法兰冲压工艺性分析
法兰加工工艺分析

毕业论文课题名称法兰加工工艺分析系/专业xxxx班级xxxx学号xxxx学生姓名xxxx指导教师:xxxx2013 年 5 月 16 日摘 要本文名字为法兰工艺与分析。
其中主要阐述的法兰的工艺分析。
法兰又称法兰凸缘盘,它是是管子与管子相互连接的零件,主要连接于管端。
而锻造法兰由锻造和冲压两部分组成。
它是由锻压法兰机的锤头、冲头、相关模具对原材料冲压,从而产生变形,这样活得设计师们设计的形状和尺寸。
在锻造加工中,坯料整体发生明显的塑性变形,有较大的塑性流动;在冲压加工中,坯料主要通过改变各部位面积的空间位置而成形,其内部不出现较大距离的塑性流动。
法兰的锻压主要用于加工金属制件,同时也可用于加工某些非金属,如陶瓷坯、橡胶、砖坯以及复合材料的成型等。
法兰的轧制属于塑性加工,其主要用于生产金属制件等。
中国关于制造行业已有几千年的历史,早在2000多年前,聪明而又智慧的先人就已经应用冷锻工艺制造工具。
不过,经过后期欧洲一些国家的先进技术,法兰的制造相关技术现在已经很成熟了。
关键字:法兰、工艺 、锻造┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊AbstractName for flange forging process and the analysis in this paper. Mainly in this paper, the analysis of the flange of the process .Flange and flange plate, it is the pipe and pipe connected parts, main connection in the pipe end. Consists of two parts, forging and stamping and forging flange. It is by the hammer forging flange machine, punch, die stamping for raw materials, resulting in a deformation, so live the designers design the shape and size. In forging processing, the blank overall obvious plastic deformation occurs, have larger plastic flow; In stamping process, the billet is mainly by changing the space location and shape of each part area, its internal not appear larger distance of plastic flow. Flange forging press is mainly used for machining metal parts, at the same time, can also be used for processing and some nonmetal, such as ceramics, rubber, bricks, and composite material molding, etc.Rolling forging flange belongs to plastic processing, mainly for the production of metal parts, etc. About forging industry in China has several thousand years of history, as early as 2000 years ago, intelligence and wisdom of ancestors has already applied cold forging process manufacturing tools. However, after the late European some countries advanced technology, technology related to forging flange is very mature now.Key words :Flange 、Process 、Forge┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊目录第1章 绪论 (3)1.1 法兰的简介 (3)1.1.1 法兰的历史...............................................................................................3 1.1.2 中国制造行业的发展现状及趋势. (3)1.2 法兰结构 (4)1.2.1 法兰的种类.................................................................................................4 1.2.2 法兰的密封面型式........................................................................................8 1.3 法兰的性能及应用范围. (8)1.3.1 法兰的性能..............................................................................................8 1.3.2 常见法兰的应用范围. (8)第2章 法兰加工工艺分析 (10)2.1 零件的工艺分析.................................................................................................10 2.1.1 零件图分析..................................................................................................................10 2.1.2 零件的工艺分析..........................................................................................................10 2.2 法兰毛坯的选择.................................................................................................11 2.2.1 毛坯锻造和铸造的区别............................................................................11 2.3 工艺规程的确定. (12)2.3.1 基面的选择.............................................................................................12 2.3.2 制定工艺路线.........................................................................................12 2.3.3 刀具的选择.............................................................................................13 2.3.4 切削用量的选择. (14)2.4 法兰加工顺序的选择 (14)2.4.1 确定加工顺序及进给路线.............................................................................15 2.4.2 数控加工方法的拟定..................................................................................15 2.4.3 定位与夹紧...............................................................................................15 2.4.4 数控加工工序卡片的拟定................................................................................15 2.4.5 对刀点与换刀点的确定.............................................................................17 2.4.6 高速切削技术.. (17)2.5 法兰下料与数控编程...............................................................................................................18 2.5.1 法兰材料算料和下料..................................................................................................18 2.5.2 法兰下料工艺..............................................................................................................19 2.5.2 加工工序. (19)┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊2.5.4 数控程序编制.....................................................................................................................20 第3章 法兰的质量检验.. (21)3.1 不锈钢法兰的硬度测试 (21)3.1.1 维氏硬度.........................................................................................................................21 3.1.2 布氏硬度.........................................................................................................................22 3.1.3 洛氏硬度.......................................................................................................23 3.2 常见不锈钢法兰表面处理方法..............................................................................................23 3.3 法兰的超声波检测及包装......................................................................................................23 总结..............................................................................................................................................24 致谢...........................................................................................................................................25 参考文献 .. (26)┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊第1章 绪论1.1 法兰的简介1.1.1 法兰的历史1842年,英国的内史密斯制成第一台蒸汽锤,使锻造法兰进入应用动力的时代。
排气管法兰成形工艺及模具设计
52
精 密 成 形 工 程
2010 年 5 月
头 7 也与毛坯接触, 向上对毛坯进行拉深。上模继 续下行时 , 外缘翻边会结束, 但成形冲头 7 会继续向 上拉深毛坯, 到一定程度后 , 冲头 19 会在毛坯上冲 出一个底孔, 随即成形冲头开始进行圆孔翻边, 并推 动顶块 10 向上运动, 通过卸料螺钉推动打板 18 连 同打杆 17 一同向上运动 , 当下行到一定距离时, 圆 孔翻边及零件中 间部分成形结 束。上模开始 回程 时, 卸料板 6 将随着上模上行而逐渐恢复到原来位 置, 同时压力机打料横杆会打下打杆 17, 推动顶块 10 下行, 进而将零件从凸模 9 的内腔凹模中推出, 完成一个零件的生产全过程。
刘长红等 : 排气管法兰成形工艺及模具设计
51
法兰零件 形状规则, 尺 寸较小, 根 据其工作 特 性, 其精度要求不高, 可定为 IT 14。目前 , 法兰生产 多采用单工序简单模冲压成形, 存在诸多缺点, 亟需 改进。文中阐述了一种新型法兰成形方法, 可保证 较高的生产率和质量。
而言结构复杂, 成本较高, 模具制作周期也较长。
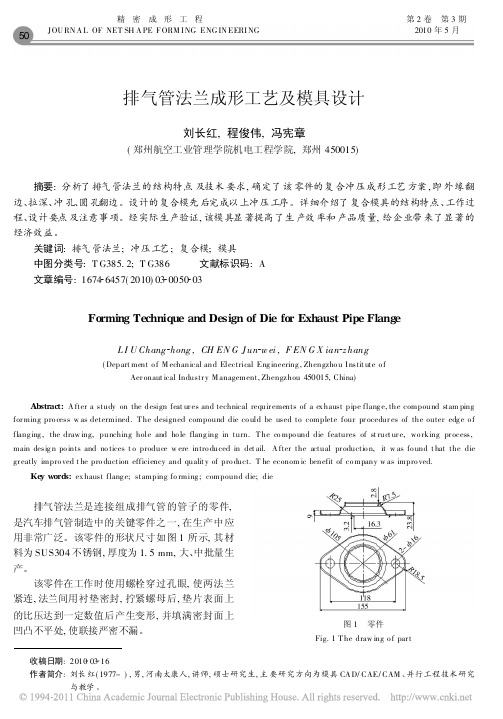
收稿日期 : 2010 03 16 作者简介 : 刘长红 ( 1977- ) , 男 , 河南太康人 , 讲师 , 硕士研究生 , 主 要研究方向为模具 CA D/ CAE/ CAM 、 并行工程技术研究 与教学 。 图1 零件
Fig. 1 T he draw ing o f par t
第2卷
第3期
排气管法兰是连接组成排气管的管子的零件, 是汽车排气管制造中的关键零件之一 , 在生产中应 用非常广泛。该零件的形状尺寸如图 1 所示, 其材 料为 SUS304 不锈钢 , 厚度为 1. 5 mm, 大、 中批量生 产。 该零件在工作时使用螺栓穿过孔眼, 使两法兰 紧连 , 法兰间用衬垫密封 , 拧紧螺母后 , 垫片表面上 的比压达到一定数值后产生变形 , 并填满密封面上 凹凸不平处, 使联接严密不漏。
法兰件的冲压工艺与模具设计概述
法兰件的冲压工艺与模具设计概述法兰件是一种常见的机械零部件,广泛应用于机械、汽车、航空等行业。
冲压是法兰件加工中常见的一种工艺方式,它利用模具将金属板材压制成所需的形状。
本文将从冲压工艺和模具设计两个方面对法兰件的加工过程进行概述。
一、冲压工艺概述1. 冲压工艺的基本原理冲压工艺是利用机械设备将坯料通过模具的协作,使其在一定条件下,产生塑性变形,进而取得优良的成形工艺过程。
冲压过程中,原材料为平板或线形坯料,通过特定的模具形状进入加工区域,受到加工力的作用,被压制成所需形状。
2. 加工工艺流程法兰件冲压工艺的流程一般包括以下步骤:① 材料的切割或开卷;② 材料的坯形成;③ 材料的冲孔;④ 材料的回弹;⑤ 材料的整形;⑥ 材料的切削、冲裁、弯曲或螺纹等成型工序;⑦ 生产过程的质检。
其中,材料的切割和开卷坯形成是成品生产的前置工序。
冲孔和回弹是法兰件冲压最核心的工序,整形贯穿于整个加工过程,而成品的切削、冲裁、弯曲或螺纹等成型工序则是基于成品的需求而生的。
生产过程的质检是法兰件生产过程的必要环节,主要是对加工工艺的合格率和成品的主要质量指标进行检测。
二、模具设计概述1. 模具的基本构成模具一般由复位装置、模具座、上凸模、下凹模、剪切装置、导柱和导套、拉伸装置等组成。
其中,凸模和凹模组成了法兰件真正成型的区域。
2. 模具设计的几个要点(1) 模具的凸模和凹模的尺寸大小和左右要对称;(2) 凸模的侧壁和凹模的底部需斜侧面处理,以利于法兰件在脱模时能够顺利脱离模具;(3) 在法兰件的设计中需要留一些余量的情况下,凹模底部需要加工弯曲过渡,避免切割时残留;(4) 凸模和凹模的表面需要进行抛光处理,确保成品无毛刺,以及在成型时不会夹入其他杂质。
三、加工注意事项1. 金属材质法兰件是金属材质的制品,这就需要制造商在选择板材的时候需要注意该材质的强度、韧性、塑性等参数是否符合制品设计的要求。
在加工过程中,冲压机需要根据实际板材厚度等参数的调整,以确保正常加工。
冲压件工艺分析

冲压件工艺分析①材料:该冲裁件的材料硅钢板,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,只有两个直径为7的孔,比较适合冲裁。
③尺寸精度:可按IT14级确定工件尺寸的公差。
查公差表可得各尺寸公差为: 零件外形:7574.0-mm 67.5074.0- 60074.0-mm 25052.0-mm 15043.0-mmR3.503.0-mm 孔心距:90±0.435mm排样设计及计算由图可知搭边值:两工件间的搭边:a=2.2mm ; 工件边缘搭边:a 1=2.5mm ; 步距为:140mm ; 条料宽度B=(D+2a 1)∆-=(92.2+2×2.5)∆-=97.2一个条料里的材料利用率η为: %100⨯=BSnAη =12x4798÷(97.2×900)×100%= 65.82% 图2 排样图查板材标准,宜选900mm ×1000mm 的钢板,每张钢板可剪裁为10张条料(97.2mm ×900mm ),每张条料可冲12个工件,则η总为:=10009004798120⨯⨯×100%=63.97%即每张板材的材料利用率为63.97%。
%1001⨯=LBnA 总η工艺设计与计算冲压力的计算冲裁力计算:b KLt F τ= 式中:F ——冲裁力 t ——材料厚度K ——系数,一般取值为1.3 L ——冲裁周边长度b τ——材料抗剪强度149.88KN5495.30600.31=⨯⨯⨯=落FKN8.910 5495.30.312d =⨯⨯⨯⨯=π冲F160.86KN10.98149.88 =+=+=冲落F F F 卸料力计算、顶件力计算总冲压力KNF F F F DX 77.181 12.878.04160.86 =++=++=总那么压力机的理论公称压力236.3KN7.781 1.31 3.1=⨯==总F F z查表可得;压力机的公称压力值为250KN确定压力中心由于工件x 方向对称, 根据CAD 软件作图计算,图形如下:可有结论为:压力中心偏移x=33.2918m表刃口尺寸计算主要模具零件结构尺寸凹模板尺寸:凹模厚度:H=kb(≥15mm)H=0.15×104.56=15.7mm凹模边壁厚:c≥(1.5~2)H=(1.5~2) ×15.7=(23.5~31.4)mm 实取c=30mm凹模模板边长:L=b+2c=165mm查《模具设计指导》表5-2标准JB/T 8066.1-1995: 凹模板宽B=160mm 故确定凹模板外形为: 160×160×18(mm)。
法兰盘工艺分析
法兰盘工艺分析
一、零件图分析
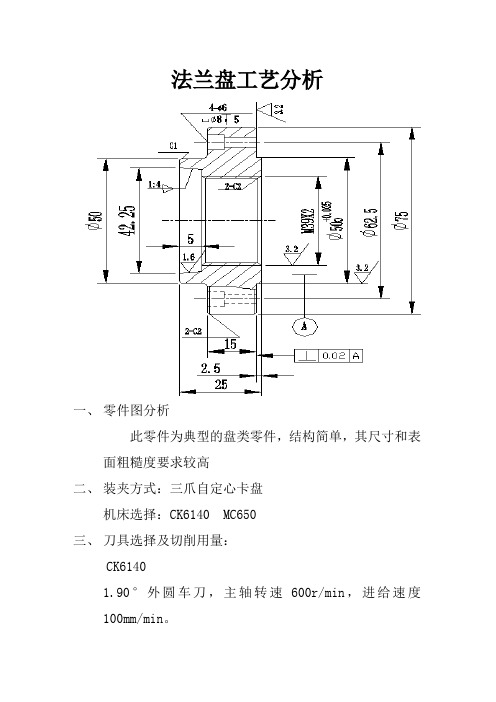
此零件为典型的盘类零件,结构简单,其尺寸和表面粗糙度要求较高
二、装夹方式:三爪自定心卡盘
机床选择:CK6140 MC650
三、刀具选择及切削用量:
CK6140
1.90°外圆车刀,主轴转速600r/min,进给速度
100mm/min。
2.内孔车刀,主轴转速700r/min,进给速度80mm/min。
3.内切槽刀,主轴转速500r/min,进给速度80mm/min。
4.内螺纹刀
MC650
1.中心钻
2.n6麻花钻,主轴转速100r/min,进给速度60mm/min。
3.n12立铣刀,主轴转速100r/min,进给速度60mm/min。
四、工艺路线的拟定
车床工序
(1)工序的划分:
车左端
1)车端面;
2)钻n32孔
3)粗车内孔
4)粗车n50、n75外圆
5)精车n50、n75外圆,至图纸尺寸要求
6) 精车锥度内孔,至图纸尺寸要求
8)切断
车右端
1)车端面,保证工件长度尺寸
2)粗车内孔
3)车M39螺纹
4)精车内孔,至图纸尺寸要求铣床工序
1)中心钻预钻孔
2)钻n6通孔
3)钻n12沉孔
法兰盘加工工艺过程
车端面
车外圆
手动钻
CA6140 、车
、
车端面
车外圆
CA6140 车内孔
车螺纹。
冲压件工艺分析
设 计 说 明 书1.冲件冲裁工艺性分析 (1)材料分析材料Q235普通碳素结构钢,由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
(2)结构分析零件结构简单、左右对称,对冲裁较为有利,(3)精度分析零件上有7个尺寸未标注了公差要求,应按照IT14查得公差为34.00-,2052.00-,R1043.00-,4∅3.00+,43.0012+∅,2*R6036.0- ,2415.0± 2.冲裁工艺方案的确定方案一:+先冲孔再落料。
采用单工序模生产。
方案二:冲孔-落 料 级 进 冲压。
采用 级 进 模 生产。
方案三:采用落料-冲孔同时进行的复合模生产。
方案一进入第二道工序会增大误差,达不到所需要求故不采用。
方案二制作复杂,成本高适用于大批量,小冲压件,而本工件尺寸轮廓大,若采用会增大模具尺寸故排除此方案。
方案三只需要一套模具,工件的精度和生产效率都能满足,模具制作成本不高。
故本方案用先冲孔后落料的方法。
模具结构形式的确定:因为倒装式复合模成形后工件留在上模,只需在上模 装 一副 推 件装置,故采用用倒装式复合模材料Q235 t=2一、 冲裁工艺计算 (一)凸、凹模刃口尺寸计算查表得Z min=0.246,Zmax=0.36, Z max-Z min=0.074.落料件 :3462.00-,2052.00-,R1043.00-. ,R6036.0- ,X=0.5 (3462.00-) : D A =(D max – x △)A0δ+=33.690.030+D T =( D A –Z min) 0T δ-= 33.44400.02- (2052.00-): D A =19.75025.00+ , D T =19.50402.00+(1043.00-):D A =9.68502.00+ , D T =9.439002.0-(R6036.0-) :D A =5.98202.00+ , D T =5.736002.0-冲孔件,4∅3.00+,43.0012+∅,3.0012+∅ : d T =(d min + x △) 0T δ-= 12.21500.02-dA = (d min + x△+ Z min) Aδ+=12.46102.0+4∅43 .0+: dT =4.1500.02-,dA=4.39602.0+孔中心距2415.0±LA=(Lmin+0.5△)±△/8= 25±0.0375排样分析零件形状,应采用单直排的排样方式,零件可能的排样方式有下图所示的两种。
冲压件工艺性分析讲解
冲压件工艺性分析讲解1.材料选择:在冲压件的设计和生产中,材料的选择是至关重要的。
要考虑到冲压件的使用环境和要求,选择适合的材料,如钢板、铝板等。
同时还要考虑材料的可加工性和成本等因素。
2.设计分析:在冲压件的设计过程中,需要进行一系列的分析,如强度分析、变形分析和刚度分析等。
通过这些分析,可以评估冲压件是否满足工作条件和使用要求,并对设计做出相应的改进。
3.成型分析:成型分析是指对冲压件的成型过程进行分析。
通过对冲压件的形状、尺寸和工艺参数进行分析,可以确定合理的成型方案,如冲床模具的设计和工艺参数的选择等。
4.可制造性评估:通过对冲压件的设计和生产工艺的评估,确定其可制造性。
可以评估冲压件的加工难度、工艺性能和成本等因素,从而为冲压件的生产提供指导。
1.数值模拟:利用有限元分析等数值模拟方法,对冲压件的成形过程进行模拟和分析。
通过数值模拟,可以提前发现和解决可能出现的问题,优化成形方案和减少试验成本。
2.试车实验:在冲压件生产过程中,进行试车实验,对冲压件的成形性能进行测试和评估。
通过试车实验,可以验证设计和成形参数的合理性,并对冲压件的质量和性能进行评估。
3.工艺设备评价:评估冲压件的生产工艺和设备的可行性和可靠性。
通过评估工艺设备的技术参数和性能,选择适合的设备和工艺,确保冲压件的生产顺利进行。
4.成本分析:对冲压件的生产成本进行分析和评估。
通过对材料、设备、工艺和劳动力等成本的计算和比较,确定生产成本的构成和控制方案,提高生产效率和降低成本。
冲压件工艺性分析的目的是为了确保产品的质量和生产效率。
通过对冲压件的设计和生产过程进行分析和评估,可以发现和解决潜在的问题,优化冲压板的工艺设计和生产流程,提高产品的质量和生产效率。
同时,工艺性分析还可以为产品的质量控制和工艺改进提供参考和依据。
综上所述,冲压件工艺性分析是冲压件生产过程中不可或缺的环节。
通过对材料、设计、成型和成本等多个方面的分析和评估,可以确保冲压件的质量和生产效率。
法兰盘冲压课程设计

法兰盘冲压课程设计一、课程目标知识目标:1. 学生能理解法兰盘冲压的基本概念,掌握冲压工艺的原理和流程。
2. 学生能描述法兰盘的结构特点及其在工程中的应用。
3. 学生能掌握法兰盘冲压过程中涉及的材料性能、模具结构与设计要点。
技能目标:1. 学生能运用法兰盘冲压的基本原理,独立完成简单的法兰盘冲压工艺设计。
2. 学生能运用相关软件或工具,进行法兰盘模具的简易设计和分析。
3. 学生能通过实际操作,掌握法兰盘冲压设备的基本操作方法和安全规程。
情感态度价值观目标:1. 学生培养对制造工艺的兴趣,激发学习热情,增强实践操作的自信心。
2. 学生养成严谨、细心的学习态度,提高团队合作意识和解决问题的能力。
3. 学生认识到制造业在国家经济发展中的重要性,培养爱国情怀和责任感。
分析课程性质、学生特点和教学要求,本课程目标旨在使学生在掌握法兰盘冲压基本知识的基础上,提高实际操作技能,培养良好的学习态度和价值观。
通过分解课程目标为具体学习成果,教师可针对性地开展教学设计和评估,确保学生达到预期学习效果。
二、教学内容1. 法兰盘基础知识:包括法兰盘的定义、分类、结构特点及其在工程中的应用。
教材章节:第一章第一节2. 冲压工艺原理与流程:讲解冲压的基本概念、工艺流程、常见冲压设备及其操作方法。
教材章节:第二章3. 法兰盘材料性能:介绍法兰盘常用材料的性能、选择原则及其对冲压工艺的影响。
教材章节:第三章第一节4. 法兰盘模具设计与结构:分析法兰盘模具的设计要点、结构类型及其在冲压过程中的作用。
教材章节:第四章5. 法兰盘冲压工艺设计:讲解法兰盘冲压工艺参数的选取、工艺方案设计及其优化。
教材章节:第五章6. 实践操作:安排学生进行法兰盘冲压操作,包括设备操作、模具安装、工艺调试等。
教材章节:第六章7. 安全规程与质量控制:介绍法兰盘冲压过程中的安全操作规程、质量控制措施及常见问题解决方法。
教材章节:第七章根据以上教学内容,制定详细的教学大纲,明确教学安排和进度,确保教学内容科学、系统。
冲压工艺流程分析
冲压工艺流程分析
冲压工艺,简单来说,就是用机器和模具把平平的金属片变成我们需要的各种零件。
这个过程挺有意思的,大概可以分成这么几步:
画图纸,想方案:
先得设计你想要的那个零件长啥样,然后根据这个设计,构思怎么做出模具。
模具就像个定制的印章,金属片就是你的橡皮泥,模具一压,形状就有了。
这时候还得计划好,一共需要几步,每步具体怎么做。
准备好原材料:
找一块适合的金属板,薄厚、硬度都得刚刚好,这样才能保证压出来的零件既结实又好看。
造模具,调一调:
模具得精心打造,做好了还要试试看,确保它压出来的零件和设计的一模一样,没问题了才能正式上阵。
开始压压压:
这一步就是实打实地制作了。
先是用模具把金属板裁剪成想要的基本形状,接着就像折纸一样,弯弯折折,或者像吹气球一样,把它撑开,形成各种立体的结构。
检查检查再检查:
每压完一次,就得仔细看看,尺寸对不对,形状漂不漂亮,有没有毛糙的地方,保证质量过硬。
打磨美化:
如果压出来的东西有点小瑕疵,比如边角有毛刺,就需要打磨光滑。
有时候还得给零件穿上“外套”,比如电镀或者喷漆,让它看起来更高级,耐用性也更强。
最后验收和打包:
所有活儿干完了,最后得再彻底检查一遍,确认没问题,然后包得漂漂亮亮的,准备送出去或者继续组装成更大的东西。
整个过程,就像变魔术一样,把一块平淡无奇的金属板,变成了各种有用的零件。
而且,现在有了电脑帮忙设计和模拟,做起来更精细,效率也更高了。
冲压工艺性检查及检查报告编制标准
冲压工艺性检查及检查报告编制标准对于冲压件的工艺审查内容大致包括两个方面:曲面质量和工艺性 5.1曲面质量:在车身零部件中,冲压件的应用范围包括了车身外覆盖件、内板件及加强板等,由于所处位置及功能的不同其表面质量的要求也不相同:覆盖件的可见表面属于高可见区域,其表面光顺要求很高,必须符合A 级曲面的标准,不允许有波纹、皱纹、暗坑、边缘拉痕、擦伤以及其他破坏表面完美的缺陷。
覆盖件上的装饰棱线、装饰筋条、要清晰平滑、左右对称及过渡均匀。
覆盖件上的装饰棱线在两个件的衔接处应吻合,不允许有错位。
内板及加强板属于极少可见区域或不可见区域的曲面,其表面光顺要求较低,符合C 级曲面标准即可,面与面之间达到相切连续即可。
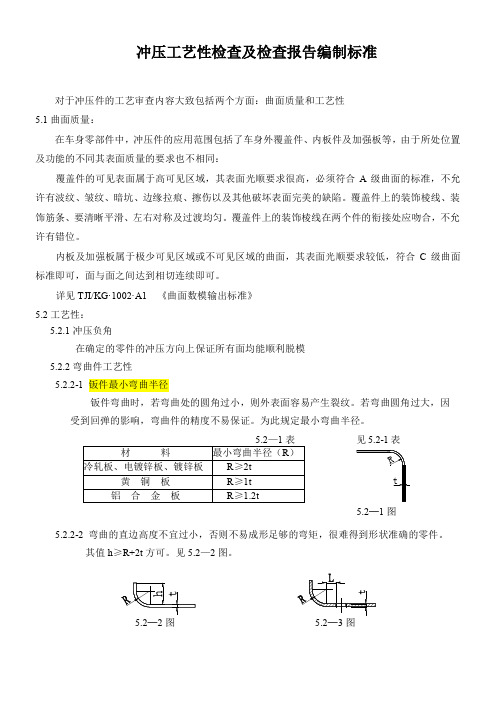
详见TJI/KG·1002·A1 《曲面数模输出标准》 5.2工艺性: 5.2.1冲压负角在确定的零件的冲压方向上保证所有面均能顺利脱模 5.2.2弯曲件工艺性 5.2.2-1 钣件最小弯曲半径钣件弯曲时,若弯曲处的圆角过小,则外表面容易产生裂纹。
若弯曲圆角过大,因 受到回弹的影响,弯曲件的精度不易保证。
为此规定最小弯曲半径。
5.2.2-2 弯曲的直边高度不宜过小,否则不易成形足够的弯矩,很难得到形状准确的零件。
其值h ≥R+2t 方可。
见5.2—2图。
5.2─2图 5.2─3图5.2.2-3 弯曲边冲孔时,孔边到弯曲半径R 中心的距离L 不得过小,以免弯曲成型后会使孔变形。
其值L ≥2t 方可。
见5.2—3图。
5.2.2-4 当a <R 时,弯曲后,b 面靠a 处仍然有一段残余圆弧,为了避免残余圆弧,必须使a ≥R5.2.2-5 在U 形弯曲件上,两弯曲边最好等长,以免弯曲时产生向一边移位。
如不允许,可设一工艺定位孔。
如图5.2—5图。
5.2—5图5.2.2-6 防止侧面(梯形)弯曲时产生裂纹或畸形。
应设计预留切槽,或将根部改为阶梯形。
槽宽K ≥2t ,槽深L ≥t+R+K/2。
冲压工艺分析流程及要点
冲压⼯艺分析流程及要点冲压⼯艺分析流程及要点说明:本规范为TG0数据设计指导。
该系列设计规范⽤于指导结构功能说明、结构布置与尺⼨控制的正向设计,尤其是在没有标杆车的状态下的正向开发;基于本规范完成结构数据TG0版的设计开发。
本规范是TG0版数据的设计指导。
[键⼊⽂字]内容⼀.冲压SE宏观流程⼆.冲压SE流程详解三.根据冲压⼯艺评审表对该数型进⾏分序的理解,理解压型或者拉延以及后序排布四.根据分序理解,在项⽬负责⼈(冲压⼯艺负责⼈)协助下进⾏AF冲压⽅向确定,并导出TIP点五.根据冲压⽅向做成型⼯艺补充,压边圈按要求尽量平缓过渡光顺,并将修边线展出。
调整分模线平滑光顺六.根据项⽬提供信息及材料进⾏成型⼯艺模拟七.对成型模拟结果进⾏分析,此过程需项⽬负责⼈(冲压⼯艺负责⼈)监督完成,根据模拟结果分析要求进⾏反复模拟验证⼋.根据结果分析要求对该产品优化,并提出相应的ECR。
(ECR格式和内容待商定)九.经项⽬负责⼈(冲压⼯艺负责⼈)确认结果分析⽆误后,可开始进⾏UG建型。
并开始正式UG 数据模拟计算并分析结果⼗.根据结果进⾏局部⼩修改,直到模拟结果没问题,将数型数据交给精算⼈员进⾏PAM精算。
根据PAM精算结果进⾏局部修改,同时准备后续翻边整形的粗算及数型数据。
并交给精算⼈员进⾏精算⼗⼀.准备⼯艺数型,根据要求完成数型优化和层的摆放⼗⼆.制作DL图,并优化⼆维图⼗三. 项⽬负责⼈(冲压⼯艺负责⼈)审核完⼯艺数型和DL图后,可提交给项⽬助理整理并最终按节点交付材料注意:红⾊字体为推荐值冲压SE分析流程及要点⼀.冲压SE宏观流程:1. 接到数据在项⽬负责⼈(冲压⼯艺负责⼈)协助下分析⼯艺数据宏观缺陷。
2. 根据冲压⼯艺评审表对该数型进⾏分序的理解,理解压型或者拉延以及后序排布。
3. 根据分序理解,在项⽬负责⼈(冲压⼯艺负责⼈)协助下进⾏AF冲压⽅向确定,并导出TIP点,此过程根据分析结果需反复操作。
4. 根据冲压⽅向做成型⼯艺补充,压边圈按要求尽量平缓过渡光顺,并将修边线展出。
法兰件的冲压工艺与模具设计

法兰件的冲压工艺与模具设计法兰件是机械、汽车等工程领域中常用的一种连接件,具有简单、方便、高效的特点。
法兰件通常由两个平面的环形薄板组成,靠螺栓或焊接等方式连接,广泛应用于管道、水泵、阀门、压力容器等设备中。
法兰件制造的质量直接影响到设备的安全性、密封性以及性能稳定性。
本文将从法兰件的冲压工艺与模具设计两个方面进行探讨。
一、法兰件的冲压工艺冲压是将金属板材、杖材等冲压成形的一种工艺,适用于批量生产,工件精度高、尺寸稳定、表面光洁度高。
如何选择合适的材料、设计合理的工艺流程、合理布置模具以及控制冲压过程中各项参数,都是影响法兰件冲压质量的关键因素之一。
1. 材料的选择法兰件的材料主要有碳钢、不锈钢、铝合金等,其选择应根据使用环境的要求、使用寿命以及经济因素等多方面进行综合考虑。
在材料选择方面,有经验的工程师不仅要熟悉各种材料的物理性能,还要了解材料的硬度、强度、韧性等方面的特点,以确定适合生产要求的材料。
2. 工艺流程的设计工艺流程的设计是冲压工艺中至关重要的一环。
在设计工艺流程时,要考虑到冲压序列的合理性、材料的变形性质、板材的布局和尺寸、纹理方向等多个因素。
在流程设计中,要结合实际情况和生产经验,充分发挥冲压设备的性能优势,将工件制作得更精密、更高效、更经济。
3. 模具的设计和制造在法兰件冲压生产过程中,模具的设计和制造也起到了至关重要的作用。
要根据工件的材料、尺寸、形状、放样尺度等要素来设计模具,保证冲压工艺的顺畅、稳定和高效。
在模具制造方面,要注意选材、开发和加工工艺,保证模具的精度和寿命。
同时,还要对模具进行有效的保养、维修和更换,以确保模具的稳定和可靠的生产效益。
二、模具设计方面的探讨模具是冲压加工中重要的工具,可以作为法兰件批量生产的保障,冲压模具设计也成为了法兰件生产中不可缺少的一个过程。
在法兰件冲压模具的设计过程中,设计师需要了解到冲压件的尺寸、形状、材料等方面,通过运用先进的CAD/CAM/CAE和3D模拟软件等技术手段,完成模具的设计和优化。
法兰盘的冲压工艺流程

法兰盘的冲压工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 材料准备。
选择合适的材料,通常为金属板材,如碳钢、不锈钢等。
法兰盘的结构工艺性
法兰盘的结构工艺性
法兰盘的结构工艺性通常指的是法兰盘的制造、安装以及维修等方面的工艺性能。
考虑法兰盘的结构工艺性对于确保法兰盘的质量和可靠性非常重要。
一般来说,法兰盘的结构工艺性应考虑以下几个方面:
1. 制造工艺性:包括选材、材料加工、焊接等。
需要选择合适的材料,进行必要的材料加工和热处理,以保证法兰盘的强度、耐腐蚀性和耐久性。
同时,在焊接过程中,需要控制焊接参数和焊接质量,避免焊接缺陷对法兰盘的性能产生影响。
2. 安装工艺性:法兰盘的安装涉及到与管道、阀门等设备的连接,需要考虑法兰盘与其他设备的距离、法兰盘的定位、法兰螺栓的紧固力等因素。
安装过程中应注意防止法兰盘变形或受力不均匀,避免影响其密封性能和使用寿命。
3. 维修工艺性:法兰盘在使用过程中有可能发生漏气、渗漏等问题,需要进行维修。
维修工艺性包括拆卸法兰盘的过程和维修方法的选择。
在拆卸过程中应注意避免损坏法兰盘和其他设备,维修时应选择合适的密封材料和维修方法,保证维修后的法兰盘仍具有良好的密封性能。
总之,考虑法兰盘的结构工艺性可以提高法兰盘的制造质量、安装可靠性和维修效率,保证法兰盘在使用过程中的正常运行。
法兰件的冲压工艺与模具设计概述(doc 38页)

法兰件的冲压工艺与模具设计概述(doc 38页)摘要在工业发展大步向前迈进的中国,冲压工艺也在不断发展中占据着越来越重要的地位。
此次设计首先通过计算坯料的尺寸,明确拉深的次数,最终确定了完成工件的加工需要两次拉深。
在这之后以目标工件即法兰件为准,在分析了目标工件和拉深工艺的基础上,根据工序设计要求以及对比了常见的三类模具的优缺点,在其中选择了复合模具完成落料拉深工序。
在之后的设计中,计算了要如何排样,计算各个重要的力,还设计了要如何把板料冲裁为坯料的方案。
在之前的计算和设计的铺垫下,这之后很顺利地计算和设计了模具零件的部分尺寸,如工作部分凸、凹模的刃口尺寸,并根据标准对一些数据进行校核。
然后根据参考资料和标准设计了其他模具零件,如定位零件,卸料零件等等。
在进行了以上计算和设计的基础上,最后绘制出了模具的装配图和零件图。
关键词:落料;拉深;复合模;法兰件ABSTRACTAs the Chinese industry continues to develop, stamping process is becoming more and more important. In this paper, three different stamping processes (single process, composite process and continuous process) of the forming process are compared and analyzed for the punching process and drawing process of the wide flange cylindrical parts. And selected the composite process .The shape, size, nesting, cutting plate scheme, the number of times of drawing, the nature, number and order of stamping process are briefly analyzed. It was determined that two deep drawing is required.The work force, pressure center, mold part of the work size and tolerance calculation, and design of the mold. But also the specific analysis of the main parts of the mold (such as convex and concave die, unloading device, drawing punch, plate, punch fixed plate, etc.) design and manufacturing, convex and concave mold gap adjustment. A detailed list of the parts required for the mold is listed and a reasonable assembly drawing and part drawing are given.Key words: blanking; drawing; composite mold; flanges目录前言 ........................................................................................................................第一章零件的分析 (2)1.1 零件的技术要求 (2)1.2 零件的可拉深性能 (3)1.3 零件的形状及尺寸公差等级要求 (3)第二章工艺分析方案 (4)2.1工序尺寸的计算 (4)2.2模具类型的选择 (5)第3章压力机的选择和成型部件的计算 (8)3.1 搭边值的确定 (8)3.2排样方式 (8)3.3 步距 (9)3.4 计算材料利用率 (10)3.5 计算冲压力与压力中心,选择压力机 (10)3.6 确定压力中心 (11)3.7 校核冲压设备基本参数 (12)3.8 计算凸凹模刃口尺寸 (12)第四章整体方案设计 (15)4.1整体工作原理概述 (15)4.2各零件作用概述 (15)4.3模具的形式 (16)4.4判断是否选用压边圈 (16)4.5拉深模间隙.....................................................................................4.6定位与卸料装置 (17)第五章落料模具零部件结构的确定 (18)5.1凸模结构的设计 (18)5.2 凹模结构的设计 (18)5.3 凸凹模的的结构设计 (19)5.4.冲模的导向装置 (20)5.5.冲模的定位装置.....................................................................5.6.卸料装置 (21)5.7. 确定导向方式...........................................................................5.8 紧固件 (22)5.9 其他零件的设计 (22)第六章成型模具零部件结构的确定 (23)6.1 凸模的设计....................................................................................6.2凸模固定板的设计 (23)6.3凹模结构的设计 (24)6.4 定位套的设计................................................................................6.5 卸料装置........................................................................................6.6紧固件.............................................................................................6.7 导柱导套........................................................................................6.8 模架设计........................................................................................6.9 模柄的设计.................................................................................... 第七章零件加工工艺......................................................................................7.1冲孔凸模加工工艺过程 (28)7.2落料凹模加工工艺过程.................................................................7.3 凹凸模加工工艺过程.................................................................... 总结 .................................................................................................................... 致谢 .................................................................................................................... 参考文献 ............................................................................................................前言1冲压模具在制造业的地位在工业的不断进步的当下,冲压工艺也在不断发展中占据着越来越重要的地位,而且得到了广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要成形加工是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术,或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。
由于模具生产技术的现代化,在现代工业生产中,模具已广泛应用于电动机和电器产品、电子计算机产品、仪表、家用电器产品与办公设备、汽车、军械、通用机械等产品的生产中。
模具技术水平的高低,已成为衡量一个国家制造水平高低的重要标志,并在很大程度上决定着产品的质量、效益和新产品的开发能力。
随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的中要工艺设备,为了适应社会需求,学校举行了课程设计,这次设计是在学习完冲压模具课程的基础上进行的,是对我综合能力的考核,也是对所学知识的综合运用及对所学知识的回顾与检查。
冲压是安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
本文通过在浙江机电职业技术学院的学习,设计法兰零件的冲裁模。
首先对零件工艺分析包括产品结构、尺寸精度极断面粗糙度等分析。
然后初步确定模具结构形式确定排样方案计算材料利用率等,再进行必要的工艺计算设计非标准零件选取标准的零件及设备,最后进行模具的总体设计。
目录1.冲压工艺分析 (3)1.产品结构形状分析: (3)2精度: (4)2.1.冲裁剪断面质量 (4)3.产品材料分析 (4)4. 生产批量: (4)2.工艺方案确定 (4)1)第一方案----单工序逐步加工 (4)2)第二种方案----采用复合模加工成形: (6)3).第三种方案:采用级进模加工成形: (6)3.冲压模的结构确定 (7)1.模具的形式 (7)2.定位装置 (7)3.卸料装置 (7)4.导向零件 (7)5.模具结构 (7)4.冲压工艺计算 (7)一、排料利用率 (8)方案(1)----横排 (8)方案(2)----纵排 (9)方案(3)----斜排 (10)5.冲压力计算及压力机选定 (12)(一)冲压力的计算 (12)(二)压力机的选定 (13)6.凸、凹模刃口尺寸及公差 (14)1.刃口尺寸计算 (14)2、计算压力中心 (16)7.主要工作零件的设计计算 (16)1、落料凹模 (16)○1凹模的长度和宽度L 、 B (17)2、凸凹模的设计 (17)○1凸凹模的壁厚 (17)○2凸凹模的结构及固定 (18)3、卸料弹簧的自由高度 (18)4、凸模的长度 (19)8.定位零件 (20)导料销 (20)9.模架及其零件 (21)1.模架 (21)2.模柄 (23)3.凸模固定板 (23)4.垫板 (23)5.卸料板 (24)6.紧固件 (24)10.典型冲压模具拆装 (25)1.模具的拆装及结构 (25)2.工作原理 (25)11.总结............................................................................................................ 错误!未定义书签。
12.参考文献.................................................................................................... 错误!未定义书签。
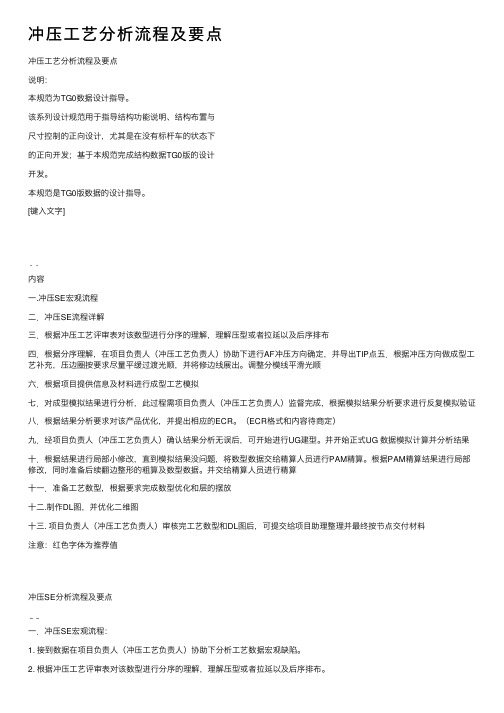
1.冲压工艺分析1.产品结构形状分析:图1-1由零件图可知,产品形状对称且为规则冲孔落料,形状结构简单,无窄槽和尖角,孔与孔,孔与边缘之间最小距离C>1.5t2精度:外形φ44039.0-取13级精度,φ29033.0-取13级精度内形 φ1512.00+取12级精度, φ6.82216.00+取13级精度,冲裁件的经济公差等级不高于IT11级,一般落料件公差等级最好低于16,冲孔件公差等级最好低于IT9级,因此尺寸精度合格。
2.1.冲裁剪断面质量这零件断面质量与材料的塑性、厚度、冲裁间隙、刃口锋利程度、冲模结构以及凸凹模工作部分表面粗糙度值等有关。
因为一般用普通冲裁方式冲2mm 和2mm 以下的金属板料,其断面粗糙度R a 可达到12.5~3.2µm,毛刺允许高度为0.01~0.05mm ;本产品在断面粗糙度和毛刺高度上没有太严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证。
3.产品材料分析冲裁剪所用材料要为08号钢,08钢属于碳素结构钢,经退火后,其力学性能是强度、硬度、和塑性指标适中,经退火后,用冲裁的加工方法是完全可以成形的。
另外,该产品对于表面质量未标注严格的要求,4. 生产批量:该产品是中批量生产,采用冲压加工方法,最好采用复合模和连续模2.工艺方案确定完成此工件需冲孔、落料两道工序,其加工方案分以下几种:1) 第一方案----单工序逐步加工○1冲孔、落料单工序简图如下:图2-1冲孔图2-2落料冲孔、落料单工序模○2落料、冲孔单工序模简图如下:图2-3落料图2-4冲孔落料、冲孔单工序模特点:由于采用单工序模,模具制造简单,维修方便,但生产效率低,工件精度低,不适合中大批量生产。
2)第二种方案----采用复合模加工成形:图2-5冲孔落料冲孔落料复合模特点:生产效率高,工件精度高,但模具制造较复杂,调整维修较麻烦,同时使用寿命短。
3).第三种方案:采用级进模加工成形:图2-6 级进模冲孔落料特点:生产效率高,便于实现自动化,机械化,但模具制造较复杂,调整维修麻烦,而且,工件精度较低。
综合考虑:选择第二种方案,冲孔落料复合模。
送料方式:手动送料。
3.冲压模的结构确定1.模具的形式根据零件图分析,该工件有三个孔,如采用正装式复合模,操作不方便,此外,该工件没有较高的平直度需求,工件精度要求也很低,所以从操作方便,模具制造简单等方面考虑,但是经初步校核之后壁厚不满足倒装结构,所以采用正装式复合模。
2.定位装置板料定位靠导料销和挡料销完成,以为该模具采用的是条料,控制条料的送进方向采用的是导料板,无侧压装置。
控制条料的送进步距采用的是挡料销定距。
3.卸料装置①条料的卸除采用弹性卸料板,同时用倒装式复合模,所以卸料板安装在下模。
②工件的卸除采用打料装置,将工件从凹模中顶出推下,落在模具工作面上。
③冲孔废料的卸除采用下模座上漏料孔排出。
4.导向零件针对本产品精度要求不太高,采用滑动式导柱导套进行导向即可。
5.模具结构本次设计决定采用对角导柱模架。
4.冲压工艺计算一、排料利用率方案(1)----横排图4-1横排搭边查表4-18得a =1.8,a 1=1.5与条料间的间隙查表4-19得z =0.5,条料宽度公差查表4-20得 △=0.2D max =290△-B =z a D ++2max =020.01.33-L=a 12/44+=23.5S=44+a 1=45.5B 0=B+Z=33.1+0.5=33.6图4-2竖排搭边查表4-18得a =1.8,a 1=1.5与条料间的间隙查表4-19得z =0.5,条料宽度公差查表4-20得 △=0.2D max =440△-B =z a D ++2max =48.1020.0-L=a 12/29+=16S=a 129+=30.5B 0=B+Z=48.1+0.5=48.63)图4-3斜排 搭边查表4-18得a =1.8,a 1=1.5与条料间的间隙查表4-19得z =0.5,条料宽度公差查表4-20得 △=0.2D max =290△-B =z a D ++2max =020.01.33- L=a 1225.1422+-=16.5+1.5=18 S=2a 1225.1422+-=34.5板料的裁剪(a )纵剪 (b ) 横剪 图4-4对于方案(1)要加工的零件的面积为S 1=881.385一个进距内的材料率用率根据公式(4-19)ŋ=S1/BS⨯100%=881.385/(33.1⨯45.5)⨯100%=58.5%板料横剪时的条料数n1=2000/B=2000/33.1=60.4条可冲裁60条每条件数n2=1000/S=1000/45.5=21.9件可冲21 件板料可冲总件数n=n1⨯n2=1260件横剪是板料利用率ŋ12=n S1/2000⨯1000=55.5%板料纵剪时的条料数n1=1000/B=1000/33.1=30.2条可冲裁30条每条件数n2=2000/S=2000/45.5=43.9件可冲43件板料可冲总件数n=n1⨯n2=1290件纵剪是板料利用率ŋ12=n S1/2000⨯1000=56.8%对于方案(2)要加工的零件的面积为S1=881.385一个进距内的材料率用率根据公式(4-19)ŋ=S1/BS ⨯100%=881.385/ (48.1⨯30.5)⨯100%=60.1%板料横剪时的条料数n1=2000/B=2000/48.1=41.5条可冲裁41条每条件数n2=1000/S=1000/30.5=32.7件可冲32 件板料可冲总件数n=n1⨯n2=1312件横剪是板料利用率ŋ12=n S1/2000⨯1000=57.8%板料纵剪时的条料数n1=1000/B=1000/48.1=20.7条可冲裁20条每条件数n2=2000/S=2000/30.5=65.5件可冲65件板料可冲总件数n=n1⨯n2=1300件纵剪是板料利用率ŋ12=n S1/2000⨯1000=57.3%对于方案(3)要加工的零件的面积为S1=881.385一个进距内的材料率用率根据公式(4-19)ŋ=S1/BS ⨯100%=881.385/ (33.1x41.4)⨯100%=64.2%板料横剪时的条料数n1=2000/B=2000/33.1=60.4条可冲裁60条每条件数n2=1000/S=1000/41.4=24件可冲24 件板料可冲总件数n=n1⨯n2=1440件横剪是板料利用率ŋ12=n S1/2000⨯1000=63.5%板料纵剪时的条料数n1=1000/B=1000/33.1=30.2条可冲裁30条每条件数n2=2000/S=2000/41.4=49件可冲49件板料可冲总件数n=n1⨯n2=1470件纵剪是板料利用率ŋ12=n S1/2000⨯1000=64.7%综上所述,方案(3)纵剪材料利用率最高,同时有没有改变原零件图的形状,所以要选择方案(3)纵剪这种方案。
冲压力计算及压力机的选定5.冲压力计算及压力机选定(一)冲压力的计算材料是08号钢经退火后材料抗剪强度查表2-3得σb =255-353Mpa 则取σb=280Mpa卸料力系数(k x)、推件力系数(k t)、顶件力系数(k d)查表4-22得:k x =0.04~0.05 则取k x=0.04 k t =0.055 k d =0.06平刃口模具的冲裁力根据公式(4-18)F= KL tσb修正系数K=1.3 零件图中落料件周长L=111.65冲孔件周长L=91.061)落料冲裁F落料力F落料力= KL tσ=1.3⨯111.65⨯280=40640.6Nb2)冲孔冲裁F冲孔力F冲孔力=33145.84F冲裁力= F落料力+F冲孔力=73786.44N3)卸料力F卸料力F卸料力=k x⨯ F落料力=0.04⨯43543.5N=1625.624 N 4)推件力F推件力假设凹模刃口直壁高度h=6则3h=tn2/6=/=F推件力=n k t F冲孔力=3⨯0.055⨯33145.84=5469.06N5)顶件力F顶件力F顶件力=k d(F落料力+F冲孔力)=0.06⨯(73786.44+33145.84)=4277.29N 6)总冲压力F总F总= F冲裁力+ F卸料力+ F推件力=80881.124N(二)压力机的选定对于冲裁工序,压力机的标称压力应大于或等于冲裁时的总冲压力的1.1倍,即根据公式(4-23)~3.1≥p F总= 88969.23N到105145.4612N~)3.11.1(通过查表3-5 初选压力机的型号J23-16,其主要技术参数如下:公称压力 160KN滑块的行程 55mm最大闭合高度 220mm闭合高度调节量 45mm工作台尺寸 300x450mm工作台孔尺寸 160x240xφ210mm模柄孔尺寸φ40x60mm垫板厚度 40mm6.凸、凹模刃口尺寸及公差1.刃口尺寸计算由图可知,该零件属于无特殊要求的一般冲孔、落料,216.0082.6+φ1512.00φ+ 15.030± 由冲孔获得; 44039.0- 29033.0φ- 7R 由落料获得。