1780热轧生产工艺与设备
热轧板带钢1780

辽宁科技大学课程设计说明书设计题目:热轧板带钢轧制规程设计Q235B, 2.8×1400 mm学院、系:材料与冶金学院专业班级:材控2009-3班学生姓名:指导教师:成绩:2013年 1月 9日摘要热轧板带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输业与建筑业,热轧带钢工艺的成熟为冷轧提供了优质的原料,大大满足了国民生产与生活的需要。
本车间参考鞍钢1780生产线,1780生产线主要设备包括三座步进梁式加热炉、一台板坯高压水除鳞箱、一台定宽压力机、三架立辊轧机、一架二辊可逆粗轧机、一架四辊可逆粗轧机、十二组保温罩、一台转鼓式切头飞剪、一台精轧高压水除鳞箱、七架四辊连轧机组、一套层流冷却装置、三台地下卧式卷取机及相应辅助配套设施等。
设计以年产量为标准,结合各产品的市场前景合理的分配各产品的产量,制定产品方案和金属平衡。
论文以典型实例为例,制定了工艺流程图和压下制度、速度制度、温度制度、辊型制度等一系列轧制制度,并校核轧机的生产能力。
关键词:轧机;轧制力;校核;热轧带钢目录摘要 (1)目录 (II)1 文献综述 (1)1.1热轧板带钢产品概述 (1)1.1.1热轧板带钢的种类和用途 (1)1.1.2 板带材的工艺特点及质量要求 (2)1.2 热轧板带钢工艺及设备发展 (3)1.2.1 国外热轧带钢的发展 (3)1.2.2国内热轧带钢的发展 (3)1.3 热轧带钢生产新设备与新技术 (4)1.3.1 无头轧制技术 (4)1.3.2 AWC立辊短行程控制 (5)1.3.3 板坯定宽压力机 (5)1.3.4 热卷箱技术 (6)1.3.5 板形和板厚控制的高精度轧机 (6)1.4 热轧带钢发展趋势 (7)2 主要设备 (7)3 轧制工艺及轧制制度的确定 (8)3.1 生产工艺流程 (8)3.1.1 生产工艺简介 (8)3.1.2 生产工艺流程概述 (8)3.2 压下规程设计 (9)3.2.1 根据产品选择原料 (9)3.2.2 粗轧机组压下制度的制定 (9)3.2.3 精轧机组压下制度的确定 (10)3.3 速度制度 (11)3.3.1 粗轧机组轧制速度 (11)3.3.2 精轧机组轧制速度 (12)3.3.3 轧机工作图表 (15)3.4 温度制度 (16)3.4.1 精轧温度制度 (17)3.4.2 卷取温度制度 (17)3.5 辊型制度 (18)4 生产设备校核 (20)4.1 轧制力与轧制力矩 (20)4.1.1 轧制力的计算 (20)4.1.2 轧制力矩的计算 (21)4.1.3 精轧的轧制力与轧制力矩 (21)4.2 轧机设备校核 (23)4.2.1 精轧机轧辊强度校核 (23)4.2.2 电机能力校核 (28)参考文献 (31)1 文献综述在工业现代化进程中国,钢铁行业一直处于基础产业的地位,在国民经济中所起的作用很重要,是衡量一个国家的工业、农业、国防和科学技术的四个现代化水平的标志。
51钢铁PPT-1780mm热轧板带工程工艺设备介绍

1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
1780热轧生产工艺与设备

1780热轧生产工艺与设备1780热轧生产工艺与设备6.1 1780热轧的产品、规格及生产能力宝钢股份不锈钢分公司1780mm热轧以热轧不锈钢钢卷为主导产品,同时发挥轧机能力大、控制水平高的特点,兼顾生产薄规格、高强度、高附加值的优质碳素结构钢、低合金钢等。
不锈钢包括200、300、400系列,其中奥氏体不锈钢约占总量的70%,铁素体不锈钢占25~27%,马氏体不锈钢占3~5%;碳素钢中包括双相、多相微合金钢,高强度钢及特殊用途钢等品种,且碳钢产品中以薄规格为主,厚度1.2~3.5mm约占80%,以生产热轧酸洗、热轧镀锌及以热代冷用钢卷。
一期的设计产量为年产热轧钢卷282.2万吨,其中不锈钢69.8万吨,碳钢212.4万吨。
由于二期项目中炼钢扩建了炼钢和连铸生产线,热轧增加了3号加热炉,从而增加了近70万吨的不锈钢生产能力。
成品规格如下表所示:代表钢种成品厚度(mm)成品宽度(mm) 碳钢低合金钢 SPHC,SPHD,SPHE,10PCuRE, SPA-H,SM400A -C SM490A -C,15MnV,09MnNb1.2~12.75 750~1630 不锈钢 304,304L,316,316L,410,420,409,4302.0~10.0 750~16006.2 1780热轧的生产设备及工艺流程6.2.1热轧生产线的主要工艺设备:1 10 3 4 5 6 7 8 9 11 123 2 1 21-三座加热炉;2-高压水除鳞箱(HSB );3-粗轧除鳞;4-粗轧前大立辊(VE );5-粗轧机(RM );6-热卷箱(CB );7-飞剪(CS );8-精轧前除鳞装置;9-精轧前立辊(F1E );10-7机架的精轧机;11-层流冷却;12-两台地下卷取机(DC )。
6.2.2 生产工艺流程板坯加热高压水除鳞粗轧飞剪热卷箱热卷箱炉精轧前除鳞精轧机层流冷却卷取钢卷运输入库检查取样打包、验收发货平整分卷发货、打包、验收热轧和碳钢连铸及不锈钢连铸毗邻布置,碳钢1号连铸出坯辊道与热轧加热炉上料辊道直接连接,碳钢2号连铸出坯辊道与热轧轧制线直接连接,不锈钢连铸与热轧板坯库用3号板坯运输辊道连接。
热轧带钢厂1780工艺设备简介教材

热轧带钢厂1780工艺设备简介教材热轧带钢是一种广泛应用于建筑、机械制造、汽车制造等领域的重要材料,因此热轧带钢厂的工艺设备对于生产质量和效率至关重要。
下面将对热轧带钢厂1780工艺设备进行简介,包括其组成和功能。
热轧带钢厂1780工艺设备主要由原料处理系统、热轧机组和辅助设备组成。
原料处理系统主要包括切割机、破碎机和喂料系统。
切割机主要用于将钢坯切割成适合热轧的尺寸,确保后续工艺的顺利进行。
破碎机则用于将大块的钢坯破碎成小块,方便后续工艺的处理。
喂料系统用于将切割好的钢坯或破碎好的钢块送入热轧机组。
热轧机组是热轧带钢厂的核心设备,主要由上下辊轧机、辊道和冷却系统组成。
上下辊轧机是热轧带钢的主要设备,其作用是通过辊轧作用将钢坯加工成带状钢材。
上下辊轧机通常由多个辊轧机串联而成,每个辊轧机都具有不同的工作功能。
其中,粗轧机主要用于将钢坯进行初轧,将其厚度逐渐降低;中轧机用于进一步降低钢材的厚度,并使其形成所需的宽度;精轧机是最后一个辊轧机,用于将钢材的厚度和宽度进一步精细调整。
辊道是将钢坯传送到辊轧机上的设备,通常由多个辊道串联而成。
辊道的作用是将钢坯顺利地送入辊轧机,并确保钢坯在辊轧机上的平稳运行。
冷却系统主要用于对热轧后的钢材进行冷却,以使其达到所需的硬度和强度。
冷却系统通常由喷淋装置和冷却塔组成。
喷淋装置将冷却水均匀地喷洒在钢材上,以吸收其热量,使其迅速冷却。
冷却塔则用于冷却喷洒过后的冷却水,以保持其冷却效果。
辅助设备主要包括切割设备、定尺设备和质检设备。
切割设备用于将热轧后的钢材切割成所需的长度,以满足客户的要求。
常见的切割设备有割切机和切割刀。
定尺设备用于将切割好的钢材定尺,以便于后续的包装和运输。
常见的定尺设备有定尺机和切头机。
质检设备用于对热轧后的钢材进行质量检测。
常见的质检设备有尺寸测量仪、表面检测仪和硬度测试仪。
总结起来,热轧带钢厂1780工艺设备主要包括原料处理系统、热轧机组和辅助设备。
鞍钢1780热轧生产线工艺布局特点_张巍

收稿日期:2002-03-25作者简介:张 巍(1972-),男(汉族),辽宁海城人,国家注册监理工程师。
鞍钢1780热轧生产线工艺布局特点张 巍(鞍山钢铁公司设计研究院,辽宁 鞍山 114021)摘 要:简要介绍了鞍钢1780工程的概况,总结了1780热轧线工艺布局上的机型选取、主要工艺和设备选择、工艺流程及平面布置的特点,提出了在新建或改造类似热轧线时,工艺布局上应注意的问题。
关键词:1780热轧线;工艺布局;特点中图分类号:TG 335.56;TG 333.71 文献标识码:B 文章编号:1003-9996(2002)05-0026-03C haracteristics of processing layout of 1780mm hot rolling line ofAnshan Iron and Steel C ompanyZHANG W ei(Design &Research Institu te ,Anshan Iron &Steel Co .,Anshan 114021,China )A bstract :The selection of mill ty pe ,processing and equipment ,the characteristics of processing and plane layout w ere simply introduced .M eanw hile ,some problems about processing layout w ere put forward for new building o r modernizing same hot rolling line .Key words :1780mm hot rolling line ;processing layout ;characteristics 鞍山钢铁公司原半连轧厂于1958年建成投产,设计年产板卷80万t ,主轧线设备属于第1代热带钢轧机,是苏联援建项目。
热轧带钢厂1780工艺设备简介-培训0709017

1780 ASP1700
230 100-150
5.3-11 7-15.6
800-1630 900-1550
1.2-19 1.5-10
30 21
350 290
项目
轧机类型
铸机
加热炉 3座步进式 加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
商品卷
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
热轧带钢厂工艺设备简介
一、概述
二、二线工艺流程 三、ASP1700线和1780线主要工艺设备
二○○七年七月
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述--产品及用途
热轧带钢厂目前生产 品种有:低碳钢、中碳 钢、高碳钢、船用结构 钢、管线钢、锅炉用钢、 焊瓶钢、IF深冲钢、无 取向硅钢、包晶钢、高 强双相钢等,产品覆盖 面广。
R1轧机主要参数 最大轧制力, t 3000 最大轧制力矩, t·m 2×305 最大轧制速度, m/s 0~1.95~2.9 主传动功率, kw 2×3800 工作辊规格, mm Φ 1350/ Φ 1230 × 1780 轧辊开度, mm 270(最大直径) 低/高速压下 mm/s 20/40
热轧带钢厂工艺设备简介 置身一流,建设一流,事事追求最优
两线工艺流程--1780线工艺流程
1780线机械设备总重37869吨,电气装 机容量115299千瓦。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事厚度 mm 板坯长度 m 成品宽度 mm 成品厚度 mm 最大单重 ton 年设计产量 wanton
安钢1780mm热连轧生产线的工艺及设备

2011.0280安钢1780mm 热连轧生产线的工艺及设备魏宏武(安阳钢铁股份有限公司第二炼轧厂,河南 安阳 455004)摘要:安阳钢铁股份有限公司建设了一跳集炼钢,炉外精炼,连铸和轧钢四位一体的先进生产线,取得良好的效果,文章基于此介绍了安阳钢铁公司第二炼轧厂1780mm 热连轧生产线的产品结构和主要工艺设备及其特点。
关键词:1780mm 热连轧; 安钢;粗轧机;精轧机;卷取区;精整区中图分类号:TG333 文献标识码:A 文章编号:1009-2374(2011)34-0080-02一、概述安阳钢铁股份有限公司(以下简称安钢)2005年对原有无缝钢管厂、薄板厂进行搬迁改造,目前正在建设一条集炼钢、炉外精炼、连铸和轧钢四位于一体的具有当今世界先进水平的1780热连轧生产线,是安钢“三步走”发展规划的关键项目,并于2007年6月轧出第一卷钢。
该生产线分两期建设,一期已建成投入使用2座步进式加热炉、1架带立辊的四辊可逆式粗轧机、1台转鼓式飞剪、7架四辊精轧机、2台卷取机,年产量为200万t/a;二期现已增建1座步进式加热炉、1台带立辊的二辊可逆式粗轧机、1台卷取机,年产量为400万t/a,并在钢卷库增设一条平整分卷机组,其年产量为80万t/a。
产品规格:带钢厚度1.2~19mm,带钢宽度800~1630mm,钢卷内径φ762mm,钢卷外径φ2150mm,最大卷重32t,钢卷单重 19.8kg/mm。
生产钢种有普通碳素结构钢、优质碳素结构钢、管线钢、低合金结构钢、低碳钢和超低碳钢。
二、主要工艺及设备(一)工艺流程其主要生产工艺流程为:炼钢→炉外精炼(LF、VD )→连铸→热装(冷装)→加热→粗除鳞→E1/R1粗轧机→E2/R2粗轧机→中间坯保护罩→切头剪→精除鳞→F1-F7精轧机→层流冷却→卷取机→打捆机→打号机→步进梁式运输机→入库。
(二)加热炉主要工艺设备热连轧加热炉上料辊道与连铸坯辊道直接连接,采用了板坯热送热装工艺、汽化冷却工艺和最佳燃烧控制模型。
1780热轧工程管理概述(演示版)

轧钢部内部培训系列讲座第一讲1780热轧工程管理概述主讲人:李忠前2004年5月7日目录1、序言2、工艺流程2.1、生产工艺流程简述2.2、生产工艺流程简图3、各区设备描述3.1、加热炉3.2、粗轧除鳞机3.3、E2立辊轧机功能描述3.4、精轧区设备(略)3.5、卷取区设备(略)3.6、钢卷运输线(略)3.7、钢卷检查线(略)4、工程施工描述4.1、土建施工方案4.2、机械专业安装方案4.2.1、起重设备安装4.2.2、加热炉4.2.3、轧机安装4.2.4、高压除鳞水设备4.2.5、运输辊道4.2.6、飞剪4.2.7、地下油库设备安装4.2.8、层流冷却装置4.2.9、卷取机4.2.10、钢卷运输车4.2.11、运输链4.3、主要介质管道4.3.1、液压、润滑管道4.3.2、高压除鳞水管道4.3.3、CO2灭火管道4.3.4、不锈钢氧气管道4.3.5、汽化冷却管道4.3.6、天燃气管道4.3.7、镀锌风管4.4、电气专业安装方案4.4.1、施工程序方框图4.4.2、盘、箱、柜等电气设备安装4.4.3、变压器安装4.4.4、电缆敷设及电缆头的制作4.4.5、防雷接地和设备接地4.4.6、配管工程4.4.7、配线工程4.4.8、桥架安装4.4.9、照明灯具安装4.4.10、光缆敷设4.4.11、自动化仪表安装4.4.12、计算机安装4.4.13、火灾自动报警安装4.4.14、电气设备的调试5、附表5.1、轧制程序表5.2、精轧道次表5.3、机械设备、管道安装机具配备计划5.4、电气安装机具配备计划5.5、电气调试仪表器具计划1780热轧工程管理概述1、序言工程管理严格意义上来讲应该叫做项目管理,他具有较强的综合性。
当然所谓“管理”因为每个人的出发点不一样,看问题的方法不一样,个人的经历不同,地位不同可能有不同理解,与过去许多著名学者(泰勒:科学管理;法约尔:五因素,;古利克:七职能论;西蒙:管理就是决策,一个组织就是有决策者组成的系统,该决策理论1978年获或诺贝尔经济学奖;孔茨五职能适应于一切组织)在管理学的发展过程中也曾有国不同解释一样,我对管理的理解也当然有其片面性。
热轧1780

热轧1780生产线1780生产线主要设备包括三座步进梁式加热炉、一台板坯高压水除鳞箱、一台定宽压力机、三架立辊轧机、一架二辊可逆粗轧机、一架四辊可逆粗轧机、十二组保温罩、一台转鼓式切头飞剪、一台精轧高压水除鳞箱、七架四辊连轧机组、一套层流冷却装置、三台地下卧式卷取机及相应辅助配套设施等。
加热炉简介•型式:步进式•数量:3座,4#硅钢炉正在建设•板坯规格:230(200)×950~1650 ×4000 ~11000•板坯入炉温度:热装温度≥500℃,冷装常温•板坯出炉温度:1200 ~ 1250℃•加热能力:350t/h.座(700 ℃),270t/h座(冷装)•加热炉装料辊道与出料辊道中心距:47.5m定宽压力机为水平对称型,是将从加热炉抽出的板坯全长连续地对其板宽进行强制压下,以得到宽度一致的板坯。
压力机负荷:最大2200吨宽度压下量:最大350mm板坯行走量:400mm板坯速度:20mpm主电动机:1-3400kw1780精轧机组是日本三菱重工设计,设备由三菱重工与中国一重合作制造或从日本引进。
主要包括:测量辊、切头剪、精轧机除鳞机、F1E立辊轧机、7架精轧机及其附属设备组成。
F1,F5~F7为常规轧机;F2~F4为PC轧机,F4~F7带有ORG装置,设计年生产能力350万吨。
F1E立辊有AWC(宽度自动控制)功能。
精轧机采用全液压压下装置AGC 系统, 液压缸行程为120㎜,增加了压下的快速性,提高板厚的精度.目前AGC 系统厚度控制数学模型不断完善, 控制精度不断提高。
精轧机组F1~F7采用热轧油工艺润滑技术。
F1~F7采用横移台车快速换工作辊,减少停轧时间。
•型式:7机架四辊不可逆式(附着式立辊F1E)•F1~F3工作辊:φ800/φ710×1780mm•F4~F7工作辊:φ700/φ625×1780mm•支持辊:φ1550/φ1400×1760mm;•F1E轧辊:φ630/φ570×350mm•F1~F3 主电机:3×AC8000kW;•F4~F6主电机:3×AC7500kW;•F7主电机:1×AC7500kW;•F1E主电机:2×AC370kW•F1~F3轧制力:max4000t;F4~F7轧制力:max3400t•F1E侧压量:max20mm•轧制速度:max20.9m/s。
热轧带钢厂工艺设备介绍
14.33 强制给油
1-AC2000kw×680rpm
1780线工艺设备—精轧机组
1780线工艺设备—精轧机组
1780线工艺设备—精轧机组
1780精轧机组是日本三菱重工设计,设备由三菱重工与 中国一重合作制造或从日本引进。主要包括:测量辊 、切头 剪、精轧机除鳞机、F1E立辊轧机、7架精轧机及其附属设 备组成。 F1,F5~F7为常规轧机;F2~F4为PC轧机, F4~F7带有ORG装置,设计年生产能力350万吨。
2×7000 Φ 1200/ Φ 1100 ×
1780
支持辊规格, mm Φ 1550/ Φ 1400 ×
轧辊开度, mm
1780 270(最大直径)
高速压下
mm/s 19.4/38.8
低速压下
mm/s 0.48/0.96
1780线工艺设备—保温罩
形式:液压倾动式 液压缸行程:560㎜ 开启角度:0。 45。 90。
1780线工艺设备—加热炉
加热炉采用步进梁式加热炉, 每座加热炉最大生产能力为270t/h。 炉子有效长度为40.02m,炉子宽 度为12.644m,炉子内宽度为 11.716m,采用高炉、焦炉、转炉 混合煤气加热。
加热炉采用高架式机械-液压装 钢机,装钢机最大行程4.36米,装 炉板坯最大重量32吨。
E2立辊轧机技术数据
最大轧制力, t 400
最大轧制速度, m/s 0~1.95~2.9
轧辊直径, mm Φ1180~1080
轧辊开口度, mm 770~1780
主传动功率, kw 2×1450
最大压下量 mm
80
R2轧机主要参数
最大轧制力, t
4000
最大轧制速度, m/s 0~1.95~2.9
热轧带钢厂工艺设备简介

E2立辊轧机技术数据
最大轧制力, t 400
最大轧制速度, m/s 0~1.95~2.9
轧辊直径,
mm Φ 1180~1080
轧辊开口度, mm 770~1780
主传动功率, kw 2×1450
最大压下量 mm
80
R2轧机主要参数
最大轧制力, t
4000
最大轧制速度, m/s 0~1.95~2.9
主传动功率, kw 2×7000
产能:ASP机组产能与常规机组相当。
品种:产品域覆盖常规轧机,具备开发高技术产品 功能。
质量:采用先进控制技术、产品精度控制水平高。
效率:ASP机组生产效率高。钢水到钢卷工序时间 由常规流程平均几十小时减至一百分钟。
运行成本:运行成本低。近终断面连铸,节省变形 能;紧凑式连接节约加热能;减少板坯烧损,节约 金属消耗;减少板坯库存,节约资金占用。
7-15.6
900-1550
1.5-10
21
290
项目
轧机类型
铸机
加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
3座步进式 加热炉
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
2座步进式 加热炉
2RM+6FM
2E
2DC
ASP技术及其发展
ASP目标是在品种、质量、规模上取代常规流程
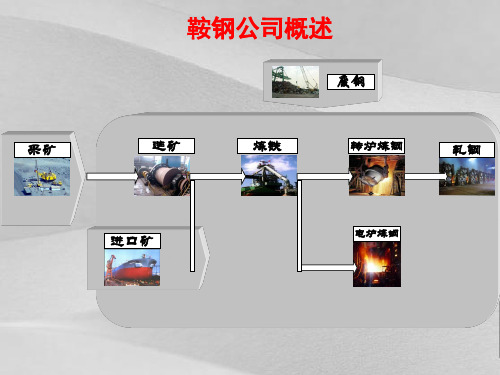
鞍钢公司概述
废钢
采矿
选矿
炼铁
转炉炼钢
轧钢
进口矿
电炉炼钢
鞍钢公司概述
概述--产品流向
某厂1780mm热连轧生产线介绍
2 主要 产 品 结 构 及 工 艺 流 程
2 1 1 8 m 热连 轧 带钢设 计 生产 品种 . 7 0 m
模型; 根据钢种 的不 同而有不 同加热工 艺 。其 中水梁立柱采用 先进 的汽化 冷却工 艺技 术 , 如
图l 所示 , 利用水 汽转化 的巨大潜 热 吸收炉膛 传 给水梁 及立柱 的热量 而对 水 梁 及立 柱冷 进 行 。板坯经加热后 , 进人 约 1M a的高压水 除 8P 鳞机, 除去板坯表 面在加 热过 程 中产 生 的一次
普 通碳 素结 构 钢 板 带 、 质 碳 素 结 构 钢 优 板 带 、 合 金高 强度 结构 钢板 带 、 低 耐大 气腐 蚀
氧化铁 皮 , 以保证板坯的表 面质量 。
经 高压水 除鳞后 的板坯 进入 带立 辊 的 四
和高耐 候钢 板带 、 耐海 水腐 蚀 结构 件钢 板带 、
汽 车制 造用 板带 钢 系列 、 装箱 用 钢 、 集 管线用 钢、 焊接 气瓶 及压 力容 器用 钢 、 造船 用 钢板 。
一
d 管线 用钢 卷 。 .
年, 二期 增建 一 台平整 分卷 机组 , 年产 量 为 其 8 O万 吨/ ; 余 的用 作 冷 轧 原 料 卷 和 商 品 年 其 直发 卷 。2 0 0 3年 二炼 轧 厂 开 始 做 筹 建 2 0 05
年 9月 6 日,5 10吨转炉 1 8 m 热连 轧线 开 70 m
2 3 18 . 7 0生产线 基本 工艺 流程
18 70生产线的基本工艺流程如图 l 所示 。
3 主 要 设 备 及 工 艺 特 点
某 厂 18 70生产线有 3 座步进式加 热炉 , 采 用蓄热式烧 嘴。上料辊道与连铸 出坯辊道直接 连接 , 另设有不锈钢 和碳钢冷坯输入辊道 . 具有 热送 热装工艺 、 汽化冷却 工艺 和最佳 燃烧 控制
热轧带钢厂1780工艺设备简介
F5
F6
7250
3400
446/892
528/105 6
7500 203/406
——
240/480 ——
F7
605/1210 6000 275/550 ——
正弯:4
正弯:4 ,负弯:4
0~+120
0~+100
-120~+120
19.7
200 ——
———
16.4 Φ140
——
正弯19.7,负弯19.8
ton
wanton
30
350
ASP1700 100-150
7-15.6
900-1550
1.5-10
21
290
项目
轧机类型
铸机
加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
3座步进式 加热炉
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
2座步进式 加热炉
2RM+6FM
2E
2DC
碳素钢
低合金钢
900℃
900℃ 最大1175吨 最大60mm×1630mm
500mm 约60~150m/min 二级齿轮减速机
14.33 强制给油
钢铁热连轧机1780mm说明书(新)
钢铁热连轧机1780mm说明书(新)总说明书代号:031105SM产品名称:宁波钢铁1780mm热连轧机编制阮东辉主任设计师阮东辉设计科长阮东辉总设计师马树杰中国一重集团大连设计研究院2007年2月28日目录1.0 设计制造依据2.0 轧线设备主要技术参数及装机水平3.0 生产规模及工艺流程4.0 轧线设备组成、结构、性能及控制要求5.0 设备安装前的清洗与装配6.0 设备安装7.0 机械设备调试规程8.0 设备保养与安全9.0 机械设备启动前的准备工作10.0 设备清单1.设计制造依据2003年2月,中国一重集团大连设计研究院与宁波钢铁公司签订的设备设计合同。
一重集团大连设计研究院根据设计合同内容于2003年4月完成技术设计审查,签订会议纪要。
审查后,一重集团大连设计研究院于2003年4月至2003年12月完成了施工设计工作。
2.0轧线设备主要技术参数及装机水平2.1 主要技术参数2.1.1 E1立辊轧机最大轧制压力8000KN2.1.2 E1立辊轧机最大轧制力矩2×775KNm2.1.3 E1立辊轧机轧制速度0~1.5~3.7m/s2.1.4 E1立辊轧机压下速度0~25~55mm/s2.1.5 E1立辊轧机轧辊规格Φ1200/Φ1100×230mm2.1.6 E1立辊轧机主传动电机1300KW n=110/270r/min 2台2.1.7 R1二辊轧机最大轧制压力30000KN2.1.8 R1二辊轧机最大轧制力矩2×1900KN.m2.1.9 R1二辊轧机轧制速度0~1.98~3.7m/s2.1.10 R1二辊轧机最大开口度300mm2.1.11 R1二辊轧机压下速度0~20~40mm/s2.1.12 R1二辊轧机工作辊规格Φ1350/Φ1230×1780m2.1.13 R1二辊轧机主传动电机3800KW n=28/52r/min 2台2.1.14 R1二辊轧机粗压下电机150KW n=515/1030r/min 2台2.1.15 R1二辊轧机精压下电机150KW n=550/1100r/min 1台2.1.16 E2立辊轧机最大轧制压力7000KN2.1.17 E2立辊轧机最大轧制力矩2×560KNm2.1.18 E2立辊轧机轧制速度0~2.4~6m/s2.1.19 E2立辊轧机压下速度0~25~55mm/s2.1.20 E2立辊轧机轧辊规格Φ1200/Φ1100×650mm2.1.21 E2立辊轧机主传动电机1500KW n=160/400r/min 2台2.1.22 R2四辊轧机最大轧制压力40000KN2.1.23 R2四辊轧机最大轧制力矩2×2300KN.m(1.5倍过载)2.1.24 R2四辊轧机轧制速度0~±3.14~6.28m/s2.1.25 R2四辊轧机最大开口度280mm2.1.26 R2四辊轧机压下速度0~20~40mm/s2.1.27 R2四辊轧机工作辊规格Φ1200/Φ1100×1780mm2.1.28 R2四辊轧机支承辊规格Φ1600/Φ1450×1780mm2.1.29 R2四辊轧机主传动电机7500KW n=45/100r/min 2台2.1.30 R2四辊轧机压下电机300KW n=515/1030r/min 1台2.1.31 F1E立辊轧机最大轧制压力1500KN2.1.32 F1E立辊轧机最大开口度1780mm2.1.33 F1E立辊轧机最小开口度750mm2.1.34 F1E立辊轧机轧辊直径Φ630/Φ570mm2.1.35 F1E立辊轧机轧制速度0~1.3~3.2m/s2.1.36 F1E立辊轧机主电机AC370KW n=200/500r/min 2台2.1.37 F1-F7精轧机最大轧制力:F1~F4 42000KNF5~F7 35000KN2.1.38 F1-F7精轧机最大轧制力矩:F1~F4 3640KNmF5~F7 640KNm2.1.39 F1-F7精轧机最大开口度:F1~F4 70mmF5~F7 70mm2.1.40 F1-F7精轧机轧制速度:F7出口速度max 20.16m/s2.1.41 F1-F7精轧机弯辊力:F1~F4 2000KN(单侧)F5~F7 1500KN(单侧)2.1.42 F1-F7精轧机工作辊尺寸:F1~F4 Φ850/Φ760×2080mmF5~F7 Φ700/Φ630×2080mm2.1.43 F1~F7精轧机支承辊尺寸:F1~F7 Φ1600/Φ1450×1780mm2.1.44 F1~F7精轧机主传动电机:F1~F3 N=3×9000KW 100/230/r/min ACF4 N=9000KW 110/260/r/min ACF5 N=8000KW 176/406/r/min ACF6 N=8000KW 209/480/r/min ACF7 N=7500KW 240/560/r/min AC2.1.45 高压水除鳞机工作压力18Mpa2.1.46 切头飞剪最大剪切力13700KN2.1.47 剪切强度(900℃时)max 140N/mm22.1.48 上下转鼓中心距1280mm2.1.49 坯料最大厚度50(60)×1630mm2.1.50 切头飞剪剪切速度0.6~2.2m/s2.1.51 切头飞剪主传动电机2600KW 600r/min 1台2.1.52 剪刃间隙0.6~0.9mm2.1.53 剪刃最大重合度5mm2.1.54 卷取机带钢厚度: 1.2-19mm2.1.55 卷取机成品宽度:800-1630mm2.1.56 卷取机钢卷外径:Φ2150mm(max),Φ1000mm(min),2.1.57 减速机速比 1.5/3.32.1.58 助卷辊尺寸Φ380×1900mm2.1.59 卷取机钢卷内径:Φ762mm2.1.60 卷取机钢卷重量:32T(max)2.1.61 卷取机卷筒外径:Φ762mm/Φ745mm/Φ727mm(收缩)2.1.62 卷取机卷筒伸缩液压缸:活塞直径Φ390mm/Φ180mm行程54/85mm,压力13Mpa2.1.63 卷取机卷筒传动电机:1000KW 230/600 r/min 2台2.2 装机水平2.2.1.采用连铸坯热装技术节约能源。
宝钢1780热轧热轧工艺设备简介

➢ 新型主传动变频调速装置。(GTC) GTC为GTO的改进型,max6.0KV,6.0KA。功率
因素高(达1.0);响应速度快(max 60rad/s), 谐波少,效率高。 ➢ 主辅助传动全交流化,主传动采用凸极式交流同 步电动机;辅传动采用感应式交流变频调速电动 机和普通交流异步电动机。 ➢ 开放性的自动化控制系统。由三级自动化系统L1、 L2、L3组成。
15
560
7.8
0~1.4 齿形 2
14400
宝钢1780热轧热轧工艺设备简介
二、加热炉
• 加热炉区域机械设备 • 加热炉区域机械设备主要包括板坯称量辊道、连
接辊道(A7)与中间辊道(A9)、装炉辊道 (A8、A10)、返回辊道(B6)、连接辊道 (B7)、中间辊道(B9)、出炉辊道(B8、 B10)、装钢机、出钢机、炉底机械、进出料炉 门升降机构组成。
宝钢1780热轧热轧工艺设备简介
• 钢卷运输采用运输链和步进梁组合运输方式,快速运输链 将钢卷运输到步进梁运输机取卷位置,由步进梁运输机取 下钢卷向前继续运输,钢卷经称重、喷印,送到钢卷提升 机,钢卷提升机将钢卷托起到地面步进梁,根据下一工序 决定钢卷存放的跨间。对需要检查的钢卷由钢卷检查线的 钢卷小车取下,送到钢卷检查线进行检查和取样,检查后 的钢卷返回步进梁运输机。 热轧碳钢商品卷通过步进梁式运输机送到热轧商品钢卷跨 (D-F跨);热轧不锈钢商品卷和需平整分卷的碳钢钢 卷则送到不锈钢钢卷库和中间库存放(B-D跨);需平 整分卷的钢卷经冷却后,送到平整分卷机组进行处理,处 理后的钢卷进入平整分卷钢卷跨(A-B跨)。钢卷的运 输、冷却及堆放采用一卧到底的方式。 从板坯进入板坯库开始至成品发货为止,计算机通过物流 跟踪系统对板坯、轧件和钢卷进行全线跟踪,并确定其位 置,从而对相应设备进行设定和控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1780热轧生产工艺与设备
6.1 1780热轧的产品、规格及生产能力
宝钢股份不锈钢分公司1780mm热轧以热轧不锈钢钢卷为主导产品,同时发挥轧机能力大、控制水平高的特点,兼顾生产薄规格、高强度、高附加值的优质碳素结构钢、低合金钢等。
不锈钢包括200、300、400系列,其中奥氏体不锈钢约占总量的70%,铁素体不锈钢占25~27%,马氏体不锈钢占3~5%;碳素钢中包括双相、多相微合金钢,高强度钢及特殊用途钢等品种,且碳钢产品中以薄规格为主,厚度1.2~3.5mm约占80%,以生产热轧酸洗、热轧镀锌及以热代冷用钢卷。
一期的设计产量为年产热轧钢卷282.2万吨,其中不锈钢69.8万吨,碳钢212.4万吨。
由于二期项目中炼钢扩建了炼钢和连铸生产线,热轧增加了3号加热炉,从而增加了近70万吨的不锈钢生产能力。
成品规格如下表所示:
6.2 1780热轧的生产设备及工艺流程6.2.1热轧生产线的主要工艺设备:
1-三座加热炉;2-高压水除鳞箱(HSB);3-粗轧除鳞;4-粗轧前大立辊(VE);5-粗轧机(RM);6-热卷箱(CB);7-飞剪(CS);8-精轧前除鳞装置;9-精轧前立辊(F1E);10-7机架的精轧机;11-层流冷却;12-两台地下卷取机(DC)。
6.2.2 生产工艺流程
热轧和碳钢连铸及不锈钢连铸毗邻布置,碳钢1号连铸出坯辊道与热轧加热炉上料辊道直接连接,碳钢2号连铸出坯辊道与热轧轧制线直接连接,不锈钢连铸与热轧板坯库用3号板坯运输辊道连接。
另外,热轧板坯库与连铸车间之间设有板坯运输台车。
连铸板坯由连铸车间通过板坯运输辊道,从三个入口点(A1、B1、C1)进入热轧板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收;同时,高温检测仪表将在接受点处检测板坯温度。
另外,运过来的合格的冷坯和外来坯也需核对和验收,并输入计算机。
热轧厂板坯库为三跨平行布置,1号板坯运输辊道为上料辊道,并与碳钢1号连铸机出坯辊道直接连接,以便直接热
装;2号板坯运输辊道为碳钢卸料辊道,不参加直接热装的合格碳钢板坯均从此条辊道卸料;3号板坯运输辊道为不锈钢连铸坯卸料辊道;在连铸下线清理的合格冷坯用连铸的运输台车运送入库。
为了特殊品种不锈钢(部分铁素体和马氏体)温装工艺的需要在1-3-1-4跨内设置2座保温炉,4个垛位;1-1-1-2和1-2-1-3跨设置2座保温坑,16个垛位。
进一步节省能源。
无缺陷合格板坯进入热轧板坯库后,板坯有四个工艺流向,即碳钢直接热装轧制(DHCR)、碳钢热装轧制(HCR)、碳钢冷装轧制(CCR)、不锈钢冷装(温装)轧制。
另外,连铸清理后合格板坯和外来坯只能冷装轧制(CCR)。
碳钢直接热装轧制(DHCR):当连铸和热轧的生产计划、时序相匹配时,合格的高温连铸坯经标记后,通过连铸1号板坯输送辊道经热轧上料辊道(A辊道)运到称量辊道,经称重、核对、测长,进入加热炉的装炉辊道,板坯在指定的加热炉前定位后,由装钢机装入加热炉进行加热。
碳钢热装轧制(HCR):按照板坯库控制系统(SYC)的统
一管理,由30t板坯夹钳吊车将经连铸2号板坯输送辊道运到热轧板坯库的合格碳钢板坯堆放到保温坑中指定的垛位;轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯从保温坑取出,吊到上料辊道上并运到称量辊道,经测长、称重、核对,然后送往加热炉装炉辊道,板坯定位后,由装钢机装入加热炉进行加热。
碳钢冷装轧制(CCR):按照板坯库控制系统(SYC)的统一管理,由30t板坯夹钳吊车将经连铸2号板坯输送辊道、运输台车、汽车运到热轧板坯库的合格碳钢板坯及外来坯分别堆放到两跨板坯库中指定的垛位;轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯吊到上料辊道上并运到称量辊道,经测长、称重、核对,然后送往加热炉装炉辊道,板坯定位后,由装钢机装入加热炉进行加热。
不锈钢冷装轧制(CCR):按照板坯库控制系统(SYC)的统一管理,由30t板坯夹钳吊车将不锈钢板坯卸料辊道上的板坯分别堆放到两跨板坯库中指定的垛位;轧制时,根据轧制计划,按照轧制顺序,由30t板坯夹钳吊车逐块将板坯吊
到上料辊道上并运到称重辊道,经测长、称重、核对,然后送往加热炉装炉辊道,板坯定位后,由装钢机装入加热炉进行加热。
板坯库的管理由板坯库控制系统(SYC)执行。
根据轧制计划的要求,计算机对板坯的堆垛、吊车的吊运进行最佳化处理,减少板坯库倒垛作业以达到减轻吊车的工作负荷。
在板坯库管理室内设有终端,显示板坯堆垛的位置;同时考虑接受外来坯的管理。
在不锈钢分公司的连铸、热轧系统中,由于碳钢连铸的小时生产能力远远小于轧线的小时生产能力,直接热装只能在1座加热炉内进行,另1座加热炉装冷坯。
由于板坯规格、品种和钢种的不同,将在轧制线形成混合轧制(包括碳钢与不锈钢的混合轧制)。
出炉板坯经辊道输送到高压水除鳞箱,用高压水清除板坯表面氧化铁皮。
然后,板坯进入带立辊的四辊可逆式粗轧机进行往复轧制;在轧制过程中,根据轧制规程要求,可在轧机入口侧或出口侧用高压水清除二次氧化铁皮;轧制3~7
道次后,轧成20~40(60)mm的中间带坯经中间辊道送入热卷箱或通过热卷箱进入精轧机组。
在粗轧机前后设有抽风装置。
粗轧立辊轧机最大有效侧压量为60mm,设有自动宽度控制系统(AWC)和短行程控制(SSC),以减少中间带坯宽度误差和头、尾端的鱼尾状。
由于不锈钢板坯在粗轧机轧制过程中容易发生“翘头”或“扣头”,粗轧机上、下辊的速度将根据不同的规格采用不同的转速,粗轧机的丝杆压上装置对轧线高度可在每道次轧制间隙中进行调整,防止“翘头”、“扣头”的发生。
根据不同的钢种和规格,中间带坯通过热卷箱有经热卷箱卷取和不经过热卷箱卷取两种方式。
另外,在粗轧机正在轧制或热卷箱开始卷取,而下游工序出故障不能轧制时,热卷箱将带坯卷取后,用吊车将带坯卷吊到钢卷保温炉中进行保温,以后再吊回到轧制线上进行轧制。
粗轧机和热卷箱之间还设有废品推出机,处理因粗轧机轧废或其他原因不能继续轧制的带坯。