易于安装金属类紧固镶件,模具简单,但材料难以符合汽车燃油箱性能要求且成型周期较长,能耗大,多用于空间大、批量小的商用车领域。
目前主要有以下三种增加油箱阻隔性的工艺:第一种:在基体中添加阻隔性树脂,这是一种物理方法。
第二种:对燃油箱进行氟化或硫化处理,在箱体表面上形成化学反应的燃油阻隔层,这是一种化学方法第三种:采用多层共挤技术,将阻隔材料与聚乙烯分层同时挤出吹塑成型,这是一种物理方法。
目前常用的多层燃油箱或注油管一般为六至七层,其结构是:从外到内分为新料层(HDPE)、回料层、粘结层(LLDPE)、阻隔层(EVOH)、粘结层(LLDPE)、新料层(HDPE),注油管还增加一层导电聚乙烯层。
其中,内新料层为高密度聚乙烯,起成型、强度、骨架等作用,而外新料层为了确保耐火性添加黑色母。
阻隔层多采用尼龙或(乙烯/乙烯醇)共聚物,尼龙阻烃性好而(乙烯/乙烯醇)共聚物阻甲醇性好。
由于高密度聚乙烯是非极性物质,(乙烯/乙烯醇)共聚物是极性物质(一OH 基团),高密度聚乙烯和(乙烯/乙烯醇)共聚物之间没有粘结强度,高密度聚乙烯层与(乙烯/乙烯醇)共聚物层之间必须通过一个粘结层来连接,所以粘结层用的粘结剂对阻隔材料和高密度聚乙烯均要有较强的粘结力、良好的粘结耐久性能和加工性能,通常用于多层共挤塑料油箱的粘结剂是由聚乙烯、马来酸酐、有机过氧化物在一定温度下通过双螺杆挤出机经过熔融反应而成。
2024年汽车塑料燃油箱市场环境分析
2024年汽车塑料燃油箱市场环境分析前言随着汽车行业的迅猛发展,汽车燃油箱作为汽车重要的关键零部件之一,其市场需求也在不断增长。
近年来,由于环保意识的提高和政府对汽车排放标准的不断加强,塑料燃油箱作为一种轻量化、耐腐蚀的替代材料,在市场中得到了广泛应用。
本文将对汽车塑料燃油箱市场的环境进行分析,以便了解当前市场情况和未来发展趋势。
市场概述塑料燃油箱是一种采用塑料材料制造的汽车燃油储存设备,其优势在于轻量化、耐腐蚀和成本低廉等特点。
目前,塑料燃油箱在全球范围内得到了广泛应用,尤其在发展中国家和新兴市场中,其市场占有率不断提高。
根据市场研究报告,全球汽车塑料燃油箱市场规模预计将在未来几年内保持稳定增长。
市场驱动因素1.环保压力增加:随着环境保护意识的提高和对汽车尾气排放标准的不断加强,塑料燃油箱因其低碳排放和环保特性而受到青睐。
2.轻量化要求:汽车制造商为了降低燃油消耗和减少尾气排放,寻求替代传统重型金属燃油箱的轻型塑料燃油箱。
3.材料技术进步:随着塑料材料科技的不断发展和改进,塑料燃油箱的可靠性和耐用性得到提高,符合汽车制造商的需求。
市场挑战因素1.安全性问题:塑料燃油箱的安全性一直是人们关注的焦点。
与金属燃油箱相比,塑料燃油箱在抗撞击性和阻燃性方面仍存在一定的挑战。
2.市场竞争加剧:随着塑料燃油箱市场的迅猛发展,竞争对手的增多使得市场竞争更加激烈,新进入者需要面对市场份额分配的挑战。
市场机会1.发展中国家市场潜力大:发展中国家汽车市场需求量大,对低成本、轻量型塑料燃油箱的需求增长迅猛。
2.新能源汽车市场需求增加:随着新能源汽车的推广和应用,对轻量化燃油箱的需求量不断增加。
市场竞争格局目前,全球汽车塑料燃油箱市场主要由几家大型企业垄断,这些企业具有较强的技术实力和市场渗透力。
然而,随着市场的不断扩大和技术的进步,新进入者有机会挑战现有企业的市场份额。
主要竞争因素包括产品质量、价格竞争和技术创新能力。
23408490
2 0 1 总 2 7 轻型 汽 车技 术 0 6( 1) 0
3 9
车 塑
= 密髓 展 趋 辖
刘 亮
量之和 占了塑料燃油箱当年销量的 6 %。 5
自德 国大众 ( O K WA E 汽车公 司 、A F V L S G N) B S
的局 面 。
l 塑料燃 油箱市场发展
汽车塑料燃油箱的发展起步于欧洲 ,所 以目前 欧洲 的制造 商 I E G 和 K U E E T O NR Y A T xT X R N公 司一直是处于世界塑料燃油箱 的领导者地位 ,并且 市场 占有率超过了 5 %。但是 随着汽车塑料燃油箱 0 在北美和 H 本汽车市场 的蓬勃发展 ,由当地市场起 步并发展了一批知名塑料燃油箱的 0 M E ——如 T I A M0 I E、 E N、B Ur 0 TV vI. 0 A C、 日本 Y CI O 和 S r A FY I
K U E E T 0 T U 0 TV V S E N和 A T X T X R N、I T M0 I E、 IT 0 A
车中的安全件和法规件 , 其产 品具有一定 的技术含
量, 国内企业 不具备汽车塑料燃油箱开发 和制造 的 系统要求 为由掌控了产 品开发的核心技术 , 造成 国 内塑料燃油箱 企业 与跨 国公 司在核 心技术 开发方 面存在较大差距 。随着汽车市场竞争的加剧 , 成本
州的C R A B法规最严格 。
统提出的要求 , 以仅改善塑料燃油箱箱体的防渗 所 透性能还不能达到完 目的, 必须从燃油箱系统 的
公司和 K U E A T X公 司于上世纪六十年代联合研究
开发出世 界第一 只汽 车塑料燃油箱并 成功运用于 P R C E车以来 ,由于其较传统 的钢板燃 油箱具 O SH 有更安全 、 耐腐蚀和使用寿命长的特性 , 且能适合汽
汽车塑料燃油箱设计

油箱是HC的主要排放源,理论上通过减少油箱排出的HC,可以减低整车的蒸发排放量。
本文对塑料燃油箱做简单介绍,及如何合理设计燃油箱使之满足法规要求,可供所有汽油车型塑料燃油箱的设计作为参考。
1 简介燃油箱是固定于汽车上用于存贮燃油的独立箱体总成。
包含油箱上的进油管嘴、通气管嘴、翻车阀、隔热板、挡油板等部件。
燃油箱主要是储存油液,此外有散发油液中的热量,逸出混在油液中的气体,沉淀油液中的污物等作用。
2 优点塑料燃油箱的优点是形状设计自由度大、空间利用率高,祠料可回收使用、轻量化、耐腐蚀、耐中击、强度好、燃油渗漏量小、耐久性能优异、生产效率高、材料热传导性很低,既富有弹性,又具有刚性。
3 材料3.1单层部分柴油箱采用单层结构,材料为HDPE。
单层氟化技术:HDPE单层吹塑成型后,在30%氟气和70%的氮气的容器中氟化30 min,可以适应一定的排放法规要求。
3.2多层目前塑料燃油箱多采用6层材料设计,由内至外分别为基层、M合层、阻隔层、钻合层、回收层及外层。
因供应商不同会存在差异,以下为常见的6层材料比例分布及牌号:基层多采用牌号为MS201 BN/HB111 R HDPE的HDPE材料,约占总厚度比例30±10%;季占合层多采用牌号为OREVAC 18334/FT61 AR3/FT71 A的LLDPE材料,约占总厚度比例的1-3%;阻隔层多采用牌号为F101A的EVOH材料,约占总厚度比例的1-3%;钻合层多采用牌号为OREVAC 18334/FT61 AR3/FT71 A的比DPE材料,约占总厚度比例的1-3%;回收层厚度约占总厚度比例≤50%;外层多采用牌号为MS201 BN/HB111 R的HDPE材料,约占总厚度比例的20±10%。
3.3壁厚厚度为6层材料加在一起的厚度,最薄不低于2.8 mm,焊接面最小壁厚不得小于3.5 mm。
4 设计要求4.1开发流程开发流程为设计输入—产品设计—设计验证—设计冻结—模具和工装—样件制作—小批量验证—生产零件审批控制程序—量产。
塑料油箱及油管的生产工艺流程
塑料油箱及油管的生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!塑料油箱及油管是现代交通工具中非常重要的部件,它们主要承担储存燃油和输送燃油的功能。
塑料燃油箱好处多
尽 党回内外汔车服 务 市场的崭新科键 与声品 汔车 售后 维修检 测整厂技 术和设备弼 方靠
敬请 联 络 : 中国对 外经 济贸 易咨询 公 司 电话/ 真 : l一 4 6 6 9 传 O O 66 05
堕簦 n @ u e o o . I o a ox .mc f t pt n
售后 服务 设备 维 修保 养工 具 清洗 举 升机械
烤漆 喷漆 钣金 润 滑添 加油 品 检测 平衡 翻新 油漆 涂料 装饰 服 务用 品大 全 网站 专利 资料
展 见 ; = i
博世 、 天祥 、 元征、 中国汽车工程学会汽车应用与服务分 会 来 自国内外 的著 名企业百斯 巴特 、
前 提 出 发 , 千 方 百 计 减 小 汽 车 质
不会 发生 爆炸 。金 属燃 油 箱在
发 生 火 灾 时 很 容 易发 生 爆 炸 , 塑 而 料 燃 油 箱 由 于 采 用 高 分 子 聚 乙 烯
制造 工艺 简便 。塑料 燃 油箱一 般 采 用 高分 子 聚 乙烯 做 基 材 , 以 辅 粘接 或 阻 隔材 料 , 塑 成 单层 或 多 吹
修n 矧油 U
性, 又具 有刚 性 , 4 ℃~ O 在一 O 6 ℃环境
下 , 具 有优 良的抗 冲 击性 能 和机 仍
相 比 , 料 燃 油 箱 可 使 油 箱 质 量 降 塑
低 13 / / -1 2左 右 。
械 性能, 当发 生撞 击 与摩 擦 时不 易
造 型 随意 。现代 汽 车外型 越 来 越 紧凑 , 上 配 置 越 来 越 多 , 此 车 因
层 复 合 结 构 。与金 属 燃 油箱 比较 ,
量, 以提 高 汽 车的 经 济性 。 由于 塑
塑料油箱相关知识知识讲解
当高分子量PE进入生产应用市场为标志,新材料的出现,推动了吹塑成 型技术发展。在高分子量PE的生产工艺、生产设备研制方面做的较深入、应 用状况较好的设备推当时的西德、其成就概括如下:
1. 引进了增加物料流动的、有沟槽的、并能冷却的加料段(料筒)。 2. 采用混合和剪切机构促进料筒内物料均化。 3. 环纹活塞购料缸。 4. 生产燃料油贮存箱,汽油箱和运送危险液体的大罐等大型容器。 5. 吹塑机头内流道的最佳化,搭接的心形曲线,有向支架的过滤装置。 6. 迅速而准确地控制壁厚,同时控制型坯的长度。 7. 对型坯的预吹胀。
现代吹塑成型制品在上世纪三十年代和四十年代出现,聚烯烃和聚氯乙 烯的发展赋予吹塑成型技术以更新的生命,那些能在较低温度下加工的新材 料,最适合用来模塑成型为瓶、桶和其它中空制品,美国是该领域中起步最 早的国家。期间的主要工艺,显然就是今天的注吹成型和浸吹成型。三十年 代,美国工业就是以这种工艺开始制造工业产品,设备和模具都是自制,同 时对其设备和技术外流严加控制,他们由此至少垄断技术达20年之久,直至 50年代中期。
中空吹塑是塑料成型加工的重要方法之一。以玻璃吹塑成型技术的长期 发展和悠久传统为基础,几千年之后,揭开了吹塑成型历史的又一篇章。可 成型的热塑性塑料的发展,是这一历史阶段的起点。
查阅早期的专Leabharlann 说明书,1851年美国专利8180号,题为《热塑性杜仲胶 中容器制造的进展》是这一历史阶段的起点。发明者叙述了用内压贴模法制 造管状型坯。
b. 控制型坯壁厚,以制得厚度分布均匀的吹塑制品或有选择地增加厚度。 c. 加工硬PVC粉末混料技术。 d. 采用多机头以提高设备的生产效率。 e. 采用多层共挤技术生产中空容器。
塑料油箱是什么材料的
塑料油箱是什么材料的
塑料油箱是一种用于存放液体燃料的容器,通常用于汽车、摩托车和船舶等交
通工具中。
它是由什么材料制成的呢?让我们来探讨一下。
首先,塑料油箱通常采用聚乙烯(PE)或聚丙烯(PP)这样的塑料材料制成。
这两种塑料材料具有良好的耐腐蚀性能,能够很好地抵抗燃料的腐蚀,同时也具有较高的耐磨性和耐冲击性。
这使得塑料油箱在使用过程中能够长时间保持稳定的性能,不易受到外界环境的影响。
其次,塑料油箱的制造工艺也非常重要。
在制造过程中,通常会采用一体成型
或者旋转模塑的工艺,以确保油箱的整体性能和密封性能。
这样的制造工艺能够使塑料油箱在使用过程中不易出现渗漏或者变形等问题,从而保证了燃料的安全存储和使用。
此外,塑料油箱的材料选择和制造工艺也会受到相关标准和法规的约束。
例如,在汽车行业,塑料油箱需要符合相关的汽车行业标准,以确保其在车辆使用过程中的安全性和可靠性。
这些标准和法规通常会对塑料油箱的材料选取、制造工艺、性能测试等方面进行详细规定,以保障用户的安全和权益。
总的来说,塑料油箱通常采用聚乙烯(PE)或聚丙烯(PP)等塑料材料制成,具有良好的耐腐蚀性能和耐磨性,制造工艺严格,受到相关标准和法规的约束。
这些特点使得塑料油箱在汽车、摩托车和船舶等交通工具中得到广泛应用,并在使用过程中发挥着重要的作用。
是金属还是塑料?
是金属还是塑料?作者:魏晓勇来源:《科学与财富》2017年第07期摘要:本文通过对金属油箱和塑料油箱材质的对比分析,综合讨论了两种油箱的质量优劣,并结合当前国家标准和市场现状,探讨了对金属油箱和塑料油箱的综合质量评定综合结果,以供参考。
关键词:汽车;燃油箱;材质;质量一、金属油箱与塑料油箱的材质区别(一)金属油箱通常,金属类燃油箱用料材质为通体金属,多采取焊接工艺,且内、外部表面均经过镀镍锌处理,并在外部涂有防腐材料层,具有出色的耐腐蚀、防锈等优点。
具体地说,金属类油箱主要有三类:一是铁制(Fe)油箱,其熔点为1538℃,具有有良好的延展性、导电性、导热性能。
二是铝制(AI)油箱,其熔点为660℃,同样具有良好的导电性、导热性以及高反射性和耐氧化,且重量较轻;三是铝合金(FE-AL)油箱,其熔点为660℃,具有密度低、抗拉强度高、延伸率高等特性,能够进行氧化深加工,属于热轧铝板系列。
欧洲国家最先采用铝合金油箱,目前市面上的铝合金油箱最大容量已达1100升。
据市场调查数据显示,对于大型客车、重卡这种耗油量大、燃油质量要求高的车型而言,铝合金油箱已经占据重卡油箱市场份额80%以上。
因大型载货重卡普遍以柴油为燃料,而柴油中可能掺杂水或其他杂质,如长期使用铁制油箱,则柴油中的水分将逐渐腐蚀油箱内壁,产生大量铁锈,从而严重影响柴油燃油系统。
因此,以奔驰公司、MAN公司为代表的大型载货卡车生产商在其卡车燃油箱材质选择上已100%选用铝合金油箱,以有效保障燃油系统的可持续性能。
(二)塑料油箱塑料油箱是经由一次注塑而成型的,其常见箱体材质有两种,一种为合成树脂,即采用聚乙烯(HDPE)为主材。
由于普通HDPE制成油箱存在阻透性不足的问题,目前已推出相关改良产品,如改性HDPE油箱、多层油箱、表面处理油箱。
其中,单层油箱原料取材于高密度聚乙烯(HDPE)和聚乙烯(PE)混合物。
而多层油箱的原料则相对复杂,基层、功能层和粘合层分别由不同材质组成,从外到内分为新料层(HDPE)、回料层、粘结层(LLDPE)、阻隔层(EVOH)、粘结层(LLDPE)、新料层(HDPE),部分还会在注油管增加一层导电聚乙烯层。
塑料油箱材料
塑料油箱材料
塑料油箱是一种常见的储存和运输液体的容器,它广泛应用于汽车、摩托车、
船舶等交通工具中。
塑料油箱的材料选择对其性能和安全性有着重要影响。
本文将就塑料油箱的材料选择进行探讨。
首先,塑料油箱的材料应具有良好的耐腐蚀性能。
由于塑料油箱长期接触汽油、柴油等化石燃料,因此其材料必须能够抵御这些液体的腐蚀。
常见的塑料油箱材料包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。
这些材料具有良好的
耐腐蚀性能,能够满足塑料油箱长期使用的要求。
其次,塑料油箱的材料还应具有良好的机械性能。
塑料油箱在使用过程中会受
到振动、冲击等外力的作用,因此其材料必须具有一定的强度和韧性。
同时,塑料油箱还要求具有一定的耐磨性和耐老化性能,以保证其长期稳定的使用。
除此之外,塑料油箱的材料还应具有良好的加工性能。
塑料油箱通常是通过注塑、吹塑等工艺制成的,因此其材料必须能够满足这些加工工艺的要求。
材料的流动性、熔体指数等指标都会对塑料油箱的加工性能产生影响。
最后,塑料油箱的材料还应具有良好的环保性能。
随着人们对环境保护意识的
提高,塑料油箱的材料选择也越来越注重环保性能。
优秀的塑料油箱材料应该具有可降解性能,降低对环境的影响。
综上所述,塑料油箱的材料选择是一个综合考虑耐腐蚀性能、机械性能、加工
性能和环保性能的过程。
只有选择合适的材料,才能确保塑料油箱具有良好的性能和安全性,为交通工具的运行提供保障。
希望本文的内容能够对塑料油箱的材料选择有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术与应用塑料在汽车油箱中的应用现状与发展趋势□ 兰小蓉四川成都? (四川大学高分子科学与工程学院摘610065)要随着工业化的深入发展,汽车行业也得到了极大的发展。
汽车的油箱部分不仅是整个汽车系统的动力所在,更是发生交通事故时,产生剧烈燃烧乃至发生爆炸的主要诱导部件。
在早期的汽车油箱中,金属油箱得到交通事故中容易导致燃油爆炸、汽车装备偏重等缺陷,因而近年来,塑料油箱了广泛的使用,但由于其阻隔性能差、以其独特的优势,逐步取代着传统的金属油箱。
关键词汽车油箱塑料文献标识码:A文章编号:1007-3973(2007)07-23-02中图分类号:TP3931塑料油箱取代金属油箱由于金属油箱的阻隔性能差、在交通事故中容易导致燃油爆炸、车装备偏重等缺陷,塑料油箱的出现可以较好解汽决金属燃油箱出现的问题。
另外,塑料油箱还具有如下优势:(1)生产成本低。
与金属材料相比,塑料价格便宜。
2)设(计空间灵活。
可以根据需要加工成各种所需形状,从而节约汽车空间,因而增加燃油的载重量。
例如PASSAT塑料燃油箱容量51L,同金属燃油箱相比容量大6L,重量却轻了理过3兆个汽车油箱。
Mich联合技术公司用无机钙溶液替代NH3,大大提高了油箱的阻透性和抗溶胀性。
氟气(F2)处理法。
该方法是在吹塑成型过程中,同时向油箱内部吹入含有1%氟的氮气,使其油箱内层形成防燃油渗透的含氟层。
资料证实:将氟化处理的油箱与未氟化处理的油箱装入同量的燃油,在50℃下放置28天,氟化处理油箱的汽油损失约2%,而未处理的HDPE油箱汽油损失达一半以上。
等离子体处理。
等离子体是一种全部或部分电离的气体,含有原子、分子、亚稳态离子和激发态离子。
等离子体有高、低温之分,低温可用于高分子合成、界面反应。
其基本原理是用电场加速电子成亚稳态离子,使其击断PE分子链上的键(如C-H,C-C和CC等),再接上单体或其他物质,使聚乙烯表面积附一层超密度(1.7g/cm3)的阻透膜。
目前,用该技术处理塑料油箱的公司有Huel公司、INPRO公司等。
(4)阻隔树脂在基体树脂中形成层状的方法———聚乙烯与阻隔树脂共混改性:层状共混阻隔改性的机理:起阻隔作用的阻隔树脂(尼龙或乙烯-乙烯醇共聚物即EVOH)分散相呈层状分布于连续相机体树脂中,阻隔层与基体组成多层结构,使得容器中溶剂分子穿透途径变得迂回曲折,增加了途径的长度,因而增加了容器的阻隔性能。
为了得到这种层状结构,原料必须满足下列条件:1.5kg。
(3)隔热性能好。
在车辆着火时汽车燃油箱不会很快升温,可延迟爆炸时间而增加乘务员生存的希望。
4)成型加(工性以及工艺改进性能优异。
从而使得燃油箱易规模生产,简化生产制造工艺。
(5)耐老化性能优异,使用寿命高。
例如高分子量聚乙烯材料长期稳定性能好,从而可使燃油箱的使用寿命达10年之久。
2塑料油箱的改性十几年前,吹塑成型HDPE燃油箱的利用率已达50%,也有用超高分子量聚乙烯制作。
但是PE对油的阻隔性差,为了降低塑料油箱的漏油量,目前主要采用以下几种生产方法来提高和改善其阻隔性:(1)乙烯与乙烯醇共聚物:乙烯/乙烯醇共聚物(EV0H)这种材料可降低燃油泄漏,并提高油箱结构的完整性,抗冲击性和耐温性。
(2)HM-WHDPE与EVOH的复合材料:超高分子量高密度聚乙烯(HM-WHDPE)的相对质量分子愈大,冲击强度愈大,密度也愈大。
同时刚性及防止汽油的渗漏性也可以得到很好的改善。
但是,单纯用HM-WHDPE来制作燃油箱,其燃油透过率无法达到规定标准,所以可考虑在中间添加阻隔性能优良的EVOH树脂。
(3)对单层塑料燃油箱内壁进行表面处理:环氧喷涂法。
此法较落后,效果也差,现已基本被淘汰。
磺化(SO2气体)处理法。
此技术先前是美国Dow化学公司率先开发成功,把油箱从模具上卸下移到别处进行的,目前由Dow和Jonnson公司共同开发研究的新技术是在模具上直接进行磺化处理工艺。
磺化处理目前主要用于欧洲,世界上最大的HDPE模具制造商Kublman公司声称用此法处①基体树脂必须易于加工,并在特定的设备内加工,它必须具有较低的流动活化能,其粘弹特性应与阻隔树脂相匹配;②阻隔树脂应与基体树脂不相容,它在加工温度下有较高的熔点和粘度,并应具有足够的熔体拉伸性;③必须加一定量的相容剂,控制阻隔树脂与基体树脂间的界面张力。
为了使阻隔树脂能以层状分散于基体树脂中,还必须选择合适的加工工艺条件。
在加工过程中,如果流场较弱,阻隔树脂没有被足够拉伸,而以较大颗粒状分布于基体树脂中,共混物的阻隔性能不好;反之,流场过度,阻隔树脂由于受到过强的剪切而被破裂成微粒,不形成片状,共混物的阻隔效果同样得不到改善。
几种形成层状的方法:科协论坛2007年第7期(下)? 23技术与应用①在高密度聚乙烯中加入7%阻隔尼龙片,可以使材料对燃油的渗透性比纯HDPE燃油箱减少97%,该产品已用于LousElan车上,但制备工艺复杂,成本高。
由上下两片组成,在连接前可以在片材内侧附装其它部件,因而能生产吹塑法难以成型的复杂结构油箱。
目前,德国②Solvay公司开发出以聚亚烷基酰胺为阻隔层的层状掺混技术。
③日本昭和电工公司把耐乙醇溶胀和高度阻透含乙醇燃料的高腈树脂作阻隔层,运用层状掺混技术加工油箱。
Visteon公司采用Cannon公司的成型系统和设备,已向大众汽车公司供应7种双片热成型汽车塑料油箱。
美国Visteon公司开发出的新结构油箱采用双片材技术将2种塑料片材通过热成型工艺,在其还处于熔融状态时沿夹紧线熔接在一起。
这项技术与平常不同的是用扁平的多层片材代替了共挤出多层型坯并且在油箱上可设计配置燃料输送系统、滤器蒸汽管道、面探头、油蒸汽回收系统,过液汽从而减小燃油蒸汽可能逸出的途径。
④美国DuPont公司于80年代初研究成功SelarRB层状掺混技术。
其方法为将阻隔材料(改性PA或非晶尼龙)与少HDPE、量相容剂干混,再用挤出机挤出吹塑,从而得到由PA分散相颗粒伸展后形成的很多平行且不连续叠加的层状结构合金油箱。
该技术对石油烃类的阻渗性能有极大提高,如HDPE中仅掺混4%的SelarRB就能减少75% ̄85%的泄漏量。
目前,DuPont公司还开发出适用于含甲醇燃料的SelarRB-Ⅲ型(聚乙烯醇)阻隔树脂。
总的来讲,由于层状掺混技术简便、安全、成本低阻隔效德果较为明显,日本的三井、国的PlasticOmnium、国的法KautexSolvay等公司已开始采用这种层状掺混技术,且福特、通用、大众、雷诺、雪铁龙、克莱斯勒等汽车公司都已使用该技术生产的油箱。
(5)另一种途径是采用多层共挤技术,即HDPE层、粘结粘层、隔层(PA或EVOH)、结层、阻HDPE层5层共挤出成型,见图1:3塑料的未来发展趋势塑料燃油箱系统中主要组件的发展趋势是:外部管是多层结构,内部管是PA;加油管焊接;发送单元采用H型密封结构和D型密封结构。
如何提高油箱的阻透性能成为塑料油箱存在和发展的关键。
广泛使用多层共挤复合塑料燃油箱替代金属燃油箱和单层塑料燃油箱将成为21世纪世界汽车工业发展的趋势。
参考文献:图1主要层的作用:其中阻隔层用的树脂有尼龙或乙烯-乙烯醇共聚物等,相对来说,它们具有很好的阻隔性;粘结层用的粘结剂对阻良好的粘结耐久性能和加隔材料和HDPE有较强的粘结力、工性能;HDPE作为内层和外层,起成型、强度、骨架等作用。
该方法的优缺点是:成品质量优良,特别是抗燃油渗透性能优异。
但这一方法对设备要求高,工艺控制困难,要求专用的多层中空吹塑成型机。
随着世界汽车工业的迅猛发展,以及防止大气污染等,美国环保局提供了新的严格的对烃的渗透极限,要求碳氢化合物的排放量低于0.2g/24h,为达此要求必须采用具有高阻隔性的燃油箱,因此广泛使用多层复合塑料燃油箱替代金属燃油箱和单层塑料燃油箱将成为21世纪世界汽车工业发展的趋势。
(6)油箱成型工艺采用双片热成型法:德国机械制造企业—Cdtnnon公司最近成功开发出汽车塑料油箱成型系统和设备,油箱成型工艺采用双片热成型法。
双片热成型的片材是HDPE(白色)/(E/VAL)/LLDPE/(E/VAL)/回收料/HDPE(黑色)6层共挤片材,生产的油箱泄漏量小,低于美国加州制定的LEV2(低泄漏汽车)和PZEV(局部零泄漏汽车)规定的汽油泄漏值。
与吹塑(中空成型)法汽车塑料油箱相比,双片成型油箱〔1〕颜发清.车全塑料燃油箱的应用与发展趋势〔J〕.汽车与配件,发展动态,2001-30.〔2〕颜发清.车全塑料燃油箱的应用与发展趋势〔J〕.汽车与配件,发展动态,2001-34.〔3〕张劲.进气歧管和燃油箱的塑料制品及其商机〔J〕.汽车与配件,技术与市场,APT(No.1)2007-1.〔4〕杨兆国,周宇飞等.汽车用滚塑油箱的开发〔J〕.汽车工艺与材料.AT&M2007-3.〔5〕戚嵘嵘,周持兴等.汽车用塑料燃油箱〔J〕.自然杂志,科技进展,24卷3期.〔6〕颜发清.塑料燃油箱在汽车工业中的应用与发展趋势〔J〕.汽车研究与开发,材料与工艺,1999年第5期.〔7〕朱永彬,刘廷华等.汽车塑料化及其前景〔J〕.塑料,2005年34卷第5期.性能与用途(下)〔J〕.汽〔8〕陈宗蓟.汽车用塑料的品种、车与配件,知识与研究,2003-46.〔9〕彭少贤,陆昶等.汽车用塑料油箱的阻隔技术〔J〕.现代塑料加工应用,2000年12月.〔10〕顾永安.多层共挤汽车塑料油箱的生产及粘合强度的探讨〔J〕.塑料工业,2006年6月,第34卷第6期.〔11〕朱芝培.改性塑料在汽车零部件中的应用〔J〕.化工新型材料,2006年2月,第34卷第2期.〔12〕胡刚,史永红等.多层吹塑汽车燃油箱的应用与发展〔J〕.塑料包装,2004年第14卷第3期.24科协论坛2007年第7期(下)?第12 卷第5 期1998 年9 月中国塑料CHINA PLASTICS V ol 12 No 5 Sep 1998 综述汽车用塑料油箱应用现状与发展趋势臧群传黄玉强刘春阳马爱葵李欣王剑( 齐鲁石化公司树脂加工应用研究所, 淄博255400) 摘要介绍了汽车用塑料油箱的种类、渗漏检测技术、国内外发展状况及趋势。
关键词: 汽车用塑料油箱渗漏检测发展趋势产的汽车塑料油箱使用率达100% 。
0 前言塑料用于汽车时, 汽车工业已经诞生了1 塑料油箱的历史1, 2 大约50 年, 从那时起, 对于汽车来说, 塑料同钢材一样重要。
20 世纪50 年代, OEM 汽车公司首先重视在汽车上使用塑料。
塑料在汽车上的早期应用大多是汽车简单零部件。
自60 年代开始为达到汽车轻量化从而降低制造成本与节省燃油费用的目的, 汽车塑料化得到了重视, 其技术也迅速发展。