船用长轴类大锻件锻造工艺方法研究
大锻件第7部分大型锻件的特殊锻造方法
大锻件第7部分大型锻件的特殊锻造方法大型锻件是指尺寸大、重量重、形状复杂的锻件。
由于大型锻件具有体积大、重量重、形状复杂等特点,对于传统的锻造工艺来说存在着很大的挑战。
为了解决这些问题,人们不断探索和发展出一系列特殊的锻造方法,以满足大型锻件的生产需求。
一、自由锻造自由锻造是大型锻件常用的一种特殊锻造方法。
它适合于大型锻件,尤其是体积大、重量重、形状复杂的锻件的生产。
自由锻造的基本原理是根据锻件的形状要求,将锻坯放在锻模上,通过锻造机械的压力和动力,使锻坯按照模具的形状进行变形。
自由锻造可以通过调整锻造工艺参数实现锻件的多次锻造,从而获得更为复杂的形状。
二、环形锻造环形锻造是一种通过多次锻造来改变锻件截面形状的方法。
它适用于大型环形锻件的生产,如大型轴类、轮缘等。
环形锻造的基本原理是将锻件放在由专用模具构成的环形锻造机上,通过连续的多次锻造和轧制,使锻件的截面形状逐渐变化,最终获得所需的形状。
环形锻造可以使大型锻件的断面更加均匀一致,减少缺陷和残余应力,提高锻件的力学性能。
三、多次锻造多次锻造是大型锻件常用的一种特殊锻造方法。
它适用于大型锻件的制造,特别是形状复杂、要求苛刻的锻件。
多次锻造的基本原理是通过多道锻造工序进行,每道工序都进行一次锻造和调整,最终获得所需的锻件形状和尺寸。
多次锻造可以使大型锻件的组织更加均匀细密,减少缺陷和残余应力,提高锻件的强度和耐磨性。
四、挤压锻造挤压锻造是一种通过挤压和锻造的双重作用来改变锻件形状的方法。
它适用于大型锻件的生产,特别是管状、圆柱形、圆锥形等形状的锻件。
挤压锻造的基本原理是通过将锻坯放在模具中,在其中一点上施加挤压力,使锻坯变形并修正形状。
挤压锻造可以提高大型锻件的密实度和结构均匀性,改善锻件的力学性能和表面质量。
五、热锻与冷锻结合热锻和冷锻是大型锻件常用的两种锻造方法。
热锻适用于大型锻件的制造,特别是对于高温锻造生产来说。
冷锻适用于大型锻件的制造,特别是对于低温条件下的锻造生产来说。
轴类大锻件锻造工艺方法及成形机理研究的开题报告

轴类大锻件锻造工艺方法及成形机理研究的开题报告一、选题背景轴类大锻件是航空、航天、汽车、机械等领域中重要的组成部分。
其主要特点是尺寸大、形状复杂、性能要求高,因此其制造工艺较为复杂。
目前,轴类大锻件的制造工艺主要包括锻造、轧制、挤压等多种工艺方法。
其中,锻造是最常用的方法。
然而,目前国内针对轴类大锻件锻造工艺方法及成形机理的研究仍然不够充分,相关工艺参数的选取和优化还存在诸多问题,因此有必要对其进行深入研究。
二、选题内容本研究拟针对轴类大锻件的锻造工艺方法及成形机理进行研究,主要内容如下:1. 探索轴类大锻件的锻造工艺流程,包括材料选取、预热处理、锻造温度、锻造速度等工艺参数的选取和优化。
2. 对轴类大锻件的成形机理进行研究,探索其内部应力的分布规律及其对成形过程及性能的影响。
3. 通过实验研究,探讨不同工艺参数对轴类大锻件成形质量的影响。
4. 借助有限元分析等数值模拟方法,对轴类大锻件的成形过程进行模拟和分析,为进一步优化工艺提供参考。
三、研究意义轴类大锻件具有重要的应用价值和经济价值,其制造工艺的优化和改进有着重要的意义。
本研究将有助于:1. 深入探索轴类大锻件的锻造工艺流程,优化其工艺参数,提高锻造效率和质量。
2. 对轴类大锻件的成形机理进行研究,掌握其内部应力分布规律及其对锻造质量和性能的影响,减少质量问题。
3. 通过实验和模拟方法,提高对轴类大锻件的理解和认识,为其制造提供有效的技术支持。
四、研究方法本研究采用实验和数值模拟相结合的研究方法。
实验研究方法包括材料性能测试、工艺参数优化、质量评估等;数值模拟研究方法包括有限元分析等。
五、预期成果1. 完成轴类大锻件的锻造工艺流程研究,确定不同工艺参数对成形质量和性能的影响。
2. 探究轴类大锻件成形机理,深入了解其内部应力分布规律及其对成形质量和性能的影响,为优化工艺提供参考。
3. 建立轴类大锻件的数值模拟模型,通过数值模拟探索其成形过程及其影响因素。
船用长轴类大锻件锻造工艺方法研究

Ab s t r a c t :T o e n h a n c e s t r e t c h i n g e 筒c i e n c y o f l o n g . s h a t f h e a v y or f g i n g s . d e c r e a s e t h e p r o d u c t i o n c o s t a n d
C o n s t r u c t i o n T e c h n i c s建造工艺
船用长轴类 大锻件振 ’ ,向 可 ,夏琴 香
( 1 广州造船厂有限公 司,广州5 1 0 3 8 2 ;2华南理工大学机械与汽车工程学 院,广州 5 1 0 6 4 0)
d e ma n d e d . a n d i t i S b e n e i f c i a l t o or f g i n g d e or f ma t i o n o f l o n g — s h a t f h e a v y f o r g i n g s .
wi d t h ( 3 3 0 am)o r f t h e t wo a n v i l h a s b e t t e r s t r e t c h i n g e 币c i e n c y , d i s t r i b u t i o n o f t e mp e r a t u r e i f e l d a n d f o r g i n g f o r c e
( 1 Gu a n g z h o u S h i p y a r d C o . : L t d , Gu a n g z h o u 5 1 0 3 8 2 , 2 S c h o o l o f Me c h a n i c a l a n dAu t o mo t i v e E n g i n e e r i n g , S o u t hCh i n aUn i v e r s i t y o f T e c h n o l o g y , Gu a n g z h o u 5 1 0 6 4 0)
大型船用曲轴曲柄弯锻成形的工艺分析

! 2 1 年第1期 热处 锻 铸造 ■ 00 1
WWW. e al k ng1 50. n m t w0r i 9 cor
参曷 工热 工 加
腓i
I 垦 塑
c 为该处工件成形质量 的指 标 ,即 :
C= 3 () 3
( ) 图 5中 A 图示 曲臂 内侧 2 4 D为 处成形 工件与锻
时 ,C > ;6 : 2 r 3 O , 7 0 m时 ,C 0,均不满 足要求 。故 a >
选 6 = 7r 6 0 m。 a 表 1
6/ u nn 6 0 2 6 0 7 7 0 2 C1 0 7 .I 6 O 2 J 5 0 2 5 . 0
3 .工件的成形缺陷及质量评价指标
件图问的最大 凹陷量。 当 A >0时 ,将造 成该处 加工 D
余量不足 。定义 C为该 处工件成形质量的指标 ,即:
c= () 4
图4 坯料 ( 左)与凹模 ( 右)对成形质量的影响因素
4 .成形质量的影响因素分析
仅 以毛坯上表面 凹槽宽度 6及 凹模斜角 为例进行 影响 因素分析 ,并确定其取值。 ( )毛坯上表面凹槽 宽度 6对成形质量的影 响 分 1 别对 6 1=6 0 m、6 2r a l=60 m、6 =7 0 m 进 行计 算 , 7m l 2r a 其他参数不变 。表 1给出了毛坯上表 面凹槽宽 度变化时 C 、C 、C 、C 的数据 。由表中可见 ,当 6 60 m时 。 : , = 7 m C 、C 、C 均为负 值 ,可满 足锻 件 图要 求 ;6 2 rm , :6 0 a
图 3 弯曲工艺的有限元模 型
依据数值模 拟结果 ,可确定坯 料及 凹模对成 形质量
长轴类件的锻造工艺

长轴类件的锻造工艺以长轴类件的锻造工艺为标题,我们来探讨一下该工艺的相关内容。
长轴类件是指长度较长、直径较大的轴类零件,例如汽车发动机曲轴、船舶主轴等。
由于长轴类件在使用过程中需要承受较大的载荷和转速,因此对其材料和工艺要求较高。
长轴类件的材料选择非常重要。
一般情况下,长轴类件采用的材料应具有良好的机械性能和热处理性能,以确保其在使用过程中能够具备足够的强度和耐磨性。
常见的材料有碳素钢、合金钢、不锈钢等。
在锻造工艺方面,长轴类件通常采用热锻工艺。
热锻是将金属材料加热至一定温度后,在压力的作用下进行塑性变形,以得到所需形状和性能的工艺方法。
热锻可以提高材料的均匀性、致密性和机械性能,同时还可以消除材料内部的缺陷和气孔。
热锻过程中,首先需要预热材料至适当的温度。
预热温度的选择应根据材料的热处理要求和锻造工艺的要求来确定。
一般情况下,预热温度应低于材料的临界温度,以避免材料的过热和过烧。
然后,在预热后的材料上施加一定的压力进行锻造。
锻造压力的大小应根据材料的性能和形状来确定,以保证锻件能够充分填充模具腔体并获得所需的力学性能。
锻造过程中,应注意控制锻造温度和锻造速度,并采取适当的锻造工艺措施,如多次锻造、轧制等,以提高锻件的致密度和机械性能。
锻造完成后,还需要进行热处理以进一步改善材料的性能。
热处理包括退火、正火、淬火等工艺,可以消除锻造过程中产生的应力和缺陷,提高材料的强度和硬度。
对锻造完成的长轴类件进行机械加工和表面处理,以满足其精度和表面质量的要求。
机械加工包括车削、铣削、钻孔等工艺,表面处理包括打磨、喷砂、镀铬等工艺。
长轴类件的锻造工艺是一个综合性的过程,需要考虑材料的选择、热处理、机械加工和表面处理等多个方面。
通过合理的工艺措施和严格的质量控制,可以生产出具有良好性能和质量的长轴类件,满足各种工程和使用要求。
船舶长轴系精密加工工艺流程

船舶长轴系精密加工工艺流程一、轴系材料的选择。
咱们先说这轴系材料的选择呀。
这就像给船舶选一个超级强壮的脊梁骨。
一般来说呢,得选那种强度高、韧性好的材料。
像优质碳素钢或者合金钢都是很不错的选择。
为啥呢?因为船舶在大海里航行的时候,这长轴系要承受超级大的扭矩和压力呀。
要是材料不行,那可就像一个人没有强壮的骨骼一样,根本撑不住。
而且在选择材料的时候,还得考虑到材料的耐腐蚀性,毕竟海水可是很“凶猛”的,会不断地侵蚀这些金属部件。
二、毛坯制造。
选好材料之后,就到毛坯制造啦。
这个过程就像是把一块璞玉初步雕琢一下。
通常有锻造和铸造两种方式。
锻造呢,能让材料内部的组织结构更加紧密,就像给士兵们进行严格的队列训练一样,让他们排列得整整齐齐,这样制造出来的毛坯强度更高。
铸造的话呢,对于一些形状比较复杂的轴系部件就比较合适啦。
不过不管是锻造还是铸造,都得保证毛坯的尺寸精度和表面质量。
要是毛坯都做不好,后面的精密加工可就麻烦大了。
三、粗加工。
接下来就是粗加工啦。
粗加工就像是给毛坯来个大刀阔斧的改造。
这时候主要是把多余的材料去掉,让轴系的大致形状显现出来。
用的设备呢,像车床这种大家伙就派上用场了。
在粗加工的时候,虽然不需要特别高的精度,但是也不能太马虎。
比如说,要保证每个加工面之间的相对位置关系基本正确。
就好比盖房子,虽然是先搭个框架,但是框架要是歪了,后面再怎么精心装修都不行。
四、热处理。
粗加工完了,可不能直接就进行精加工哦,中间还有个热处理的环节呢。
热处理就像是给轴系做个“强身健体”的训练。
通过淬火、回火这些操作,能够提高轴系的硬度、强度和韧性。
这就好比一个人经过锻炼之后,身体变得更加强壮了。
而且热处理还能消除粗加工过程中产生的内应力,要是内应力不消除,在以后的使用过程中,轴系可能就会莫名其妙地变形或者断裂,那可就危险啦。
五、精加工。
经过热处理,轴系就可以进行精加工啦。
精加工可是个细致活儿,就像给轴系穿上一件精致的外衣。
大型船用曲轴锻件制造技术

大型船用曲轴锻件研究是围绕中国船舶业对大型船用曲轴国产化的需求而设置的课题.一艘轮船的心脏就是柴油机,而柴油机最核心的部分就是曲轴了,柴油发动机的强大动力,需要通过曲轴传递给螺旋桨来推动轮船前进.一艘上万吨的巨轮的曲轴到底有多大呢?长大概十几米,重达几十吨.然而就这么一个笨重的"铁疙瘩",在设计和制造工艺上却相当复杂,精加工要求很高,在旋转时的振动的振幅不能大于人头发丝的四分之一.正因为制造技术精度高,性能要求苛刻,工艺复杂,所以是否能自主研制大型船用曲轴代表着一个国家的造船工业水平.过去的大型船用曲轴市场一直被韩国、捷克和西班牙等少数国家垄断。
近年来,随着世界造船业的迅速发展,大型船用曲轴出现了全球性供不应求的短缺局面,价格不断上涨,交货期也越来越长,致使我国造船业经常出现“船等机、机等轴”的现象。
而且由于不掌握核心技术,有些船厂甚至出几倍的价格也买不到曲轴,造船周期被无奈地拉长。
2005年1月,中国第一根国产船用大功率低速柴油机半组合曲轴在上海船用曲轴有限公司顺利下线,这根7.5米长、约60吨重的船用柴油机半组合曲轴实现了我国在该领域零的突破。
该曲轴的诞生是“十五”期间中国船舶行业配套领域最大的技术突破。
曲轴的制造难度很大,制约曲轴生产的根源在于大型曲轴合格锻件的短缺。
首先曲轴是由将钢铁打制成型的锻造钢和在模具中熔铸的铸造钢制成的。
制造方法大体上有二种,一是整体制造的曲轴,主要用于中小船舶和发电用中、高速的冲程的柴油发动机,这种曲轴大多个体较小,我国的制造技术已经非常成熟;另一种是组装式曲轴,主要用于大中型船舶和发电用低速二冲程柴油发动机,是将曲拐和轴颈部件热压成为整体。
这种曲轴直到2005年我国才实现零的突破。
此外,组装式曲轴的曲拐又分锻造和铸造二种制造方法,锻造方法需要用压力机等装备,机械加工费用高,制造成本高。
但是由于用压力机加工,疲劳强度可提高。
铸造方法与锻造方法比,在成本上有优越性,可批量生产,比锻造的低。
大型船用轴系锻件制造工艺研究
格 和质 量要 求 的锻 件 . 在 锻 造 和 热处 理 方 面 都 面
临极大 的挑 战 :
1 . 1 锻 造
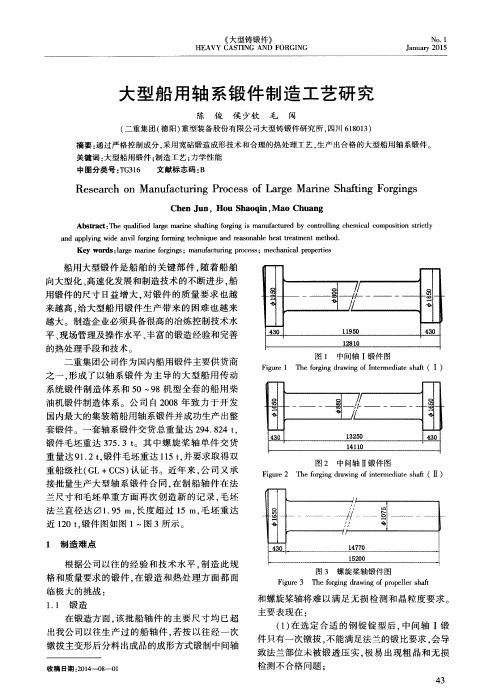
图 3 螺 旋 桨 轴 锻 件 图
F i g u r e 3 T h e f o r g i n g d r a w i n g o f p r o p e l l e r s h a f t
a n d a p p l y i n g wi d e a n v i l f o r g i n g f o r mi n g t e c h n i q u e a n d r e a s o n a b l e h e a t t r e a t me n t me t h o d .
Ch e n J u n,Ho u S h a o q i n, Ma o Ch u a n g
Abs t r a c t: Th e q ua li ie f d l a r g e ma r i n e s h a f t i ng f o r g i n g i s ma n u f a c t ur e d by c o n t r o l l i n g c he mi c a l c o mp os i t i o n s t r i c t l y
《 大型铸锻件》
HEAVY CAS TI NG AND FORGI NG
No .1
J a n u a r y 2 0 1 5
大 型 船 用 轴 系锻 件 制造 工 艺研 究
陈 俊 侯 少钦 毛 闯
( 二重集团 ( 德 阳) 重 型装备 股份 有限公司大型铸锻件研究所 , 四川 6 1 8 0 1 3 )
Ke y wo r d s: l a r g e ma r i ne f o r g i ng s;ma nu fa c t ur i n g pr o c e s s;me c h a ni c a l pr o p e r t i e s
船用典型铸锻件的生产技术

船用典型铸锻件的生产技术
1船用铸锻件生产技术
船用铸锻件生产技术是指生产船用典型铸锻件所采用的技术。
这种技术将原料投入铸造回转炉中,在高温热处理的情况下,经过坯料模具成型,然后经过机械加工,最后淬火热处理制造出船用典型铸锻件。
#2铸造过程
铸造过程是船用铸锻件生产技术中最重要的步骤。
在铸造过程中,工人会先将铸造原料投入冶炼炉中进行熔融,然后放入铸造机中,完成铸造工艺。
铸造机会将铸造原料压入坯料模具中,使之成型,模具顶部的铸件会下沉至底部,经过再次加热锻压,完成最终的铸件成型。
#3机械加工
在铸件成型之后,机械加工就会进行。
机械加工的目的是对铸件的形状和参数进行精确的检测和加工,以确保铸件的尺寸和表面精度等接近设计标准。
一般机械加工可以使用钻床,车床,铣床,背靠靠,磨床等进行加工。
4淬火处理
淬火处理是船用铸锻件生产技术中重要的步骤,此处,铸件会经过加热和回火再经过冷却,使其具有可靠的强度和抗拉性能,保证其使用寿命和可靠性。
5其他技术
在铸锻件生产技术中,除了上述的步骤,还包括热处理技术,表面处理技术,焊接技术,装配技术等。
除此之外,船用铸锻件的生产还需要精密的检测技术,诸如可见光检验、τ检验、放电检测等,以确保其质量达到生产所要求的标准。
船用长轴类大锻件锻造工艺

船用长轴类大锻件锻造工艺一、引言船用长轴类大锻件是指用于船舶的长轴类零部件,通常由高强度合金钢材料制成。
锻件的质量和工艺对船舶的安全和性能具有重要影响。
因此,研究船用长轴类大锻件的锻造工艺是至关重要的。
二、船用长轴类大锻件的特点船用长轴类大锻件具有以下特点: 1. 尺寸大:船用长轴类大锻件的尺寸通常较大,需要较大的锻造设备进行加工。
2. 复杂形状:船用长轴类大锻件的形状复杂多样,包括轴身、轴头、轴颈等部分。
3. 高强度要求:船舶工作环境恶劣,船用长轴类大锻件需要具备较高的强度和韧性。
三、船用长轴类大锻件的锻造工艺流程船用长轴类大锻件的锻造工艺一般包括以下几个步骤:1. 原材料准备选择合适的高强度合金钢材料作为原材料,进行材料的预处理,包括热处理和化学成分调整,以提高材料的强度和韧性。
2. 钢锭预制将原材料加热至适宜的温度,进行钢锭的预制。
预制的目的是为了使钢锭在后续的锻造过程中更加均匀,并为下一步的锻造提供合适的形状和尺寸。
3. 锻造加工将预制的钢锭加热至锻造温度,进行锻造加工。
锻造加工可以分为粗锻和精锻两个阶段。
粗锻阶段主要是将钢锭加热至较高温度,进行初步锻造,使钢锭形成初步的形状;精锻阶段主要是对初步锻造的钢锭进行二次锻造,使其形成最终的形状和尺寸。
4. 热处理对锻造后的船用长轴类大锻件进行热处理,包括淬火和回火。
热处理的目的是消除锻造过程中产生的应力和组织缺陷,提高锻件的强度和韧性。
5. 机械加工对热处理后的船用长轴类大锻件进行机械加工,包括车削、铣削、钻孔等。
机械加工的目的是进一步提高锻件的精度和表面质量。
6. 检测与质量控制对机械加工后的船用长轴类大锻件进行检测,包括尺寸检测、超声波探伤、硬度测试等。
通过检测,确保锻件的质量符合要求。
四、船用长轴类大锻件锻造工艺的优化为了提高船用长轴类大锻件的质量和效率,可以采取以下优化措施:1. 工艺参数优化通过对锻造工艺参数的优化,如锻造温度、锻造速度、锻造压力等的调整,可以提高锻件的成形性和机械性能。
船用典型铸锻件的生产技术
船用典型铸锻件的生产技术2008’中国船舶工业行业协会铸锻分会论文集河南?洛阳2008.”李亚维.何源(中国船舶重工集团公司第十二研究所。
陕西兴平713102)搞要:以船用典型铸锻件曲轴、连杆、机身、缸盖、大型螺旋桨为例,简要介绍了目前国内船用铸锻件的生产技术现状。
关键词:曲轴;连杆;机身;缸盖;大型螺旋桨;工艺2007年,中国造船完工量达1893万载重吨,占到世界船舶市场总额的23%。
中国造船业新接订单9845万载重吨,占到世界船舶市场总额的42%。
按照造船产量载重吨/总吨为1.46左右计算.新接订单约为6743万吨;按照每万吨船(含柴油机在内)所需锻件200t,铸件100t计算,所需锻件约为1674348630t,铸件约为300t,可见船舶铸锻件的市场需求是非常强大的。
尤其是螺旋桨、船用柴油机机身、曲轴、连杆、活塞、缸套、凸轮轴等关键零部件均由铸造、锻造成形,其铸锻件质量的好坏直接影响船舶在海上的航行安全。
所以我们有必要了解船用铸锻件的质量生产技术状况。
船规是船用铸锻件生产的第一标准,船用铸锻件的生产必须符合船规的有关规定,本文根据各船级社规范中对产品质量的有关要求,结合目前各船厂实际生产情况,对船用典型铸锻件生产技术状况作以简要介绍。
1船用锻件1.1曲轴1.1.1曲轴毛坯、材料、锻造曲轴毛坯船用柴油机大型曲轴主要采用锻造,近来虽然发展了RR及TR全纤维连续锻造,自由锻造曲轴毛坯的方法仍在采用。
曲轴是柴油机最重要部件之一,其可靠性直接影响柴油机的可靠性.因而对曲轴这样大型锻钢件,各种柴油机都在设计上对其材料、工艺、强度、检验等都提出了较高的要求,各船检社不仅规定了材料试验规范,而且对锻件的超声检验、取样部位等都有要求和相应的规定。
曲轴材料从陕柴重工引进的各型柴油机及国内大功率柴油机曲轴的材质来看,大都为合金钢,其牌号有42CrM04、34CrNiM06、30Cr3W等,也有少数曲轴采用45’钢,随着柴油机强化程度的提高,当其平均有效压力超过1.8]V[Pa时,其曲轴材料采用合金钢,曲轴热处理后调质的强度要求很高,一般机械性能要求:叽≥800N/mm2,crs≥600N/min2,不同的曲轴,其机械性能要求有较大的差别,如PC2.5曲轴的机械性能为:吼≥800N/ram2,O's,>600N/mm2,而PC2.6等柴油机曲轴的机械性能为:瓯9900N/ram2,O-s,>690N/mm2,aK,,>25J,为了达到这一要求,PC2.6曲轴材料的化学成分在PC2—5成分的基础上增加了Ni和V,有的曲轴对化学成分中硫的含量,有特殊要求,S=O.005%--一0.012%,还有对钢锭中氢的含量有严格的有求,氢含量应小于等于2.5ppm,有了这些规定,钢的冶炼必须真空除气,电渣重熔,这样的钢锭纯净度高,其杂质少,能有效防止曲轴中自点的产生。
超大型轮机主轴锻造

毛刺 ,而冲孔毛刺部分及其本身的凸料可以缓解芯 棒 拔 长 时 冲 孔 冲 出面 , 即芯 棒 尾 端 坯 料 的 凹 心 问
题 ;此外 ,在 坯料 的芯棒拔 长 下料 工序 时采 用宽 上 平 下 v砧 ,而 宽 砧 拔 长 时 相 对 砧 宽 比的 增 加 亦 可 减轻 法 兰端 头 凹心情 况 。
长所用芯棒留为空心 ,目的是可通水以保证芯棒工 作温度 ,避免其因温度升高而使强度降低不能满足 使用要求 。由于 出水管是与现有芯棒配合使用的 , 因此 同样存 在长 度不 够 的问题 。而 该 问题将 会导 致 芯棒冷却水无法顺利排出,大量冷却水直接流入正
应特别注意偏心问题 ,锻造过程 中精细控制 ,并通 过微调压下量的方法尽最大努力将偏心问题降至最 低 ;二 是用操 作 机和 天车 配合作业 ,减小 天车独 立
2 0 1 4 在 第6 总1 6 2 期)
y z , j s@c f h L c o m
{ 。
使用 要 求 的芯棒 才能 继续 进行 生产 。 ( 3 )坯 料拔 长易 产生 较大偏 心 ,影 响锻 件 尺寸 精度 。由于 坯料 长度 尺寸 较长 ,芯 棒拔 长 时受压 下 量及 坯 料温度 均 匀性 问题 的影 响 ,不可 避免 地会 存
l : / / / / / _ / J / _ /
现 有 进 、出水 管 长 约 8 1 T I ,坯料 成 品长 1 0 m,
2 解 决 措 施
( I ) 法 兰端 面 占料 和 凹心 问题
其 长 度 不 够 ,采 用 焊 接 加 长 进 、 出水 管 使 芯 棒 和 进 、出水 管总长 大 于锻件 总长 1 . 5 m为 宜 。
作 业 的不稳 定性 ;三 是为 锻件法 兰直 径部分 适 当 留 量 ( 约 1 0 0 I T l m左 右 ) ,保 证 在 一定 偏 心 范 围 内时 锻 件尺 寸不 至 于超差 。
船舶长轴系精密加工工艺流程

船舶长轴系精密加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!船舶长轴系的精密加工工艺流程解析在船舶制造中,长轴系是至关重要的组成部分,它承担着传递动力、支撑船体和维持航行稳定性的关键任务。
大型轴类锻件的特殊锻造法

大型轴类锻件的特殊锻造法
刘助柏;倪利勇;刘国晖;张勇军
【期刊名称】《中国机械工程》
【年(卷),期】2006(017)008
【摘要】利用水平V形砧锻造法,通过有效控制锻件的纤维流向,改善轴类锻件力学性能的异向性,实现轴类锻件的等向锻造,创造普通锻造法无法达到的特殊锻造效果.定性物理模拟实验证明了水平V形砧锻造法是控制轴类锻件力学性能的有效工艺手段.
【总页数】3页(P877-879)
【作者】刘助柏;倪利勇;刘国晖;张勇军
【作者单位】燕山大学,秦皇岛,066004;燕山大学,秦皇岛,066004;燕山大学,秦皇岛,066004;北京科技大学,北京,100083
【正文语种】中文
【中图分类】TG316
【相关文献】
1.极限锻造法和宽砧拔长法在大型船用锻件上的应用 [J], 张明;史翔炜;邓军;常红;潘晓东
2.新FM锻造法在大型轴类锻件生产中的应用 [J], 张华;石明;王建
3.轴类大锻件心部压实锻造法的模拟实验与有限元分析 [J], 孙捷先;方芳;范涛
4.大型钢锻件的新锻造法——FM锻造法 [J], 戚保华(译)
5.42CrMoA大型轴类锻件R面埋藏缺陷分析 [J], 薛永盛;杨晓荣
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
剪 切 摩 擦 系 数/mm
0.3
锻 件 பைடு நூலகம் 上 下 砧 间 传 热 系 数/(N· (s·mm· ℃ )-1)
11
锻 件 与 环 境 间 传 热 系 数/(N· (s·mm· ℃ )-1)
0.02
比例最大。这是因为锻造过程中,锻件下表面与下 砧换热的 速 度 远 大 于 锻 件 和 空 气 之 间 的 散 热 速 度, 所以随着下砧宽度的增加,锻件和下砧接触表面积 增加,接触传 热 区 域 增 大, 温 度 下 降 更 快。 锻 造 4
图 1 某 船 用 中 间 轴 锻 件 图 Fig.1 Forging drawing of marine intermediate shaft
锻 造 用 设 备 为4t电 液 锤 , 其 上 砧 固 定 在 液 压 动 力 头 上 ,为 不 可 拆 卸 宽 为3 3 0mm的 平 砧 ,下 砧 可
2 有限元模型的建立
模拟用软 件 为 Deform-3D, 所 建 立 的 采 用 不 同 下砧锻造时的有限 元 模 型 如 图 3 所 示, 其 中,X 为 横向、Y 为纵向、Z 为轴向。
图 3 采 用 不 同 下 砧 锻 造 时 的 初 始 有 限 元 模 型 (a)330mm (b)400mm (c)500mm (d)FM Fig.3 Finite element model when forging with different bottom die
2.Guangzhou Shipyard Co.,Ltd.,Guangzhou 510382,China)
Abstract:As the most important components of marine power installation,the quality of the long-axis heavy forgings has a direct influence on the hydrodynamic characteristics and normal voyage of marine.The squaring process of the marine intermediate shaft forged by flat anvil,FM method and the unequal flat anvil was simulated.The finite element model was established based on numerical simulation software Deform-3D,and the temperature field,stress distribu- tion,forging force and forging efficiency were analyzed.The results show that comparing with the FM method and un- equal flat anvil forging,when forging by flat anvil,the forming efficiency is the highest,the forging force is the smal- lest and the deceasing speed of the surface temperature of forging billet is the slowest;when forging by FM method, the ideal compressive stress distribution state can be obtained along the billet cross section. Keywords:long-shaft heavy forging;forging process;stress distribution;forging force;forging efficiency
3 模拟结果及分析
3.1 温 度 场 分 析 图4所示为采用不同下砧锻造后各种温度在锻
件整个 体 积 中 所 占 的 比 例。 由 图 可 见: 采 用 平 砧 锻 造 法 时 低 温 区 较 少 , 温 度 在 1100 ℃ 所 占 比 例 较 大,随着下 砧 宽 度 的 增 大, 占 锻 件 最 大 比 例 的 温 度 下 降 ; 采用 FM 法时,1060 ℃在整个锻件的体积
1 研究对象
某船用中间轴轴身长达 10m,如 图 1 所 示, 锻 件长径比 L/D=35.7, 锻 件 材 料 为 35CrMo合 金 结
第1期
夏琴香等:船用长轴类大锻件锻造工艺方法研究
13
构钢,锻前采用蓄热式液化石油气加热炉进行加热, 取烧损率 为 1.5% , [7] 考 虑 到 锻 件 重 量 和 加 热 过 程 中的烧损,选用8t普通钢锭 作 [8] 为锻造坯料,如图 2所示。第1个锻造火次中,钢锭经倒棱、滚圆至 Φ680mm 的圆截 面 坯 料, 然 后 进 行 回 炉 加 热。 第 2 个锻造火次中,坯料经过压方、倒棱和滚圆工序锻 打至 Φ540mm 的圆截面坯料,其中压方过程是主要 的变形工序。
第38卷 第1期 Vol.38 No.1
FORGING & STAMPING TECHNOLOGY
2013 年 2 月 Feb. 2013
船用长轴类大锻件锻造工艺方法研究
夏 琴 香1 , 向 可1 , 赵 学 智1 , 李 一 振2
(1.华南理工大学 机械与汽车工程学院,广东 广州 510640;2.广州造船厂有限公司,广东 广州 510382)
14
锻 压 技 术
第 38 卷
趟后,FM 法低温区占据整个锻件体积的 比 例 最 大, 其它3种锻造方法时低温区分布较少。
图 4 锻 件 温 度 分 布 Fig.4 Temperature distribution of forging
3.2 应 力 分 析 图5所示为普通平砧锻造法时坯料截面上三向
表 1 锻 造 成 形 工 艺 参 数 Table 1 Main parameters used for forging
参数
数值
坯料的初始温度 T/℃
1200
模 具 宽 度bd/mm
330
模具圆角半径 Rd/mm
10
名 义 送 进 量l/mm
265
模 具 初 始 温 度/℃
20
环 境 温 度/℃
的锻件形 状 和 尺 寸, 同 时 压 实 原 始 坯 料 心 部 疏 松、 改善碳化物及夹杂分布、锻合坯料内部孔隙等。
船用长轴类大锻件轴向尺寸均长达5m 以上, 具有长径比大的特点,主要采用自由锻工序进行生 产 , [4] 就目前大 型 锻 件 的 锻 造 而 言, 其 工 艺 设 计 还 主要是依靠设计人员的经验,使得变形工序多、时 间长和材料利用率低。同时,由于大锻件尺寸和重 量特征, 要 实 现 其 质 量 要 求, 有 着 特 殊 的 难 度 。 [5] 将有限元 模 拟 技 术 运 用 到 大 型 锻 件 的 生 产 过 程 中, 建立相应的数学模型并进行求解,就可以通过运算 结果对整个锻造过程进行分析,直观地得到诸如温 度、应力、应变、载荷等信息,进而预测可能存在 的缺陷,以控制成形质量 。 [6]
大型锻件一般是指2t以上的 饼 类 锻 件 或 5t以 上的轴类 锻 件, 其 中 主 要 是 大 型 自 由 锻 件 。 [1] 船 舶 工业用大型锻件分为主机锻件、轴系锻件和舵系锻 件三类[2]:主机 锻 件 主 要 包 括 连 杆、 曲 轴 等; 轴 系 锻件主要有中间轴、螺旋桨、轴推力轴等;舵系锻 件主要有舵柱、舵杆等,其中轴系锻件和舵系锻件 为长轴类大锻件。船舶轴系和舵系是动力装置的重 要组成部分,其质量的好坏将直接影响船舶的推进 特性和正常航行,所以对轴系锻件的加工制造提出 了较严格的技术要求。另外,大锻件的原材料为钢 锭,由于冶金和凝固特性决定了钢锭中不可避免地 存在孔隙、夹 杂、 偏 析 等 组 织 缺 陷 , [3] 为 了 获 得 优 质的锻件,锻造时必须选用合理的工艺以获得合格
摘要:船用长轴类大锻件是船舶动力装置的重要组成部分,其质量好坏直接影响船舶的推进特性和正常航行。本文 以某船用中间轴为研究对象,对普通平砧锻造法、FM 锻造法和上下砧不等宽锻造方法下的 压 方 过 程 进 行 了 数 值 模 拟,应用数值模拟软件 Deform-3D 建立了 相 应 的 有 限 元 模 型, 对 坯 料 温 度 场、 应 力 分 布、 锻 造 力 和 锻 造 效 率 进 行 了分析。结果表明:采用平砧锻造时,锻件的锻造效率最高,所需锻造力小,且表面温度下降最慢;采用 FM 法锻 造时能获得较理想的压应力分布状态。 关键词:长轴类大锻件;锻造工艺;应力分布;锻造力;锻造效率 DOI:10.3969/j.issn.1000-3940.2013.01.003 中图分类号:TG316.1 文献标识码:A 文章编号:1000-3940 (2013)01-0012-05
收 稿 日 期 :2012-06-23; 修 订 日 期 :2012-11-05 基金项目:广州市工业科技攻 关 计 划 项 目 (2008Z1-D221); 广 东 省重大科技专项 (2009A080304004) 作者简介:夏琴香 (1964-),女,博士,教授 电 子 信 箱 :meqxxia@scut.edu.cn
Research on forging method of marine long-shaft heaving forging
XIA Qin-xiang1,XIANG Ke1,ZHAO Xue-zhi 1,LI Yi-zhen2 (1.School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,China;