长网造纸机大烘缸的托辊改造
大缸纸机压榨部和大缸部的改造
场 需 求以及 客户的高 质量 要求 , 定的 改造 目标 是 : 计车速 制 设
2 0 m n, 2 m/ i 工作 车速2 0 m n, 产4 -7 g m 0 m/ i 生 0 0 / 热敏 原
纸。
已 属于 落后 机 型 。 过 技 术 改 造 . 以 通 可 调 整产 品结 构 , 加产 量 . 挥 这一机 增 发 型 产量 低 、 品转 型 快 的优 势 。 产 本文介
其压 榨部 的 主要 功 能是 对湿 纸 幅 脱水 、固化 纸 页 , 同时 改 善 纸 页性能 。出压榨部 湿纸 页的干 度合 理范 围是3 %~4 %。 5 5
冯育 英 , 械 工程 师 ; 要 机 主 从 事 造 纸 机 械 的 设 计及 改
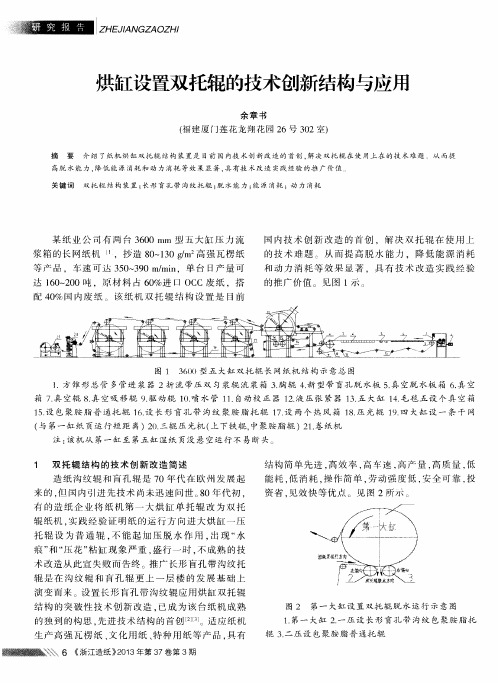
如 图1 ,改 造 前 大 缸 部 由一 只 3 0 m 0 m烘 缸 和 一 只 0
_一 r- 大缸直径3 0 m m, r 0 0 设计车速10 mi , 2 m/ n 工作车速
1 0 mi , 0 m/ n 生产 5 ~8 g m 0 0 / 的文化 用纸 , 量 1 ~1 t d 产 0 5/ 。 为了提 高生 产效 率和 降 低生 产成 本 ,同时 满足 不断 增 长 的市
绍 了河 南江河纸 业对 武 陟广源纸 业1 6 70
大 缸 纸 机 的改 造 经 验 。
经 过提 速 改造 后, 0 0 月1 日一 次试 车成 功 。 2 l 年4 6 稳产 车 速 1 0 mi , 产5 g m 8 m/ n 生 5 / 热敏 原纸 , 产量 2 t d。 过一 年 3/ 通 来 的生产 , 品纸 质量稳 定 , 机故 障率 低 。 成 纸 经测 算与未 改 造 前 的生产成 本相 比下降了1 7 3 t 。 就这 条生产 线 的压 2 . 5/ 纸 现 榨部 和干 燥部 的具体 改 造内容和 特点作—下说 明和总 结。 大缸 纸 机主 要用来 生产 特种 纸 , 如薄 型纸 以及 皱 纹纸 。
纸机干燥部提速改造

纸机干燥部提速改造1前言纸机提速改造,将从原有的平衡达到一个新的平衡。
在确定新的平衡点时,干燥部的能力应当是考虑的主要因素。
提高干燥能力可以从多方面着手,包括:提高湿部脱水能力,增加烘缸组,改善袋通风,改进蒸汽冷凝水系统,改进虹吸管形式,增加挠流棒等方法。
但本人认为,除非需要改为机内涂布或施胶而加一组烘缸外,改造应以尽量不增加烘缸为宜。
2提高湿部脱水能力一般,进烘缸纸页的水分降低1%,可以节约蒸汽5%。
所以,从湿部做文章,提高进烘缸纸页的干度来提高纸机的生产能力,将比单从干燥部努力更为有效。
我厂于1993年从加拿大散得贝引进一台二手纸机。
这台纸机的网部曾在1987年进行过改造,改为V ALMET SYM-FLO流浆箱和SYM-FORMER叠网成形器,设计车速1000m/min。
当时压榨部和烘缸还未进行改造,车速只开650~700m/min,进烘缸的纸页干度只有36%~38%。
引进后,我们对压榨部进行了改造,从原来的两道平压,改为三辊两压区复合压榨加一道平压(原有的)。
目前,这台纸机的进烘缸纸页干度可达40%~43%。
按照现有的设备条件,如果从以下几方面努力,还能进一步提高进烘缸纸页干度,使之达到43%以上。
(1)精细调节网部脱水元件,使之达到最佳脱水状态,使纸页成形和出伏辊的干度达到最佳。
(2)合理配置和使用好毛毯清洗元件,加强洗涤水过滤,确保喷淋管不堵塞,使毛毯始终保持清洁状态。
这一点是极其重要的。
(3)由于纸机压榨辊没有中高控制,所以确保各辊子中高合适,辊面吻合良好,这一点也是很重要的。
(4)提高浆料温度,改善纸页成形,使用有效的助剂,优化抄纸的工艺条件。
在有必要且经济能力允许时,也可以考虑把第三道平压改为靴式压榨。
据VOITH公司介绍,世界上第一台使用靴式压榨的纸机,把第三道传统压榨改为靴式压榨后,在车速提高200m/min(达到1200m/min)之后,进烘缸纸页的干度还提高5%,达到49%~50%,纸机产量提高16%。
造纸机辊筒使用与维修工艺的改进
造纸机辊筒使用与维修工艺的改进在长网和圆网造纸设备中,辊筒的应用广泛,主要有普通无缝钢管导辊、包胶导辊、包胶压榨辊、大理石压榨辊、电镀压光辊、镀铬施胶辊等。
在生产中,造纸设备长年处于三班制连续运转的状态,辊筒类零件容易产生各种故障,严重的还引发设备事故,产生较大的经济损失,还需要较多的修理时间,投入较大的维修费用。
如何做好辊筒类零件的使用、维修工作,是不少造纸企业面临的一个大难题。
针对这些问题,在工作中需要全面分析问题的成因,并有针对性地进行改进设计。
1.造纸机辊筒类零件使用过程中经常损坏的原因1.1辊筒零件负荷过重,转速过快,辊筒表面及及轴头容易损坏。
由于企业过分追求产量,车间班组在生产中通将造成纸机的运转速度速调高,有时甚至超出设计的合理速度范围。
车速高速高之后,纸机压榨部的压力也要相应增大,以提高压榨脱水效率。
由于速度和负荷超出合理的范围,辊筒的挠度加大,容易产生辊筒表面包胶层等损坏和辊筒轴头断裂。
1.2辊筒零件结构设计、尺寸设计、材料选择、热处理工艺及热处理质量达不到要求,辊筒零件容易损坏。
造纸机辊筒零件在使用过程中转速较快,负荷较大,对的强度、疲劳韧性、刚性、疲劳韧性、耐磨性、防腐性能等方面达到使用要求,需要做好结构和尺寸设计、材料选择、热处理工艺方案设计并保证热处理、表面加工等环节的质量。
不少造纸企业,由于经验不足,在这方面的工作还做得不够好。
1.3辊筒零件更换、运输、修理过程中,采用的方法不正确、保护措施不完善,造成零件的重要结构、重要表面的损伤、损坏,难于修复。
造纸机的滚筒零件,大多为表面包胶、或表面镀铬,工作表面要求的精度很高,如果在运输、安装、修理过程产生表面损伤,就可能无法正常使用。
在实际工作中,由于维修人员、运输人员、加工工人经验不足,对这方面认识不足,注意不够,很容易造成操作不当、对重要表面保护不到位,使易损坏的结构和和重要表面如包胶表面、电镀表面受力过大或产生碰撞而出现损伤,直接影产品质量而不能使用。
托辊制造质量改善实施方案
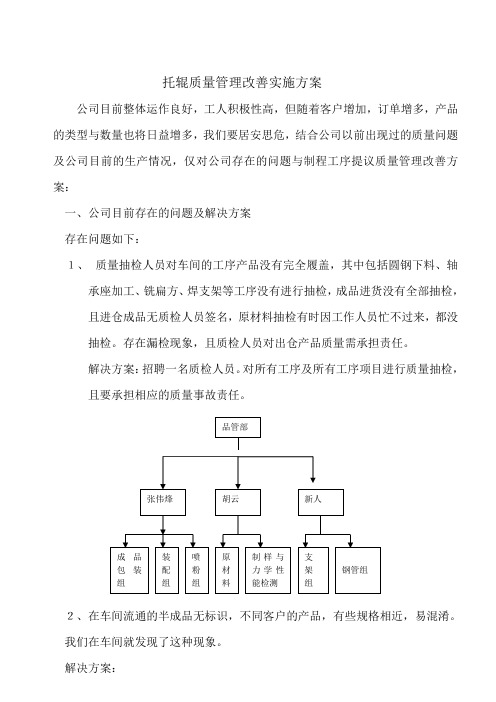
托辊质量管理改善实施方案公司目前整体运作良好,工人积极性高,但随着客户增加,订单增多,产品的类型与数量也将日益增多,我们要居安思危,结合公司以前出现过的质量问题及公司目前的生产情况,仅对公司存在的问题与制程工序提议质量管理改善方案:一、公司目前存在的问题及解决方案存在问题如下:1、质量抽检人员对车间的工序产品没有完全履盖,其中包括圆钢下料、轴承座加工、铣扁方、焊支架等工序没有进行抽检,成品进货没有全部抽检,且进仓成品无质检人员签名,原材料抽检有时因工作人员忙不过来,都没抽检。
存在漏检现象,且质检人员对出仓产品质量需承担责任。
解决方案:招聘一名质检人员。
对所有工序及所有工序项目进行质量抽检,且要承担相应的质量事故责任。
2、在车间流通的半成品无标识,不同客户的产品,有些规格相近,易混淆。
我们在车间就发现了这种现象。
解决方案:把**的常规产品,做三种标识牌,如下:对每道工序生产完后,在装半成品的框的最上层放置相对应的标识卡,然后再流入下道工序。
3、组长与质检人员做了抽检工作,也发现些问题,如连续出现同样问题时,并没有处理措施的相关记录和文件。
不能及时有效地传递信息给上级领导,有点脱节。
解决方案:当质检人员第一次发现相关问题时,要及时通知本人进行整改,同时要口头通报给组长,当质检人员第二次发现同样的问题时,要开具《返工通知单》,并上报给生产主管人员。
出现严重问题时,要求其停工整顿。
4、新员工没有重点监控,也没有实施考核合格后上岗 解决方案:新员工工作台要有标识牌,有利于质检人员与驻厂QC 进行重点监控。
新员工上岗前,要由综管部组织进行培训,先熟悉产品相关知识,然后班组长要对本岗位的操作规程及产品技术要求进行培训,合格后才能上岗。
5、装配时,有个别员工不注意,使辊子油漆脱落。
解决方案:红字白底,大小为(148*210)纸,然后过塑。
1)教育员工轻放,碰掉外漆也是产品的缺陷,**的产品是品牌,质量要放在第一位2)在工作台上的铁挡板,用橡胶皮包起来。
3150圆网造纸机的结构改造
润 滑 系统包 括 油罐 、 个并 联 的 水冷 式 冷却 器、 两 一
套并联的 油过 滤器和两 个油 泵。 油泵是 一 个螺 杆泵 , 主
直 接 由 低 速 齿 轮 轴 驱 动 。 用 油 泵 由 电 机 驱 动 , 启 动 备 在
时使 用。油冷 却器是 一 个管 状 的换 热 器, 油在 换 热管 中 流 动。 罐 上安 装有油 除 沫 器和 电加 热 器 , 滑油 通 过 油 润 油 冷却 器和油过 滤 器从油 罐 泵送 到齿轮 箱 , 的温 度 由 油 油 冷却 器旁路 的温 度 控制 器调 节。 油过 滤 器上 有压 差 指 示 器, 以检 测过 滤器 中的污 染物 。
余 章 书,高级 工 程 师 ; 要 从事 造 主 纸 机 械 设 备 技 术 改进 和 创新 的设
辊结 构 ; 第二只大缸 上装有
压 光 辊 ) 六 只 小 缸 直 径 为 、
10 m I、 8 0 T 两个普 通网笼直 I
径 为 10 m 1、 式 活 动 弧 50 T 老 I 形 板 网 槽 、五 辊 压 光 机 和 卷 纸 机 , 机 采 用 变 频 分 纸 步 传 动 。 产 5 -l 0 / 生 2 2 g m 胶 版 纸 、双 胶 纸 、 写 纸 书
s e di ce s dfo 8 ~ 5 mi 0  ̄ 3 m/ n d i u p t p e n r a e rm 5 9 m/ nt 2 0 2 0 mi, al o t u o y
fo 5 8 nc e s d o40 5 ih heg a fp o r m 1 ~1 t i r a e t ~4 t t t r deo r duc sr ie w t a s d.
半湿 压 光机
A b tac:Tr sr t anso m a i n c fr to ondii tonsofpr s urz d pr yi or e s ie s a ng f — m e ,o ra r ve lppi g isoft n pa r ouc r l d t e ・ol hum i t al h olsan hr e- l r diy c ・ - e nde n c lnde pe a hi sw e e i toduc d Theop a i ri y i rpa rm c ne r n r e er tng
烘缸设置双托辊的技术创新结构与应用
z H E J i ANGZAoz H|
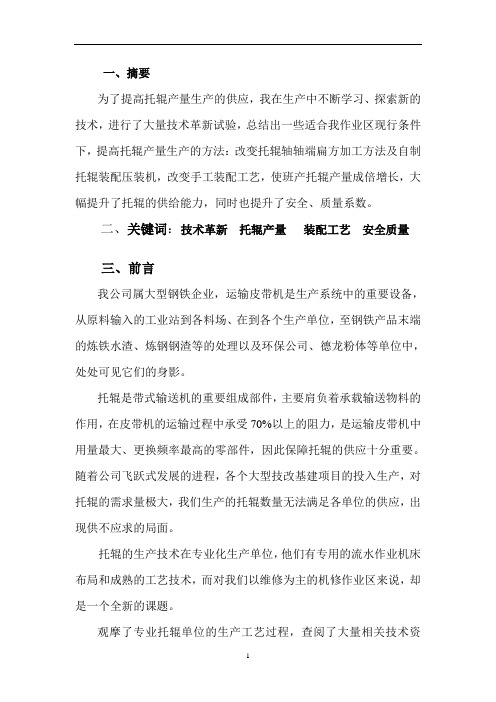
1 . 1 双托 辊 结 构 技 术 创 新 装 置 该 纸 机 第 一 大 缸 单 托 辊 改 为 双 托 辊 结 构 装 置 的技术创新 改造 , 湿 纸 页 进 一 压 装 置 长 形 盲 孔 带 沟 纹聚胺脂 托辊为左偏 心 , 顺 毛 毯 湿 纸 页 运 行 方 向脱
图 2 第 一 大缸 设 置 双 托 辊 脱 水 运 行 示 意 图
1 . 第一 大缸 2 . 一 压设 长形 盲孔 带 沟纹 包聚胺 脂托
辊 3 . 二 压 设 包 聚胺 脂 普 通 托 辊
生 产 高 强 瓦楞 纸 、 文化 用 纸 、 特 种用纸等产 品 , 具 有
6 《 浙江造纸 ) ) 2 0 1 3年第 3 7卷第 3期
1 . 方锥 形 总管 多管进 浆 器 2折 流带 压双 匀浆辊 流 浆箱 3 . 胸辊 4 . 新 型带 盲孔脱 水板 5 . 真 空脱 水板 箱 6 . 真 空
箱 7 . 真 空辊 8 . 真 空吸 移辊 9 . 驱 动辊 1 0 . 喷水 管 1 1 . 自动 校 正 器 1 2 . 液 压 张 紧器 1 3 . 五 大缸 1 4 . 毛 毯 五 设 个 真 空 箱
zHEJ | ANGZ AOzHl
烘 缸设置双托辊 的技术创新结构 与应用
余 章 书
f 福 建厦 门莲 花龙翔 花 园 2 6号 3 0 2室1
摘 要 介 绍 了纸 机 烘缸 双托 辊 结 构 装 置是 目前 国 内技 术 创新 改造 的首 创 , 解 决 双托 辊在 使 用上 在 的技 术难 题 从 而提
结构简单先进 , 高效率 , 高车速 , 高产量 , 高 质量 , 低 能耗 , 低 消耗 , 操 作简单 , 劳动强度低 , 安全可靠 , 投 资省 。 见 效 快 等 优 点 。 见 图 2所 示 。
提高托辊产量生产工艺改进
一、摘要为了提高托辊产量生产的供应,我在生产中不断学习、探索新的技术,进行了大量技术革新试验,总结出一些适合我作业区现行条件下,提高托辊产量生产的方法:改变托辊轴轴端扁方加工方法及自制托辊装配压装机,改变手工装配工艺,使班产托辊产量成倍增长,大幅提升了托辊的供给能力,同时也提升了安全、质量系数。
二、关键词:技术革新托辊产量装配工艺安全质量三、前言我公司属大型钢铁企业,运输皮带机是生产系统中的重要设备,从原料输入的工业站到各料场、在到各个生产单位,至钢铁产品末端的炼铁水渣、炼钢钢渣等的处理以及环保公司、德龙粉体等单位中,处处可见它们的身影。
托辊是带式输送机的重要组成部件,主要肩负着承载输送物料的作用,在皮带机的运输过程中承受70%以上的阻力,是运输皮带机中用量最大、更换频率最高的零部件,因此保障托辊的供应十分重要。
随着公司飞跃式发展的进程,各个大型技改基建项目的投入生产,对托辊的需求量极大,我们生产的托辊数量无法满足各单位的供应,出现供不应求的局面。
托辊的生产技术在专业化生产单位,他们有专用的流水作业机床布局和成熟的工艺技术,而对我们以维修为主的机修作业区来说,却是一个全新的课题。
观摩了专业托辊单位的生产工艺过程,查阅了大量相关技术资料,根据自己多年机械加工经验,结合作业区现有设备与加工能力,先后大胆对制约托辊生产率的:托辊轴轴端扁方加工方法与托辊装配工艺,进行了技术革新改造。
解决了制约托辊生产的瓶颈问题,班产量增加了300%以上,质量达到99.9%以上,大幅度降低了成本与员工的工作劳动强度,提升了安全操作系数,解决了生产难题,取得了显著的效益。
四、现状分析(一)我们机动厂机修作业区机加工段,担负着龙钢公司炼钢、炼铁、烧结、同兴公司四大厂的备品备件的制作加工供应任务。
还有如:环保公司、华龙耐材、德龙粉体、厂建公司、外协基建公司等单位的急件加工任务。
尤其是基建中的皮带运输机用托辊、设备安装用的地脚螺杆和法兰,用量极大而且时间要求短。
XSJ1200型长网多缸浆板机分部传动改造应用与效益分析
r i[ /m n 引
。
增高 , 纸次数 大 幅 下 降 , 机 工 作 车 速 由原 来 2 断 纸 8 m mn提 高到 3 / i, 产 能力 提升 1% 。改 造 /i 2m mn生 5
后的纸机 , 拆除长轴、 锥形轮等机械部分 , 具有噪声 低, 稳定性好 , 维修方便等优点。在纸机操作面的控 制屏上旋转增量按钮 , 即可方便地调节车速, 操作 起来非 常方便。纸机运行过程 中 , 不需操作工给皮
第2 5卷第 8期 201 0年 8月
宿 州 学 院 学 报
J u n lo u h u Unv ri o r a fS z o ie st y
Vo . 5。 . 1 2 No 8 Au 20 0 g. 1
d i1 .9 9 ji n 1 7 2 0 . 0 0 0 . 1 o :0 3 6 /.s .6 3— 0 6 2 1 .8 0 7 s
占地 面 积 大 。
图 1 总轴传动示 意图
Fg 1 Ln i. ie—s a t rn mis n s h me h f t s si c e s a o
2 改 造 方 案
2 1 改造思 路 .
1 改造前概况
安 徽 雪龙 纤 维科 技 股 份有 限公 司 X J10 S 20型 长 网多 缸浆板 纸机 生产线 由西安 造纸设 备 厂于上 世 纪7 O年 代 制 造 , 要 生 产 特 种 棉 浆 粕 ,浆 板 定 重 主
XJ 20 S 1 型长网多缸浆板机分部传动改造应用与效益分析 0
曹永 刚
( 安徽 雪龙 纤维科 技股 份有 限公 司, 安徽 宿州 24 0 ) 300
2880长网多烘缸造纸机
2880长网多烘缸造纸机技术方案技术方案书目录一、纸机用途二、纸机技术参数三、纸机工艺流程四、结构简介及供货范围五、附机2880长网多烘缸造纸机主要技术方案一、概述:本机主要由长网部、压榨部、烘干部、卷纸机、传动部、基础部、电、汽控制系统等组成。
网部采用15米长网、方锥管布浆、阶梯孔板扩散、敞开式流浆箱。
压榨部采用一道真空压榨、一道大辊盲孔压榨。
烘干部采用φ1500烘缸22只。
机架为HT150方箱结构。
传动部采用分部传动,交流变频调速,共10个传动点,各转动部件采用油脂润滑。
二、纸机技术参数1、生产品种:高强瓦楞纸2、净纸宽度:2880mm3、抄造定量:80-110g/m24、工作车速:110-180m/min5、设计车速: 200m/min6、纸机轨距:长网部3700mm压榨部3800mm烘干部3700㎜7、传动方式:分部传动、变频调速8、布置形式:一层布置,右手机9、纸页干度:出真空伏辊:19-21 %出压榨部:40-46%成纸:93%10、烘缸使用蒸汽压力:0.3MPa11、本设备对电、气、水的要求:11.1、电力源要求:高压:AC10000V或6300V±5%低压:AC380/220V±5%频率:50HZ±1%11.2、压缩空气源要求:介质压力:0.6-0.8MPa最高温度:35℃油含量:约0.1g/m3工作压力:0.6MPa11.3、水源要求:纯净、无色、除砂、PH值:6-8压力:0.4MPa三、工艺流程:浆池——长网部(15000mm)——真空压榨(1套) ——大辊盲孔压榨(1套)———φ1500烘缸(14只)——施胶机——φ1500烘缸(8只)——水平汽动卷纸机(1台)。
四、结构简介:1.网部由流浆箱及长网部组成1.1流浆箱:1套采用敞开式流浆箱唇口宽度3150mm,流浆箱体为平底式,浆料接触的表面均为优质不锈钢精细抛光。
主要由方锥管有机玻璃阶梯孔扩散、双匀浆辊、上下唇板及唇板调节装置等组成。
寿光晨鸣2400mm长网多缸棉浆粕造纸机改后
2400mm长网多缸棉浆板造纸机供货合同技术附件一、浆板机主要技术特征和参数1、生产品种:棉浆板500——1000g/m2、水份7~11%、规格600×900mm2、净纸宽度:2400mm3、工作车速:30~70m/min4、设计车速:80m/min5、爬行车速:10m/min6、工作制度:333天(或8000小时)7、公称产量:130t/d8、纸机轨距:3400mm9、布置形式:一层楼布置,左手机10、全数字交流变频分部传动,开环控制。
11、总装机容量:193kw 具体如下:真空伏辊:37kw、一压:30kw、二压:22kw、三压:22kw、一烘:18.5kw、二烘:15kw、三烘:15kw、四烘:18.5kw 切纸机:15kw12、外形尺寸:(长×宽×高)72630×8500×5500(mm)13、出真空伏辊纸幅干度:≥18%14、出压榨部纸幅干度:≥45%15、成纸干度:90~93%16、流浆箱上浆浓度:0.8~1.2%流浆箱上浆温度:按室温17、抄造率:≥97%18、成品率:≥98%19、真空伏辊损纸率:≤0.20%20、压榨损纸率:≤0.25%21、完成整理部损纸率(包括切边):≤0.15%22、总损纸率:≤4%23、纤维留着率:≥99.5%24、质量保证:(1)产量:连续运转72小时平均产量为100吨/天(按700g/m2)(2)浆板干度(宽度方向)平均偏差为±0.5%(3)浆板定量平均误差±2.5%(4)设备质量:满足最新现行行业标准中的相关规定。
25、布置形式:单层布置。
26、主要原料:100%棉短绒27、流浆箱唇口宽度:2700mm28、网宽:2850mm29、网毛毯干网牵引力: 网部~5KN/m压榨部~4.5KN/m30、轴承设计寿命:轴承和烘缸轴承设计使用寿命8000~10000个工作小时(1)、流浆箱:钢板内衬不锈钢焊接箱体,横向走台.拦杆材料为不锈钢制成,其他为型钢焊接。
1760长网纸机操作规程
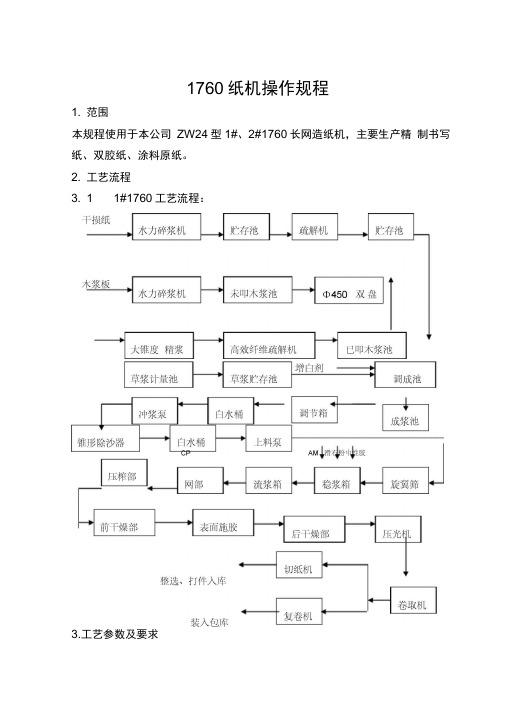
1760纸机操作规程1. 范围本规程使用于本公司ZW24型1#、2#1760长网造纸机,主要生产精制书写纸、双胶纸、涂料原纸。
2. 工艺流程3. 1 1#1760工艺流程:3.工艺参数及要求纤维配比:按照工艺更改通知单执行注:1.CPAM使用浓度0.1%2. 双胶、书写表面胶浓度(9-11%)涂料原纸、轻型纸7-9%3. 表面胶使用温度50-65 C4. 染色剂在木浆加入前稀释加入。
3.4 .打浆工艺参数(见下表)聚合氯化铝在苛化桶里苛化备用。
染料稀释并搅拌备用循环5-10分钟循环20分钟调成池草浆-------- 增白剂-------------- 染料木浆 ------ k抄造中性施胶剂必须通过100过滤后通过计量泵使用,100目网子过滤使用,染料、聚合氯化铝过滤使用。
3.5锥形除砂器工艺参数3.5.1进浆压力》0.3M pa出浆压力W 0.05 M pa3.5.2 进浆浓度:0.6-0.9%3.5.2使用支数:1段不少于7支2段不少于2支3.7流浆箱工艺参数3.7.1流浆箱液位:按照车速调节3.7.2流浆箱浆料浓度:0.5-0.9%3.7.3 流浆箱PH : 7-7.53.7.4 唇板开口:10-14mm3.8网部工艺参数3.8.1 上网浓度:0.5-0.9%3.8.2 低真空箱真空度:15 —50mmHg3.8.3 真空吸收箱真空度:40--300 mmHg3.8.3 水线位置:在2-3真空箱之间3.8.4 真空伏辊真空度:0.03-0.04MP a3.9压榨部工艺参数循环5-10分钟滑石粉必须通过3.9.1 吸移辊真空度:高压室0.03-0.04 MP低压室 0.025-0.035 MP3.9.2 吸移辊压网深度: 10 — 20mm3.10.5 烘缸各段汽压差: 0.05-0.08 M pa3.10.6 表面施胶剂:浓度:9-12% 7-9% 表面施胶增强剂:5kg/t 纸正压:传动侧 光压:传动侧 0.35-0.4 MP a 0.2-0.3 MP a操作侧 0.3-0.35MP 操作侧 0.2-0.3MP a3.9.4湿纸水分:出伏辊水分 75-80%出复压水分60-64%出正压水分58-63%成纸水分4-7%3.10、 干燥部工艺参数3.10.1 来汽温度: 140--160 C3.10.2 通气方式: 三段通气式3.10.3 分汽包压力0.3 — 0.4M paa 0.3-0.4 MP aa操作侧操作侧 复压1 :传动侧0.3-0.4 MP 复压2 :传动侧0.3-0.4 MP 0.3-0.4 MP3.10.7施胶机压力:传动侧0.3-0.4MP a 操作侧0.35-0.4 MP a3.11车速:按照纸品种调节4、纸张质量指标:按照工艺条件通知单执行成纸物理指标检测按照《半成品检验规程》和《纸张检测标准》执行。
用K式复合压榨改造长网薄页造纸机
用K式复合压榨改造长网薄页造纸机
胡一洛
【期刊名称】《湖北造纸》
【年(卷),期】1998(000)003
【摘要】本文介绍了长网簿页纸机采用复合压榨提高产量、质量,增加经济效益的情况。
【总页数】2页(P33-34)
【作者】胡一洛
【作者单位】河南省驻马店市第一造纸厂 463000
【正文语种】中文
【中图分类】TS734
【相关文献】
1.长网造纸机大烘缸的托辊改造 [J], 余章书
2.靴式压榨应用于薄页纸生产 [J],
3.本州造纸公司改造薄页纸造纸机情况 [J], 张林
4.用复合压榨改进长网薄页造纸机 [J], 胡一洛
5.提高长网薄页纸机车速的技改措施 [J], 艾小川
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
长网造纸机大烘缸的托辊改造余章书【摘要】将3150 mm长网造纸机大烘缸的双托辊改为三道托辊,改造后使用效果更好,提高了造纸机车速,改善了产品质量,降低了能耗.【期刊名称】《中国造纸》【年(卷),期】2014(033)012【总页数】4页(P51-54)【关键词】长网造纸机;三道托辊;长盲孔沟纹辊;圆盲孔沟纹辊【作者】余章书【作者单位】【正文语种】中文【中图分类】TS734+.4某纸业公司拥有2台3150 mm四烘缸(直径均为3000 mm)双托辊长网造纸机,车速可达360~380 m/min,单台造纸机日产量可达70~80 t。
这2台造纸机在双托辊结构使用成熟的基础上,现已改为三道托辊长网造纸机,车速可达400~430m/min,单台造纸机日产量可达90~100 t,抄造定量为30~80 g/m2的餐巾纸(平板卫生纸)和特种纸(如定量滤纸、定性滤纸、滤油纸、pH值试纸原纸、化纤滤纸、绢花纸、擦镜纸、种子发芽纸等),广泛应用于科学研究、工业、农业、医药卫生和环境保护等领域。
在长网造纸机上设置三道托辊的结构装置目前在国内尚属首次应用[1]。
设置三道托辊的3150 mm四烘缸长网造纸机结构示意图如图1所示。
该公司对2台长网造纸机装置三道托辊后主要生产餐巾纸和特种纸。
表1是造纸机烘缸托辊对餐巾纸质量的影响。
由表1可以看出,带三道托辊的造纸机生产的餐巾纸质量最好,成品率最高。
本文对改造设计方案及使用特点进行介绍,供同行参考。
1 改造设计方案三道托辊安装在整体独立的机座上,分别设气动升降加压结构,并设置相应加压仪表装置。
整体机座底部安装3对铁轮和拖动轨道(底轨),并在造纸机底板上安装运行时的固定装置。
造纸机在停机检修或更换辊子时,可借助烘缸下面的轨道整体拉退,在造纸机操作侧和传动侧设置固定受力支点,采用2台手动葫芦配合起吊行车拖动,操作方便,维修和更换安全可靠。
改造主要针对长网造纸机的四个大烘缸结构进行。
其中将第一个大烘缸改装三道托辊,干毯设真空吸移辊、7个真空箱和导辊等装置;将第二个大烘缸至第四个大烘缸的3个烘缸的3条干毯改为1条干毯。
在第一个大烘缸改装三道托辊的同时,需将从第一个大烘缸至第二个大烘缸湿纸幅的悬空运行距离缩短为300 mm,而第二个大烘缸至第四个大烘缸的3条干毯改为1条干毯结构,仍均由原来3个烘缸配备的3台37 kW电机(不变)带动1条干毯,大大减少高速运行干毯走弯路的摩擦,但运行电流有所下降。
3个烘缸配备的3台电机对烘缸线速度进行必要的微调。
且前面3个烘缸的干毯带动湿纸幅经过压光辊时(保护压光辊不直接受热加压、寿命长),没有悬空运行,不易断头,从而减小了纸张两面差,改善了纸张松厚度。
图1 设置三道托辊的3150 mm四烘缸长网造纸机结构示意图表1 造纸机烘缸托辊对餐巾纸质量的影响抗张指数/N·m·g-1纵向横向柔软度/mN横向吸液高度/mm·(100s)-1成品率/%单托辊2.51.5783293双托辊3.22.2854296三道托辊3.82.6924798注成纸定量50 g/m2。
这种改造结构,减轻了操作工和维修工的劳动强度,运行安全可靠;同时且大大减少干毯导辊、张紧器、校整器等零部件装置和维修费用,简化了造纸机的结构;且干毯是有端的,更换操作方便。
第二个大烘缸至第四个大烘缸纸幅烘干包角由改造前的270°改为310°,从而充分利用烘缸干燥面的干燥能力,使烘缸的散热损失减少10%。
2 各种形式托辊的使用特点2.1 单托辊长网造纸机大烘缸使用单托辊是传统造纸机的结构装置,如图2所示。
但使用单托辊的缺点是:①脱水能力差;②强干燥,纸张紧度高,柔软性、手感、吸水性、湿强度差;③纸张容易出现水痕、压花、透光点等纸病现象;④单托辊托烘缸负荷运行,消耗功率大;⑤造纸机高速运行受限制,纸幅粘缸、断纸频繁,成品率低。
普通单托辊均为右偏心,进托辊前逆干毯脱水,但绝对不能在右偏心配置长盲孔带沟纹托辊,这是由于脱水对干毯和湿纸幅的回湿严重,容易破坏纸幅。
2.2 双托辊长网造纸机大烘缸配置双托辊示意图如图3所示。
使用双托辊的优点是:①脱水效果好,比单托辊脱水能力强;②消除强干燥,纸张的柔软性、手感、湿强度及吸水性好;③纸张不易出现水痕、压花等纸病现象;④双托辊托烘缸对称负荷运行,所消耗功率只是单托辊的60%;⑤双托辊长网造纸机比单托辊长网造纸机抄造车速约快1倍。
双托辊结构设置为:第一道托辊的位置为左偏心,使用长盲孔沟纹聚氨酯辊,出托辊顺干毯脱水,该左偏心绝对不能使用普通托辊,因加压脱水的湿纸幅将会产生水痕、压花等纸病,造成湿纸幅粘缸严重,引纸操作困难。
出第一道托辊的热的湿纸幅进入第二道托辊,第二道托辊可使用聚氨酯普通托辊,为右偏心,进托辊前逆干毯脱水,但绝对不能使用长盲孔带沟纹托辊。
图2 大烘缸配置单托辊示意图图3 大烘缸配备双托辊示意图2.3 三道托辊长网造纸机大烘缸配置三道托辊示意图如图4所示[2-3]。
使用三道托辊的优点是:①脱水效果好,辊面宽,脱水均匀、连续、稳定,脱水量较双托辊增加2~3倍,适应高速造纸机运行;②设三道托辊,纸张细腻,柔软性、吸水性、湿强度、手感好;③纸张不易出现水痕、压花等纸病;④设三道托辊托烘缸,半悬空轻松运行,消耗功率仅为双托辊的70%~80%;⑤三道托辊长网造纸机比双托辊长网造纸机抄造车速快30%;⑥长盲孔沟纹辊辊面孔形状结构的使用,在三道托辊改造中发挥着重要作用,但其发挥的作用随三道托辊所在作用位置的不同而不同;⑦第一个大烘缸设置三道托辊结构,实际是替代了造纸机的压榨部,减少了造纸机的占地空间,若按正常设计,长网造纸机要装置2~4道压榨,改造为三道托辊后省去了原压榨传动的动力装置,简化了造纸机结构,还可大大降低操作工、维修工的劳动强度。
以配置2套压榨计算,1年2台造纸机可节省130万kWh的电能,节电效果显著。
由图4可以看出,第一道托辊使用长盲孔沟纹聚氨酯辊(左偏心),在出辊处顺干毯脱水;第二道托辊采用圆盲孔沟纹聚氨酯辊(烘缸轴中心位置),也是在出辊处顺干毯脱水;第三道托辊采用聚氨酯普通平辊(右偏心),在进辊处逆干毯脱水。
托辊辊面包覆聚氨酯材料,能耐热、抗加压,使用寿命长,且弹性好,中高不易磨损。
3 辊面开孔形状的创新设计与优点图4 第一大烘缸设置三道托辊示意图所谓长(圆)盲孔沟纹辊, 既是长(圆)盲孔辊,又是沟纹辊,是双功能复合的辊结构,承担了互补调节脱水效应的作用,当高速运转的长(圆)盲孔沟纹辊进、出压区时,具有较强的脱水吸引力和排水离心力,宽幅脱水均匀连续,且长(圆)盲孔沟纹辊比普通辊脱水量增加2~4倍[4-7]。
充分利用辊面脱水有效面积的合理设计,提高湿纸幅的脱水能力,且不影响辊面强度和使用寿命。
本身长(圆)盲孔与沟纹成为辊子围绕圆周串联的连接结构,因此,长(圆)盲孔沟纹辊的白水回湿干毯和湿纸幅的吸附力很小,车速越快向上吸附力回湿越小,脱水效果越好,越有利固化湿纸幅纤维交织能力。
长(圆)盲孔沟纹辊的优点是:①长盲孔沟纹辊结构(见图5)和圆盲孔沟纹辊结构(见图6),克服了普通托辊存在的将白水吸附回湿干毯与湿纸幅的弊病,有利于造纸机车速的提高;②长(圆)盲孔沟纹辊脱水效果好,比改造前运行的普通托辊托烘缸加压重力减少20%~30%,而烘缸带动三道托辊动力消耗减少35%~45%;③三道托辊对称托烘缸加压半崖空运行负荷轻松,烘缸运行稳定,其轴承使用寿命长,三道托辊加压线压力分别为50 kN/m、55 kN/m、60 kN/m,根据生产实际情况灵活调整;④三道托辊两端轴承不易发热,轴承增加2~3倍的使用寿命,包聚氨酯的辊子增加1~2倍的使用寿命;⑤由于长(圆)盲孔沟纹托辊包覆聚氨酯的硬度与普通辊包覆的聚氨酯辊硬度相同,在相同线压力下,前者形成的压区更宽,压区压力更均匀,并且长(圆)盲孔沟纹辊具有较强的自清洗能力;⑥长盲孔沟纹辊在高速运转下,脱水与排水具有连续性和均匀性,且有强大的脱水效果;⑦采用长(圆)盲孔沟纹的结构改造造纸机托辊系统,可提高造纸机车速和产量,降低能源消耗和动力消耗;⑧广泛应用于生产餐巾纸(卫生机)和特种纸的造纸机, 配置长(圆)盲孔带沟纹的托辊装置,纸幅具备吸水性、柔软性、湿强度、手感好等优点;⑨长(圆)盲孔沟纹辊不仅可用在造纸机烘缸上,还可用在普通压榨、复合压榨、脱水辊等造纸机部位上。
图5 长盲孔沟纹托辊布孔排列及其尺寸图图6 圆盲孔沟纹托辊布孔排列尺寸图4 干燥部纸幅水分和蒸汽压力控制湿纸幅在造纸机干燥部运行时,进入第一个大烘缸第一道托辊前的水分为65%~66%,出第三道托辊后的水分为40%,出第一个大烘缸时为30%;出第二个大烘缸、第三个大烘缸、第四个大烘缸的湿纸幅水分分别为22%、15%、10%,出卷纸缸的成品纸水分含量为8%左右。
第一个大烘缸至第四个大烘缸的蒸汽压力分别控制为0.45、0.30、0.20、1.50 MPa,可根据实际生产情况灵活调节。
5 结语在某纸业公司2台长网造纸机由单托辊改装双托辊运行成熟的基础上,现已顺利改为三道托辊长网造纸机,三道托辊的技术改造取得了明显成效,造纸机运行良好,车速提高,产量增加,可生产高档餐巾纸和特种纸,纸张物理性能指标基本达到用户要求,具有显著的经济效益和社会效益。
参考文献[1] Ma Bolong. The structure and design principle of paper-making machine[M]. Beijing: China Light Industry Press, 1988.马伯龙. 造纸机原理结构与设计[M]. 北京:中国轻工业出版社, 1988.[2] ZHAO Gang. Application and analysis of roller arranged on the dryer[J]. Tianjin Paper Making, 1985(3): 19.赵刚. 我对烘缸设置托辊的应用分析[J]. 天津造纸, 1985(3): 19.[3] GONG Bo-xiang. Application and analysis of young paper machine roller[J]. Paper and Paper Making, 1985(4): 37.龚伯祥. 杨格纸机上托辊的应用分析[J]. 纸和造纸, 1985(4): 37.[4] YU Zhang-shu. The Retrofitted of Tissue Machines[J]. China Pulp & Paper, 2013, 32(7): 46.余章书. 卫生纸机的改造[J]. 中国造纸, 2013, 32(7): 46.[5] SONG Xiao-guang. Application Suction Press Roll with Compound Coverage Surface[J]. China Pulp & Paper, 2014, 33(3): 74.宋晓光. 复合面真空压榨辊的使用[J]. 中国造纸, 2014, 33(3): 74.[6] YU Zhang-shu. The Structure and application of blind press roll with long conical holes[J]. China Pulp and Paper Industry, 2012, 33(22): 86. 余章书. 长锥形盲孔压榨的结构与应用[J]. 中华纸业, 2012, 33(22): 86.[7] XIAO Shou-yu. Striation press[J]. Paper and Paper Making, 1994(3): 33. 肖守玉. 沟纹压榨[J]. 纸和造纸,。