滚动轴承振动标准
滚动轴承内部速度与振动特征频率

nb
Dw 2 1 D pw (ni no )[1 ( ) cos 2 ] (10) 2 Dw D pw
5
相对转动频率
转速与频率的关系: f=n/60 根据几何学的条件,轴(内圈)旋转时发生的频率如下: (1)内圈一点与一个滚动体接触的频率 Dw 1 fe fi f m (fi fo )(1 cos ) (1 ) 2 D pw (2)外圈一点与一个滚动体接触的频率 D 1 fg fo f m (fo fi )(1 w cos ) 2 D pw (3)滚动体的一点与内环或外环接触的频率 Dw 2 1 D pw fb (fi fo )[1 ( ) cos 2 ] 2 Dw D pw
滚动轴承内部速度 与振动特征频率
2
滚动体的公转
滚动体绕轴转动一周的周期是关于滚动体的公转问题。由假定 (1):“滚道与滚动体之间无滑动接触”,下式成立。 1 (1)vm Nhomakorabea2
(v i v o )
上式 vi , vo , vm 分别为内圈、外圈的旋转速度和滚动体的公转 速度,各值的计算式如下: (2) Dw v i ri i D pw ni(1 cos ) D pw
fi——内圈 (轴)的旋转频率 fo——外圈的旋转频率 fe——保持架公转频率 fb——保持架自转频率
(2)
(3 )
6
轴承损伤引起的特征频率
表面波纹度谐波引起的特征频率
v o ro o D pw no(1 Dw cos ) D pw
(3)
vm
1 d pw m D pw n m 2
(4)
3
将(1)~(3)式代入(4)式,可得
nm
滚动轴承验收规范
1范围本规范规定了电机用内径由20mm至110mm的深沟球轴承和内径为110mm的圆柱滚子轴承的验收标准和验收方法。
2引用标准GB/T307.1-2005滚动轴承向心轴承公差GB/T307.2-2005滚动轴承测量和检验的原则及方法GB/T307.3-2005滚动轴承通用技术规则ZQ15-84Y系列电机轴承暂行规定GB/T276-1994滚动轴承深沟球轴承外形尺寸GB/T283-1994滚动轴承圆柱滚子轴承外形尺寸JB/T5314-2002滚动轴承振动(加速度)测量方法JB/T3573-2004滚动轴承径向游隙的测量方法JB/T8921-1999滚动轴承及其商品零件检验规则GB3177-1997光滑工件尺寸的检验JB/T8880-2000电机用深沟球轴承技术条件3检验项目3.1轴承质量合格证3.2轴承外观质量3.3轴承的内径、外径及尺寸精度的检查3.4轴承的振动值3.5轴承径向游隙3.6轴承的残磁检验4检验方法4.1检查轴承质量合格证。
⑴检查产品名称、厂名、厂址、油封日期等标识是否齐全。
⑵油封日期不得超过十个月。
4.2检查轴承外观质量:轴承零件不允许有裂纹及严重卡伤、锈蚀和缺陷、毛刺、氧化皮。
4.3轴承的内径、外径尺寸及公差的测量。
⑴设备:测量仪表为分度值0.0005的比较仪。
⑵验收方法:抽样检验。
⑶标准:内径、外径公称尺寸应符合表1的规定、尺寸精度应符合表2规定、测头半径及测力应符合表3的规定、抽样方法及标准应符合表4的规定(样本大小为表4的一半)。
⑷注意事项:a测量标准温度为20℃被测轴承、仪表应处于同一温度下。
b.测量区域:应在离开套圈端面最大倒角的区域内进行。
c.测量基准面:通常选择非打字面。
4.4轴承振动值的检查。
⑴设备:S0910型轴承振动测量仪(用于内径为70mm及以下),S9912型轴承振动测量仪(用于内径为80mm至110mm)。
⑵验收方法:抽样检验。
⑶标准振动值应符合表5的规定(密封轴承为加盖后的振动值)⑷抽样方法及标准按表4的规定(样本大小为表4的一半)表1 轴承内径、外径公称尺寸单位:mm表2 轴承的尺寸精度单位:μm注:①△dmp表示单一平面内平均内孔直径偏差。
滚动轴承 振动(速度)测量及数据的研究

—71—《装备维修技术》2021年第5期引言为了保证轴承生产各工序的正常进行和产品的质量要求,滚动轴承质量检测十分重要,它是保证成品轴承达到各种等级标准的手段。
减少由滚动轴承质量引起的设备故障产生的维修成本,从而需要轴承检测结果的准确性,因此滚动轴承检测方法的使用尤为重要。
目前国内出口欧洲的轴承、我国军方和航天工业均按照该方法进行轴承振动检测,为采购成品轴承的验收工作提供指导依据。
1.基本概念 1.1轴承振动:轴承内圈端面紧靠芯轴轴肩,并以某一恒定的转速旋转,外圈不转,承受一定的径向或轴向载荷时,其滚道中心的截面与外圈外圆柱面(最高点)相交处的轴承外圈的径向振动速度。
1.2轴承振动(速度)值:在一定转速和测试载荷下,选取轴承外圈外圆柱面圆周方向大致等距的三点进行测试,其低、中、高三个频带的振动速度的算术平均值即为该轴承在对应频带的振动(速度)值。
如果轴承需要正反两面测试,则取各频带(三点平均值)较高值为轴承在该频带的振动(速度)值。
1.3物理量和单位:被测轴承的振动物理量为轴承外圈的径向振动速度,单位为μm/s 。
2.测量和评定方法 将被测轴承安装到心轴上,使其内圈端面紧靠轴肩,若是圆柱滚子轴承,则应使内、外圈的两端面保持在同一平面内。
深沟球轴承,应分别进行正反两面测试。
N 型和Nu 型圆柱滚子轴承,将基准面朝心轴轴肩方向安装测试,在测试过程中应保证套圈不产生轴向位移。
在轴承外圈上施加一定的轴向或径向载荷,其载荷大小按GB/T24610标准的规定。
轴承振动(速度)的评定方法:在50~10000Hz 频率范围内,轴承振动(速度)的三个测量频带详细规定见GB/T24610标准的其他部分。
时间平均方法:每一测点振动速度信号的测量时间应不少于0.5s ,待指针稳定后读数。
如果信号有波动,则取波动范围的中间值。
3.轴承质量等级的选用以检测轴承振动速度来划分轴承的质量等级。
从低到高分为V 、V1、V2、V3、V4五个质量等级;滚子轴承(圆柱、圆锥)质量等级从低到高为V 、V1、V2、V3四个质量等级。
滚动轴承的振动测量和简易诊断
滚动轴承的振动测量与简易诊断(1)由于滚动轴承的故障信号具有冲击振动的特点,频率极高,衰减较快,因此利用振动信号对其进行监测诊断时,除了参考前面已经介绍的旋转机械、往复机械的振动测试方法以外,还应根据其振动特点,有针对性地采取一些措施和方法。
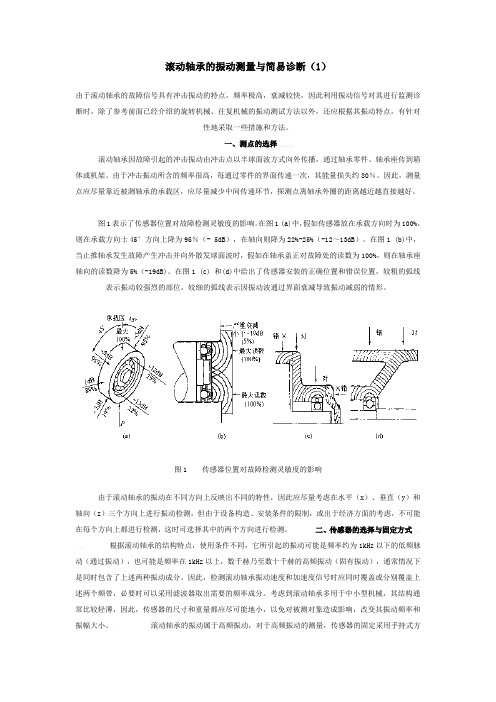
一、测点的选择滚动轴承因故障引起的冲击振动由冲击点以半球面波方式向外传播,通过轴承零件、轴承座传到箱体或机架。
由于冲击振动所含的频率很高,每通过零件的界面传递一次,其能量损失约80%。
因此,测量点应尽量靠近被测轴承的承载区,应尽量减少中间传递环节,探测点离轴承外圈的距离越近越直接越好。
图1表示了传感器位置对故障检测灵敏度的影响。
在图1 (a)中,假如传感器放在承载方向时为100%,则在承载方向士45°方向上降为95%(- 5dB),在轴向则降为22%-25%(-12~13dB)。
在图1 (b)中,当止推轴承发生故障产生冲击并向外散发球面波时,假如在轴承盖正对故障处的读数为100%,则在轴承座轴向的读数降为5%(-19dB)。
在图1 (c) 和(d)中给出了传感器安装的正确位置和错误位置,较粗的弧线表示振动较强烈的部位,较细的弧线表示因振动波通过界面衰减导致振动减弱的情形。
图1 传感器位置对故障检测灵敏度的影响由于滚动轴承的振动在不同方向上反映出不同的特性,因此应尽量考虑在水平(x)、垂直(y)和轴向(z)三个方向上进行振动检测,但由于设备构造、安装条件的限制,或出于经济方面的考虑,不可能在每个方向上都进行检测,这时可选择其中的两个方向进行检测。
二、传感器的选择与固定方式根据滚动轴承的结构特点,使用条件不同,它所引起的振动可能是频率约为1kHz以下的低频脉动(通过振动),也可能是频率在1kHz以上,数千赫乃至数十千赫的高频振动(固有振动),通常情况下是同时包含了上述两种振动成分。
因此,检测滚动轴承振动速度和加速度信号时应同时覆盖或分别覆盖上述两个频带,必要时可以采用滤波器取出需要的频率成分。
JB/T7047-2006《滚动轴承深沟球轴承振动(加速度)技术条件》介绍
作为修订标准 , 应充分考虑与原标准在技
术内容上的衔接与过渡 , 对振动组别和具体振
动值 , 原则上不作较大的调整 。
1 3 先进性 原 则 .
标准的修订要有一定 的前瞻性 , 技术指标 的确定对行业 的发展应具有一定 的指导作用 , 与轴承行业技术水平 的提高基本 同步 , 并与国 外先进水平接轨 , 以充分反 映当前轴承行业深 沟球 轴承振动质量水平的提高。
14 统一性 和 完整 性原 则 .
定的规范作用。经过了几年 的试行 , 目前可
以纳入行业标准中 , 作为正式的技术条件 向行
业内推广 。事实上 , 国外早在上世纪 8 O年代就 已经开始对轴承的振动峰值提 出了相应要求。
同时, J/ 0 7— 99标准 的技术 内容上 从 B T7 4 19 看, 振动组别、 直径系列和尺寸段之间尚不够协
具有很大的影响。为此 , 在对本标准进行修订
时, 遵循 以下几 个原则 。
1 1 实用性原 则 .
内深 沟球轴承动态性能的提高 , 促进行业技术
进步起到了重要 的规范作用。近年来 , 国内一 些厂家生产的低噪声深沟球轴承, 其动态性能 已接近或达 到国外实物先进水平 , 尤其是轴承
维普资讯
轴承技术
20 07年第 1 期
・ 1 3・
J / 0 7 2 0 B T7 4 0 6 m
《 滚动轴承 深 沟球轴承振动 ( 速度 ) 加 技术条件》 介绍
( 阳轴研科技 股份 有限公 司) 陈 原 孙立明 洛
J/ 07—19 B T74 99标 准 颁 布 实 施 后 , 国 对
标准的实用性是衡量标准水平的重要标志 之一 。标准的技术 内容应适应行业 的技术现状 和生产水平 , 便于标准的实施 。
滚动轴承振动测量方法新国标标准介绍与分析

10
25
20
30
40
/
/
/
25
30
70
100
140
/
/
/
30
50
50
100
200
50
70
150
225
300
100
200
400
70
100
200
400
800
100
140
400
600
800
400
800
1200
140
170
650
975
1300
600
1200
1600
170
200
900
滚135动0 轴承180振0 动测800量方16法00 新 2000
状态下测量,转速误差规定为设定值的
1 2
%
。
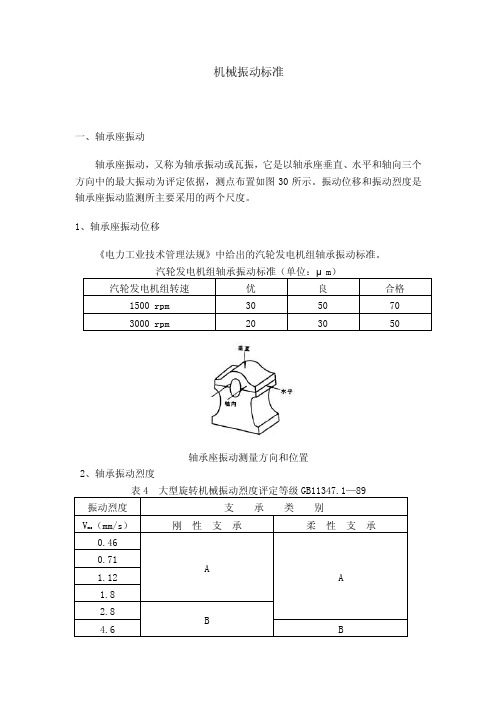
轴承类型
表2 振动测量转速及频段的设定值
向心球轴承 (第2部分)
调心滚子轴承、 圆锥滚子轴承 (第3部分)
圆柱滚子轴承 (第4部分)
外径(mm)
转速设定值(r/min)
老行标 (r/min)
频段划分
L
设定值
(Hz)
M
H
>10~200
>30~200
>30~100
轴承外径 D
与轴承内圈旋转轴线间的径 与轴承内圈旋转轴线间的角
向偏差
度偏差
H
β
>
≤
max.
max.
mm
mm
º
10
25
0.2
25
50
0.4
50
旋转机械振动标准
机械振动标准一、轴承座振动轴承座振动,又称为轴承振动或瓦振,它是以轴承座垂直、水平和轴向三个方向中的最大振动为评定依据,测点布置如图30所示。
振动位移和振动烈度是轴承座振动监测所主要采用的两个尺度。
1、轴承座振动位移《电力工业技术管理法规》中给出的汽轮发电机组轴承振动标准。
轴承座振动测量方向和位置2、轴承振动烈度功率>15KW并且≤300KW的大型机组;转轴高度160mm≤H<315mm的电机二、转轴振动标准对于额定转速从1000rpm ~30000rpm 具有滑动轴承的耦合工业机器,如:蒸汽轮机、涡轮压缩机、涡轮泵、透平发电机组、涡轮风机、电力驱动装置及相关联的齿轮变速装置,ISO7919制定的转轴相对振动标准为:区域边界A/B n S /4800pp =区域边界B/C n S /9000pp = (16)区域边界C/D n S /13200pp =式中n 为旋转速度(每分钟转速,r/min )。
图为耦合的工业机器运行转速与最大相对位移推荐值关系图图给出了根据上式绘出的不同转速下的振动标准区域。
具有滑动轴承、额定功率大于3MW、额定转速从3000rpm到30000rpm的燃气轮机组(包括带有齿轮箱的燃气轮机机组)振动标准与此相同。
该标准不适用于电站输出功率大于50MW 的陆地安装的大型汽轮发电机组和输出功率大于等于1MW的水轮动力机组及泵。
2.6.8.8 用经过平稳的转子所装配的机器在其最高连续转速或规定的运转转速范围内的其它任何转速下机组进行机械运转试验时,在靠近和相对每个径向轴承的任意平面上所测得的未滤波的峰—峰振幅不应超过下列值或25μm(1mil),取两者之中的较小值。
在国际单位制单位中:服务器三、有关振动的常用术语1. 机械振动机械振动是物体相对于平衡位置所作的的往复运动。
通常用振动的基本参数、即所谓的“振动三要素”—振幅、频率、相位加以描述。
例如,机器箱体的颤动、管线的抖动、叶片的摆动等都属于机械振动。
滚动轴承检验标准

滚动轴承检验标准本标准适用于一般用途滚动轴承的进厂检验。
我公司使用的滚动轴承种类有以下几种:调心滚子轴承、调心滚子轴承(进口)、角接触球轴承、深沟球轴承、深沟球轴承(进口)、推力滚子轴承、圆柱滚子轴承以及圆锥滚子轴承。
一、检验方法1、检查轴承的质量合格证?、检查产品的名称、厂名、厂址、油封日期等标识是否齐全。
?、油封日期不得超过十个月。
2、检查轴承的外观质量?、外包装是否明晰:一般情况下,正厂品牌都有自己专门的设计人员对外包装进行设计,并且安排生产条件过关的工厂进行制作生产,因此包装无论从线条到色块都非常清晰,毫不含糊。
?、钢印字是否清晰:在轴承体上会印有品牌字样、标号等。
字体非常小,但是正厂出品大都使用钢印技术,而且在未经过热处理之前就进行压字,因此字体虽然小,但是凹得-深,非常清晰。
而仿冒产品的字体非但模糊,由于印字技术粗糙,字体浮于表面,有些甚至轻易地就可以用手抹去。
?、轴承零件不允许有裂纹、严重卡伤、锈蚀、毛刺和氧化皮等缺陷。
外观检查详见下表:序检查项目掌握幅度号手段以字迹清楚,能识别型号、厂名、年份等代号为合格打字目测 1 用化学方法补字时,字迹应端正,方向、位置、大小应一致,无字、缺笔画等,均为不合格碰伤目测见下表 2装配表面的两倍倒角处以内,允许有“无深度感觉”的磨伤或粗磨痕,若有明显的深度感觉的磨伤目测 3 磨伤或粗磨痕,均作为C类检查项目不合格。
装配表面肉眼可见的烧伤属于磨伤车刀在装配表面有不影响尺寸精度的车刀痕作为C类检查项目不合格;在接近倒角边缘外,允许有目测 4 痕不超过周长5%、且深度又不明显的车刀痕,工作表面不允许有车刀痕的存在轴承任何部位不允许有锈蚀,但装配表面允许有锈蚀的痕迹,工作表面的锈蚀为B类一组检查锈蚀目测 5 项目不合格,其他部位的锈蚀为C类检查项目不合格包墨点,经中和后的酸迹也作为黑斑处理。
少数黑点可以忽略不计,但群点,或两黑点的间距黑斑目测 6 小于10mm,且点数又大于5mm,也算作黑斑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚动轴承振动标准
滚动轴承振动标准是指在运行过程中,滚动轴承产生的振动程度所遵循的规范。
其目的是确保轴承能够正常运转,减少因振动引起的损坏和噪音,保证轴承寿命和运行稳定性。
滚动轴承振动标准通常包括三个参数:速度、方向和幅度。
速度是指轴承转速,方向是指振动的方向,幅度是指振动的程度。
这些参数可以通过使用振动检测仪器来测量和记录。
滚动轴承振动标准根据使用环境和应用要求的不同而有所不同。
例如,一些应用需要更高的振动标准,以确保轴承在高速、高负荷操作下仍然能够正常运行。
而对于一些低负荷、低速应用,振动标准则可以相对较低。
滚动轴承振动标准的制定和执行对于保障行业安全、提高工作效率和产品质量至关重要。
因此,厂家和用户应该注意选择和遵循相应的标准,以确保轴承的正常运行和寿命。
- 1 -。