立式加工中心详解
立式加工中心工作原理
立式加工中心工作原理
立式加工中心是一种使用数控(NC)系统控制的机床,其工
作原理如下:
1. 工件夹紧:首先,操作人员将待加工的工件安置在工作台上,并使用夹具或夹具夹紧工件,以确保工件在加工过程中保持稳定。
2. 刀具设定:接下来,操作人员选择适当的刀具,并安装在主轴头上。
刀具的选择根据工件的材料、形状和所需的加工操作而定。
3. 加工参数设定:使用NC系统,操作人员将加工参数输入到
控制台上。
这些参数包括刀具的转速、进给速度、切削深度和切削方向等。
4. 加工操作:一旦设置好加工参数,并确认无误后,操作人员启动加工过程。
控制系统将自动控制主轴头和工作台的移动,根据预先设定的加工路径和参数,进行切削、钻孔、铣削或其他加工操作。
5. 监控和调整:在加工过程中,NC系统会实时监测工件和刀
具的状态,如振动、温度和刀具磨损等。
如果发现异常,系统会自动进行调整,以确保加工质量和效率。
6. 加工完成:当加工完成后,机床会停止运动,操作人员可卸载加工好的工件,并进行下一轮的加工操作。
总的来说,立式加工中心利用NC系统的自动控制能力,实现了对工件的高精度、高效率加工。
它可以自动进行复杂的加工操作,提高加工效率和产品质量。
立式加工中心简介
10.润滑系统
立式加工中心润滑系统简单的说,就是将单独供送的润滑油和压缩空气进行混 合并形成紊流状的油气混合流后供送到加工中心主轴部分或其他润滑部位。 工作原理 利用压缩空气在管道内的流动,带动润滑油沿管道内壁连续不断的流动, 将油气混合并输送至加工中心主轴部分及丝杠等其他需要润滑部位。干燥的压 缩空气以恒定的压力(5—8BAR)连续供给,而润滑油是根据主轴润滑、丝杠 润滑或其他部位耗油量的不同定量供给。因此每个润滑回路都必须使用单独微 型油泵作为输油的动力源,油从泵出来后必须先进入油气混合阀,在油气混合 阀里,流动的压缩空气把油吹成细小的油滴,附着在管壁上形成油膜,油膜随 着气流的方向沿管壁流动,在流动过程中油膜的厚度逐渐减薄,但并不凝聚。
8.主要附件
1 2 3 4 5 6 7 8
自动刀具交换装置(ATC) FANUC OI系列 数控系统 密闭式护罩 工作灯 自动润滑系统 主轴吹气装置 地基螺丝及垫块 随机技术资料
山东威力重工
9.特选附件
1 主轴内冷却装置 2 自动刀具测量 3 自动工件测量 4 数控转台 5 ZF齿轮箱 注:XH716可选滚动、滑轨复合导轨,进给速度 可达24m/min。
▪ 应用
山东威力重工
1.加工中心
工件在加工中心上经一次装夹后,数字控制系统能控 制机床按不同工序,自动选择和更换刀具,自动改变 机床主轴转速、进给量和刀具相对工件的运动轨迹及 其他辅助机能,依次完成工件几个面上多工序的加工。 并且有多种换刀或选刀功能,从而使生产效率大大提 高。
山东威力重工
2.简介
卧式 卧式加工中心指主轴为水平状态的加工中心,通常都带 有自动分度的回转工作台,它一般具有3~5个运动坐 标,常见的是三个直线运动坐标加一个回转运动坐标, 工件在一次装卡后,完成除安装面和顶面以外的其余四 个表面的加工,它最适合加上箱体类零件。与立式加工 中心相比较,卧式加工中心加工时排屑容易,对加工有 利,但结构复杂.价格较高。
立式加工中心

立式加工中心立式加工中心是一种常见的数控机床,也被称为立式数控铣床。
它的工作原理是通过在工作台上固定工件,然后使用旋转刀具在工件上进行铣削、钻孔、镗孔和螺纹加工等操作。
立式加工中心通常用于加工平面、曲面和复杂形状的工件。
立式加工中心的主要组成部分包括机床主体、主轴、刀库、工作台、控制系统和润滑系统。
机床主体是立式加工中心的基础结构,承载着各个组件的定位和固定。
主轴是立式加工中心的核心部件,负责传动刀具的旋转,拥有较高的转速和扭矩。
刀库是用来存放刀具的装置,一般配备多个刀位,可以实现刀具的自动换装。
工作台是安放工件的平台,具有可调节和固定的功能,使工件能够在加工过程中保持稳定的位置。
控制系统是立式加工中心的智能核心,通过预先编程的程序指令,实现自动化和精确的加工过程。
润滑系统用于给机床各个部件提供润滑和冷却,保证机床的正常运行。
立式加工中心的操作过程是先通过CAD(计算机辅助设计)软件将产品的三维模型转换成二维的加工程序,然后通过CAM(计算机辅助制造)软件进行程序优化,最后将优化后的程序上传到控制系统中。
控制系统通过指令控制主轴和工作台的运动,实现对工件的精确加工。
操作人员只需要进行简单的设置和监控工作,不需要直接干涉加工过程。
立式加工中心具有许多优点。
首先,由于刀库具备自动换刀功能,可实现多种不同的加工操作,提高了加工的灵活性和效率。
其次,立式加工中心具有较高的加工精度和加工质量,能够进行高精度的定位和磨削。
此外,立式加工中心还具有较高的自动化水平,能够实现连续加工和无人化操作,大大减少了人工成本。
在工业生产中,立式加工中心广泛应用于航空航天、汽车、电子、模具、医疗器械等行业。
例如,在航空航天领域,立式加工中心可以用来加工飞机发动机部件、导弹和卫星零部件等。
在汽车行业,立式加工中心可以用来加工汽车发动机、底盘和车身零部件等。
在电子领域,立式加工中心可以用来加工电子元器件、PCB板和电路板等。
在模具行业,立式加工中心可以用来加工塑料模具、金属模具和模具配件等。
请简述数控立式加工中心的工作原理

请简述数控立式加工中心的工作原理数控立式加工中心是一种高精度、高效率的机床设备,它采用计算机控制系统对工件进行加工。
其工作原理主要包括数控系统、机械系统和刀具系统三个部分。
数控系统是数控立式加工中心的核心,它由计算机和数控编程软件组成。
首先,操作人员需要根据工件的要求编写加工程序,然后通过计算机将程序输入数控系统。
数控系统会解析程序内容,根据加工要求生成相应的控制指令。
这些指令包括轴向移动指令、切削速度指令、进给速度指令等。
计算机会按照指令的顺序依次发送给控制器,控制器再将指令传递给驱动系统。
机械系统是数控立式加工中心的重要组成部分,它包括机床本体、主轴和工作台等部件。
机床本体是支撑整个设备的主体结构,它由床身、立柱、横梁等部件组成。
主轴是用来安装刀具并进行切削加工的部件,它可以根据需要进行高速旋转。
工作台是用来固定工件并进行定位的部件,它可以在三个坐标轴上进行运动,以实现工件的多方位加工。
刀具系统是数控立式加工中心的另一个重要组成部分,它由刀库、刀柄和刀具组成。
刀库是用来存放各种类型的刀具的部件,操作人员可以根据需要选择合适的刀具。
刀柄是将刀具固定在主轴上的部件,它需要保证刀具的稳定性和切削精度。
刀具是用来对工件进行切削的工具,不同类型的刀具可以实现不同形状和精度的加工。
在数控立式加工中心的工作过程中,首先操作人员需要将工件安装在工作台上,并进行定位。
然后,根据工件的要求编写加工程序,并将程序输入数控系统。
数控系统会根据程序内容生成相应的控制指令,并发送给控制器。
控制器再将指令传递给驱动系统,驱动系统会根据指令控制机床本体、主轴和工作台等部件的运动。
最后,主轴上安装的刀具会对工件进行切削,实现加工目标。
数控立式加工中心具有高精度、高效率的特点。
它可以实现复杂形状的加工,提高加工质量和生产效率。
同时,由于采用了数控系统,操作人员只需编写加工程序,无需手动操作机床,减少了人为因素对加工精度的影响。
立式加工中心操作PPT课件
第8页/共27页
1、G指令在加工中心上的应用 2、M指令在加工中心上的应用 3、实例编程
第10页/共27页
1、G指令在数控铣床上的应用
• ⑴ G90——绝对坐标编程 • 书写格式:G90 • 说明:在此指令以后所有编入的坐标值全部以
编程原点为基准;
B(45,30)
A(20,10)
第11页/共27页
• ⑵ G91——增量坐标编程 • 书写格式:G91 • 说明:G91编入程序时,以后编入的坐标值均
程序格式:G15 Hn 或 G16 Hn 格式中的 n 就是所选的坐标系编号。可以 为 00 , 01 , 02 , 03 和 04 。其中00为由机 床制造厂规定的机床坐标系。其余 4 个可由用 户随意设置。 由 G15 选定的坐标系对本程序段和以下新 坐标系指定之前的程序段都是有效的。即使在关 机后还记忆在系统中,故当开机或系统重新启起 动时,系统自动选定先前的坐标系。
第22页/共27页
实例编程(直线、圆弧插补指令在实例中的应用)
按图5所示,要求用6的键槽铣刀在95×95×8mm 的工件上雕刻一个图形,要求铣削的深度为1mm。编 写最后一道精加工的数控加工程序。(材料:铝)
第23页/共27页
铣削成型后的图形
O1111
实例编程
N10 G15 H02
N15 T02 M06 N20 G00 G90 Z5 S1000 M03 N30 G01 Z-2 F200 N40 X35.355 Y35.355 N50 G03 X9.899 Y60.811 R18
立式加工中心机床结构
立式加工中心机床结构简介立式加工中心机床5大件各个部分展示:底座部件有地脚调整螺钉,丝杆组件和底座。
底座与滑台采用双侧导轨导向定位。
底座导轨下方有费油回收槽和孔,废油由底座后中部位的回收接头回收到废油收集盒。
加工中心主轴结构主轴部件包括主轴、主轴箱、主转动机构和打刀机构等。
主轴箱体设有油冷通道,机油通过外部油冷机,能降低加工过程中主轴单元的升温。
因此,机床更具有热稳定性。
如下图所示:主轴的传动方式分为皮带传动和直联传动皮带最高转速可达8000转,直连可达15000转工作台工作台与滑台采用双侧导轨导向定位工作台两侧的伸缩护罩要和工作台保持密封链接,如下图立式加工中心立柱结构立柱与主轴箱采用双侧导轨导向定位立柱结构组成如下图:立式加工中心X、Y、Z三轴进给如下图:数控加工中心作为一种全自动的数控加工机床和普通的机床相比具有比较大的优势,主要有以下几点:1、全封闭防护结构在机床的结构上,数控加工中心采用了全封闭的制造方式,能有效防止加工过程中出现的人身意外等情况。
2、加工的连续性数控加工中心具有多个进给轴:三轴或以上,能自动完成多个平面或多个角度的加工。
3、自动换刀结构数控加工中心具有自动换刀装置,能够通过程序控制进行自动换刀。
4、高自动化、高精度、高效率通过合理的切削参数选择和数控加工中心的加工连续性,减少了停机时间,提升了机床的加工效率。
5、改善劳动条件操机人员和编程人员只需要将设定好的程序输入系统,装卸零件和刀具准备等工作,降低了劳动强度。
6、加工精度高,产品质量稳定数控机床的精度比普通机床的高,采用计算机自动编程和减少装夹次数,有效降低误差。
立式加工中心特点及主要用途
立式加工中心特点及主要用途以下是 9 条关于立式加工中心特点及主要用途的内容:1. 嘿,立式加工中心的精度那可真是杠杠的!就像一位精准的雕刻大师,能把工件雕琢得无比精细呀!你想想看,在制造那些复杂又精细的零件时,它得多靠谱啊!比如加工一个精密的齿轮,那绝对是游刃有余。
2. 哇塞,它的稳定性强得很呢!简直就如同泰山一样稳稳当当的。
当它在持续工作时,你完全不用担心会出啥岔子,安心等着高质量的成品就行啦!就好比在建造一栋高楼时,坚实的根基是多么重要啊。
3. 立式加工中心的效率高得惊人啊!这速度,就如同猎豹在奔跑,呼呼的!在大规模生产中,它能迅速完成任务,为企业节省大把时间呢!你说这多厉害呀,像生产汽车零部件,那效率绝对让你咋舌。
4. 嘿呀,它的适应性那可是超强的呀!可以说是个全能选手呢,不管啥样的材料它都能搞定。
就好像一个武林高手,啥兵器都能用得炉火纯青,不管是坚硬的金属还是其他特殊材料,它都不在话下!想想看在加工不同材质的模具时多牛啊。
5. 哇哦,立式加工中心能实现多种复杂工艺呢,这能力真不是吹的!就像一个拥有十八般武艺的大侠,啥招都会呀!不管是铣削、钻孔还是攻丝,统统都没问题哟!你看在制造那些多功能的机械部件时多厉害。
6. 它的操作方便简单呀,简直太贴心了吧!就好像你拿着手机玩游戏一样轻松上手。
工作人员很容易就能掌握,根本不用费多大劲!这多好呀,就像开着一辆自动挡的汽车,轻松又自在。
7. 立式加工中心的可靠性那是毋庸置疑的!就像是你最信赖的朋友,绝对不会关键时刻掉链子。
长期高强度工作也毫无压力,这多让人安心呀!比如在连续加工一批重要工件时,你就完全可以把心放到肚子里。
8. 哎呀,它的可扩展性也很不错哟!就像搭积木一样,可以根据需求不断添加新的功能模块。
这多灵活呀!当你有新的加工要求时,它也能轻松应对,这不就像一个超级变形金刚吗?想想在不断变化的生产需求中多实用。
9. 总的来说,立式加工中心真的是制造业的得力干将呀!特点多多,用途广泛,能为企业带来巨大的价值!我们真该好好珍惜利用它,让它为我们创造更多的精彩呀!。
立式数控加工中心使用说明书

立式数控加工中心使用说明书第一章操作面板一、环境设置1、电源:AC200/220V±10% 50/60Hz±2%2、空气压力源:0.4~0.8MPa 600L/min(大气压)以上露点温度-20℃以下,参考规格:ISO8573-1品质等级ISO1.5.1:最大粒子径0.0001mm以下,最大加压下露点7℃以下,最大油分浓度:0.01mg/m3以下。
3、温度差:±2℃4、温度变化:1℃/30min5、温度:20~24℃6、湿度:75%以下7、粉尘:0.3mg/m3以下二、准备检查机床设备:机床、电脑、集线器、网线、编程软件、刀柄、刀具、夹具;1、检查机床气压、主轴冷却油、导轨润滑油等情况。
在气压方面,机床侧面气动装置处观察。
右下侧主气压表读数应为0.5Mpa。
2、启动和关闭机床启动:把机床电源总开关置于ON处,电源指示灯变亮;按下面板CONTROL POWER ON,等待开机画面显示完。
关机:把三轴移至行程中间位置,按下面板POWER OFF,机床会在几分钟后自动关闭。
关机时请不要按紧急开关,以免主轴漏油。
3、开机后的热机运动机床热身运动是为了让主轴和各运动轴的受热膨胀均匀,润滑充分!程序操作为:将旋钮旋至EDIT模式,选择PROG模式,在屏幕上输入热机程式(各机床的行程不同,程式也稍有不同,举例如下)O****;G91G28Z0;G91G28X0Y0;S12000M03G91G01F3000 X-600. Y-350. Z-150.;X300Z50;G02J175.0;M99;不同型号的机床,行程不同,请事先阅读说明书,了解具体的尺寸。
将旋钮旋至MEMORY模式,按循环启动按钮执行程序,热机一般为15-30分钟左右。
三、操作面板1、EMERGENCY紧急按钮在紧急情况下用此按钮停机,所有机器动作停止:包括X、Y、Z轴移动、进给;主轴转动、换刀动作及冷却液供应等。
此按钮按下后,恢复只要向右旋转按钮就会自动弹起。
立式数控加工中心的曲面加工技术

立式数控加工中心的曲面加工技术立式数控加工中心是一种主要用于金属零件加工的机械设备,它能够高效、精确地完成各种复杂的加工任务。
其中,曲面加工技术是立式数控加工中心的重要应用之一。
本文将探讨立式数控加工中心的曲面加工技术,并分析其在工业生产中的应用和优势。
立式数控加工中心是一种集铣削、钻孔、攻丝等功能于一体的机床,其加工过程是由程序控制运行自动完成的。
曲面加工技术是指通过加工中心的刀具在工件表面上进行复杂曲线的加工。
与传统的加工方式相比,立式数控加工中心具有如下优势:首先,立式数控加工中心的曲面加工技术能够实现高精度的加工。
通过在设备中预先设置加工路径、刀具轨迹等参数,可以确保加工的精度和准确度。
曲面加工的复杂性要求机床具备高精度的定位和控制能力,而立式数控加工中心可以通过精确的程序控制实现对加工过程的精确控制,从而获得高精度的加工结果。
其次,立式数控加工中心的曲面加工技术具有高效性。
相比传统加工方式,立式数控加工中心能够在一个工件上完成多个加工操作,节省了工件的换工时间,并提高了生产效率。
同时,立式数控加工中心的自动化程度较高,无需人工干预,减少了操作人员的工作强度,提升了加工效率。
此外,立式数控加工中心的曲面加工技术具备较强的适应性。
根据不同的加工需求,可以通过编程设置机床的参数,实现不同曲线形状的加工。
同时,利用数控系统的优势,可以根据不同材料的特性和加工要求,调整加工速度、进给量等参数,提高加工的质量和效率。
这种灵活性和适应性使立式数控加工中心的曲面加工技术在不同工业领域的生产中得到广泛应用。
在实际应用中,立式数控加工中心的曲面加工技术被广泛应用于航空航天、汽车制造、电子设备、模具制造等领域。
以航空航天领域为例,飞机零件的曲面加工需要极高的精度和表面光洁度,而立式数控加工中心可以通过合理的数控编程和相关工艺控制,满足这一需求。
在模具制造领域,曲面加工技术也扮演着重要的角色,利用立式数控加工中心可以快速、高效地加工出复杂形状的模具,提高生产效率和产品质量。
HASS立式加工中心控制键功能说明

HASS立式加工中心控制键功能说明1.电源键:用于开启或关闭机器的电源。
2.运动控制键:用于调整和控制机器的运动。
可分为手动和自动控制模式。
-手动控制模式:通过手动控制键可以细致地调整各个轴的运动,以实现准确的加工。
-自动控制模式:通过自动控制键可以设置运动路径和速度,机器将按照设定的参数进行加工。
3.加工速度控制键:用于调整机器的加工速度。
根据不同的加工要求,可以通过该键将速度调整到合适的水平,以保证加工质量和效率。
4.进给控制键:用于调整机器的进给速度。
进给是指工件和切削工具之间的相对运动速度,在加工过程中起到关键作用。
可以通过该键调整进给速度,以满足不同的加工需求。
5.准确度控制键:用于调整机器的准确度。
在加工过程中,保持机器的高准确度对于加工精度至关重要。
通过该键可以调整机器的各项参数,以获得更高的准确度。
6.刀具控制键:用于控制和调整机器的刀具。
包括刀具长度的调整、刀具的更换和刀具的转速等功能。
通过该键可以根据加工要求选择合适的刀具,以保证加工的质量和效率。
8.错误报警键:用于显示和处理机器的错误报警信息。
在加工过程中,如果机器出现故障或错误,会通过该键显示错误信息,并指导操作员进行排查和处理。
9.数据存储键:用于存储和读取机器的加工数据。
通过该键可以将加工程序和参数保存在机器的存储装置中,以便以后的使用和调整。
10.状态显示键:用于显示机器的当前状态和加工进度。
通过该键可以实时监控机器的运行情况,并及时了解加工的进展。
立式加工中心操作与步骤

立式加工中心操作与步骤加工中心操作与步骤一、开关1、开压缩空气。
2、开主机电源。
3、开NC电源。
二、机床原点回归*1、各轴的位置要距机械原点-100。
0mm以上。
2、手工操作,按下手动按钮,不能在其它模式下操作。
*3、使用手轮或快速移动时,一定要看清X,Y,Z轴各方向“+”“-”号标牌后再移动。
4、先回归Z轴后回归X轴Y轴。
三、准备及安装刀具1、先准备好加工所需的刀号的刀、刀套、刀柄及拉钉。
2、依据加工顺序把刀具装入刀柄。
四、刀具长度及半径的测量1、先用测量棒在测刀仪上对零。
2、分别把各把刀具放入测量仪上并测出其刀长和半径。
五、刀具装入刀库1、根据安装使用刀具的先后顺序,依次把刀具按顺序装入刀库,并且刀具所装的位置号要与程序中的刀具号一一对应(注意盘铣刀禁止放入刀库,只能从主轴上装卸,否则会卡坏其它刀座。
)六、刀具的登录把与各刀具相对应的D,H值输入机床坐标系中1七、工件装夹、找正1、工件装夹:工件放入虎钳,先用手柄进行机械夹紧,然后进行液压锁紧,液压锁紧调至中间格的一半即可。
2、找正(X,Y的找正可用找正器或百分表两种方法)A、找正器找正(一般用于方料)a、旋钮至MDI状态b、按下PRGRMc、输入M03 S500d、按开始键执行e、依次打至*100倍率、*10、*1微调至同轴度偏差为0.001,此时相对坐标下将此轴清零。
取一半摇回后再清零。
f、验证B、百分表找正(一般用圆料)a、把主轴与工件的位置对正,然后装上百分表,表头指向工件的圆心b、主轴转一圈看周边是否有偏差,用“手动方式调整”直到所测得的偏差不超过2小格为止。
此时记下该值。
C、Z轴找正:量块的插入与Z轴的移动不能同时进行,否则量块在工件与刀具之间移动时撞坏刀具,Z轴的测量值要减去量块的尺寸八、确定工作坐标系原点:用以上方法找到的X,Y,Z值即可作为工件原点坐标值。
2旗开得胜九、输入工件的坐标系1、按OFFSETMENU 坐标系CUFSOR下G54工件坐标系下。
重庆立式加工中心原理
重庆立式加工中心原理
立式加工中心是一种高精度、高效的加工设备,其原理如下:
1.主轴装置:立式加工中心是一种将刀具通过主轴进行转动的设备。
主轴通过电机带动刀具高速旋转,进行切削加工。
2.控制系统:立式加工中心的控制系统采用计算机数字控制技术,通过数控程序完成工件的加工操作。
数控程序通过CAD/CAM软件设计生成,并传输到数控系统中进行处理。
3.定位系统:定位系统包括工作台、夹具、定位销等部件,用于将工件进行固定,并确保工件在加工过程中的位置精度。
4.刀库系统:刀库系统是立式加工中心的重要部件之一,用于储存和管理各种规格和类型的刀具。
根据数控程序的设置,系统可以自动选择合适的刀具完成加工作业。
5.进给系统:进给系统包括进给电机、导轨、滑块等部件。
通过进给电机带动滑块在导轨上进行运动,实现刀具对工件的切削加工。
总之,立式加工中心通过高精度的位置控制系统、高效的刀具切削系统以及完善的数据处理系统,实现对工件的高精度、高效率的加工制造。
立式加工中心

哈尔滨工业大学华德应用技术学院本科生毕业设计(论文) - -I 摘 要加工中心由于备有刀库并能自动更换刀具,使得工件在一次装夹中可以完成多工序的加工。
加工中心一般不需要人为干预,当机床开始执行程序后,它将一直运行到程序结束。
加工中心还赋予了专业化车间一些诸多优点,如:降低机床的故障率,提高生产效率,提高加工精度,削减废料量,缩短检验时间,降低刀具成本,改善库存量等。
由于加工中心的众多优势,所以它深受全球制造企业的青睐。
加工中心主要由主轴组件、回转工作台、移动工作台、刀库及自动换刀装置以及其它机械功能部件组成。
其中的主轴组件是机床重要的组成部分,其运动性能直接影响机床加工精度与表面粗糙度。
本文在查阅大量国内外文献的基础上,通过研究分析不同加工中心主轴组件的性能,综合地比较了其特点,并拟定了一个较为合理的主轴组件结构方案。
同时,还就主轴、轴承以及丝杠等重要零件的机械性能进行了探讨,并对这些零件的刚度和强度进行了校核。
此外,本设计中所采用的陶瓷轴承能有效地增加主轴的刚度,从而提高了加工中心的可靠性和稳定性。
关键词 主轴组件;加工中心;数控机床哈尔滨工业大学华德应用技术学院本科生毕业设计(论文)AbstractMachining center evolved from the need to be able to perform a variety of operations and machining sequences on a workpiece on a single machine in one setup. Machining center requires little operator intervention, and once the machine has been set up, it will machine without stopping until the end of the program is reached. Some of the other advantages that machining centers give a manufacturing shop are greater machine uptime, increased productivity, maximum part accuracy, reduced scrap, less inspection time, lower tooling costs, less inventory and so on. Because of their many advantages, machining centers become widely accepted by manufacturing enterprises in the world.Machining centers are equipped with spindle units, rotary workbench, moving workbench, tool magazines and automatic tool changers, and other mechanical function components. Spindle unit is the important motion part of the metal cutting machine tool. Its movement behavior affects the machining accuracy and surface roughness of part to be machined. Through referring to a variety of technical literatures, the characteristics of some kinds of spindle units are compared with each other based on analysis and research work on different machining centers. A reasonable scheme can be studied out. Meanwhile, the mechanical behaviors of principle parts such as the spindle, bearings and lead screw are discussed. Their rigidity and strength are calculated and examined here. Morever, a kind of advanced ceramic bearings is introduced into the spindle unit, which can effectively enhance the rigidity of spindle units. They will improve the reliability and stability of machining centers.Key words spindle unit;machining center; NC machine tool-II-哈尔滨工业大学华德应用技术学院本科生毕业设计(论文)目录摘要 (I)Abstract (II)第1章绪论............................................... - 1 -1.1 加工中心的发展状况.................................. - 1 -1.1.1 加工中心的国内外发展 .......................... - 1 -1.1.2 主轴部件的研究进展 ............................ - 2 -1.3 课题拟解决的关键问题................................ - 3 -1.4 解决上述问题的策略.................................. - 4 - 第2章方案拟定............................................. - 5 -2.1 加工中心主轴组件的组成.............................. - 5 -2.2 机械系统方案的确定.................................. - 5 -2.2.1 主轴传动机构 .................................. - 5 -2.2.2 主轴进给机构 .................................. - 6 -2.2.3 主轴准停机构 .................................. - 7 -2.3 加工中心主轴组件总体设计方案的确定.................. - 9 - 第3章主轴组件的主运动部件 ............................... - 11 -3.1 主轴电动机的选用................................... - 11 -3.1.1 主电机功率估算 ............................... - 11 -3.1.2 主电机选型 ................................... - 12 -3.2 主轴............................................... - 12 -3.2.1 主轴的结构设计 ............................... - 12 -3.2.1.1 主轴轴径的确定.......................... - 13 -3.2.2 主轴受力分析 ................................. - 13 -3.2.3 主轴的强度校核 ............................... - 16 -3.2.4 主轴的刚度校核 ............................... - 17 -3.2.5 轴承的配合 ................................... - 18 --III-哈尔滨工业大学华德应用技术学院本科生毕业设计(论文)3.2.6 主轴轴承设计计算 ............................. - 18 -3.2.6.1 轴承受力分析............................ - 18 -3.2.6.2 轴承7017AC寿命计算..................... - 19 -3.2.6.3 轴承7015AC寿命计算..................... - 19 -3.3同步带的设计计算 ................................... - 20 - 第4章主轴组件的进给运动部件 ............................. - 24 -4.1 进给电动机的选用................................... - 24 -4.1.1 进给电动机功率的估算 ......................... - 24 -4.1.2 进给电动机的选用 ............................. - 24 -4.2 联轴器的设计计算................................... - 25 -4.3 垂直方向伺服进给系统的设计计算..................... - 25 -4.3.1 切力削估算 ................................... - 25 -4.3.2 滚珠丝杠副的设计计算 ......................... - 26 -4.3.2.1 滚珠丝杠的导程的确定.................... - 26 -4.3.2.2 确定丝杠的等效转速...................... - 26 -4.3.2.3 确定丝杠的等效负载...................... - 26 -4.3.2.4 确定丝杠所受的最大动载荷................ - 27 - 结论..................................................... - 28 - 致谢..................................................... - 30 - 参考文献................................................... - 31 - 附录1..................................................... - 33 - 附录2..................................................... - 37 --IV-哈尔滨工业大学华德应用技术学院本科生毕业设计(论文)- 1 - 第1章 绪 论1.1 加工中心的发展状况1.1.1 加工中心的国内外发展对于高速加工中心,国外机床在进给驱动上,滚珠丝杠驱动的加工中心快速进给大多在min /40m 以上,最高已达到min /90m 。
(完整word版)立式数控加工中心使用说明书(word文档良心出品)

立式数控加工中心使用说明书第一章操作面板一、环境设置1、电源:AC200/220V±10% 50/60Hz±2%2、空气压力源:0.4~0.8MPa 600L/min(大气压)以上露点温度-20℃以下,参考规格:ISO8573-1品质等级ISO1.5.1:最大粒子径0.0001mm以下,最大加压下露点7℃以下,最大油分浓度:0.01mg/m3以下。
3、温度差:±2℃4、温度变化:1℃/30min5、温度:20~24℃6、湿度:75%以下7、粉尘:0.3mg/m3以下二、准备检查机床设备:机床、电脑、集线器、网线、编程软件、刀柄、刀具、夹具;1、检查机床气压、主轴冷却油、导轨润滑油等情况。
在气压方面,机床侧面气动装置处观察。
右下侧主气压表读数应为0.5Mpa。
2、启动和关闭机床启动:把机床电源总开关置于ON处,电源指示灯变亮;按下面板CONTROL POWER ON,等待开机画面显示完。
关机:把三轴移至行程中间位置,按下面板POWER OFF,机床会在几分钟后自动关闭。
关机时请不要按紧急开关,以免主轴漏油。
3、开机后的热机运动机床热身运动是为了让主轴和各运动轴的受热膨胀均匀,润滑充分!程序操作为:将旋钮旋至EDIT模式,选择PROG模式,在屏幕上输入热机程式(各机床的行程不同,程式也稍有不同,举例如下)O****;G91G28Z0;G91G28X0Y0;S12000M03G91G01F3000 X-600. Y-350. Z-150.;X300Z50;G02J175.0;M99;不同型号的机床,行程不同,请事先阅读说明书,了解具体的尺寸。
将旋钮旋至MEMORY模式,按循环启动按钮执行程序,热机一般为15-30分钟左右。
三、操作面板1、EMERGENCY紧急按钮在紧急情况下用此按钮停机,所有机器动作停止:包括X、Y、Z轴移动、进给;主轴转动、换刀动作及冷却液供应等。
此按钮按下后,恢复只要向右旋转按钮就会自动弹起。
立式,卧式五轴加工中心介绍
五轴加工中心立式加工中心(三轴)最有效的加工面仅为工件的顶面,卧式加工中心借助回转工作台,也只能完成工件的四面加工。
目前高档的加工中心正朝着五轴控制的方向发展,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
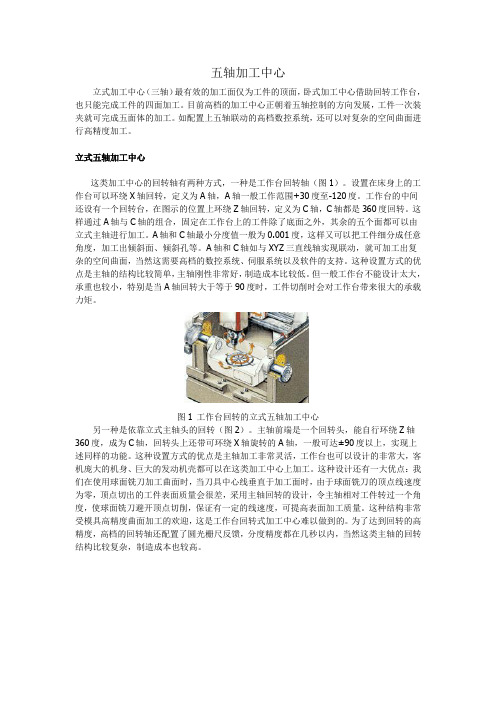
立式五轴加工中心这类加工中心的回转轴有两种方式,一种是工作台回转轴(图1)。
设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。
工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。
A轴和C轴最小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要高档的数控系统、伺服系统以及软件的支持。
这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。
但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。
图1 工作台回转的立式五轴加工中心另一种是依靠立式主轴头的回转(图2)。
主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。
这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、巨大的发动机壳都可以在这类加工中心上加工。
这种设计还有一大优点:我们在使用球面铣刀加工曲面时,当刀具中心线垂直于加工面时,由于球面铣刀的顶点线速度为零,顶点切出的工件表面质量会很差,采用主轴回转的设计,令主轴相对工件转过一个角度,使球面铣刀避开顶点切削,保证有一定的线速度,可提高表面加工质量。
这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。
立式加工中心的结构
立式加工中心的构成
数控机床是现代制造业的母机,基础设备,广泛应用于汽车制造,航天航空,船舶制造,金属加工以及军工等行业。
而加工中心是数控机床中最具带表的机型,立式加工中心是加工中心的主要产品。
立式加工中心是指加工中心的主轴和工作台成垂直状态的加工中心,一般有X、Z、Y三个直线运动的坐标轴,也可以增加到四轴或是五轴。
能够对工件作钻、铣、攻、镗、攻丝等加工工序,适合加工盘类、套类、板类、箱体类、复杂曲面等零件,立式加工中心装夹方便,便于操作,容易观察加工情况,应用非常的广泛。
立式加工中心的构造
1.、主体部分:主体部分由机座、丝杆导轨、工作台、立柱、机头五大件构成,主体部分要承受加工中心的静载负荷和切削负荷,因此为保障加工中心的动静刚性,这一部分也是加工中心体积和质量最大的部分。
2.控制部分:加工中心的控制部分由CNC控制和电机构成,控制部分是加工中心机械运动的指挥者,是加工中心的核心组成部分。
立式数控加工中心的刻线加工技术
立式数控加工中心的刻线加工技术立式数控加工中心是一种高效、精密的加工设备,广泛应用于制造业中。
在立式数控加工中心的刻线加工技术中,通过合理的工艺参数设置和切削工具的选择,可以实现高质量的刻线加工。
本文将介绍立式数控加工中心的刻线加工技术的原理、工艺参数设置和切削工具选择等内容。
刻线加工是指在材料表面上切割出特定形状的线条。
在立式数控加工中心中,刻线加工是通过刀具在工件上进行直线或曲线运动实现的。
在刻线加工过程中,需要考虑工艺参数的选择和切削工具的使用。
首先要考虑的是工艺参数的选择。
工艺参数包括主轴转速、进给速度和切削深度等。
主轴转速是指主轴每分钟旋转的圈数,它决定了切削速度。
在刻线加工中,主轴转速要根据材料的硬度和切削工具的材质来确定。
一般来说,对于硬度较高的材料,主轴转速应该较低,而对于硬度较低的材料,主轴转速可以适当提高。
进给速度是指工件或刀具每分钟移动的距离,它决定了加工效率。
在刻线加工中,进给速度要根据切削质量要求和切削工具的性能来确定。
一般来说,切削质量要求高的情况下,进给速度应该较低,而切削质量要求低的情况下,进给速度可以适当提高。
切削深度是指每次切削时刀具与工件接触的深度,它决定了加工精度。
在刻线加工中,切削深度要根据工件的要求和刀具的性能来确定。
一般来说,加工精度要求高的情况下,切削深度应该较低,而加工精度要求低的情况下,切削深度可以适当增加。
其次要考虑的是切削工具的选择。
切削工具的选择包括切削刀片类型、刀具材质和刀具几何形状等。
切削刀片类型有单刃刀片和多刃刀片两种。
单刃刀片适用于切削精度要求高的场合,多刃刀片适用于切削效率要求高的场合。
刀具材质常见的有高速钢、硬质合金、陶瓷和涂层刀具等。
高速钢刀具适用于切削材料的硬度较低的场合,硬质合金刀具适用于切削材料的硬度较高的场合,陶瓷刀具适用于高温切削材料的场合,涂层刀具适用于切削材料的表面粗糙度要求高的场合。
刀具几何形状包括刃状、球状和锥状等。
立式加工中心

3. 刀库结构 (1)自动换刀过程
①刀套下转90° ②机械手转75° ③刀具松开 ④机械手拔刀 ⑤交换两刀具位置 ⑥机械手插刀 ⑦刀具夹紧 ⑧机械手转180° ⑨机械手反转75° ⑩刀套上转90°
图1—10
自动换刀过 程示意图 1—机械手 2—刀库 3—主轴 4—刀套 5 —刀具
(2)刀库结构
图1—11 JCS-018A刀库结构简图 1-直流伺服电动机 2-十字联轴节 3-蜗轮 4-蜗杆 5-气缸 6-活塞杆 7-拨叉 8-螺杆 9-位置开关 10-定位开关 11-滚子 12-销轴 13-刀套 14-刀盘
9 —弹簧 10 —活塞 11 —液压缸
(3)主轴准停装置 机床的切削扭矩由主轴上的端面键来传递,每次机械手自动装取刀具时必须 保证刀柄上的键槽对准主轴的端面键,这就要求主轴具有准确定位的功能。为满 足主轴这一功能而设计的装置称为主轴准停装置或称为主轴定向装置。
图1—9 主轴准停装置原理图 1-主轴定向指令 2-强电时序电路 3-主轴伺服单元 4-主轴电动机 5 -同步齿形带 6 -位置控制回路 7 -主轴端面键 8 -蝶形弹簧 9 -发磁体 10 -磁传感器 11 -放大器 12 -定向电路
图1—2 立式加工中心
图1—3 卧式加工中心
图1—4 龙门式加工中心
图1—5 复合加工中心
2.按照换刀形式分类
(1)带刀库、机械手的加工中心 加工中心的换刀装置是由刀库和机械手组成, 换刀机械手完成换刀工作。这是加工中心普遍采用的形式。JCS-018A型立式加工中 心就属此类。 (2)无机械手的加工中心 这种加工中心的换刀是通过刀库和主轴箱的配合动作来
图1—18 轴向压缩机涡轮
图1—19 连杆锻压模简图
3.外形不规则的异形零件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(四)对刀及刀补设定
(1)工件零点设定 )
装夹好工件后,在主轴上装上电子寻边器, 装夹好工件后,在主轴上装上电子寻边器,碰触左右两 边后, 轴移动到此两边坐标中值的位置, 边后, X 轴移动到此两边坐标中值的位置,再碰触前后 两边, 轴移到此两边坐标中值的位置处, 两边, Y 轴移到此两边坐标中值的位置处,然后按 菜单软键→ 工件” “ TOOL/PARAM ” →菜单软键→“工件”,显示 G54/G55/…设置画页 在下方输入区左端输入# 54), 设置画页, G54/G55/ 设置画页,在下方输入区左端输入#(54), 移动光标到X下方, SHIFT” INPUT/CALC”提取当 移动光标到X下方,按“SHIFT →“INPUT/CALC 提取当 INPUT/CALC 机械坐标,再按“INPUT/CALC”即可将此 即可将此X 前X机械坐标,再按“INPUT/CALC 即可将此X值自动置入 G54的 设定中; 光标键,确保左端括弧内为# G54的X设定中;按↑光标键,确保左端括弧内为# 54),同样地,将光标移到Y下方, ),同样地 SHIFT” (54),同样地,将光标移到Y下方,按“SHIFT INPUT/CALC” INPUT/CALC”即可将此时机械 →“INPUT/CALC →“INPUT/CALC 即可将此时机械Y值自 INPUT/CALC INPUT/CALC 即可将此时机械Y 动置入G54 G54的 设定中。如果使用Z轴设定器对刀, 动置入G54的Y设定中。如果使用Z轴设定器对刀,则G54 的Z值可设为-50。 值可设为-50。
四、常用操作步骤
(一)回参考点操作
先检查一下各轴是否在参考点的内侧, 先检查一下各轴是否在参考点的内侧,如不 则应手动移到参考点的内侧, 在,则应手动移到参考点的内侧,以避免回 参考点时产生超程; 参考点时产生超程; 选择“原点复归”操作模式, 选择“原点复归”操作模式,分别按 -X 、 +Y 、 +Z 轴移动方向按键选择移动轴,此 轴移动方向按键选择移动轴, 时按键上的指示灯将闪烁, 回零启动” 时按键上的指示灯将闪烁,按“回零启动” 按键后, 轴先回参考点, 按键后,则 Z 轴先回参考点,然后 X 、 Y 再 自动返回参考点闪烁。 上的指示灯将停止闪烁。 注意: 注意:丽驰 LV-800 加工中心的 X 轴参考点设定在 -X 极限方向。 极限方向。
(五)程序输入与编辑
DNC 程序输入: 程序输入: 手动资料以外的任一操作模式, 选择 MDI手动资料以外的任一操作模式,在数 手动资料以外的任一操作模式 控操作面板上按“ 功能按键, 控操作面板上按“DIAGN/IN-OUT”功能按键, 功能按键 然后按“菜单”键切换到输入/输出画页 输出画页; 然后按“菜单”键切换到输入 输出画页;按“输 在下部输入区输入#( ), ),再将光 入”菜单 项,在下部输入区输入 (1),再将光 标右移到下一括弧内, 电脑端作好准备后, 标右移到下一括弧内,当PC电脑端作好准备后, 电脑端作好准备后 并插好RS232通讯电缆,可按“INPUT/CLAC” 通讯电缆, 并插好 通讯电缆 可按“ 接受状态,然后在PC电脑端点 电脑端点“ 键使之处于 接受状态,然后在 电脑端点“发 即可。 传送的波特率应设为9600。 送”即可。DNC传送的波特率应设为 传送的波特率应设为 。
对策处理
手动旋转一下刀库, 手动旋转一下刀库,检查刀库定位感应开关 释放第四轴检查第四轴松/紧感应开关 用 M41释放第四轴检查第四轴松 紧感应开关 释放第四轴检查第四轴松 电池电量不足, 电池电量不足,更换 NC系统内电池 系统内电池 气压不足, 气压不足,检查气源或感应开关 润滑油不足, 润滑油不足,加润滑油或检查感应开关 所指定的刀具号必须在 24之内 之内 按“ RESET”解除此报警 解除此报警 Z轴锁定,解除 Z轴锁定状态 轴锁定, 轴锁定 轴锁定状态 检查换档感应开关
(四)对刀及刀补设定
(2)刀长补偿设定 )
轴设定器对某把刀具进行Z轴对刀 使用 Z轴设定器对某把刀具进行 轴对刀,刀具 轴设定器对某把刀具进行 轴对刀, 停在刚刚接触Z轴设定器上表面的位置处 轴设定器上表面的位置处, 停在刚刚接触 轴设定器上表面的位置处,然后 TOOL/PARAM”,在刀长补偿设置画页, 按“TOOL/PARAM”,在刀长补偿设置画页, 址处, 移光标到该刀号地 址处,按“SHIFT” →“INPUT/CALC” →“INPUT/CALC”即可将此 即可将此 时机械Z值自动置入对应刀长补偿中 值自动置入对应刀长补偿中。 时机械 值自动置入对应刀长补偿中。
(三)MDI 操作
另外,在任一操作模式下, 另外,在任一操作模式下,按“ MONITOR ”功 功 能键, 相对值”显示画页下, 能键,在“相对值”显示画页下,可输入 M 、 S 、 T 指令,然后按“ INPUT ”键执行这些辅助 指令,然后按“ 键执行这些辅助 功能指令。 功能指令。 例如:键入“ 可选刀, 例如:键入“ T2 ” → “ INPUT ”可选刀,接着 可选刀 键入“ 可换刀。 键入“ M6 ” → “ INPUT ”可换刀。 可换刀
MITSUBISHI数控加工中心系统 MITSUBISHI数控加工中心系统 及其使用
台湾丽驰LV-800立式加工中心采用 台湾丽驰LV-800立式加工中心采用 LV MITSUBISHI/M64数控系统 数控系统, MITSUBISHI/M64数控系统,双臂双手爪 机械手换刀模式,盘式侧立刀库、 机械手换刀模式,盘式侧立刀库、刀库 容量24 24把 具图形显示功能, 容量24把,具图形显示功能,配有附加 第四轴( 第四轴(A轴)。
(五)程序输入与编辑
MITSUBISHI 系统输入编辑方式比较自由,可逐字符 系统输入编辑方式比较自由, 修改, 修改,但使用 DEL/INS 、 C.B/CAN 编辑键时要注意 用法, 键一次将删除整行程序数据。 用法,按 CAN 键一次将删除整行程序数据。 编辑程序时,左右两侧区域都是程序显示区, 编辑程序时,左右两侧区域都是程序显示区,但编辑 主要在左侧区内进行, 主要在左侧区内进行,局部修改时可使用翻页键将右 侧程序翻页至左侧, 侧程序翻页至左侧,从而加快光标定位速度
(二)步进、点动、手轮操作 步进、点动、
选择“寸动进给” 选择“寸动进给”、“阶段进 手轮进给”操作模式; 给”或“手轮进给”操作模式;
按操作面板上的“ +X ”、 按操作面板上的“ 、 “ +Y ”或“ +Z ”键,则刀具相对 或 键 工件向 X 、 Y 或 Z 轴的正方向移 按机床操作面板上的“ 动, 按机床操作面板上的“- X ” “ -Y ”或“- Z ”键,则刀具相对工 或 键 轴的负方向移动; 件向 X 、 Y 或 Z 轴的负方向移动;
(二)点动、步动、手轮操作 二 点动 步动、 点动、
如欲使某坐标轴快速移动, 如欲使某坐标轴快速移动,只要在 按住某轴的“ 键的同时, 按住某轴的“+”或“-”键的同时, 按住中间的“快移”键即可。 按住中间的“快移”键即可。 “阶段进给” 时需通过 “快进修调” 阶段进给” 快进修调” 阶段进给 旋钮选择进给倍率、 手轮进给” 旋钮选择进给倍率、“手轮进给” 时 则在手轮上选择进给率。 则在手轮上选择进给率。 手轮进给” 模式下, 在“手轮进给” 模式下,左右旋 动手轮可实现当前选择轴的正、 动手轮可实现当前选择轴的正、负方 向的移动。 向的移动。
三、 机械操作面板
(一)面板介绍
说明: 说明:
寸动进给 – 为JOG手动连续进给方式 手动连续进给方式 阶段进给 –为增量进给 冷却供液 –提供了手动控制和自动控制切换选择的 两个按键, 两个按键,还增设了一个外吹气冷却的按键 另外,由于本机床配置了自动排屑器, 另外,由于本机床配置了自动排屑器,增加了排 屑机正、 旋启动按键。 屑机正、反 旋启动按键。除主轴座上已有一个主 轴松/紧刀的手控按键外 紧刀的手控按键外, 轴松 紧刀的手控按键外,在面板上也增设了一个 主轴松/紧刀的手控按键及 紧刀的手控按键及ATC动作指示键。硬超 动作指示键。 主轴松 紧刀的手控按键及 动作指示键 程解除按键设在操控箱的侧部。 程解除按键设在操控箱的侧部。
(二)自动换刀机构常见报警信息及处理对策 报警信息
OIL COLER FAUULT GEAR CH OVER 10S TOOL LIFE OVER ARM OVER TIME / ARM SW.FAULT
对策处理
检查液压 /冷却故障 冷却故障 检查高 /低档控制回路 低档控制回路 更换刀片, 更换刀片,将该刀具寿命计数清零 换刀电机过载保护, 换刀电机过载保护,刀臂感应开关不良
CL/UCL SW FAULT POCKET SW FAULT T SEARCH NO EXIT SPINDLE ALARM
(二)自动换刀机构常见报警信息及处理对策 报警信息
MAG.NOT ORIENT 4 TH AXIS CLAMPED BATTERY DEFAULT AIR PRESSURE LOW LUBE AL NOT START TOOL NO. > 24 PLS PRESS RESET Z AXIS CANCELED H/L GEAR POS.ERR
(三)MDI 操作
选择操作面板上的“手动资料”操作模式, 选择操作面板上的“手动资料”操作模式, 再按数控操作面板上的“ 再按数控操作面板上的“ EDIT/MDI ”功 功 能键, 模式, 能键,机床进入 MDI 模式,此时 CRT 界 程序编辑窗口。 面出现 MDI 程序编辑窗口。 使用地址数字键盘,输入指令,例如: 使用地址数字键盘,输入指令,例如: G91G28Z0 ; G28X0Y0 ;输入完一段或 几段程序后, 键确认, 几段程序后,点“ INPUT/CALC ”键确认, 键确认 然后点击机械操作面板上的“循环启动” 然后点击机械操作面板上的“循环启动” 按钮, 程序。 按钮,执行 MDI 程序。
(五)程序输入与编辑