XbarS质量控制图 EXCEL
EXCEL2010制作Xbar-R控制图

五:选中图表-----图表工具----布局-----序列“上限 USL”----误差线---标准偏差误差线
2
1 3
2
3
----选中误差线---鼠标右击-----设置错误栏格式: 如图:
5 7
4
6
-设置线条颜色--红色实线,
线型中心 CL 误差线为蓝色,和 下限 LSL 为红色。 最后得到图表如下:
1
2
3
4
三:点击 X 轴,设置坐标格式 后适当用鼠标拉一下图表周边,调整一下图表形状:
1
2
四:右击图表, “选择数据”----》 添加-------》输入数据 #1: B11:Z11 为系列 X 值,B8 为系列 Y 值,创建 XY 折线散点图,并设置名称应用 B6 单元格。 ) #2: B11:Z11 为系列 X 值,D8 为系列 Y 值,创建 XY 折线散点图,并设置名称应用 D6 单元格 #3: B11:Z11 为系列 X 值,F8 为系列 Y 值,创建 XY 折线散点图,并设置名称应用 F6 单元格 后,就产生新的图表:
Xbar R
=AVERAGE(B12:B21)
=MAX(B12:B21)-MIN(B12:B21)
STEP 7
输入某尺寸 A,的测量数据到 A12:Z16,每组样本数位 n=5,如图:,表格自动算出控制界限值,自动查表 查出常数 D3,D4,A2,自动计算出标准差,过程能力 CP 和 CPK。
STEP8
STEP1
表格设计(可根据自己的实际使用情况自己设计符合自己需要的布局) 新建一工作表, 并命名为 Xbar-R Chart;在 A6:G9 区域设置控制界限的计算单元格, 在 I6: K9 区域设置查找参数的单元格;在 M6:O9 区域设置过程能力指数 CP,CPK 和标准方差西 格玛计算的单元格;在 A11:Z21 区域设置测量输入单元格;在 A22:Z23 区域设置均值 Xbar 和极差 R 计算的单元格。如图:
完整版利用excel电子表格制作质量控制图(自动 ).ppt
0.0
6
3、求均值:AVERAGE。例如上表B4:B23均值
0.0
7
四、创建图表
1、首先在“插入”项中 选择“图表”。
2、选择图表类型:一般质 控图选择折线图。当选择完成 后点击“下一步”。
3、选择数据区域:选择所 选项目所在位置,如B4:B23。
一、首先打开Excel应用程序:
0.0
3
二、编辑表格
在表格中输入所 需信息。
如:名称、测定 项目、月份等等。
0.0
4
三、利用Excel的计算 功能算出所需要的数值
计算质控图中一般需要的 数据如标准差、均值、±3SD 等。
0.0
5
在这里简单介绍一下Excel中常用的公式:
1、求和:sum 。例如B4:B23的和
(在这里可以先选择要绘图表的数据, 这样可以省略第3步)
0.0
8
0.0
9
0.0
10
0.0
11
0.0
12
五、对于标准值、均值、±3SD数值的使用。
1、当完成图表制作时,需要对图表中的数值进行设定,使图表符 合L-J质控图的标准。
2、用右键点击图表中横线,选择“网格线格式”,就会出现如下 图所示的选项。
0.0
13
3、对选项中的数据进入录入,分别是最小值是-3SD,最大值是+3SD, 主
要刻度为标准差,而次要记录为1/10标准差,X轴相交于均值上,所 以这里填均值。
4、完成选项录入后,基本上完成对这个项目质控图的绘制(如下图所示)
0.0
14
0.0
15
谢谢!!
0.0
spc(xbar-r,xbar-s,中位数极差3合一控制图)

14 21
1.08 1.31 1.12 1.18 1.15 1.17 0.98 1.05 1.00 1.26 1.14 0.33 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
15 22
1.08 1.26 1.13 0.94 1.30 1.15 1.07 1.02 1.22 1.18 1.14 0.36 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
4 11
1.08 1.12 1.11 1.28 1.00 0.95 1.15 1.14 1.28 1.31 1.13 0.36 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
5 12
0.98 1.30 1.31 1.12 1.08 1.10 1.15 1.35 1.12 1.26 1.14 0.37 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
子组容量 D4 C4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78 0.80 0.89 0.92 0.94 0.95 0.96 0.97 0.97 0.97
B4
3.27 2.57 2.27 2.09 1.97 1.88 1.82 1.76 1.72
B3
0.00 0.00 0.00 0.00 0.03 0.12 0.19 0.24 0.28
2 9
1.01 1.10 1.15 0.97 1.25 1.12 1.10 0.90 1.04 1.08 1.09 0.35 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
利用excel表格制作各种品质图表

利用excel表格制作各种品质图表0.3146100.324990.337580.353470.374260.40350.44740.523 130.70712K3例如:样板数目为10时,取值为0.3146经过=I7G29运算可得出PV值ndc=1.41(PV/GRR)分级数:步骤4:由结果编写条件式判别原则:当GR&R<10%时,可以接受;当<10GR&R<30%时,条件下接受;当GR&R>30%时,不可以接受;当ndc>=5时,可以接受;当ndc<5时,不可以接受=IF((J20/100)<10%,"可以接受",IF((J20/100)>30%,"不可以接受","条件下接受"))=IF(J28<5,"不可接受","可以接受")%GR&RExcel版本制作完成!2.交叉法与EXCEL的结合运用随机选取50个产品(最好包含10个左右不良样品)并编号。
确定测量系统所有参数与正常检验时一样。
三个测量员分别对每个产品测量三次并对号记录结果,测量时打乱产品顺序)。
将测量结果(合格记录1/OK,不合格记录0/NG)输入交叉法计算表格。
首先回顾以下交叉法的评估方法:所涉及的函数:1.逻辑函数:执行真假值判断,根据逻辑计算的真假值,返回不同结果。
可以使用函数IF对数值和公式进行条件检测。
AND在其参数组中,任何一个参数逻辑值为TRUE,即返回TRUE;任何一个参数的逻辑值为FALSE,即返回FALSE。
OR步骤1:计算人与人交叉(AB,BC,AC)交叉法运算法则:AC≡BDABDC=G5E9/G9A=BD/C注:‘期待数量’是运算出来的,而‘数量’则是实测出来的,‘数量’详细计算如下页。
1507476期望数量1507476数量总计7537.0038.00期望数量75714数量17537.0038.00期望数量75372数量0A10总计B由上表可以看出需要根据测量的数据计算出:A=0&B=0A=0&B=1A=1&B=0A=1&B=1同理得B&CA&CB=0&C=0B=0&C=1B=1&C=0B=1&C=1A=0&C=0 A=0&C=1A=1&C=0A=1&C=1+Excel中键入的表达式(参考):=IF(AND(测量数据!B2=0,人与人交叉!B5=1),1,0)A=0,B=0A-B(same)=IF(测量数据!B2=测量数据!E2,1,0)得出的运算结果如下:根据运算的结果用SUM函数算出对应的个数,引用到指定的单元格中人与标准交叉(AS,BS,CS)步骤2:人与标准交叉A&SB&S(同A)C&S(同A)A=0&S=0A=1&S=0A=0&S=1A=1&S=1步骤3:计算交互的Kappa结果0.930.92C0.930.91B0.920.91ACBAKappa设计的运算公式:其中:Po为相同判别(如A=0&B=0和A=1&B=1)的对应数量占的比率;Pe为相同判别(如A=0&B=0和A=1&B=1)的对应期望数量占的比率。
利用Excel制作各类品质图表
了解制程变异
会在”SPC与EXCEL的结合运用”部分细说
主 讲
1. 柏拉图与EXCEL的结合运用
首先让我们来看以下一个关于某款产品进行季度的质量分析:
不良数量 不良比率
09/第四季度散热片不良状况
100.00%
100
86.21%
91.38%
94.83%
96.55%
100% 90%
80%
80
70.69%
CONCATENATE
计算区域中满足给定条件的单元格的个数。 返回一组值中的最大值。 返回一组值中的最小值。 将几个文本字符串合并为一个文本字符串。
2. 数学与三角函数:
LOG 3.文本函数:
FIXED
按所指定的底数,返回一个数的对数。
将数字按指定的小数位数进行取整,利用句号和逗号,以小 数格式对该数进行格式设置,并以文本形式返回结果。
1 489.1
476.4
507.4
526.9 495.5 506.5 503.4
2 511.1
520.6
475.1
491.4 469.4 500.8 500.5
3 504.5
498.3
482.9
498.1 519.0 508.8 518.9
4 494.0
491.1
513.3
490.5 480.3 484.3 528.8
利用Excel表格制作品质图表
BOPP 品管部
培训内容
品质七大手法与EXCEL的结合运用 MSA与EXCEL的结合运用 SPC与EXCEL的结合运用 日常工作中项目管理与EXCEL的结合运用
与PPT结合的Excel文档:
培训目的
更深入了解各品质手法的推算和机理 更深入了解EXCEL的函数运用和图表的制作 更方便的进行日常工作和提高工作质量,进一步实现办公自动化
利用excel表格制作各种品质图表(QC7+MSA+SPC)
把下面的单元格选取并点击直方图 即可制作开始直方图图表
需要留意的是:
点击列可得左图图表样 式,若点击行为右图图 表样式,可根据自己的
需要选择
确定后,就完成直观美丽的直方图了! 然后根据图表找出产品存在的差异。
3. 散布图与EXCEL的结合运用
某钣金件长度尺寸,由于公司和供应商之间一直在数据上面存在差异,选取 30个样板,分别注上编号测得数据如下:
0.93
C 0.92 0.93
设计的运算公式: KappaA_ B Po Pe (1 Pe )
其中:Po为相同判别(如A=0&B=0和A=1&B=1 )的对应数量占的比率; Pe为相同判别(如A=0&B=0和A=1&B=1 )的对应期望数量占的比率。
表达式如下:
Po
( X A0&b0
X A1&b1 ) X 总数
TV (R & R2 PV 2)
%重复性: %再现性: %GR&R:
%AV=100[AV/TV] %EV=100[EV/TV] %GRR=100[GRR/TV]
样板间变差:
分级数:
%PV=100[PV/TV] ndc =1.41(PV/GRR)
步骤1: 先计划表格,如右图:
应该遵循GR&R的取 样要求和测量要求:
3. 所有测量数据的均值 例X1
X average( Xa Xb Xc) 例 Xa
极差分为4种: 1. 个人每个样板测量间的Ra; 2. 个人10个样板间R的平均值 R 3. 所有人的 R 平均值 R 4. 零件均值极差Rp
对应键入公式:
Ra=MAX(B11:B13)-MIN(B11:B13) R average(R1 R2 R3... R10) R average(Ra Rb Rc) Rp Max( X1 ~ X n) Min( X1 ~ X n)
Excel绘制标准质控图教程
利用Excel电子表格制作室内质控图
绘制室内质控图是检验科,保证检验质量必不可少的工作,为提高工作效率,现在很多工作人员都利用Excel电子表格制作来处理这些问题,现在简单介绍一下用Excel2003电子表格制作质控图的过
程。
首先打开Excel2003电子表格应用程序
现以“水质硫酸盐质控图”为例,制作质控图操作;利用电子表格公式计算出,求和、标准差、平均值、最大值、最小值。
1、选择数据区堿
2、点击“图表导向”,选择折线图,下一步
3、系列产生在选择“列”,如数据是横向输入选择“行”,下一步
4、在此输入“标题”、“X轴”代表什么、“Y轴”代表什么
5、输入完成,下一步
6、点击“完成”
7、鼠标对着“横线”点击右键出现“网络线格式”
8、选择“刻度”
9、最小值输入“平均值-3SD”,最大值输入“平均值+3SD”,主要刻度单位输入“标准差”,次要刻度单位输入“标准差1/10”,分类(X)轴交叉于输入“平均值”“确定”完成
10、完成
11、分类(X)轴交叉于输入“0”不是平均值,则出现此图
12、数据分析:
计算平均值是12.5,输入是12.5,而图表中出现的是12.4,因为12.5是四舍五入得来的。
谢谢
感谢下载!
欢迎您的下载,资料仅供参考。
教你用Excel绘制实验室质量控制图

3.2质控图修饰
图1的折线图基本上是质控图的雏形了,此时很有必要对折线图进行修饰,主要分为以下几步:
3.2.1绘图区的修饰
单击绘图区右键,选择“绘图区格式”对绘图区的“边框”和“区域”均选择“无”。
3.2.2对坐标轴的修饰
选定Y轴,对“坐标轴格式”选择“刻度”标签进行编辑,对坐标轴最大值和最小值进行调整,尽量将上(下)控制限、上(下)警戒限和中心线平均分配于纵列,且在“数字”标签对小数点位数调整为质控数据的有效位数;再选定X轴,对“坐标轴格式”选择“刻度”标签进行编辑,最小值和最大值更改为上下延伸日期。如果X轴的日期无法直接进行最大、最小值的更改,就需要将所选最小值的日期和最大值的日期选定单击右键,选择“设置单元格格式”,在数字标签下进行常规显示出的数据填入即可,如2011-6-5的常规显示为40699
2。质量控制工作表的建立2.1基本信息填写
基本信息包括:质控项目、质控方法、控制样名称及编号、仪器型号、试剂名称及批号、质控起止时间等。
Hale Waihona Puke 2.2质量控制工作表的构成
新建Excel表,见表1所列,按日期、质控样测定数据、平均值
排列,表列按日期顺序排列。为使质控图的质量控制数据点能更清楚地显示在图的正中央,需将第一个日期向上延伸几日,最后一个日期向下延伸几日,同时测定日期按"6-5”表示2011年6月5日输人,为了在质控图中更简便地显示出来将Excel默认的“2011年6月5日”在选定的情况下,右键菜单选择“设置单元格格式”中的“数字”栏中“分类”中“日期”选择“3-14",日期表达即为“6-5”的形式。在日期输人完成后,最后一行计算平均值x、标准偏差s、相对标准偏差RSD及质控次数n。
Xbar-r控制图模板
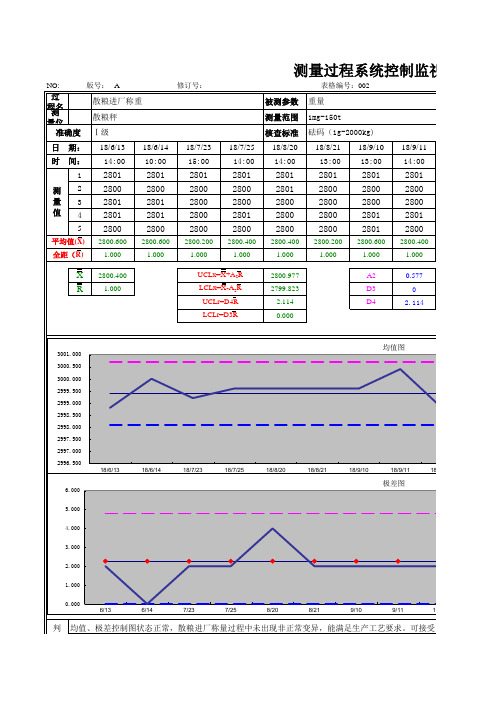
极差图
判
均值、极差控制图状态正常,散粮进厂称量过程中未出现非正常变异,能满足生产工艺要求。可接受
定
若有任何一个X值及R值在管制上下限外则不可接受 监视人:
许路安
物流储运部(输粮) 监视部门:
控制监视分析表
测量范围 允许偏差 监视方法 18/10/10 15:00 18/10/11 10:00 0.1g ±(0.05mg-5kg) 统计技术 18/11/12 13:00 18/12/5 10:00 18/12/6 14:00 18/11/4 10:00 18/11/5 14:00 允许误差 ±0.001g
11/12
12/5
12/6
11/4
11/5
要求。可接受
2800.600 1.000
2801 2800 2800 2800 2800
2800.200 1.000
2801 2800 2800 2801 2800
2800.400 1.000
2801 2801 2800 2800 2800
2800.400 1.000 2800.977 2799.823 2.114 0.000 2800.400 2800.977 2799.823 1.000 2.114 0.000
2801 2800 2801 2801 2800
2800.600 1.000
2800 2800 2800 2801 2800
2800.200 1.000
2800 2801 2800 2801 2800
2800.400 1.000
注: 1)每次测量数据不少于三个。 2)每组测量数据数量应统一。
2800.400 2800.977 2799.823 1.000 2.114 0.000
利用excel电子表格制作质量控制图自动 ppt课件
2020/12/27
15
3、对选项中的数据进入录入,分别是最小值是-3SD,最大值是+3SD, 主
要刻度为标准差,而次要记录为1/10标准差,X轴相交于均值上,所 以这里填均值。
4、完成选项录入后,基本上完成对这个项目质控图的绘制(如下图所示)
如果老师最后没有总结一节课的重点的难点,你是 否会认为老师的教学方法需要改进?
你所经历的课堂,是讲座式还是讨论式? 教师的教鞭
“不怕太阳晒,也不怕那风雨狂,只怕先生骂我笨, 没有学问无颜见爹娘 ……”
“太阳当空照,花儿对我笑,小鸟说早早早……”
2020/cel2000 来制作质控的过程
一、首先打开Excel应用程序:
2020/12/27
5
二、编辑表格
在表格中输入所 需信息。
如:名称、测定 项目、月份等等。
2020/12/27
6
三、利用Excel的计算 功能算出所需要的数值
计算质控图中一般需要的 数据如标准差、均值、±3SD 等。
2020/12/27
7
在这里简单介绍一下Excel中常用的公式:
1、求和:sum 。例如B4:B23的和
2、求标准差:STDEV 。 例如B4:B23的标准差
2020/12/27
8
3、求均值:AVERAGE。例如上表B4:B23均值
2020/12/27
9
四、创建图表
1、首先在“插入”选项中 选择“图表”。
2、选择图表类型:一般质 控图选择折线图。当选择完成 后点击“下一步”。
2020/12/27
16
2020/12/27
Xbar-R控制图表格

X中心值= R中心值=
计算过程能力
组内标准差σ = Cp= Cpk
整体标准差s Pp Ppk
23.730 23.673 0.104 0.000 23.702 0.049
直方图
1
1
0.8
0.8
0.6
0.6
0.4
0.4
0.2
0.2
0
0
频数
正态分布
Xbar-R控制图判异准则 ①1个点落距离在控制限以外 ②连续9点在中心线同一侧 ③连续6点全部递增或全部递减
Q-F-52-1-2
#N/A #N/A
#N/A #N/A
#N/A #N/A
Xbar控制图
23.740
23.730
A
23.720
B
23.710
C
23.700 C
23.690
B
23.680
A
23.670
23.660
23.730 23.702
23.673
23.650
23.640
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Xbar线
控制上限
控制下限
中心线
0.120
0.100 A
0.080
B
0.060
C
R控制图
0.104 0.049
0.040
C
0.020