模具图档管理规范
工模部文件管理规范
工模部文件管理规范1目的为了让图纸管理更加规范,图纸能及时更新,保证有需要的人都能拿到正确且唯一的图纸,特制定此规范2范围此规范仅是对工模部模具图纸的要求,包括压铸模及塑胶模的零件图纸及相关的证明文件等,其他的文件存档请见相关的要求及标准。
压铸模及塑胶模的零件图纸及相关证明文件包括:压铸产品2D图,压铸产品3D图,模具材料清单,模具全3D,电极清单,模具2D零件图,电极图,修模资料,制造指令单,模具设计计算表,模具评审会议记录,模具设计检查表,模具检核表,材质证明,热处理报告,试模报告,模具修改记录,模具批准报告,模具说明书等。
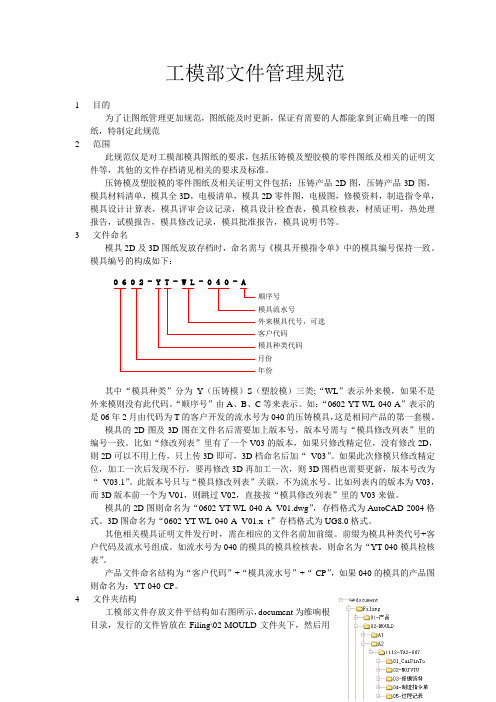
3文件命名模具2D及3D图纸发放存档时,命名需与《模具开模指令单》中的模具编号保持一致。
模具编号的构成如下:0602-Y T-W L-040-A顺序号模具流水号外来模具代号,可选客户代码模具种类代码月份年份其中“模具种类”分为Y(压铸模)S(塑胶模)三类;“WL”表示外来模,如果不是外来模则没有此代码。
“顺序号”由A、B、C等来表示。
如:“0602-YT-WL-040-A”表示的是06年2月由代码为T的客户开发的流水号为040的压铸模具,这是相同产品的第一套模。
模具的2D图及3D图在文件名后需要加上版本号,版本号需与“模具修改列表”里的编号一致。
比如“修改列表”里有了一个V03的版本,如果只修改精定位,没有修改2D,则2D可以不用上传,只上传3D即可,3D档命名后加“_V03”。
如果此次修模只修改精定位,加工一次后发现不行,要再修改3D再加工一次,则3D图档也需要更新,版本号改为“_V03.1”。
此版本号只与“模具修改列表”关联,不为流水号。
比如列表内的版本为V03,而3D版本前一个为V01,则跳过V02,直接按“模具修改列表”里的V03来做。
模具的2D图则命名为“0602-YT-WL-040-A_V01.dwg”,存档格式为AutoCAD 2004格式。
3D图命名为“0602-YT-WL-040-A_V01.x_t”存档格式为UG8.0格式。
模具3D图设计规范
5-2. UG 颜色的区分要求5-2-1. 首先,全部使用统一的颜色库文件。
5-2-2. 新制的模具和修改模具,在设计时特殊的位置需要使用特殊的颜色,以方便后续工作的顺利进行5-2-2-1. 擦穿面使用红色面、碰穿面使用黄色面、避空面使用绿色面、分型PL 面使用粉红色面。
5-2-2-2. 试模后,可以把所有上了各种特殊颜色的面颜色去掉。
修改后,需要烧焊的地方使用蓝色面,需要减钢料的地方上红色面。
(如下图所示)5-2-2-3. 如果新模设计完成后已经发给下一个部门进行加工后需要修改的情况下,我们必须在修改的地方再上一种可以证明此处修改过的颜色(注:所上的颜色一定要能区分其他颜色)。
5-2-3. 前内模颜色使用色库中的第三和第六竖排颜色,其中主内模使用第三竖排最后一个浅绿色; 5-2-4. 后内模颜色使用色库中的第四和第五竖排颜色,其中主内模使用第五竖排最后一个暗蓝色; 5-2-5. 最新产品颜色使用色库中的青色(即第一横排第四种颜色); 5-2-6. 模架颜色使用直接调用模架库时UG 自带颜色。
5-3. UG 编码命名及全三维设计装配树标准化命名5-3-1. U G 编码方法:UG 零件编码主要按照《广州模具物料分类及编码总则》进行。
5-3-2. 为统一UG 设计思路,便于文件组织及管理,对UG 三维设计结构总装图命名作如下规定:模型树示意图分型PL 面碰穿面擦穿面 避空面烧焊的地方减胶料地方新模具试模后5-3-3. 在设计中,模具号作为总装配组件,为方便设计临时调入的标准件文件/建立的零件部件可暂挂为其子部件,但务必时常注意整理,把各部件归属到各自的类别中,保持整个模型树的整洁明了。
整套模具完成后整个模型树只保留示意图部件。
5-3-4. 在PRT组件中,应保留各版本产品图,每个版本产品作为一个子部件,其名称保留原始名称,产品号后面加上产品缩水率。
如模具内产品名称为:11429200-V1-1.003-20090901 5-3-5. 所有前后模滑块的相关标准件都要放在相关的STD目录中。
2023年模具管理制度_1
2023年模具管理制度2023年模具管理制度11、模具的设计及制造1.1、技术部根据营销部或生产部的安排进行模具的设计。
所有需加工的模具,其图纸都必须在资料室存档。
1.2、生产部根据资料室下发的模具图纸及模具制造情况表安排模具的加工。
1.3、生产部可根据需要委托外协员外协加工模具。
外协员与供货方应在合同中写清模具加工内容及加工程度。
外协加工合同中如有未包含的.不能按图纸要求完成的加工内容(如抛光等)请书面通知生产部。
模具初检合格后由外协员填抛光内委单交生产部安排机械车间抛光。
1.4、外协加工的模具,公司不向供货方提供模具图纸电子文档。
重要模具的关键零部件不能外协加工。
2、模具的验收2.1、报检2.1.1、外协加工的模具回公司后,由物流部保管员打临时收料单(模具必须有名称.图号标识,无标识拒收)。
外协员填报检单交品质部。
品质部收到报检单后填写内委单通知车间配合检验(拆.装模具)。
2.1.2、公司内部制造的模具由模具制造车间填报检单交品质部报检。
2.2、初检2.2.1、检查模具结构.外观。
2.2.2、检查模具各尺寸,重点为成形零部件尺寸,安装配合尺寸。
2.2.3、检查各零部件的表面粗糙度。
2.2.4、检查模具各重点零部件的材质及热处理情况。
2.2.5、检查模具备件是否齐全。
2.2.6、模具检验后,质检员将模具验收单交外协员(外协模具)或模具制造车间。
对初检合格的模具,外协员(外协模具)或模具制造车间收到模具验收单后,填写试模内委单一并交技术部。
技术部将试模内委单及模具验收单交模具使用车间安排试模。
(试模以技术部为主导,生产部派人协助技术部试模)新模具试模列入生产计划。
2.2.7、对初检不合格的模具,由模具制造车间返修直至检验合格;外协模具由外协员通知供货方返修直至检验合格。
2.3、试模.核样2.3.1、试模应由经验丰富.操作熟练的操作人员或工艺技术人员承担。
2.3.2、试模前应仔细消化制品图纸和技术要求,了解所使用原材料.制品形状.大小和体积(重量)等。
模具管理规范(含表格)

模具管理规范(ISO9001:2015)1.0目的使模具满足新品开发和日常生产所需,并对其进行有效地维护管理,使之处于良好的状态,以确保达到产品质量和准时交付的要求。
2.0范围适用于本公司所有新品开发和日常生产所需的自用模具和公司付费的外发模具。
3.0 责任3.1项目部负责新品模具申请、产品尺寸、功能跟踪确认。
3.2工程部负责产品开发中自用模具方案确定、标准化推行、质量进度跟踪。
3.3生产部负责日常生产模具申请、模具验收、维护和保管。
3.4质量部负责新品模具、生产模具的产品检验和监测。
3.5采购部负责模具的报价、制造跟踪、外发模具的跟踪。
4.0定义本公司模具包括:注塑模、压铸模、冲压模、复剪模、压方模、挤压模、滚压模、去飞边模具。
5.0过程5.1详细流程参考文件《模具管理流程图》。
5.2模具申请5.2.1新品开发需要的模具由项目部项目工程师根据项目进度计划填写《模具采购信息单》交采购部。
5.2.2非新项目(即已经生产了的模具)需增开模具,因模具已不能修复或者模具寿命已达到的,由生产部模具维修工程师申请,因工艺改进、产能增加等原因的,由工程部工艺工程师提供相关资料给生产部,由生产部申请,并填写《模具采购信息单》经模具工程师审核、工程部经理批准后交采购部。
5.3模具报价:采购工程师根据模具采购申请单选择2-3家供应商报价,综合价格、质量、交期和服务选取供应商。
5.4批准采购:由总经理根据采购部汇总的信息批准采购申请单。
5.5自用的模具开发规范:5.5.1新品开发需要的自用模具,按照《新项目自用模具开发流程图》的流程执行。
项目部项目工程师须提供产品的年量、项目年限、使用材料、使用生产线、客户等相关资料给工程部模具工程师对产品的开模方案进行确认,编制《新模具开发清单》,经工程部经理审核后由产品工程师连同产品3D和2D图打包发邮件给采购部,作为模具询价的基本资料。
5.5.2模具定点后,采购工程师向项目工程师、模具工程师通报定点厂家及相关信息,包括制造厂商、开始制造日期、计划完成制造日期,项目工程师确认进度是否满足项目进度要求。
模具设计图纸管理制度
文件制修订记录1、目的为使模具图及相关文件规范化、统一化、标准化。
2、范围由本公司模具课所绘制塑模/冲模等设计图面规范。
3、定义无4、职责4.1文控:负责所有图面的管制及发行。
4.2模具课:4.2.1工程师:负责模具图面设计绘制及要求制定。
4.2.2部门主管:负责图面审核及存档资料稽核监督。
5、内容及要求5.1塑模AUTOCAD图档底色及图层设置如下:5.1.1图档底色设定为黑色。
5.1.2图档图层设置如表一所示:如有特殊情况,工程师可自行增加图层,但线型、颜色与宽度须与表一所定规格为一致。
5.1.3宽则由工程师视实际状况而定之。
5.1.4.1模胚图图号用001表示5.1.4.2组装图图号:母模组立图图号用ASM-F表示;公模组立图图号用ASM-M 表示;滑块组立图图号用ASM-S表示。
5.1.4.3母模模仁按F01.F02.F03...顺序依次取图号5.1.4.4公模模仁按M01.M02.M03...顺序依次取图号5.1.4.5滑块模仁按S01.S02.S03...顺序依次取图号5.1.4.6资料夹:资料夹名称以模号与产品命名【如TMA001(SATA7P)】,内可分2D模具图档、3D模具图档、产品图档及其它相应资料(必要时再建子资料夹)。
5.2冲模AUTOCAD图档底色及图层设置如下:5.2.1图档底色设定为黑色。
5.2.2图档图层设置如表一所示:如有特殊情况,工程师可自行增加图层,但线型、颜色与宽度须与表一所定规格为一致。
5.2.4.1模号编写请参考《五金模具编号一览表》5.2.4.2模具图档需含以下文件:➢总图;➢模板图(需完整标数);➢零件图(除光学研磨、线割部分外需完整标数,光学研磨、线割部分需标注外形尺寸);➢备料图;➢标准件图;➢料带图;➢装配图;➢零件BOM表;5.2.4.3零件件号编写规则:如A-D09B➢其中A代表此零件为生产料号A的零件;(也就是说:用于生产料号A的零件则零件号以A;开头用于生产料号B的零件则零件号以B开头;用于生产料号C的零件则零件号以C开头;依此类推……);➢其中D代表此零件用于下模板;(注用于脱料板为S,用于公夹板为P);➢09代表此零件为第09工站的零件;➢B为此工站的零件序顺号。
模具设计图纸标注标准及常见尺寸标注方法

5、圖框放大或縮小的比例必須能被1整除。 常用比例有:1:10、1:8、1:5、1:4、1:2.5、 1:1.25、1:1、1.25:1、2:1、2.5:1、4:1、 5:1、8:1、10:1等(特殊時可采用1:1.6)
5‧ (0,0)點選取
A. 主視圖的x、y方向(0,0)點以模具中心為(0,0) 點,特殊情況以成品中心為(0,0)點‧
B. 模仁軸方向(0,0)以pl面為(0,0)點‧
C. 如模具中心,pl面離模仁太遠時,可以模仁直角 邊來定(0,0)點,一般要近基準側優先,並注明 To mcl mm及To pl mm
3 號色----------0.15 -----------綠色
4 號色----------0.10 -----------藍色
5 號色----------0.10 -----------水藍色
6 號色----------0.10 -----------紫色
7 號色----------0.20 -----------白色
3. 具體結構的標注與前面介紹的模板類零件 相同,不再重述。
BACK
模仁类
➢ 前模仁: CAV ➢ 前模镶件: CAV01,CAV02…… ➢ 后模仁: COR ➢ 后模镶件: COR01,COR02……
BACK
前,后模仁
1‧ 標注模仁時,首先將3D傳档过來的DWG档與装 配圖進行核對,檢查模仁尺寸是否正確,以及模 仁有無倒勾,有無做拔模角或尖角。
6. 各頂針﹑套筒﹑扁梢之沉頭均應標注出 孔徑﹑沉頭高度及大小。如下圖十一﹕
工程图档管理制度

工程图档管理制度为了规范和有效管理工程项目的图纸和资料,提高工程项目的质量和效率,特制定本管理制度,以规范图纸的编制、审查、审批、变更、归档和保管工作。
一、图纸的编制1. 工程图纸应按照国家有关规定和标准进行编制,在编制过程中严格按照设计要求和技术要求进行,确保图纸的质量和准确性。
2. 工程图纸应经过设计负责人和专业技术人员审核确认后方可使用,并加盖设计单位公章。
二、图纸的审核和审批1. 工程图纸应按照工程设计文件编制,进行内部审核、技术评审和图审。
2. 内部审核应由项目部技术负责人负责,对图纸内容、设计要求等进行审核,确认符合设计要求后方可进行技术评审。
3. 技术评审应由设计院或相关专业部门进行,对图纸的设计要求、材料选型、工艺流程等进行审查,提出意见和建议。
4. 图审应由相关主管部门或建设单位进行,对技术评审结果进行审定,确认图纸的质量和准确性,后方可进行审批。
5. 工程图纸经过内部审核、技术评审和图审后,应加盖项目部和设计单位的签章,方可进行审批,未经审批的图纸不得用于施工。
三、图纸的变更管理1. 工程图纸的任何变更都应按照相关管理规定进行,变更需加盖设计单位的变更章,注明变更原因和内容。
2. 变更后的图纸应重新进行内部审核、技术评审和图审程序,确认符合设计要求后方可进行重新审批。
3. 变更前的图纸应进行归档并标明变更记录,保留历史变更信息。
四、图纸的归档和保管1. 工程图纸应按照项目部门和设计单位的要求进行归档,建立图纸档案,包括纸质档案和电子档案。
2. 纸质档案应按照规定格式进行整理和存放,归档管理人员应及时更新档案目录和保证档案的完整性。
3. 电子档案应进行定期备份和存储,确保数据的安全性和可靠性,防止意外丢失或损坏。
五、图档管理制度的执行1. 本制度应由项目负责人负责解释和落实,各个部门和人员应严格按照制度要求执行,确保工程图档管理的规范性和有效性。
2. 图档管理人员应定期进行图档管理培训,提高管理水平和专业技能,保证图档管理的顺畅进行。
注塑模具管理规范

5.3 模具放置在栈板上,不允许摆放二层,防止模具掉落,引起事故的发生.
6 相关文件:
6.1 《注塑模具保养规范》
编号:PDW41
7 相关记录:
7.1 《模夹具维修申请表》
编号:PDS06
本次修 订摘要
制定
审核
批准
表单编号:PDSXXX A/0
3.2 维修员:负责对模具进行日常保养及模具维修. 4 工作内容:
4.1 模具接收: 4.1.1 接收模具时,需查看模具是否漏配件.
4.1.2 接收到模具后需做好台账记录,便于知悉模具的动向.
4.2 模具摆放: 4.2.1 模具放置在指定的区域.
4.2.2 使用栈板的尺寸为(长 1100mm*宽 1000mm),将模具放置在栈板上.
4.4 模具转移: 4.4.1 接收到模具转移信息时,需在台账记录上找到并将模具拉到指定的位置.
4.4.2 模具转移后需做好台账记录,便于知悉模具的动向.
5 安全须知:
5.1 操作人员使用行车吊模具时必须穿戴好劳动防护用品,如安全帽、工鞋、手套.
5.2 维修员对模具进行保养、维修时必须穿戴好劳动防护用品, 如工鞋、手套.
文件标题
注塑模具管理规范
文件编号
PDW024 版本 A/0
编制部门 注塑生产部 生效日期
修订日期 2024-08-01
页数 第 1 页,共 1 页
1 目的:
规范公司注塑模具接收、摆放、保养、维修、转移管理流程,保证模具的正常使用及模具的动向.
2 范围:
适用于公司所有的模具管理. 3 职责:
3.1 管理员: 负责模具日常进出记录及台账稳,防止模具掉落,引起事故的发生.
4.2.4 模具放置位置后需做好记录登记,便于下次使用时快速的找到.
模具管理规定

1、目的:为规范模具管理作业,以利生产作业顺畅,确保产品品质,特制定本办法。
2、适用范围凡本公司有关模具新开(备)模、保管、维修、废弃等作业,悉依本办法实施。
3、权责单位1)工程部负责本办法制定、修改、废止之起草工作;2)总经理负责本办法制定、修改、废止之核准。
4、管理规定4.1、开模时机1)新产品开发时;2)产品销售订单增加,模具产能不足时;3)旧模具寿命期满,维修后仍无法正常使用时;4)其他原因必须增加新模具时。
4.2、开模申请单位1)一般情况下,公司所有模具的申请开模都由工程部负责;2)特殊情况时,由使用其他部门申请开模。
4.3、开模申请流程1)根据新品开发或实际生产的需求(备模信息由生产部提出),工程部模具管理员接到相关需求信息后,填写《开模申请单》,经工程部经理审核确认,并最终由经总经理批准后,方准予后续作业;2)工程部模具管理员接到经审核批准后的《开模申请单》,收集开模所需的相关资料(资料包括产品图纸、样品、开模注意事项等),及《模具报价单》,并由工程部模具管理员联络模具供应商提供开模方案和模具报价;3)接到模具供应商完成的开模方案和《模具报价单》后,与工程部经理沟通讨论,将最终的议价结果呈总经理批示;4)经总经理批示后,由工程部经理负责与模具供应商签订《模具合同》;5)《模具合同》应明确规定双方责任,尤其要明确模具材质(模芯和模框材质)、表面处理、模具结构、体积、模穴数、交货日期、验收标准、不合格处理、试模样品数量、样品状态、产品预算重量等事项。
4.4、模具验收1)工程部接到模具供应商提供的试模样品后,对样品进行初步目视检查,确认是否与开模要求一致,在大致确认无误后,再交由品保部进行尺寸检验;2)品保部负责对试模样品进行检验,检验完毕后将检验报告反馈给,工程部模具管理员;3)接到品保部的检验报告后,再次确认模具尺寸合格与否,并向部门经理汇报结果;4)经部门经理确认后,联络生产部门进行样品试加工作业,并由品保部再次对完成品样品检验;5)将判定合格的完成品样品,由工程部联络销售部门,进行客户送样确认,最终由客户对样品的尺寸、外观及使用性能进行综合评定;6)客户反馈评定样品合格,即初步判定模具尺寸合格,随后由模具管理员通知模具供应商进行模具打包到公司;7)模具到公司后,首先进行《模具台账》登记,核对模具名称、模具外形尺寸、模具随附资料(随附资料包括模具2D图档、模具3D图档和型芯图档等)及配件是否符合开模合同要求,经核对无误后,将模具随附资料交由部门文件管理员存档,同时建立《模具档案》;8)请压铸车间协助将模具搬运至车间,对模具进行开模,由工程部模具管理员负责模具结构(模具结构包括浇道设计、渣包设计、模芯尺寸和顶杆设计)、模穴数、模具表面处理等外观验收,将验收结果汇报部门经理;9)经部门经理批准后,开具《试模通知单》联络生产部门给予安排模具试模;10)工程部模具管理员在接到试模信息后,须到场跟踪试模全过程,并将试模结果记录在《量产合议书》内;(车间对模具的课作业性进行验收、品保部对模具尺寸进行验收)11)上述部门验收均合格后,方可办理模具移交手续、付款等作业。
模具管理规范

先经模具工程师确认修模效果,然后成形PE把样品
交品管检测有关尺寸。
4-2-1-5.当TSE收到客户规定变更设计告知后立即安排模具修改,并记录于模具设计变更登记表
4-4-2.模具要在OK状态下方可入库。靠近和超过保养期要保
养后上架,不在量产旳模具须在模具表面做防锈处理后
4-4-2.模具要在OK状态下方可入库。靠近和超过保养期要保养后上架,不在量产旳模具须在模具表面做防锈处理后方可上架,模具维修后也需试模完毕,并保养后上架,并由
模具保养间填写模具出入库登记表。
4-4-3.模具出入库登记表由模具保养间归档。
4-4-4.模具储存条件控制在:室内温度25+/-5℃,湿度25%-65%,并每日做出记录,填写温湿度保养表。
不了。由模具保养间人员告知TSE确认模具状况
后,由TSE工程人员将模具拉至模具部修模处理。
4-2-1-3.模具维修完毕后后,TSE工程开试模告知单给PE工程进行试模,试模后先经TSE工程师确认修模效果,然后成形PE把样品交品管检测有关尺寸及外观确认。
4-2-1-5.当TSE收到客户规定变更设计告知后立即安排模具修改,并记录于模具设计变更登记表将设变内容加入至模具履历中。
更登记表将设变内容加入至模具履历中。
4-2-2.治具维修:
4-2-2-1. PE定义和设计治具,治具必须由工程部和品管部检查和承认。
XXXXXXXXXXXX公司
文献编号:
版次:
模(治)具管理作业规范
分页次: 3/4
4-2-2-2. PE有责任修理和调整改具。
4-2-2-3.新治具必须编号然后入库,再转交给使用部门,使用部门必须登记和维护治具。
模具管理办法

1.目的为规范模具的采购、维修、保养流程,降低模具故障时间,提高模具的利用率,降低模具的购买及维修保养成本.2.范围适用于本公司生产所需要的模具采购以及管理.3.定义3.1本办法由工程部负责统筹.3.2模具分类外部模具:模具所有权属于本公司,但模具存在供应商处,授权给供应商进行使用、维护和管理.内部模具:模具存放在本公司相关工厂,由工厂管理使用.4.职责4.1工程部门职责4.1.1供应商评估管理.4.1.2模具申请的评估、审核,核定模具的采购或自制.4.1.3评估采购部收集的模具报价及确认供应商的设计方案.4.1.4负责模具图纸的审核及交货期跟进.4.1.5负责采购模具的验收及模具电子图档分类建档.4.2采购部职责4.2.1供应商评估管理.4.2.2外发模具的管理.4.2.3价格核定及采购定单管理.4.3品质部职责4.3.1品质人员负责试模首件的质量检验及量产中的产品抽检.4.3.2品质人员负责模具验收时的质量检验.4.4生产部职责4.4.1模具操作性验收登记、标识、存放与维修保养、报废审请管理.4.5仓库职责4.5.1模具型号及数量的确认.5.内部模具采购5.1程序5.1.1新项目开发时模具工程师同相关部门的工程师讨论,确定模具的需求及设计方案.5.2.2模具需求部门应参照生产工艺的要求,综合已有的模具状况提出模具需求并提交【模具申请表】.5.3.3对已在量产的产品,经工程部确认需增加模具的,使用部门提出模具需求并提交【模具申请表】.5.4.4模具在使用过程中造成损坏,并经工程部确认无法修复的,由使用部门提出模具需求申请.5.L5事业部总经理批准【模具申请单】.5.1.6模具工程师将产品所需模具信息提交给采购部,由采购部发给3家以上供应商报价,并同工程部一起审核价格,确定最终制作该模具的供应商.(同质同价必须本着内部模具厂优先选择)5.1.7采购经理批准后,启动模具制作流程.工程部每季定期提交模具固定资产给事业部成本核算员,由事业部成本核算员再转交财务.5.1.8采购根据【固定资产采购申请表】及【模具报价单】制作【模具采购合同】发放给供应商,工程部同时提供通过审核的电子版图档,并跟进模具制作质量和交货期.5.1.9模具部门验收模具,进行试产的首件,由品质部负责检查,判定产品是否符合要求并提供【样品检测报告】.如果不合格,则模具组填写【试模报告】,工程师跟进供应商的改进. 5.L10仓库收到供应商提供的模具,进行型号及数量验收;并通知模具人员,进行模具符合性验收.5.1.11验收合格后,仓库收货人员以及模具组验收人员,共同签收供应商的交货单.工程部验收模具结构,品管部确认产品尺寸;生产部确认模具操作可行性;各方都确认合格后,共同签署【模具验收报告】;通知模具需求申请部门.工程部模具组建立该模具的模具档案,进行模具管理。
3D图管理规范简图
模架精框3D命名 模架报价3D命名
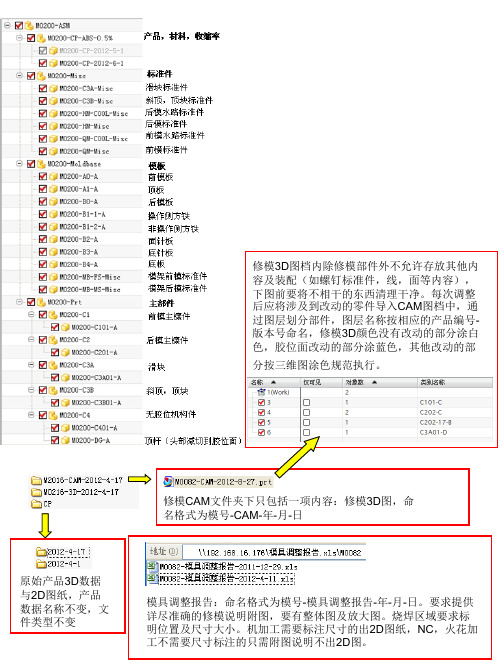
热流道,模架订购料单3D存放规范: 1.热流道,模架单独做一个文件夹,命名规范:模号热流道订购-年月日,模号-模架订购-年月日。 2.热流道和模架的3D要求存放X_T格式,热流道和模 架3D命名按上图方式命名。发生图形变更不要将老图 删掉,新图按下发日期更改3D名称放上去。 3.模架精框写MJ-Jingkuang,模架报价写MJ-Baojia。名 称统一。
修模3D图档内除修模部件外不允许存放其他内 容及装配(如螺钉标准件,线,面等内容), 下图前要将不相干的东西清理干净。每次调整 后应将涉及到改动的零件导入CAM图档中,通 过图层划分部件,图层名称按相应的产品编号版本号命名,修模3D颜色没有改动的部分涂白 色,胶位面改动的部分涂蓝色,其他改动的部 分按三维图涂色:修模3D图,命 名格式为模号-CAM-年-月-日
原始产品3D数据 与2D图纸,产品 数据名称不变,文 件类型不变
模具调整报告:命名格式为模号-模具调整报告-年-月-日。要求提供 详尽准确的修模说明附图,要有整体图及放大图。烧焊区域要求标 明位置及尺寸大小。机加工需要标注尺寸的出2D图纸,NC,火花加 工不需要尺寸标注的只需附图说明不出2D图。
模具1图面与存档规范

LB
LB-PA~Z
LB-P01~99
下夾板
PH2
PH2-PA~Z
PH2-P01~99
下脫板
PS2
PS2-PA~Z
PS2-P01~99
下模座
LP
LP-PA~Z
LP-P01~99
下墊塊
B2
****
****
下托板
B1
****
****
擊出板
EJ
****
****
下止擋板
PPS2
PP2-PA~Z
PP2-P01~99
檔存檔和后續設變工作。
二.適用範圍:
本程序適於模具中心開發部模具圖面編號作業。
三.作業內容:
模具零件圖名稱
編號
入子
圖面編號
零件編號
展開圖
EX
***
***
工程圖
MA
***
***
組立圖
AR
***
***
上托板
U1
***
***
上墊塊
U2
***
***
上蓋板
CV
***
***
上模座
UP
UP-PA~Z
UP-P01~99
G---代表連續模(Progressive)
R---代表鉚合模(Riveting)
模板代號一般在模具編號中不體現,具體出現在分圖圖框中或模具材料明細表(BOM)中流水號為阿拉伯數字1~99.
如:2002年4月開底座第一工程開料模,則編號為GT020401-1B
底座第二工程衝孔模,則編號為GT020401-2P
2002月開底座第一工程開料模則編號為gt0204011b底座第二工程衝孔模則編號為gt0204012p底座第七工程成形模上墊板則編號為gt0204017fub模具編號原則上同一機種各件順序首尾相連特殊情況除外模具編號由檔案管理員編排
技术、设备档案、图纸资料管理制度范本

技术、设备档案、图纸资料管理制度范本一、背景与目的为了规范技术、设备档案、图纸资料的管理,确保其安全、完整、可追溯,提高资料管理的效率和可靠性,特制定本制度。
二、适用范围本制度适用于公司所有技术、设备档案、图纸资料的管理,包括电子档案和纸质档案。
三、管理要求1. 责任与授权1.1 公司应设立相关负责人,负责技术、设备档案、图纸资料的管理。
1.2 相关负责人负责监督和执行本制度,确保其有效实施。
1.3 相关负责人应对下属员工进行培训,使其了解并遵守本制度。
2. 档案、资料的建设与归档2.1 各部门应建立适当的档案、资料建设计划,确保所有相关的技术、设备档案、图纸资料按照规定进行归档。
2.2 归档前,应对纸质档案进行密封,确保档案不受损坏、丢失或篡改。
2.3 归档后,应按照统一的编号进行登记,并在数据库中建立相应的电子档案。
2.4 对于涉密的技术、设备档案、图纸资料,应按照相关保密规定进行管理,并设立专门的保密档案室。
3. 存储与检索3.1 公司应提供适当的存储设备和条件,确保技术、设备档案、图纸资料的安全和可靠。
3.2 档案、资料的存储应采用规范的命名方式和目录结构,并定期进行备份。
3.3 存储的档案、资料应按照文件类型、日期、项目等条件进行分类,方便进行检索和使用。
3.4 检索时,应先到数据库进行查询,确认档案、资料的存储位置,然后前往存储设备处取阅。
4. 借阅与归还4.1 档案、资料的借阅应按照相关规定进行申请,并填写借阅登记表。
4.2 借阅期限一般不超过30天,特殊情况下可延长,但需提前向相关负责人申请并获得批准。
4.3 借阅人应当妥善保管借阅的档案、资料,不得私自复制或泄露给他人。
4.4 借阅期满后,应及时归还归档,如有需要延长借阅期限,应提前向相关负责人申请并获得批准。
5. 授权与审批5.1 对于需要提供给外部单位或个人的技术、设备档案、图纸资料,应进行授权和审批。
5.2 授权和审批应按照相关规定进行,确保资料的安全和合规。
模具档案管理制度

第一章总则第一条为加强模具档案管理,确保模具档案的完整、准确、安全,提高模具档案利用效率,根据《中华人民共和国档案法》及相关法律法规,结合公司实际情况,制定本制度。
第二条本制度适用于公司内部所有模具档案的管理工作。
第三条模具档案管理应遵循以下原则:(一)统一领导,分级管理;(二)集中保管,分散使用;(三)维护完整,确保安全;(四)方便利用,提高效率。
第二章模具档案的收集与整理第四条模具档案的收集范围包括:(一)模具设计、制造、检验、使用等过程中的各类文件;(二)模具变更、维修、报废等记录;(三)模具相关标准、规范、法规等;(四)模具生产、使用过程中的照片、图纸、视频等。
第五条模具档案的收集应做到:(一)及时收集,确保档案的完整性;(二)分类收集,便于档案的整理和利用;(三)真实记录,确保档案的准确性;(四)归档手续完备,确保档案的合法合规。
第六条模具档案的整理应遵循以下要求:(一)分类清晰,便于查找;(二)编目规范,便于检索;(三)装订整齐,便于保管;(四)归档有序,便于管理。
第三章模具档案的保管与利用第七条模具档案的保管应遵循以下规定:(一)设立专门的档案室,配备专职档案员;(二)档案室应保持通风、干燥、防潮、防尘、防盗、防火、防虫蛀等条件;(三)档案柜应使用符合国家标准的档案柜;(四)档案应按照分类、编号、装订等要求进行存放。
第八条模具档案的利用应遵循以下规定:(一)查阅档案应填写《档案查阅登记表》;(二)查阅档案应在档案室内进行,不得擅自将档案带出档案室;(三)查阅档案应遵守档案保密制度,不得泄露档案内容;(四)档案利用结束后,应立即归档。
第九条模具档案的复制、出版、展览等,应经档案管理部门批准。
第四章模具档案的鉴定与销毁第十条模具档案的鉴定应定期进行,鉴定标准如下:(一)具有保存价值的档案;(二)反映公司发展历程、重要事件的档案;(三)涉及公司技术秘密、商业秘密的档案;(四)具有法律效力的档案。
模具图档作业规范
4.2存檔前必須清理無用塊和圖層.
4.3板零件圖存檔時只打開相關圖元所需層及DIM層; BASE、**LEAD、**CFGFORM層均需凍結(FREEZE).
4.4板零件圖存檔前須刪除料帶及LOUT(料帶)層.
4.5存檔前用“ZE”(ZOOM的EXTEND選項)命令,使圖元為最大可視.
1目的
規範圖面上共用件的表示方法和註解,確保圖面統一,方便與模具加工單位的溝通.並借以提升運作效率.
2適用範圍
鴻准公司沖壓開發.
3存檔目錄
設計者在接到新的作業任務(設計或設變)后,先在“C:\DATA\DWG\”下建立一子目錄,子目錄名取模具圖檔編號的1~5碼.同一套模具的資料包括所有AutoCAD檔案、BOM表、模具開發備料單等文字檔案均須存放在該目錄下.
模具图纸档案管理规范

模具图纸档案管理规范(IATF16949-2016/ISO9001-2015)1.0目的:规范模具图纸档案的保存编码操作步骤、方法及注意事项。
2.0范围:适用范围:模具课所有图纸档案(包含塑模图纸,冲模图纸,临时图面)。
3.0定义:无4.0职责:4.1课长:对图纸资料的审核。
4.2塑模工程师:对模具图纸的准确提供。
4.3冲模工程师:对冲模图纸的准确提供。
4.4文员:对各工程师提供的图纸及其他资料的妥善保管。
5.0内容及要求:5.1图纸的编码:工程师接到《模治具工作执行单》后须向部门文员申请模具编号;文员接到申请后根据《模具编号管理办法》进行编码后提供给申请工程师;工程师把申请到的编号和产品名称填入《模具开发进度表》进行设计过程管控。
5.2图纸的内部管理:5.2.1工程师完成设计取得模具编码及完成设计后,须将模具的2D/3D/表单资料整理归档(电子档)传给文员进行部门内部存档。
5.2.2文员须妥善保管各工程师整理好的模具图纸资料,详细参见《模具设计管理办法》。
5.3图纸的审核:5.3.1工程师完成设计通过设计审查后须出具2D图纸和表单资料的书面文件;文件类型为A4版面。
5.3.22D图纸和表单资料须交由课长签字审核,审核通过后交由文员存档;不通过则退回进行修改。
5.4图纸的发行:5.4.1完成审核的2D图纸和表单资料交由文员经行分类管理。
5.4.22D图纸和表单资料原件交文控中心发行受控。
5.4.3发加工图纸必须为受控后的复印件,零时图面除外。
5.5图纸的变更和替换:5.5.1模具进行设计变更后须及时替换更新部门内部存档,并在图纸的设计变更栏详细的说明变更的部位及其时间和版次。
5.5.2打印出变更的2D图纸和表单资料经部门主管审核后交由文员去文控中心调换被变更的文件。
6.0相关文件:6.1《模具设计管理办法》7.0相关记录表格:7.1《模具开发进度表》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具图档管理规范
为更好的管理模具课模具图档,实现同事之间的相互协作,特制定此规范,以统一模具图档的管理。
请各位模具设计同仁严格按照此规范操作。
一.所有的模具图档统一按此目录放置:
公司服务器//生产技术部//工装文件//模具图纸//客户名称//产品编号
二.产品编号下存5个资料夹及1份模具更改履历表:
Mould2D:文件夹为2D模具图档存放目录(包含修模/工程变更后)。
Mould3D:文件夹为3D图档存放目录(包含修模/工程变更后)。
客供图纸:文件夹为客户提供的图档存放目录。
模流分析:文件夹存放不同日期的分析结果。
设计文件:文件夹为发图时5个表单及一个备料单文件。
模具更改履历表:记录产品更改或设变时模具需要修改的内容。
三.2D文件夹包含以下文件:
XXXXX-HB2-A-2014.06.06(XXXXX为产品编号,HB2为模具编号,A为版本号,2014.06.06为图档下发日期注意年月日中间用点隔开)。
如果图档某个零件设变,拷贝出整个2D图档,设变的单个零件版次号从A改到B设变以此类推(如下图所示)
设变后2D文件夹里面将多出一份图档每次修模或设变拷贝最新版图纸,设变后的版本号相对应的更改如A,B,C,D依次类推。
如下图所示:
四:3D文件夹包含以下文件:
XXXXX-HB2-A-2014.06.06(XXXXX为产品编号,HB2为模具编号,A为版本号,2014.06.06为图档下发日期注意年月日中间用点隔开)。
文件夹内包含以下文件:
模架图(MJ)/浇口套分流锥(JF)/定模组件图(FD)/动模组件图(MD)/滑块组件图(SC)/挤压油缸组件图(如果滑块多的情况下滑块组件图分为滑块A组件(SCA),滑块B组件(SCB),滑块C组件(SCC)......依次类推/挤压油缸组件图(SP)同理)
如果图档某个零件设变,拷贝出整个3D文件夹内的文件,设变的单个零件版次号从A 改到B设变以此类推(如下图所示)
每次修模或设变拷贝最新版图纸,设变后的版本号相对应的更改如A,B,C,D依次类推。
设变后3D文件夹内如下图所示:
五:客供文件夹存放客户或(开发部)传过来的资料包含客供的2D3D
以及客人回复等等,按不同日期存放如下所示:
六:模流分析文件夹存放模流分析影片及PPT分析结果,按不同日期存
放如下所示:
XXXXX-HB2-A-2014.06.06(XXXXX为产品编号,HB2为模具编号,A为版本号,2014.06.06为模流存档日期)。
文件夹内包含一份PPT模流说明及凝固,速度,温度的视频如果有需要可以有不同角度用1,2,3来区分如下图所示:
七:设计文件文件夹的放置如下:
包含一个备料单文件夹//设计输入清单//2D3D对照表//模具设计检查表//DC铸造条件表//具设计评审表(注:各表单都有发行请勿自行更改)
八:模具更改履历表记录产品更改或设变时模具需要修改的内容如
下图所示:
以上规范请各位同仁严格执行,以利于设计图档的共同操作,谢谢。
发文:审核:批准:
日期:日期:日期:。