手机常用塑胶材料(1)-----PC
手机常用塑胶材料.
手机常用塑胶材料(1)-----ABSABS塑料一、ABS塑料简介ABS为丙烯氰(23%~41%)、丁二烯(10%~30%)和苯乙烯(29%~60%)三种单体共聚而成的聚合物,英文名称Acrylonitrile-Butadiene-Styrene,简称ABS。
ABS的制造有混炼法和接枝法两种,合成的ABS有中冲击型、高冲击型、超高冲击型及耐热型四类。
ABS最初是在PS改性基础上发展起来的,由于其具有韧、刚、硬的优点,其用量与PS相当,而应用范围已远远超过PS,成为一种独立的塑料品种。
ABS即可用于普通塑料又可用于工程塑料。
混炼法ABS最早由美国橡胶公司于1946年开发,接枝法ABS由美国Marbon公司于1954年首先合成。
到2000年,ABS的生产能力可达85万t/a(包括AS),具体生产厂有台湾奇美惠州工厂(300kt/a)、吉林石化公司树脂厂(100kt/a)、大庆石化总厂(55kt/a)、抚顺石化公司(50kt/a)、盘锦乙烯公司(50kt/a)、台湾太平洋公司镇江厂(40kt/a)、齐鲁石化公司(40kt/a)、上海高桥石化公司(40kt/a)、广州石化总厂(40kt/a)、上海石化总厂(30kt/a)、上海大赛路配料有限公司(30kt/a)、上海高桥石化公司(AS、30kt/a)、韩国LG公司宁波用兴化工有限公司(30kt/a)、兰州化学工业公司(20kt/a)、洛阳铭腾塑料有限公司(15kt/a)、兰州化学工业公司(AS、15kt/a)、盘锦有机化工二厂(10kt/a)。
二、ABS塑料的结构性能1.ABS塑料的结构ABS大分子主链由三种结构单元重复连接而成,不同的结构单元赋予不同的性能:丙烯氰,耐化学腐蚀剂性好、表面硬度高;丁二烯,韧性好;苯乙烯,透明性好、着色性、电绝缘性及加工性。
三种单体结合在一起,就形成了坚韧、硬质、刚性的ABS树脂。
不同厂家生产的ABS因结构差异较大,所以性能差异也较大。
手机外壳材质与工艺
手机制造相关工艺一,壳体材料1、PC聚碳酸酯(Polycarbonate) ,不能电镀聚碳酸酯是一种热塑性工程塑料,聚碳酸酯有优良的电绝缘性能和机械性能,尤其以抗冲击性能最为突出,韧性很高,透明度高(誉为“透明金属”)、无毒、加工成型方便。
它不但可替代某些金属,还可替代玻璃、木材等。
日常常见的应用有光碟,眼睛片,水瓶,防弹玻璃,护目镜、银行防子弹之玻璃、车头灯等等.PC性能优越,但其价位高.手机上多用于壳体塑材,和键盘.2、ABS工程塑料适合电镀.耐热性/抗冲击差(透明的ABS透明度不高)手机上多用于电镀件.3、PC+ABSPC与ABS共混物可以综合PC和ABS的优良性能,一方面可以提高ABS的耐热性、抗冲击和拉伸强度,另一方面可以降低PC成本和熔体粘度,改善加工性能,减少制品内应力和冲击强度对制品厚度的敏感性。
手机上多用于壳体塑材.4、PMMA俗称有机玻璃,又叫压克力或亚克力. 透明度是所有塑料中最高的无与伦比的高光亮度, 韧性好,不易破损;色彩鲜艳,可满足不同品位的个性追求。
但其耐溶剂性差,且不耐冲击,(易碎)我国PMMA主要消费领域为广告灯箱、标牌、灯具、浴缸、仪表、生活用品、家具等中低端市场.手机上多用于屏幕lens和camera lens5、Rubber橡胶,质地软,可塑性强.手机上多用于塞子和键盘金属也有很少型号用金属做外壳,拉丝铝合金壳,不锈钢电池盖等.带颜色的铝合金是表面氧化的作用结果.二:手机外观效果1,注塑色节省成本免喷漆部件,颜色即注塑件母料的颜色,常见黑色和白色,多用于低端机. 外观纹理有麻面和光面之分麻面,即表面模具内火花纹,亚光磨砂质感.火花纹可以控制粗细,也可以是规则的图案阵列.光面,即表面模具内抛光,高光效果.塑壳不适宜表面丝印字符.2,喷漆喷漆一般是喷两层,特别点的喷三层颜色由底漆决定表面效果由面漆决定喷漆中可添加银粉和珍珠粉等, 所以比注塑壳的颜色漂亮.A,最常见的是UV漆UV漆是Ultraviolet Curing Paint 的英文缩写。
手机常用塑胶材料
充电器外壳 特点:无卤阻燃
高抗冲 耐疲劳 高阻燃
可用于双色模的手机壳,流动性好
今年开发的 材料。 常用
常用,多应 常用于带金属件的手机面壳,特点:跟PC对比,收缩率更小、刚性更好 用于智能手
机
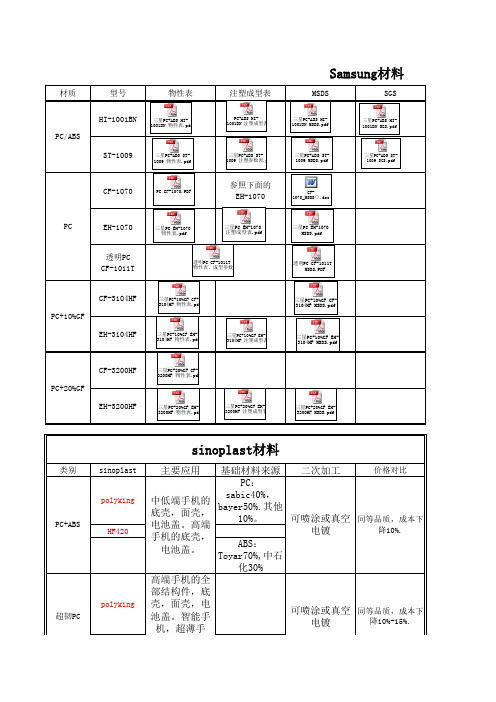
此为三星内部的称呼,其实是CF-3104HF
常用,多应 常用于带金属件的手机面壳,特点:跟PC对比,收缩率更小、刚性更好 用于智能手
机
此为三星内部的称呼,其实是CF-3200HF
电镀
降10%-15%.
类别
型号
物性表/MSDS
LG材料
PC
SC1004ML
SC1004ML
PC
GN1006FM
PC+ABS GN5001RFH
PC+ABS
HP5004
品牌
材质
型号
GN1006
GN5001RFH
HP5004
奥能材料
物性
MSDS
SGS
PC/ABS
H1020HF
H1020HF
PC 奥能
H2014
三星PC+20%GF EH3200HF 注塑成型表.pdf
三星PC+20%GF EH3200HF MSDS.pdf
类别 PC+ABS
超韧PC
sinoplast材料
sinoplast polyking
HF420
polyking
主要应用 基础材料来源 二次加工
价格对比
PC:
中低端手机的 底壳,面壳, 电池盖。高端 手机的底壳,
三星PC EH-1070 注塑成型表.pdf
三星PC EH-1070 MSDS.pdf
手机结构设计
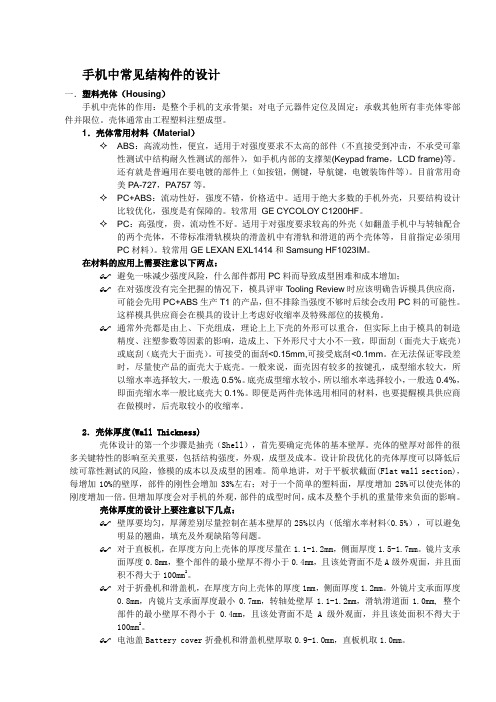
手机中常见结构件的设计一.塑料壳体(Housing)手机中壳体的作用:是整个手机的支承骨架;对电子元器件定位及固定;承载其他所有非壳体零部件并限位。
壳体通常由工程塑料注塑成型。
1.壳体常用材料(Material)✧ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。
目前常用奇美PA-727,PA757等。
✧PC+ABS:流动性好,强度不错,价格适中。
适用于绝大多数的手机外壳,只要结构设计比较优化,强度是有保障的。
较常用GE CYCOLOY C1200HF。
✧PC:高强度,贵,流动性不好。
适用于对强度要求较高的外壳(如翻盖手机中与转轴配合的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用PC材料)。
较常用GE LEXAN EXL1414和Samsung HF1023IM。
在材料的应用上需要注意以下两点:避免一味减少强度风险,什么部件都用PC料而导致成型困难和成本增加;在对强度没有完全把握的情况下,模具评审T ooling Review时应该明确告诉模具供应商,可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
通常外壳都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素的影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
可接受的面刮<0.15mm,可接受底刮<0.1mm。
在无法保证零段差时,尽量使产品的面壳大于底壳。
一般来说,面壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大,一般选0.5%。
底壳成型缩水较小,所以缩水率选择较小,一般选0.4%,即面壳缩水率一般比底壳大0.1%。
手机按键常用的塑胶材料

四、 TPU (聚甲醛)
TPU是热塑性弹性体,具有高张力、高拉力、强韧耐磨耐老化之特性,且耐低温性、耐气候性、耐油、耐臭氧性能为强性纤树脂。
五、 POM (聚甲基丙烯酸甲脂)
POM系高结晶、乳白色料粒,很高刚性和硬度;耐磨性及自润滑性仅次于尼龙(但价格比尼龙便宜),且有较好的韧性,温度、湿度对其性能影响不大;耐反复冲击性好过PC及ABS;耐疲劳是所有塑料中最好的。 结晶性塑料,原料一般不干燥或短时间干燥(100℃,1-2H);流动性中等,注塑速度宜用中、高速;温度控制:料温:170-220℃,注意料温不能太高,240℃以上会分解出甲醛单体(熔料颜色变暗),使胶件性能变差及腐蚀模腔;模温:80-100℃,控制运热油;压力参数:注射压力100MPA,背压0.5MPA,,正常啤塑宜采用较高的注射压力,因流体流动性对剪切速率敏感,不宜单靠提高料温来提高流动性,否则有害无益。赛钢收缩率很大(2-2.5%),须尽量延长保压时间来补缩改善于缩水现象。模具方面:POM具有高弹性材料,浅的侧凹强以强行出模,注射浇口宜采用大入水口流道,整段大粗为佳。
模具方面要求较高:设计尽可能粗而短弯曲位少的流道,用圆形截面分流道及流道研磨抛光等为使降低熔料的流动阻力;注射浇口可采用任何形式的浇口,但入水直径不小于1.5mm;材料硬,易损伤模具,型腔、型芯经淬火处理或镀硬(CR);啤塑后处理:用PE料过机;PC料分子键长,阻碍大分子流动时取向和结晶,而在外力强。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
A(丙烯腈)---占20%-30%,使胶件表面较高强度,提高耐磨性,耐热性。
手机常用塑胶材料简介共31页文档
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
手机常用塑胶材料简介
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种பைடு நூலகம்德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
手机常用塑胶材料_PC

手机常用塑胶材料(1)-----PC聚碳酸酯(PC)一、简介聚碳酸酯是指大分子链由碳酸酯型重复结构单元组成的一类聚合物,英文名称Polycarbonate, 简称PC。
依具体组成不同,PC可分成脂肪族、脂环族和芳香族脂肪-芳香族三类,工程上具有实际应用价值的为芳香族PC,并以产量最大、用途最广的双酚A型PC为主。
PC的突出性能是优异的冲击性和透明性,优良的力学性能和电绝缘材料性,使用温度范围广(-130~100ºC),尺寸稳定性高,耐蠕变性高,是一种集刚、硬、韧与一体材料的典型代表。
PC的主要缺点为吸湿性能大、加工易产生气泡及银丝,制件易产生残余内应力、并对缺口敏感性大,耐疲劳性低、磨擦性及耐磨性不好。
二、结构性能1. PC的结构PC的分子链中含有多种基团,它所表现的性能为各种基团的综合反映。
亚苯基,提供刚性、力学性能和耐化学稳定性能;湠基,增加刚性;酯基,易吸水、电性差、耐化学稳定差;氧基,赋予韧性。
由于PC大分子主链的刚性和体积效应,使其结晶能力差,基本属于无定性聚合物,具有优异的透明性。
2. PC的性能PC的性能如表1所示。
表1 PC及玻璃纤维PC的性能性能 PC 30%玻璃纤维PC相对密度 1.2 1.45吸水率/% 0.15 0.1成型收缩率/% 0.5 0.2拉伸强度/Mpa 56~66 132拉伸模量/Mpa 2100~2400 10000断裂伸长率/% 60~120 <5弯曲强度/Mpa 80~85 170弯曲模量/Mpa 2100~2400 --压缩强度/Mpa 75~80 120~130剪切强度/Mpa 35 --缺口冲击强度/(KJ/m2) 17~24 8洛氏硬度 M80 M90疲劳极限106次/Mpa 10.5 --热变形温度(1.82Mpa)/℃ 130~135 146长期使用温度/℃ 110 130线膨胀系数/(x10-5k-1) 7.2 2.7热导率[W/(M•K)] 0.2 0.13体积电阻率/(Ω•cm) 2.1×1016 1.5×1016 介电常数(106Hz) 2.9 3.45介电损耗角正切值(106Hz) 0.0083 0.0070介电强度/(kV/mm) 18 19耐电弧/s 120 120(1) 一般性能PC为透明、呈微黄色或白色硬而韧的树脂,燃烧时发出花果臭味、离火自熄、火焰呈黄色、熔融起泡。
制作手机的材料

制作手机的材料手机制作材料手机作为现代人们日常生活中不可或缺的物品,其制作材料也是至关重要的。
在手机制作过程中,各种材料的选择直接关系到手机的质量、性能和使用寿命。
下面将介绍手机制作中常用的材料及其特点。
1. 金属材料金属材料是手机制作中常用的材料之一,主要包括铝合金、不锈钢等。
这些材料具有良好的强度和耐用性,能够有效保护手机内部零部件不受外部冲击和压力的影响。
此外,金属材料还具有良好的散热性能,能够有效地将手机内部产生的热量散发出去,保持手机的稳定性能。
然而,金属材料也存在一定的缺点,比如重量较大、容易受到腐蚀等。
2. 塑料材料塑料材料是手机制作中使用最广泛的材料之一,主要包括聚碳酸酯(PC)、聚酰胺(PA)、聚丙烯(PP)等。
这些材料具有重量轻、耐磨、绝缘等优点,能够有效降低手机的整体重量,提高手机的携带便利性。
此外,塑料材料还具有良好的加工性能,能够满足手机外壳的复杂造型和个性化设计需求。
然而,塑料材料也存在一定的缺点,比如耐高温性能差、易老化等。
3. 玻璃材料玻璃材料在手机制作中主要用于手机屏幕和摄像头镜头等部件。
玻璃材料具有优异的透光性和硬度,能够有效保护手机屏幕不受划伤和碎裂的影响。
此外,玻璃材料还具有良好的抗腐蚀性能,能够有效延长手机屏幕和摄像头的使用寿命。
然而,玻璃材料也存在易碎、重量较大等缺点。
4. 电子材料电子材料是手机制作中不可或缺的材料之一,主要包括硅、锗、镓等半导体材料。
这些材料具有良好的导电性和半导体性能,能够有效支撑手机内部电子元件的正常工作。
此外,电子材料还具有良好的稳定性和可靠性,能够有效保障手机的性能和使用寿命。
然而,电子材料也存在价格较高、加工难度大等缺点。
综上所述,手机制作中的材料选择直接关系到手机的质量和性能。
不同的材料具有不同的特点和适用范围,手机制造商需要根据手机的设计定位和用户需求来选择合适的材料,以确保手机具有良好的品质和用户体验。
同时,随着科技的不断发展和进步,手机制作材料也将不断更新和升级,以满足人们对手机的不断提升的需求。
手机设计常用塑胶知识
常用塑胶材料基本知识ABSABS是工程塑料,应用非常广泛。
1.ABS料的构成:ABS由丙烯腈、丁二烯、苯乙烯构成,丙烯腈主要具有耐化学性和热稳定性,丁二烯具有韧度和冲击强度,苯乙烯则使ABS具有硬度和可加工性。
三种材料组合形成综合性的塑料。
2.ABS的优点:具有良好的综合性能,容易配色,强度高,耐冲击,注塑流动性好,表面易处理,优良的耐热、耐油性能和化学稳定性,尺寸稳定,易机械加工。
3.ABS的缺陷:1〉不耐有机溶剂,会被溶胀,也会被部分有机溶剂所溶解。
2〉耐性性能不够好,普通ABS的热变形温度仅为95~98℃.4.ABS的改性。
ABS能与其他许多热塑性塑料共混,以改进这些塑料的加工和使用性能。
1〉将ABS加入PVC中,可提高其冲击韧性、耐燃烧性、抗老化和抗寒能力,并改善其加工性能。
2〉将ABS加入PC共混,可提高抗冲击强度和耐热性。
3〉在ABS中添加阻燃剂可提高防火性能,添加玻璃纤维增加强度等。
5.透明ABS 将ABS中的丙烯腈成分用甲基丙烯酸甲酯替代,可制出透明材料,即通常所说的透明ABS。
6.常用表面处理1〉水镀,需使用电镀级的ABS,其余ABS水镀效果不好。
2〉真空镀。
3〉喷油,能喷出各种颜色,各种效果。
4〉丝印、移印、烫金。
7.密度、连接方式及适用范围密度:1.03~1.07g/cm3;连接方式:卡扣、螺钉、热熔、超声、胶水等。
适用范围:游戏机外壳、家电制品、日常生活用品外壳、电子产品外壳等。
模具注塑常用收缩率:0.5%。
8.注塑工艺条件1〉干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为在80~90℃下最少干燥2H。
2〉熔化温度:210~280℃;建议温度245℃.3〉模具温度:25~70℃(模具温度将影响光洁度,温度较低则导致光洁度较低)。
4〉注射压力:500~1000bar。
5〉注射速度:中高速度。
PPPP中文名为聚丙烯,是很常用的塑料之一,俗称百折胶。
手机常用塑胶材料简介-新
1. 手机产品分类 2. 手机典型产品常用材料介绍 3. 产品注塑成型模具及后加工 4. 手机产品发展趋势及材料需求1. 结构部件: 2. 光学部件: 3. 内部零组件:1. 材料选择:要考不同的部件使用材料有不同的特点要求﹐在选择材料时需虑到其产品功能特点,主要包括以下一些因素.A. 产品的功能性 (需要刚性﹐耐磨性还有韧性﹐或是其它要求)B. 产品的后续加工 (如电镀﹐烤漆及移印或是其它的装配手段)C. 产品的结构特点 (如壁厚变化状况﹐尺寸长度﹐从而决定材料流动性)D. 产品的成型性及模具结构状况 (模具成型是否对材料有特殊要求)结构部件产品材料性能特点介绍:• 流动性好满足产品薄小发展趋势(高流动性,高流长比); • 冲击强度高, 特别是低温下冲击强度之保持性; • 高档化结合多项功能(摄像头、PDA、大屏幕LCD)﹐要求材料有更高的弹性模量及拉伸强度; • 尺寸稳定性佳,来满足产品精度要求及不同尺寸部件的互配性; • 低翘曲,满足产品平面度(<0.20mm) • 良好表面外观,特别是针对加玻纤材料(配合相应咬花度)﹐ • 满足产品表面烤漆电镀之要求(耐化学溶剂腐蚀﹐表面极性活 化,热变形温度高) • 高的生产性及低的成本(低密度)结构部件产品材料种类及技朮指标:主要材料有 :PCPC/ABSABSPBT+PET+GF NYLON+GF主要技朮指标﹕ 熔融指数 (流动性) 冲击强度 (韧性)抗折模量 (刚性) UL防火等级 (防火性)PC (Polycarbonate) 的主要性能中 文 名: 聚碳酸酯GE: 141R FXD141R材料特点: 中等粘度, 冲击强度高,具有一定刚性 具有特殊视觉散射效果 耐化学溶剂稍差 流动性稍差,对产品设计及 成型有较高要求.PC (Polycarbonate) 的主要性能中 文 名: 聚碳酸酯GE: ML6339R EXL1414材料特点: 低温下冲击韧性强, 材料流动性中等; 化学改性,更佳耐溶剂性 材料耐热稳定性不是太好PC/ABS 的主要性能GE: C1000HF C1200HF材料特点: 高流动性,满足成型薄壁产品; 材料优良的韧性(包括低温下韧性) 更高热变形温度,满足产品烤漆要求; 材料刚性稍差PC/ABS 的主要性能GE: MC1300材料特点: 专用电镀级材料; 优良成型性 材料成分配比特殊; 能满足电镀产品成型要求电镀处理需用特殊工艺PA+GF 材料的主要性能材料特性: 高强度及高刚性; 低吸湿性, 低模收缩,高尺寸稳定性; 优良产品外观; 高模温成型; 材料结晶速度慢,产品毛边; 材料价格高;ABS 的主要性能无嗅,无味,可缓慢燃烧.表面光泽好良好的冲击强度,尤其是低温冲击强度使用温度广良好的拉伸强度,弯曲强度.耐蠕变,耐磨性好不耐有机溶剂,如溶于酮,醛,酯及氯化烃而形成乳浊液(ABS胶浆)主要性能:透光率高﹐应力双折射小;流动性好,表面硬度大,耐刮伤,耐磨,冲击强度能满足产品测试功能要求.低吸水率﹐避免尺寸变化及影响透光性光学部件光学部件产品材料种类及技朮指产品材料种类及技朮指产品材料种类及技朮指标标:材料种类:PMMA 光学级PC内部零组件产品材料性能特点介绍内部零组件产品材料性能特点介绍::主要性能要求:密封减震性 手感舒适性及防滑性 优良回弹性防止按键失效 耐磨性 电气优良性材料种类: TPE (power key)TPUPOM (转轴及其它产品)PA+GF (转轴)硅树脂TPE:GLS 7703-45AAES 201-73A材料特点:减震作用耐热老化性,耐化学溶剂性好低温下韧性各种各样的表面硬度,优良手感满足产品不同需求材料特点:优异的回弹性一般用于压铸成型透明性,可着色硅树脂材料性能与手机产品功能测试机械测试机械测试:: Impact durability (材料冲击强度/伸长率) Bend and twist (弯曲强度/扭曲强度) cycle tests (回弹性/压缩强度) pull off /pull in tests (附着力/摩擦系数)wearing endurance (耐磨性/表面硬度/耐划伤) water test (材料吸水性/吸湿性)环境测试环境测试:: 低温 (低温韧性) 高温 (热变形温度)冷热高低温循环 (热膨胀系数)盐雾 (耐化学溶剂)产品模具成型及后加工模具特点:尺寸精度,配合精度及稳定性要求高一模多穴,要求流道平衡模具表面要求高;模具寿命 (100万次)适应手机薄壁产品的成型特点模具结构模具结构:: 两板模(热浇道)﹕产品表面痕迹小,省料头;三板模三板模﹕﹕适用于点浇口自动脱落,避免后续处理,还可以降低模具成本(相对于热浇道来说)浇口浇道: 以圆形浇道,点浇口,阀浇口,潜伏式浇口及边缘浇口为主滑块: 用于侧抽芯成型孔斜顶块: 避免滑块抽芯,可以简化模具结构顶针(顶管):高压高速射出成型,对顶出机构有很高要求喷涂:达到所需要的颜色外观,保护产品表面,要求材料有一定的耐化学溶剂能力及较高热变形温度电镀:达到表面金属效果 满足产品特殊要求,象EMI 防护对材料成分及产品成型有特殊要求,要求其产品表面能被粗化以达到金属沉积的目的移印:产品背面局部印刷加UV硬化,可起装饰作用IMD(模内转印模内转印)):成型及表面装饰一次性完成;可对产品表面进行处理,提高其表面硬度;加工成本高;产品发展趋势及材料需求手机高文件化、、网络化,功能更多,结合PDA 摄像头等多项附属部3G手机高文件化件,要求材料高模量,高尺寸稳定性;大屏幕彩色显示屏,背光板透光性要求高;色彩外观更多,或烤漆或电镀;更小更薄更轻;机构设计更巧妙,要求材料功能可以满足特殊设计;。
手机常用塑料

、简介聚碳酸酯是指大分子链由碳酸酯型重复结构单元组成的一类聚合物,英文名称Polycarbonate, 简称 PC。
依具体组成不同,PC可分成脂肪族、脂环族和芳香族脂肪-芳香族三类,工程上具有实际应用价值的为芳香族 PC并以产量最大、用途最广的双酚A型PC为主。
PC 的突出性能是优异的冲击性和透明性,优良的力学性能和电绝缘材料性,使用温度范围广(-130~100ºC),尺寸稳定性高,耐蠕变性高,是一种集刚、硬、韧与一体材料的典型代表。
PC 的主要缺点为吸湿性能大、加工易产生气泡及银丝,制件易产生残余内应力、并对缺口敏感性大,耐疲劳性低、磨擦性及耐磨性不好。
^7 df于夕▲▲于夕木只二、结构性能1 . PC 的结构PC的分子链中含有多种基团,它所表现的性能为各种基团的综合反映。
亚苯基,提供刚性、力学性能和耐化学稳定性能;湠基,增加刚性;酯基,易吸水、电性差、耐化学稳定差;氧基,赋予韧性。
由于PC大分子主链的刚性和体积效应,使其结晶能力差,基本属于无定性聚合物,具有优异的透明性。
2. PC的性能PC的性能如表1所示。
表1 PC及玻璃纤维PC的性能性能PC30^玻璃纤维PC相对密度 1.21.45吸水率 /%成型收缩率 /%0.50.2拉伸强度 /Mpa56~66132拉伸模量 /Mpa2100~0 断裂伸长率 /%60~120<5▲木 sf只▲木只弯曲强度 /Mpa80~85170弯曲模量 /Mpa2100~2400--压缩强度 /Mpa75~80120~130剪切强度 /Mpa35--缺口冲击强度 / ( KJ/m2) 17~248洛氏硬度 M80M90疲劳极限 106 次/热变形温度()/ c 130~135146长期使用温度/ C 110130线膨胀系数 / (x10-5k-1 ) 7.22.7热导率 [W/(M?K)]0.20.13体积电阻率/ (Q ?cm)xx 1016介电常数( 106Hz)介电损耗角正切值( 106Hz)介电强度 /(kV/mm)1819耐电弧 /s120120(1)一般性能 PC 为透明、呈微黄色或白色硬而韧的树脂,燃烧时发出花果臭味、离火自熄、火焰呈黄色、熔融起泡。
手机的常用材料
手机的常用材料了解手机常用材料的性能与特性,有利于我们在设计过程中合理的选用材料,目前手机常用的材料有:PC、ABS、PC+ABS、POM、PMMA、TPU、RUBBER以及最新出现的材料PC+玻纤和尼龙+玻纤等.PC聚碳酸脂化学和物理特性:PC是高透明度接近PMMA,非结晶体,耐热性优异;成型收缩率小0.5-0.7%,高度的尺寸稳定性,胶件精度高;冲击强度高居热塑料之冠,蠕变小,刚硬而有韧性;耐疲劳强度差,耐磨性不好,对缺口敏感,而应力开裂性差.注塑工艺要点:高温下PC对微量水份即敏感,必须充分干燥原料,使含水量降低到0.02%以下,干燥条件:100-120℃,时间12小时以上;PC对温度很敏感,熔体粘度随温度升高而明显下降,料筒温度:250-320℃,不超过350℃,适当提高后料筒温度对塑化有利;模温控制:85-120℃,模温宜高以减少模温及料温的差异从而降低胶件内应力,模温高虽然降低了内应力,但过高会易粘模,且使成型周期长;流动性差,需用高压注射,但需顾及胶件残留大的内应力可能导至开裂,注射速度:壁厚取中速,壁薄取高速;必要时内应力退火;烘炉温度125-135℃,时间2Hrs,自然冷却到常温;模具方面要求较高;设计尽可能粗而短弯曲位少的流道,用圆形截面分流道及流道研磨抛光等为使降低熔料的流动阻力;注射浇口可采用任何形式的浇口,但入水位直径不小于1.5mm;材料硬,易损伤模具,型腔、型芯经淬火处理或镀硬Cr;啤塑后处理:用PE 料过机;PC料分子键长,阻碍大分子流动时取向和结晶,而在外力强.ABS丙烯腈-丁二烯-苯乙烯共聚物化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成.每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度.ABS收缩率较小0.4-0.7%,尺寸稳定;并且具有良好电镀性能,也是所有塑料中电镀性能最好的;从形态上看,ABS是非结晶性材料,三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相.ABS的特性主要取决于三种单体的比率以及两相中的分子结构.这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料.这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等.ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度.A丙烯睛---占20-30%,使胶件表面较高硬度,提高耐磨性,耐热性B丁二烯---占25-30%,加强柔顺性,保持材料弹性及耐冲击强度C苯乙烯---占40-50%,保持良好成型性流动性、着色性及保持材料刚性.注塑工艺要点:吸湿性较大,必须干燥,干燥条件85℃,3hrs以上如要求胶件表面光泽,更需长时间干燥;温度参数:料温180-260℃一般不宜超过250℃,因过高温度会引致橡胶成份分解反而使流动性降低,模温40-80℃正常,若要求外观光亮则模温取较高;注射压力一般取PC+ABS化学和物理特性:综合了两者的优点特性,好比是提高了ABS耐热性和抗冲击强度的材料.POM聚甲醛化学和物理特性:高结晶、乳白色料粒,很高刚性和硬度;耐磨性及自润滑性仅次于尼龙但价格比尼龙便宜,并具有较好韧性,温度、湿度对其性能影响不大;耐反复冲击性好过PC及ABS;耐疲劳性是所有塑料中最好的.注塑工艺要点:结晶性塑料,原料一般不干燥或短时间干燥100℃,1-2Hrs;流动性中等,注射速度宜用中、高速;温度控制:料温:170-220℃,注意料温不可太高,240℃以上会分解出甲醛单体熔料颜色变暗,使胶件性能变差及腐蚀模腔模温:80-100℃,控制运热油;压力参数:注射压力100Mpa,背压0.5Mpa,正常啤压宜采用较高的注射压力,因流体流动性对剪切速率敏感,不宜单靠提高料温来提高流动性,否则有害无益;赛钢收缩率很大2-2.5%,须尽量延长保压时间来补缩改善缩水现象.模具方面:POM具高弹性材料,浅的侧凹可以强行出模,注射浇口宜采用大入水口流道整段大粗为佳.PMMA亚克力聚甲基丙烯酸甲脂化学和物理特性:具有最优秀的透明度及良好的导旋旋旋旋旋光性;在常温下有较高的机械强度;但表面硬度较低、易擦花,故包装要求很高.注塑工艺要点:原料必须经过严格干燥,干燥条件:95-100℃,时间6Hrs以上,料斗应持续保温以免回潮;流动性稍差,宜高压成型80-10Mpa,宜适当增加注射时间及足够保压压力注射压力的80%补缩;注塑速度不能太快以免气泡明显,但速度太慢会使熔合线变粗;料温、模温需取高,以提高流动性,减少内应力,改善透明性及机械强度.料温参数:200-230℃,中215-235℃,后140-160℃;模温:30-70℃;模具方面:入水口要采用大水口,够阔够大;模腔、流道表面应光滑,对料流阻力小;出模斜度要足够大以使出模顺利;考虑排气,防止出现气泡、银纹温度太高影响、熔接痕等;PMMA极易出现啤塑黑点,请从以下方面控制:保证原料洁净尤其是翻用的水口料;定期清洁模具;机台清洁清洁料筒前端,螺杆及喷咀等.TPU聚甲醛化学和物理特性:TPU是热塑性弹性体,具有高张力、高拉力、强韧耐磨耐老化之特性,且耐低温性、耐候性、耐油、耐臭氧性能为强性纤树脂.RUBBER硅胶NYLONPA尼龙聚胺化学和物理特性:常见尼龙为脂肪族尼龙如PA6、PA66、PA1010….最常用的PA66聚己二己二胺,在尼龙材料中结构最强,PA6聚己内胺具有最佳的加工性能.它结晶度高,机械强度优异因为高分子链含有强极性胺基NHCO,链之间形成氢键;冲击强度高高过ABS、POM但比PC低,冲击强度随温度、湿度增加而颢着增加吸水后其它强度如拉升强度、硬度、刚度会有下降;表面硬度大、耐磨性、自滑性卓越,适于做齿轮、轴承类传动零自滑性原理A分子结晶中具有容易滑移的面层结构;热变形温度低、吸湿性大、尺寸稳定性差.注塑工艺要点:原料需充分干燥、温度80-90℃、时间四小时以上;熔料粘度底、流动性极好、啤件易出披锋,故压力取低一般为60-90Mpa,保压取相同压力加入玻璃纤维的尼龙相反要用高压;料温控制:过高的料温易使胶件出现色变、质脆及银丝,而过低的料温使材料很硬可能损伤模具及螺杆.料筒温度220-280℃纤维偏高,不宜超过300℃,注A6熔点温度210-215℃,PA66熔点温度255-265℃;收缩率0.8-1.4%,使啤件呈现出尺寸的不稳定收缩率随料温变化而波动;模温控制:一般控制左20-90℃,模温直接影响尼龙结晶情况及性能表现,模温高------结晶度大、刚性、硬度、耐磨性提高;反之模温低------柔韧性好、伸长率高、收缩性小;注射速度:高速注射,因为尼龙料熔点凝点高,只有高速注射才能使顺利充模,对薄壁,细长件更是如此;需要同时留意披锋产生及排气不良引致的外观问题;模具方面:工模一般不开排气位,水口设计形式不限;退火/调试处理:可进行二次结晶,使结晶度增大;故刚性提高,改善内应力分布使不易变形,且使尺寸稳定.可行方法:用100℃沸水煮1-16小时,视具体情况可考虑加入适量醋酸盐使沸点上升到120℃左右以增加效果.。
pc材质是什么材料
pc材质是什么材料PC材质是什么材料。
PC材料,全称聚碳酸酯,是一种常见的工程塑料,在工业和生活中有着广泛的应用。
PC材料具有优异的耐热性、耐冲击性和透明性,因此被广泛应用于电子产品外壳、汽车零部件、建筑材料等领域。
那么,PC材质究竟是什么材料呢?接下来,我们将深入探讨PC材质的成分、特性和应用。
首先,PC材料的主要成分是聚碳酸酯树脂。
聚碳酸酯树脂是由双酚A和二氧化碳经缩聚反应合成的高分子化合物,其分子结构中含有碳酸酯基团。
这种特殊的分子结构赋予了PC材料优异的物理性能,如高强度、高韧性和优异的耐热性。
除了聚碳酸酯树脂外,PC材料中还会添加一定比例的增塑剂、稳定剂、阻燃剂等辅助成分,以提高材料的加工性能和使用寿命。
其次,PC材料具有优异的物理性能。
首先是其优异的耐热性能。
PC材料的热变形温度高达130℃以上,能够在高温环境下保持稳定的力学性能,因此被广泛应用于需要耐高温的领域。
其次是其优异的耐冲击性能。
PC材料具有较高的冲击强度和韧性,即使受到冲击也不易破裂,因此被广泛应用于需要耐冲击的领域,如手机壳、眼镜镜片等。
此外,PC材料还具有优异的透明性和光学性能,能够广泛应用于光学透镜、汽车灯具等领域。
最后,PC材料在各个领域都有着广泛的应用。
在电子产品领域,PC材料常用于手机壳、平板电脑外壳等,其优异的耐热性和耐冲击性能能够有效保护电子产品内部零部件。
在汽车领域,PC材料常用于汽车灯具、车身外壳等,其优异的透明性和耐热性能能够提高汽车的安全性和舒适性。
在建筑材料领域,PC材料常用于阳光房、遮阳棚等,其优异的透明性和耐候性能能够满足建筑材料对于采光和耐久性的要求。
综上所述,PC材料是一种具有优异物理性能和广泛应用领域的工程塑料,其主要成分是聚碳酸酯树脂,具有优异的耐热性、耐冲击性和透明性。
在电子产品、汽车零部件、建筑材料等领域都有着重要的应用价值。
希望通过本文的介绍,能够让大家对PC材料有更深入的了解,为其在不同领域的应用提供更多的可能性。
pc是什么材料

pc是什么材料
PC是什么材料。
PC材料,全称聚碳酸酯,是一种热塑性塑料,具有优异的性能和广泛的应用
领域。
PC材料是一种无色透明的塑料,具有优异的抗冲击性、耐高温性、耐候性
和优异的机械性能,因此被广泛应用于电子产品、汽车零部件、建筑材料等领域。
首先,PC材料具有优异的抗冲击性。
PC材料是一种非晶态塑料,其分子链结
构具有强韧性,能够有效吸收冲击能量,因此具有出色的抗冲击性能。
在实际应用中,PC材料常被用于制作手机壳、眼镜镜片等产品,能够有效保护产品不易受损。
其次,PC材料具有优异的耐高温性。
PC材料具有较高的玻璃化转变温度,能
够在较高温度下保持其力学性能和尺寸稳定性,因此被广泛应用于汽车零部件、电子产品外壳等需要耐高温性能的领域。
此外,PC材料还具有优异的耐候性。
PC材料具有良好的耐候性能,能够长时
间暴露在紫外线下不易发生老化、变黄等现象,因此被广泛应用于户外建筑材料、广告牌等领域。
最后,PC材料具有优异的机械性能。
PC材料具有较高的拉伸强度、弯曲强度
和硬度,具有良好的加工性能,能够满足不同领域对材料强度和加工性能的要求。
总的来说,PC材料具有抗冲击性好、耐高温性强、耐候性好和机械性能优异
的特点,因此在电子产品、汽车零部件、建筑材料等领域有着广泛的应用前景。
随着科技的不断进步和人们对产品性能要求的提高,PC材料作为一种优秀的工程塑料,将会在未来得到更广泛的应用。
手机外壳常用的塑胶材料有哪些
手机塑料外壳常用材料的选择几年前,A100、A100II手机是国内首次采用纯Pc材料的机型。
像HIP这样的模具和注塑大公司也是第一次采用这种材料做手机外壳,因此,在模具设计、注塑、喷涂等方面都遇到很大的麻烦,就连世界知名的几家涂料厂商在当时也未能解决涂料的附着力问题,最后不得不从韩国直接近口配制好的色漆。
目前,手机常用塑胶材料主要有PC、ABS和PC+ABS三大类.日本手机主要采用PC+ABS,甚至采用ABS做手机外壳;韩国几家于机制造商最早采用纯PC材料。
GE公司原来不推荐采用PC材料做手机外壳,主张采用PC+ABs材料,但最近一两年也推出适合做子机外夫的Pc材料,例如EXLl414、141R、SP1210R等。
近年来,各大手机厂商采用Pc材料做手机壳什的比例正在逐渐上升。
代原料主要供货商是GE、SAMSUNG、LG等。
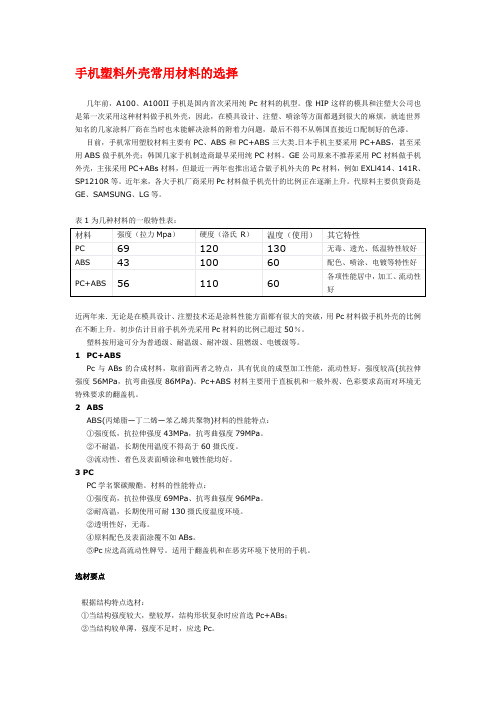
表1为几种材料的一般特性表:近两年来.无论是在模具设计、注塑技术还是涂料性能方面都有很大的突破,用Pc材料做手机外壳的比例在不断上升。
初步估计目前手机外壳采用Pc材料的比例已超过50%。
塑料按用途可分为普通级、耐温级、耐冲级、阻燃级、电镀级等。
1 PC+ABSPc与ABs的合成材料,取前面两者之特点,具有优良的成型加工性能,流动性好,强度较高(抗拉伸强度56MPa,抗弯曲强度86MPa)。
Pc+ABS材料主要用于直板机和一般外观、色彩要求高而对环境无特殊要求的翻盖机。
2 ABSABS(丙烯脂—丁二烯—苯乙烯共聚物)材料的性能特点:①强度低,抗拉伸强度43MPa,抗弯曲强度79MPa。
②不耐温,长期使用温度不得高于60摄氏度。
③流动性、着色及表面喷涂和电镀性能均好。
3 PCPC学名聚碳酸酯。
材料的性能特点:①强度高,抗拉伸强度69MPa、抗弯曲强度96MPa。
②耐高温,长期使用可耐130摄氏度温度环境。
②透明性好,无毒。
④原料配色及表面涂覆不如ABs。
⑤Pc应选高流动性牌号。
适用于翻盖机和在恶劣环境下使用的手机。
【塑胶材料】手机塑胶材料介绍及应用

• 优良的力学性能。尼龙的机械强度高,韧性好。 • 自润性、耐摩擦性好。尼龙具有很好酌自润性,摩擦系数小,从而,作为传动部件其使用寿命长。 • 优良的耐热性。如尼龙46等高结晶性尼龙的热变形温度很高,可在150℃下长期期使用。PA66经过玻璃纤维增强以后,其热变形温度达到250℃以上。 • 优异的电绝缘性能。尼龙的体积电阻很高,耐击穿电压高,是优良的电气、电器绝缘材料 • 优良的耐气候性。 • 吸水性,尼龙吸水性大,饱和水可达到3%以上,在一定程度影响制件的尺寸稳定性。
Dupunt
HW
7G050A
PPA+50%GF 华力兴
PA9T PA10T
Kuraray 金发
PA46 PA4T
DSM
丙烯腈-丁二烯- 苯乙烯 (ABS)
Acrylonitrile butadiene Styrene copolymers ABS塑胶原料树脂是一种强度高、韧性好、易于加工成型的热塑型高分子材料结构。 ABS树脂是丙烯腈(Acrylonitrile)、1,3-丁二烯(Butadiene)、苯乙烯(Styrene)三种单体的接枝共聚物。 随着三种成分比例的调整,树脂的物理性能会有一定的变化: 1,3-丁二烯为ABS树脂提供低温延展性和抗冲击性,但是过多的丁二烯会降低树脂的硬度、光泽及流动性; 丙烯腈为ABS树脂提供硬度、耐热性、耐酸碱盐等化学腐蚀的性质; 苯乙烯为ABS树脂提供硬度、加工的流动性及产品表面的光洁度。
聚甲醛(POM)
聚甲醛是由甲醛聚合所得的聚合物,聚合度不高,且易受热解聚,为热塑性结晶聚 合物。被誉为“超钢”或者“赛钢”,又称聚氧亚甲基。英文名称polyformaldehyde。 POM是一种没有侧链,高密度,高结晶性的线性聚合物,具有优异的综合性能。表 面光滑,有光泽的,硬而致密,淡黄或白色,可在-40-100°C温度范围内长期使用。
手机壳材质比较(PC,TPU,硅胶)
手机壳材质比较(PC,TPU,硅胶)大家好,首先自我介绍一下,本人穷屌丝一枚,10年大学毕业,做了4年数码产品销售,10年开始做手机配件,线上做淘宝,线下做零售批发,从事手机配件行业已经三年,主要卖一些耳机、蓝牙耳机、防尘塞、手机贴膜、手机壳、手机保护套等相关配件。
到这里你或许会说,“不就摆地摊给人家贴膜的嘛”。
是的,我很感谢它,虽然冬天的风有点大,下雨的时候有点狼狈,但毕竟他给了我自由,给了我温饱,让一直对于明天充满希望。
来广州品致电子的时间其实很短,对电商的理解也不是很深,以前都是自己随便搞,广告费几乎没有,来公司帮老板做专业推广,说句实在话是有点步子迈大的感觉,但是老板没有过多说什么,给了这么大一个机会,再此先谢谢我们陈总啊,我前面发过的一个帖子就是他的故事。
我们广州品致现在主要在做彩绘这一块的,当然浮雕、镶钻都有的。
现在比较流行的就是tpu镂空0.3mm系列的。
很薄,薄的几乎没有。
年轻人要敢干敢冲,我就不怕扯着蛋了,就大胆说说手机壳的几种材质吧。
望各大神指导。
一、硅胶优点:价格便宜,吸附性能高,缓冲性能良好,不易磨损,保护较全面。
缺点:质感偏厚,款式少,易油腻,和机身贴合性稍差,同时材质稍差的还容易沾灰和进灰。
柔韧性不同:硅胶材质的保护套一般质地柔软,拉力好,手感略滑,如果硅胶里面的高拉力料添加过少的话很容易会被拉断的,怎样知道它的高拉力呢?用手适光力度拉扯产品,如果产品有翻白现象的话高拉力就太少了,如果用力拉扯有点翻白或者没有翻白的现象就是合格的产品。
成型工艺不同:硅胶成型工艺用的是硫化成型,此种工艺是利用油压机的温度与压力,借助模具把产品硫化成型出来。
这种工艺相对成本低,产量高,应用比较普遍。
它多用于单色的硅胶产品。
也可应用于双色双硬度的产品或是多色多硬度,但是产品的结构不灵活,受限制。
硅胶模具是上下开模的,把一片一片的硅胶原料切好,放在模具里面,加温加压而做出产品。
透明度不同:硅胶不可以,硅胶由于透气性较差,长期使用容易导致手机机身热量囤积。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手机常用塑胶材料(1)-----PC
聚碳酸酯(PC)
一、简介
聚碳酸酯是指大分子链由碳酸酯型重复结构单元组成的一类聚合物,英文名称Polycarbonate, 简称PC。
依具体组成不同,PC可分成脂肪族、脂环族和芳香族脂肪-芳香族三类,工程上具有实际应用价值的为芳香族PC,并以产量最大、用途最广的双酚A型PC为主。
PC的突出性能是优异的冲击性和透明性,优良的力学性能和电绝缘材料性,使用温度范围广(-130~100oC),尺寸稳定性高,耐蠕变性高,是一种集刚、硬、韧与一体材料的典型代表。
PC的主要缺点为吸湿性能大、加工易产生气泡及银丝,制件易产生残余内应力、并对缺口敏感性大,耐疲劳性低、磨擦性及耐磨性不好。
二、结构性能
1. PC的结构
PC的分子链中含有多种基团,它所表现的性能为各种基团的综合反映。
亚苯基,提供刚性、力学性能和耐化学稳定性能;湠基,增加刚性;酯基,易吸水、电性差、耐化学稳定差;氧基,赋予韧性。
由于PC大分子主链的刚性和体积效应,使其结晶能力差,基本属于无定性聚合物,具有优异的透明性。
2. PC的性能
PC的性能如表1所示。
表1 PC及玻璃纤维PC的性能
性能 PC 30%玻璃纤维PC
相对密度 1.2 1.45
吸水率/% 0.15 0.1
成型收缩率/% 0.5 0.2
拉伸强度/Mpa 56~66 132
拉伸模量/Mpa 2100~2400 10000
断裂伸长率/% 60~120 <5
弯曲强度/Mpa 80~85 170
弯曲模量/Mpa 2100~2400 --
压缩强度/Mpa 75~80 120~130
剪切强度/Mpa 35 --
缺口冲击强度/(KJ/m2) 17~24 8
洛氏硬度 M80 M90
疲劳极限106次/Mpa 10.5 --
热变形温度(1.82Mpa)/℃ 130~135 146
长期使用温度/℃ 110 130
线膨胀系数/(x10-5k-1) 7.2 2.7
热导率[W/(M?K)] 0.2 0.13
体积电阻率/(Ω?cm) 2.1×1016 1.5×1016
介电常数(106Hz) 2.9 3.45
介电损耗角正切值(106Hz) 0.0083 0.0070
介电强度/(kV/mm) 18 19
耐电弧/s 120 120
(1) 一般性能 PC为透明、呈微黄色或白色硬而韧的树脂,燃烧时发出花果臭味、离火自熄、火焰呈黄色、熔融起泡。
(2) 机械强度 PC的力学性能十分优良,具有刚而韧的优点。
其冲击性能是热塑性塑料中好的一种,比PA,POM高三倍之多,接近PF和UP玻璃钢的水平。
PC的拉伸强度和弯曲强度都好,并受温度影响小。
PC的耐蠕变性优于PA和POM,尺寸稳定性好。
PC的耐应力开裂性差,缺口敏感性高;耐磨性一般,比PA、POM及F4等差,但比PSF、ABS、PMMA等高;疲劳强度低,与其他品种塑料比较如表2所示
表2 106旋转次数时PC同其他塑料耐疲劳强度比较
材料 POM 布基PF PA6 PA66 PC 氯化聚醚
疲劳强度/MPa 35 27 22 21 10~14 7~7.5
(3) 热学性能PC的耐高低温性好,可在-130~130℃温度范围内使用;热变形温度可达130~140℃,并受载荷的作用小;热导率和线膨胀系数都较小,阻燃性好,属于自熄性能材料。
(4) 电学性能 PC因属于弱极性聚合物,其绝缘性能一般。
但可贵之处在于其电性能在很宽的温度及湿度范围内变化较小,如介电常数和介电损耗角正切值在23~125℃范围内几乎不变。
但需注意的是,随PC制品结晶度的提高,其体积电阻率增大。
(5) 环境性能 PC可耐有机酸、稀无机酸、盐、油、脂肪烃及醇类,但不耐氯烃、稀碱、溴水、浓酸、胺类、酮及酯等,可溶于二氯甲烷、二氯乙烷及甲酚等溶剂中。
PC不耐60℃以上的热水,长期接触会导致应力开裂并失去韧性。
PC的耐紫外线性不好,需加入紫外线吸收剂;但PC的耐空气、臭氧性较好。
(6) 光学性能 PC为最优异的光学塑料品种之一,其透光率可达93%之多,折射率为1.587,适于透镜材料PC作为高档光学材料的不足之处为硬度低、耐磨性差;二为双折射高,不易于光学仪器等高精度制品中。
三、成型加工
1.加工特性
PC的熔体粘度很高,可达103~104Pa?s;其熔体的流变性在低剪切速率下接近牛顿流体,应主要通过温度调节流动性,成型时的冷却、凝固和定型时间短。
PC的刚性大,在加工过程中易产生内应力,因此对成型工艺条件要严格控制。
并要进行后处理,处理条件为110~120℃,处理时间视厚度而定,厚度20mm以下8h、厚度20mm以上24h。
PC在成型中对水极为敏感,高温下微量水也会引起分解。
因此,加工前一定要干燥处理,使含水量在0.02%以下。
具体干燥条件为:温度110~120℃,时间10~12 h,料层厚度30mm 以下。
PC属于无定型聚合物,成型收缩率低。
PC制品不易带金属嵌件,如必须加入,应将嵌件预热导200℃或更高。
2.加工方法
PC的加工比较容易,可用注塑、挤出及吸塑等方法加工。
(1) 注塑选用相对分子质量为2.7~3.4万中低粘度PC树脂,料筒温度为前段250~300℃、中段230~270℃、后段220~250℃,喷嘴温度240~290℃,注塑压力40~100Mpa,模具温度为80~120℃。
(2) 挤出选用相对分子质量为3.4万以上高低粘度的PC树脂,挤出温度为230~300℃。
(3) 吹塑型坯的成型条件同挤出。
吹塑的模聚温度为100~120℃,吹塑压力为0.4~0.8Mpa。
四、改性品种
聚碳酸酯塑料的改性品种主要为增强PC和PC合金两类。
1.增强PC
增强材料为玻璃纤维、碳纤维和硼纤维等,增强后可明显提高疲劳强度、拉伸强度、弯曲强度及压缩强度等,改善耐应力开裂性和耐热性,降低吸水性、线膨胀系数和成型收缩率。
但冲击强度会有所下降。
具体可参看表1所示。
以疲劳强度为例,加入20%的玻璃纤维可使疲劳强度从10Mpa增大到40Mpa,加入40%玻璃纤维会提高到50 Mpa。
增强PC的加工性能与PC相差不大。
2.PC合金
PC合金的种类狠多,并已获得广泛应用。
①PC/ABS。
目的降低内应力,改善加工流动性。
此合金已用于机械、电器、帽盔及汽车车身等制品。
②PC/HDPE。
降低熔体粘度,改善加工性能,提高冲击强度,改善耐应力开裂性。
③PC/POM。
两者可以任意比例混合,在POM为25%以下时,PC的力学性能变化不大,但可显著提高耐溶剂性和耐应力开裂性,耐热性也有明显提高。
④PC/F4。
可提高耐磨性5倍,如在其中加入玻璃纤维,PV值可大幅度提高。
⑤PC/PBT(PET)。
合金的耐热性好,耐化学腐蚀性、耐应力开裂性、耐磨损性好,耐低温冲击性好,成型加工性好。
此合金可用于汽车保险杠及车身护板等。
⑥PC/PMMA。
合金具有耐溶剂性好、缺口冲击性高、耐热好、易加工、耐紫外线等优点,制品具有珍珠般光泽。
可用于装饰品的生产。
⑦PC/PA。
合金耐化学腐蚀性好、冲击强度高,可用于汽车、家电和光盘等。
五、应用范围
(1)光学材料主要为照明、建筑采光板、窗玻璃、光学仪器、光盘及通信等。
照明材料有大型灯罩、防护玻璃、窗玻璃、建筑采光板等。
通信材料有光盘及光导纤维等近年来开发的具有潜力的用途。
PC可用作光学透镜材料和光学仪器材料
(2)电子/电器 PC属E级绝缘材料,注塑件可用于接插件及线圈框架等,薄膜可用于电容器、录像带、录音带及磁带等。
(3)机械零件 PC可用于齿轮、齿条、蜗轮、凸轮、拉杆、曲轴及壳体等。
(4)包装材料利用透明和耐热等性能,用于纯净水、矿泉水的周转桶,旅行用热水杯、奶瓶及餐具等。
(5)医疗器材用于医疗器械如杯、瓶、筒、牙科器材、药品容器及手术器械等,医用材料如人工肾、人工肺及人工脏器等。