数控加工工序卡片完整可编辑版
数控加工工序卡片
立铳刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页
T6
倒角刀
500
20
20
1
编制审核
共3页第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号40Cr毛坯种类锻件
毛坯外形尺寸①95X55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
00002
2
专用夹具
油基切屑液
金工车间
工 步 号
工步内容
刀 具
/、 号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至①91
T7
45°车刀
游标卡尺,外径
千分尺
T2
数控加工工艺过程卡
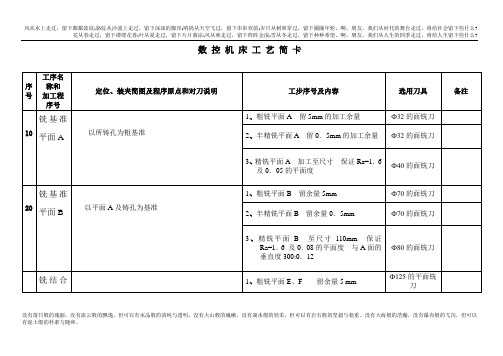
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控机床工艺简卡没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
没有落日般的瑰丽,没有流云般的飘逸,但可以有水晶般的清纯与透明。
没有大山般的巍峨,没有湖水般的轻柔,但可以有岩石般的坚毅与稳重。
没有大海般的浩瀚,没有瀑布般的飞泻,但可以有泥土般的朴素与随和。
数控铣削零件数控加工工序卡 (1)

数控加工工艺设计一、零件特征(形状)分析该零件总体尺寸(100mm*100mm*20mm),有凸台、平面、倒圆角及孔特征构成,两个∮10 0+0.022通孔的孔径要求较高。
因此孔的加工工艺要求最终需要用铰刀或镗刀进行加工。
沉头孔的直径和深度为∮15 *3 mm要求不高。
二、工艺分析1. 该零件外形由凸台、沉头孔、倒圆角组成,形状简单,加工、检验都比较容易,所有部位都采用数控机床铣削加工。
此零件的尺寸公差要求为GB-1804-M,表面公差要求为Ra3.2。
尺寸公差和表面粗造度容易保证。
但孔的直径和孔壁的表面粗造度要求较高,所以在加工工艺上要重点考虑。
2. R2倒圆角位置所在的凸台高度为7mm,在选择球刀加工时注意球头半径要小于5 mm。
3. 工件的总高度为20mm,加工深度为12mm,夹紧工件时注意工件高于钳口8mm。
三、工艺方案分析根据零件的型状及尺寸要求,采用的工艺方案有下面两种:1. 在数控铣床或加工中心上加工完所有外形,用镗刀加工∮10通孔两处。
2. 在数控铣床或加工中心上完成所有外形,用机铰刀加工∮10通孔两处。
第一种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用镗刀加工∮10通孔两处。
该方案的优点是通孔的孔径精度和孔的侧壁光洁度较好,缺点是镗孔加工的加工时间较长。
第二种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用机铰刀加工∮10通孔两处。
该方案的优点是工序集中可以一次完成加工,加工时间较短。
四、工艺方案的确定此零件的外形各个部分的尺寸精度及表面光洁度要求不高,采用数控铣床加工比较容易达到要求,但通孔的尺寸精度及孔壁的表面精度要求比较高,需要采用镗刀或者机铰刀加工才能达到加工要求。
数控车床加工工序卡

0.15
1
硬质合金
2
打A型中心孔
中心钻
1000
手动
高速钢
3
零件打Φ20孔。
钻头(Φ20)
600
手动
高速钢
游标卡尺
(0~150 0.02)
4
粗精车加工零件右端外形轮廓。
T01
930外圆粗精车刀
800
1000
0.2
0。1
1
0.6
涂层刀
O0001
游标卡尺
(0~150 0。02)
千分尺(25~50 0。01)
工序卡
数控车床加工工序卡
产品名称或代号
零件名称
零件图号
轴
单位名称
重庆工业职业技术学院
夹具名称
使用设备
车间
三爪自动定心卡盘
CKI—6136
现代制造技术中心
序号
工艺内容
刀具号
刀具规格(mm)
主轴转速N(r/min)
进给速度F(r/mm)
背吃刀量ap(mm)
刀片材料
程序编号
量具
1
车右端面
T02
450端面车刀
CKI-6136
现代制造技术中心
序号
工艺内容
刀具号
刀具规格(mm)
主轴转速N(r/min)
进给速度F(r/mm)
背吃刀量ap(mm)
刀片材料
程序编号
量具
6
调头装夹
7
粗、精车加工零件左端外形轨迹。
T01
930外圆粗精车刀
800
1000
0.2
0.1
1
0。6
涂层刀
O0003
数控加工工序卡片
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长
T7
45°车刀
游标卡尺
800
50
50
3
粗车长度为12mm的外圆至Φ91
T7
45°车刀
游标卡尺,外径千分尺
800
50
50
4
精车外圆至Φ90
T8
45°车刀
卡板
1000
100
100
5
粗车长度为2mm外圆Φ90至Φ49
T1
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
数控铣床
XK5032
O0003
3
专用夹具
乳化液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
钻6个深度为10mm的均布的Φ的孔
T1
钻头
内径千分尺
600
15
50
2
扩孔至Φ8
T2
立铣刀
塞規
3001040来自3去毛刺倒棱T3
第一次加工数控工艺卡片(加工程序单)
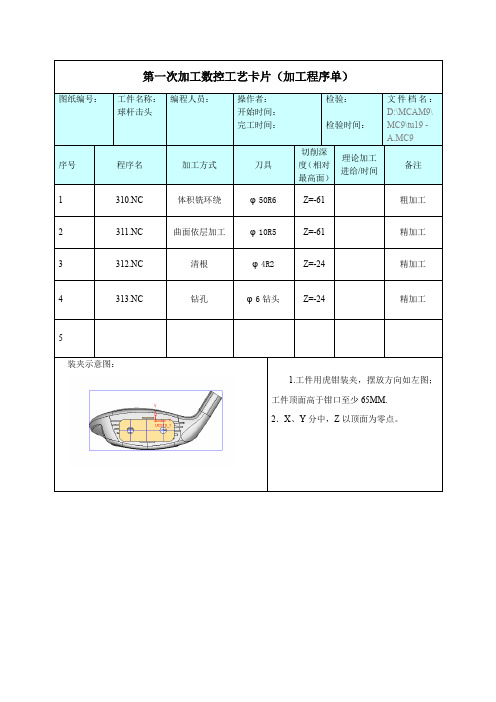
φ10R5
Z=-61
精加工
3
312.NC
清根
φ4R2
Z=-24
精加工
4
313.NC
钻孔
φ6钻头
Z=-24
精加工
5
装夹示意图:
1.工件用虎钳装夹,摆放方向如左图;工件顶面高于钳口至少65MM.
2.X、Y分中,Z以顶面为零点。
数控工艺卡片(加工程序单)
图纸编号:
工件名称:腔板
编程人员:
编程时间:
第一次加工数控工艺卡片(加工程序单)
图纸编号:
工件名称:球杆击头
编程人员:
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:D:\MCAM9\
MC9\tu19 -
A.MC9
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
310.NC
体积铣环绕
φ50R6
Z=-61
粗加工
2
311.NC
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:D:\MCAM9\
MC9\tu19 -
A.MC9
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
5320.NC
体积铣环绕
φ20
Z=-74
粗加工
2
5321.NC
曲面依层加工
φ10R5
Z=-74
精加工
3
5322.NC
清根
φ4R2
数控工艺过程卡片
铣
机械加工工艺过程卡片
毛 坯 种 类 序 内
产品型 产品名称
零件图号 零件名称 每毛坯件数 备 工 1 艺 轴 每 台 件 数 装 备 共 页 第 备 注 工 时 页
45 工
铣 铣 钻 检验 钳
10 入库
标 处 更改文件 记 数 号
签 字
日
期
标 处 更改文件 记 数 号
签 字
日 期
毛坯外形尺寸 200×50 车 工 容 设 间 段
准终 单件
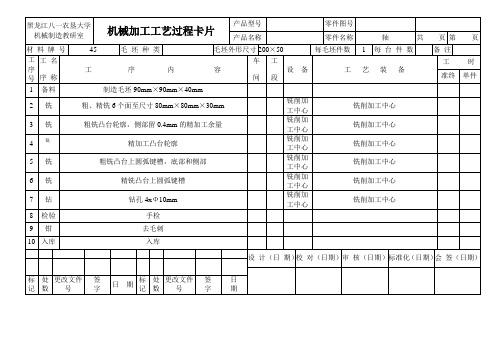
制造毛坯 90mm×90mm×40mm 粗、精铣 6 个面至尺寸 80mm×80mm×30mm 粗铣凸台轮廓,侧部留 0.4mm 的精加工余量 精加工凸台轮廓 粗铣凸台上圆弧键槽,底部和侧部 精铣凸台上圆弧键槽 钻孔 4xФ 10mm 手检 去毛刺 入库 设 计(日 期) 校 对(日期)审 核(日期)标准化 (日期) 会 签(日期) 铣削加 工中心 铣削加 工中心 铣削加 工中心 铣削加 工中心 铣削加 工中心 铣削加 工中心 铣削加工中心 铣削加工中心 铣削加工中心 铣削加工中心 铣削加工中心 铣削加工中心
数控加工工序卡
起刀平面( 预停平面(
图3-22 孔加工时预停平面至工件上表面的安全距离
Fv
F'
FH
Vf
a a逆)铣 逆铣
Vf
Fv
F'
b) b顺顺铣铣
图图3-323-2圆3 柱圆铣柱的铣顺的铣逆和逆铣铣和顺铣
表3-6 数控加工工序卡
序号 1 2 3 4 5
加工内容 铣上平面
刀 具 号
刀具 名称
刀具 直径
mm
刀具 材 料
切削速度 (m/min
)
主轴转速 (r/min)
进给量 mm/r mm/min
1 端面 63 YT14
120
铣刀
600
0.2 120
铣右平面 1 端面 63 Y
铣下平面 1 端面 63 YT14
120
铣刀
600
0.2
120
铣左平面 1 端面 63 YT14
图图33-1166 矩矩形形凹槽凹加槽工加路线工路线 图图3-31-717 圆圆台台铣铣削削
刀痕
a) 直接进图退3-刀18 b)圆过弧渡铣圆削弧切入切出 a)直接进图退3刀-18 圆b)弧过铣渡圆削弧切入切出
图319 内凸 轮轮 廓铣 削时 刀具 的切 入与 切出
δ2 δ1
图图33--2211车车螺螺纹纹时时的的引进引退进出退距出离距离
120
铣刀
600
0.2
120
钻右平面2- 10 中心 1.5 W18Cr4
10
1500
50
M8中心孔
钻
V
表3-7 刀具调整单
零件号
工步 号
刀 码 号
1-10
2-14 … 制表
数控加工工艺及编程 螺纹轴工序卡片
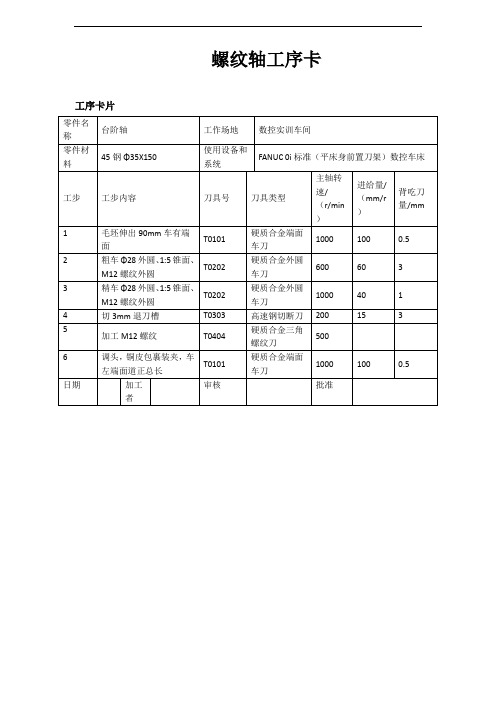
工序卡片
零件名称
台阶轴
工作场地
数控实训车间
零件材料
45钢Φ35X150
使用设备和系统
FANUC 0i标准(平床身前置刀架)数控车床
工步
工步内容
刀具号
刀具类型
主轴转速/(r/min)
进给量/(mm/r)
背吃刀量/mm
1
毛坯伸出90mm车有端面
T0101
硬质合金端面车刀
1000
100
0.5ห้องสมุดไป่ตู้
2
粗车Φ28外圆、1:5锥面、M12螺纹外圆
T0202
硬质合金外圆车刀
600
60
3
3
精车Φ28外圆、1:5锥面、M12螺纹外圆
T0202
硬质合金外圆车刀
1000
40
1
4
切3mm退刀槽
T0303
高速钢切断刀
200
15
3
5
加工M12螺纹
T0404
硬质合金三角螺纹刀
500
6
调头,铜皮包裹装夹,车左端面道正总长
T0101
硬质合金端面车刀
1000
100
0.5
日期
加工者
审核
批准
数控加工工序卡片
礼县东城小学假期阅读记录卡五年级的怎么写
内容摘要:
三国讲述了东汉末年黄巾之乱开始,:刘备、关羽、张飞,他们三个人桃园三结义,三顾茅庐请诸葛亮,又齐心协力共建蜀汉,并和东吴一起打魏国。
再结了五虎上将:关羽、张飞、黄忠、赵云、马超,与魏国五良大将:张辽、张郃、徐晃、于禁、乐进大战直至三国鼎立,最后蜀汉降,东吴灭,曹魏亡,三国皆归于司马家族的故事……
阅读心得:
三国时期战事连绵,哀鸿遍野的战争场面及人才辈出、各领风骚的英雄时代。
向后人展示了:雄才伟略,足智多谋,尽在三国。
看完这本书,我觉得打仗和学习一样,都是用脑子才获得战果。
关羽是五虎大将之首,不幸战死、常胜将军赵云(赵子龙)是长寿将军,不幸战死、聪明的诸葛亮,也是死,可为什么人家是战死?诸葛亮是病死,如果每次打仗都考虑周全,或许关羽、赵云他们活的时间更长,或许能帮助刘备恢复汉室。
所以打仗要多动脑子。
学习也要多动脑子,才会学的更好。
数控加工工艺卡片(整理)

(程序)
…
50
ቤተ መጻሕፍቲ ባይዱ650
0.2
1.5
T101
3
粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;
50
650
0.2
1.5
T101
4
粗车及半精车圆锥面30°,留精加工余量0.3;
50
650
0.2
1.5
T101
5
精车圆柱面Φ24-0.03,Ra1.6;
110
1500
0.2
0.15
T101
YT15 95°外圆车刀
设备名称及型号
数控车床CK6132
材料
45#
硬度
HB225
工序名称
车
工序号
1
工步号
工步内容
切削用量
刀具
量具
Vf
mm/min
n
r/min
f
mm/r
Ap
mm
编号
名称
名称
1
车端面平
50
650
0.1
1
T101
YT15 95°外圆车刀
游标卡尺
0~125
2
粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;
4、对应输入刀具位置补偿参数。
5、将刀具移到合适的起刀位置,在MDI方式下,分别调用所对的各把刀,并运行简单程序观察验证。
四、刀具卡片
数控车刀具调整卡
零件名称
塞
零件图号
A-1
设备名称
数控车床
设备型号
CK6132
程序号
O1001
材料
45#
硬度
数控加工实用工艺卡片、刀具卡片样板
签字
日期
标记
处数
更改文件号
签字
日期
CKA6140
三爪卡盘
Ⅲ
半精车
CKA6140
三爪卡盘
描 校
Ⅳ
精镗孔
CKA6140
三爪卡盘
Ⅴ
滚齿
Y315E
心轴
底图号
Ⅵ
粗铣
X62W
专用夹具
Ⅶ
半精铣
X62W
专用夹具
装订号
Ⅷ
钻孔
Z3040
专用夹具
Ⅸ
去毛刺
钳工平台
毛锉
Ⅹ
终检
量具
Ⅺ
清洗
Ⅻ
入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
N20
M03S600
M03S600
主轴正转,转速600rpm
N30
T0101
T0101
换1号粗车刀,设工作坐标系
N40
M08
M08
打开切削液
N50
G41G00X46.Z2.
G41G00X46Z2
设置刀具左补偿,快速进刀至循环起点
N60
G01Z-30.F0.3
G01Z-30F0.3
粗车φ45外圆,背吃刀量2mm
D02
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
数控车工序卡片
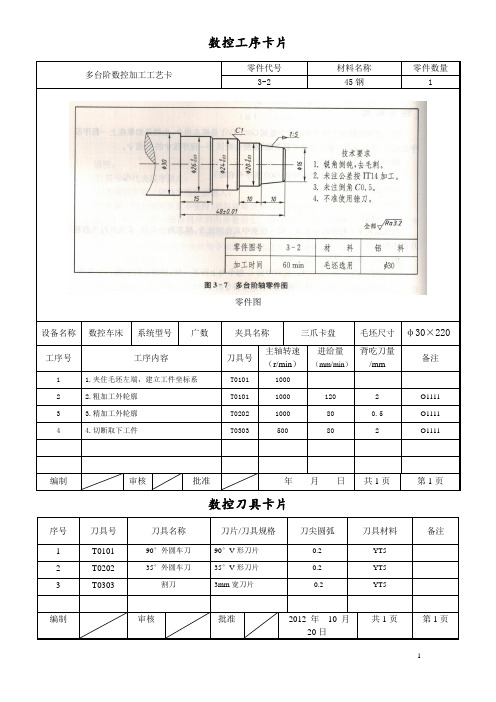
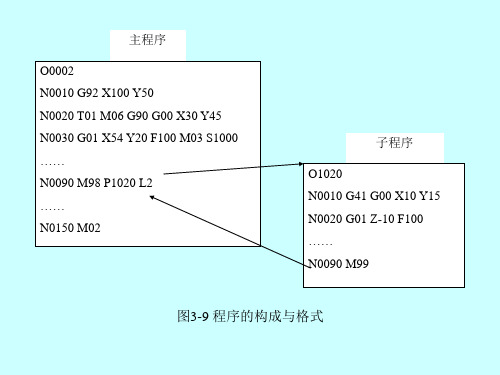
数控工序卡片数控刀具卡片序号刀具号刀具名称刀片/刀具规格刀尖圆弧刀具材料备注1 T0101 90°外圆车刀90°V形刀片0.2 YT52 T0202 35°外圆车刀35°V形刀片0.2 YT53 T0303 割刀3mm宽刀片0.2 YT5编制审核批准2012 年10 月20日共1页第1页多台阶数控加工工艺卡零件代号材料名称零件数量3-2 45钢 1零件图设备名称数控车床系统型号广数夹具名称三爪卡盘毛坯尺寸φ30×220工序号工序内容刀具号主轴转速(r/min)进给量(mm/min)背吃刀量/mm备注1 1.夹住毛坯左端,建立工件坐标系T0101 10002 2.粗加工外轮廓T0101 1000 120 2 O11113 3.精加工外轮廓T0202 1000 80 0.5 O11114 4.切断取下工件T0303 500 80 2 O1111编制审核批准年月日共1页第1页数控加工程序单程序号:O1111程序段号程序内容备注N10 G98定义每转进给,单位为mm/r N20 G00 X50 Z50快速移动到换刀点N30 T0101换刀第一把刀,01号刀补N40 M03 S600主轴正转速N50 G00 X35 Z0快递移动到起刀点N60 G01 X0 F120N70 G00 X32 Z2N80 G71 U1 R0.5背吃刀量为1mm,退刀量为0.5N90 G71 P100 Q220 U0.5 W0.1 F120精加工路线的起始和结束的程序段号,径向留0.5的余量,轴向留0.1N100 G00 X16以下是精加工的走刀路线N110 G01 Z0 F120N120 X18 Z-10N130 X19N140 X20 Z-10.5N150 Z-20N160 X22N170 X24 Z-21N180 Z-33N190 X25N200 X26 Z-33.5N210 Z-48N220 X32N230 G00 X100 Z100N240 M05N250 M00N260 T0101N270 G00 X33 Z2N280 S1000 M03N290 G70 P100 Q220 F80N300 G00 X100 Z100N310 M30。
数控加工工序卡片 (车铣)
序号
刀具号
刀具名称
数量
刀尖半径
刀尖方位
备注
1
01
90°车刀
1
0.4
01
2
02
割槽刀
1
0
02
3
03
60°螺纹车刀
1
0.4
03
数控铣床
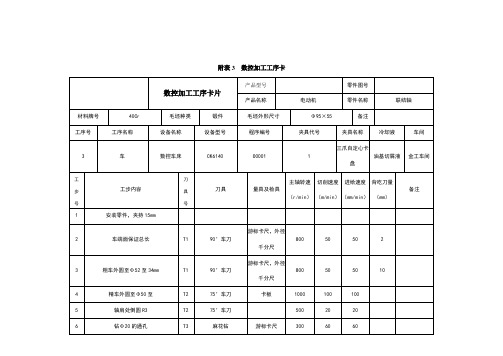
附表3数控加工工序卡
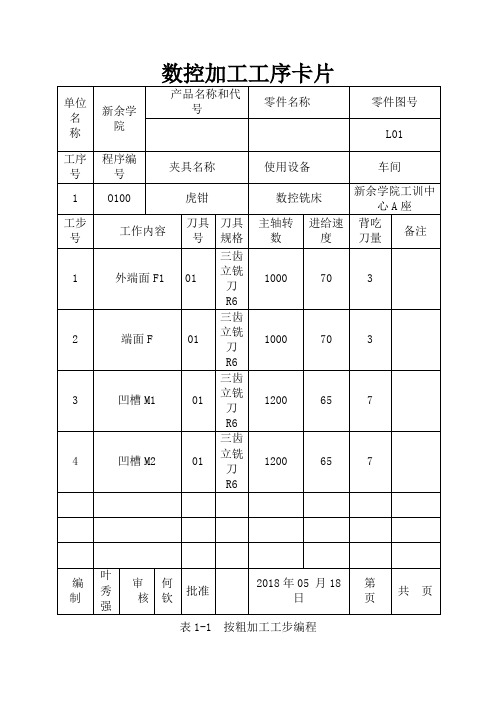
数控加工工序卡片
产品型号
零件图号
产品名称
零件名称
材料牌号
45钢
毛坯种类
铸件
毛坯外形尺寸
75×75×30
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
3
精铣60×60外轮廓,保证尺寸,做到深度。
1
键槽铣刀
游标卡尺
800
40
40
0.1
同上
4
粗铣R15腰孔内轮廓,做到深度,保证余量
1
键槽铣刀
游标卡尺
1000
50
50
0.5
同上
5
精铣R15腰孔内轮廓,做到深度,保证公差
1
键槽铣刀
游标卡尺
800
40
40
0.1
同上
6
钻三个Φ10,深13盲孔
2
钻头
深度游标卡尺
T2
割槽刀
游标卡尺
800
40
40
0.5
坐标系用G55定制
8
粗车M30×1.5的螺纹
T3
60°螺纹车刀
塞規
720
40
40
0.5
坐标系用G56制定
9
精车M30×1.5的螺纹
数控铣削零件数控加工工序卡 (1)
数控加工工艺设计一、零件特征(形状)分析该零件总体尺寸(100mm*100mm*20mm),有凸台、平面、倒圆角及孔特征构成,两个∮10 0+0.022通孔的孔径要求较高。
因此孔的加工工艺要求最终需要用铰刀或镗刀进行加工。
沉头孔的直径和深度为∮15 *3 mm要求不高。
二、工艺分析1. 该零件外形由凸台、沉头孔、倒圆角组成,形状简单,加工、检验都比较容易,所有部位都采用数控机床铣削加工。
此零件的尺寸公差要求为GB-1804-M,表面公差要求为Ra3.2。
尺寸公差和表面粗造度容易保证。
但孔的直径和孔壁的表面粗造度要求较高,所以在加工工艺上要重点考虑。
2. R2倒圆角位置所在的凸台高度为7mm,在选择球刀加工时注意球头半径要小于5 mm。
3. 工件的总高度为20mm,加工深度为12mm,夹紧工件时注意工件高于钳口8mm。
三、工艺方案分析根据零件的型状及尺寸要求,采用的工艺方案有下面两种:1. 在数控铣床或加工中心上加工完所有外形,用镗刀加工∮10通孔两处。
2. 在数控铣床或加工中心上完成所有外形,用机铰刀加工∮10通孔两处。
第一种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用镗刀加工∮10通孔两处。
该方案的优点是通孔的孔径精度和孔的侧壁光洁度较好,缺点是镗孔加工的加工时间较长。
第二种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用机铰刀加工∮10通孔两处。
该方案的优点是工序集中可以一次完成加工,加工时间较短。
四、工艺方案的确定此零件的外形各个部分的尺寸精度及表面光洁度要求不高,采用数控铣床加工比较容易达到要求,但通孔的尺寸精度及孔壁的表面精度要求比较高,需要采用镗刀或者机铰刀加工才能达到加工要求。
数控车床加工工序卡
数控车床加工工序卡
产品名称或代号
零件名称
零件图号
轴
单位名称
重庆工业职业技术学院
夹具名称
使用设备
车间
三爪自动定心卡盘
CKI—6136
现代制造技术中心
序号
工艺内容
刀具号
刀具规格(mm)
主轴转速N(r/min)
进给速度F(r/mm)
背吃刀量ap(mm)
刀片材料
程序编号
量具
1
车右端面
T02
450端面车刀
5
粗精加工零件右端内轮廓。
T04
内孔车刀
800
1000
0.25
0.15
0.8
0.5
涂层刀
O0001
游标卡尺
(0~150 0.02)
内径百分表
(18~35 0。01)
编制
审核
批准
第1页
零件名称
零件图号
轴
单位名称
重庆工业职业技术学院
夹具名称
使用设备
车间
三爪自动定心卡盘
千分尺(25~50, 0.01)
8
粗、精车零件左端内轮廓.
T04
内孔车刀
800
1000
0。25
0。15
0.8
0。5
涂层刀
O0004
游标卡尺
(0~150 0。02)
内径百分表
(18~35 0。01)
9
切6xΦ38的内槽
T03
内孔槽刀
600
0.08
0。8
涂层刀
10
去毛刺
11
检验
编制
审核
批准
数控加工工序卡完整版
数控加工工序卡完整版-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN新乡学院数控加工工序卡片产品型号零件图号01共 5 页产品名称轴类零件的加工零件名称轴类零件第 1页工序号 1工序名称钻孔毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀量量、辅具1 2 3 4 5 机动辅助1 中心钻3mm26mm 1200 12 钻孔30 26mm 5002设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 2 页工序号 2工序名称粗、精车左端内轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀号量、辅具1 2 3 4 5 机动辅助31 粗车零件左端内轮廓126 T0101游卡0.2600 22 精车零件左端内轮廓0.5 26 T0101游卡0.11000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 3 页工序号 2工序名称粗、精车零件左端外轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额号刀号量、辅具1 2 3 4 5 机动辅助1 粗车零件左端外轮廓235 T0202游卡0.2500 22 精车零件左端外轮廓0.5 35 T0202游卡0.11000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 3 页工序号 3工序名称粗、精车零件右端外轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时5工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀量量、辅具1 2 3 4 5 机动辅助1 粗车零件右端外轮廓2 80 T0202游卡0.1 500 22 精车零件右端外轮廓0.5 80 T0202游卡0.2 1000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 4 页工序号 4工序名称退刀槽、车外螺纹毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘67。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
安装零件,夹持15mm
2
车端面保证总长49.25mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
2
3
粗车外圆至Φ52至34mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
10
4
精车外圆至Φ50至34.25mm
T2
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页
【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】
数控加工工序卡
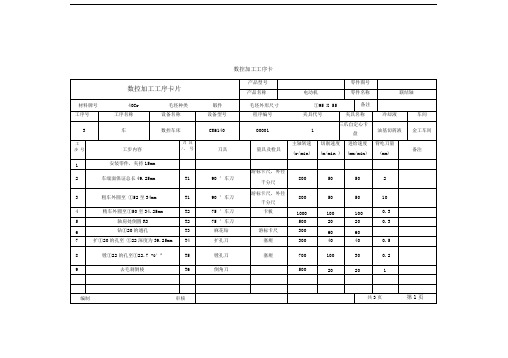
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
500
20
1
编制
审核
批准
共3页
第2页
附表5数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
数控铣床
XK5032
O0003
3
专用夹具
乳化液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
钻6个深度为10mm的均布的Φ6.9的孔
T1
钻头
内径千分尺
600
15
50
1.6
2
扩孔至Φ8
T2
立铣刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
T8
45°车刀
卡板
1000
100
100
0.3
5
粗车长度为2mm外圆Φ90至Φ49
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
1.2
6
精车外圆Φ49至Φ47
T2
90°车刀
卡板
1000
100
100
0.3
7Hale Waihona Puke 扩Φ20的孔至Φ39孔深为10mm
T4
扩孔刀
塞規
300
40
40
1
8
镗Φ39的孔至Φ40
T5
镗孔刀
75°车刀
卡板
1000
100
100
0.3
5
轴肩处倒圆R3
T2
75°车刀
500
20
20
0.3
6
钻Φ20的通孔
T3
麻花钻
游标卡尺
300
60
60
7
扩Φ20的孔至Φ22深度为39.25mm
T4
扩孔刀
塞規
300
40
40
0.5
8
镗Φ22的孔至Φ22.7
T5
镗孔刀
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
500
20
20
1
编制
审核
共3页
第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至Φ91
T7
45°车刀
游标卡尺,外径千分尺
800
50
50
1.2
4
精车外圆至Φ90