丝印 SOP
芯片丝印对应型号资料分享 (70)

电源芯片 丝印AMAAIS 丝印AMABIS 丝印AMA7IS 丝印AMA6IS 丝印AMA5IS 丝印AMA4IS 丝印AMA3IS 丝印AMA2IS 丝印AMA1IS 丝印AMACIS 丝印AMAOIS 丝印AMA0IS 封装SOP8
电源芯片 丝印AMAAJB 丝印AMABJB 丝印AMA7JB 丝印AMA6JB 丝印AMA5JB 丝印AMA4JB 丝印AMA3JB 丝印AMA2JB 丝印AMA1JB 丝印AMACJB 丝印AMAOJB 丝印AMA0JB 封装SOP8
电源芯片 丝印AMAAJC 丝印AMABJC 丝印AMA7JC 丝印AMA6JC 丝印AMA5JC 丝印AMA4JC 丝印AMA3JC 丝印AMA2JC 丝印AMA1JC 丝印AMACJC 丝印AMAOJC 丝印AMA0JC 封装SOP8
电源芯片 丝印AMAAIM 丝印AMABIM 丝印AMA7IM 丝印AMA6IM 丝印AMA5IM 丝印AMA4IM 丝印AMA3IM 丝印AMA2IM 丝印AMA1IM 丝印AMACIM 丝印AMAOIM 丝印AMA0IM 封装SOP8
电源芯片 丝印AMAAIN 丝印AMABIN 丝印AMA7IN 丝印AMA6IN 丝印AMA5IN 丝印AMA4IN 丝印AMA3IN 丝印AMA2IN 丝印AMA1IN 丝印AMACIN 丝印AMAOIN 丝印AMA0IN 封装SOP8
电源芯片 丝印AMAAIP 丝印AMABIP 丝印AMA7IP 丝印AMA6IP 丝印AMA5IP 丝印AMA4IP 丝印AMA3IP 丝印AMA2IP 丝印AMA1IP 丝印AMACIP 丝印AMAOIP 丝印AMA0IP 封装SOP8
芯片丝印对应型号资料分享 (79)

电源芯片 丝印AJYAJC 丝印AJYBJC 丝印AJY7JC 丝印AJY6JC 丝印AJY5JC 丝印AJY4JC 丝印AJY3JC 丝印AJY2JC 丝印AJY1JC 丝印AJYCJC 丝印AJYOJC 丝印AJY0JC 封装SOP8
电源芯片 丝印AJYAJU 丝印AJYBJU 丝印AJY7JU 丝印AJY6JU 丝印AJY5JU 丝印AJY4JU 丝印AJY3JU 丝印AJY2JU 丝印AJY1JU 丝印AJYCJU 丝印AJYOJU 丝印AJY0JU 封装SOP8
电源芯片 丝印AJYAJV 丝印AJYBJV 丝印AJY7JV 丝印AJY6JV 丝印AJY5JV 丝印AJY4JV 丝印AJY3JV 丝印AJY2JV 丝印AJY1JV 丝印AJYCJV 丝印AJYOJV 丝印AJY0JV 封装SOP8
电源芯片பைடு நூலகம்丝印AJYAJD 丝印AJYBJD 丝印AJY7JD 丝印AJY6JD 丝印AJY5JD 丝印AJY4JD 丝印AJY3JD 丝印AJY2JD 丝印AJY1JD 丝印AJYCJD 丝印AJYOJD 丝印AJY0JD 封装SOP8
电源芯片 丝印AJYAJE 丝印AJYBJE 丝印AJY7JE 丝印AJY6JE 丝印AJY5JE 丝印AJY4JE 丝印AJY3JE 丝印AJY2JE 丝印AJY1JE 丝印AJYCJE 丝印AJYOJE 丝印AJY0JE 封装SOP8
电源芯片 丝印AJYAJQ 丝印AJYBJQ 丝印AJY7JQ 丝印AJY6JQ 丝印AJY5JQ 丝印AJY4JQ 丝印AJY3JQ 丝印AJY2JQ 丝印AJY1JQ 丝印AJYCJQ 丝印AJYOJQ 丝印AJY0JQ 封装SOP8
丝印作业指导书

丝印作业指导书一、概述丝印是一种常见的印刷工艺,适用于各种材料的印刷,如塑料、玻璃、金属等。
本指导书旨在提供丝印作业的详细步骤和要求,以确保印刷质量和效率。
二、设备准备1. 丝印机:确保机器正常运行,清洁印刷台面和刮刀。
2. 丝网:选择合适的丝网规格,检查丝网张力和清洁度。
3. 涂版:根据印刷要求选择合适的涂版材料,并确保涂版的光滑度和清洁度。
4. 墨水:根据印刷材料选择合适的墨水类型和颜色。
三、准备工作1. 设计图稿:根据客户提供的设计图稿,制作相应的丝网版。
2. 调试:将丝网版安装到丝印机上,调整印刷台面和刮刀的高度,调试机器以确保正常运行。
3. 准备印刷材料:根据印刷要求准备好需要印刷的材料,如塑料片、玻璃板等。
四、印刷步骤1. 将印刷材料放置在印刷台面上,并固定好位置。
2. 将墨水倒在印刷台面上,用刮刀均匀地刮平墨水。
3. 将丝网版放置在印刷材料上方,确保丝网与材料接触紧密。
4. 用刮刀沿着丝网版的方向均匀地刮刀,使墨水通过丝网传递到印刷材料上。
5. 检查印刷效果,如有需要,可进行二次印刷修正。
五、质量控制1. 检查印刷质量:检查印刷图案的清晰度、颜色的一致性和墨水的附着力等。
2. 检查丝网:定期检查丝网的张力和清洁度,如有需要,及时更换丝网。
3. 检查涂版:确保涂版的光滑度和清洁度,如有需要,及时更换涂版。
六、安全注意事项1. 丝印机操作时,应戴上适当的防护手套和眼镜,避免墨水溅到皮肤和眼睛。
2. 使用化学品时,应注意防护措施,避免吸入有害气体或接触皮肤。
3. 丝网版和涂版的清洁时,应注意使用合适的清洁剂,并遵循使用说明。
七、维护保养1. 定期清洁丝印机,包括印刷台面、刮刀和丝网等部分。
2. 定期检查丝网张力和涂版的状况,如有需要,及时更换或修复。
3. 储存丝网版和涂版时,应放置在干燥、阴凉的地方,避免阳光直射和潮湿。
八、常见问题及解决方法1. 印刷图案不清晰:可能是丝网张力不够,调整丝网张力;也可能是刮刀刮墨不均匀,调整刮刀的角度和压力。
SOP模板(WI模板)案例

版本文件名称:DIP生产专用指导书V1.0机种名称:加工工艺流程图③编 制②审 核①批 准次数日期变更记事承认制作归档日期Y 修理N修理NY重插NY元件成型Y开始QC 确认插件炉前外观波峰焊 QC 检 验补焊 003QC 检 验入库主要工序:插件波峰焊补焊清洗外观测试包装第 1 页,共 7 页INSTRUCTION MANUAL第 2 页,共 7 页INSTRUCTION MANUAL第 3 页,共 7 页第 4 页,共 7 页第 5 页,共 7 页参考图INSTRUCTION CONFIRMATION AND NOTICE作 业 内 容确 认 及 注 意 事 项1、取上一工位流下来的主板进行目检。
1、作业人员需做好防静电措施;2、使用斜口钳过长的引脚,引脚要求标准:从引脚顶端2、不良现象记录《生产状况记录表》。
到PCB表面高度在1.5±0.5mm。
3、洗板水不要碰到基板塑胶元件。
3、用无尘布(或专用静电毛刷)沾少量洗板水,重点清4、重点不良迹象及时反馈给随线线长及相关品管洁维修过程中产生的锡珠、锡渣等残留;工艺人员。
4、清洗完成后,检验PCB表面不得有发白、助焊剂残留,5、在清洗时,需注意保护接口器件,防止清洗液飞溅到无锡渣、锡珠等;接口内造成接触不良。
5、将锂电池装在电池座上,如图所示电池的正极朝上;6、主板轻拿轻放,不得叠板,确保基板无碰伤与6、完成后对本工位进行自检,合格品流入下一工位。
损坏。
7、注意:不要对排针,按键,连接器等容易造成功能失效的器件和位置进行清洗;NO元件编号元件规格回路名称个数JIGS QTY TESTER QTY OTHERS(EXPENDABLES)QTY使用工具量测量仪器量其它(消耗品)量5APEOVE CONFIRM CHARGE4批准审核编制321次数日期变更记事承认批准第 6 页,共 7 页参考图INSTRUCTION CONFIRMATION AND NOTICE作 业 内 容确 认 及 注 意 事 项1、检查主板上是否贴有条码标签及QC标签,位置应与要1、作业人员需做好防静电措施;求一致;注意各条码标签外观应整洁平整,不得有脏污破2、不良现象记录《生产状况记录表》。
丝网印刷机作业指导书SOP

丝网印刷机作业指导 SOP
工序
印刷
设备
丝网印刷机 日期
2016-11 版本
001A
3页
手动界面调试
胶刮刀压力调节杆
刀具压力调节机构: 1. 顺时针旋转减压,逆时针旋转加压;
墨刀压力调节杆
2. 在调试时先减压,其后根据实际情况再加压; 3. 每调节一次,刀具必须先离开网板表面。
红色区域为机架机构。
红色区域为回墨方式 在右侧。
红色区域为胶刮 刀。点击【胶刮下】, 刮刀会接触到网板 表面,调试时要使 其压到治具上的玻 璃面板上为宜。
红色区域为墨 刀。调试时,点击 【墨刀下】,墨刀 会接触到网板表 面为宜。
置。参数(50~300)之间。 ⑧ 下预留位:指的是网板在印刷时接触工作台最小距
离。参数(-300~-50)之间。
自动画面功能意义: ◆【启动】:点击即可运行作业; ◆【停止】:点击即可停止运作; ◆【半自动】:此模式下,点击一次“启动”运行一次; ◆【全自动】:此模式下,点击一次“启动”即可循环作业, 如需停止运行,再次点击“停止”即可; ◆【系统复位】:指的是在开机后,执行回参考点; ◆【自吸】:此功能是在运行时自动打开真空吸气,使被 吸物体能够定位。 ◆【长吸】:指的是打开真空吸气后,一直有效; ◆【回墨方式 1】:指的是“墨刀”只回墨 1 次;(默认) ◆【回墨方式 2】:指的是“墨刀”只回墨 2 次; ◆【停右】:指的是“墨刀”停在右侧;(默认停右) ◆【停左】:指的是“墨刀”停在左侧; ◆【抬板上】:指的是刀具板向上离开工作台。
(2)丝网印刷机分类: ①平面丝网印刷机; ②曲面丝网印刷机; ③转式丝网印刷机等。
(2)主界面
(3)手动模式界面
(4)总电源
作业指导书(SOP)

作业名称工序号工序类别
丝印
标准工时
70s
文件编号AL-3-06-0324
页数
5∕6
烫金
5
序号物料名称领取位置数量1手指套物料员62烫金纸物料员4H用量3珍珠棉物料区14
小胶箱
物料区
1
序号名称型号/参数设定数量版本拟制审核
批准
生效日期
变更日期
1烫金机温度200℃±5
1 1.0
曾成
2烫金板13
风枪
1
滨 濠 电 子 有 限 公 司
作 业 指 导 书
适用机型P7354面壳使用物料
银色/29*42*5CM /
29*42CM
图解
物料编号
规格作业步骤
1、通知当班组长或技术员调校烫金机,设定烫金机温度(200℃±5),确定烫金图案,位置,颜色;准备洁净的珍珠棉,小胶箱;品质要求
2、左/右手大拇指、食指、中指各戴一只手指套,准备作业;
① 在装治具时,上下
盖要扣紧,不能出现间隙不均匀现象,不能刮伤产品; ②治具要装
到位,否则烫金位置就
不对
3、端坐在烫金机台前;拿取产品,先用风枪将表面的灰尘清理掉,然后将产品套进烫金台的治具上,产品装到位后,按启动按钮开始循环作业。
(装治具→烫金→取件→装治具)
4、烫金后的产品,自检后放在铺有洁净珍珠棉的小胶箱里;
5、产品转入下工序;
注意事项
1、烫金机出现异常,或品质异常时立即通知品管,组长或技术员前来确认,不能私自调校机台。
2、烫金机的烫印头有高温,拆装产品时不要碰到烫印头,以防烫伤;
使用的工具及仪器
文件状态
/只/。
SMT丝印操作SOP

SMT丝印操作SOP1.目的:本SOP的目的是为了确保SMT丝印操作的规范性和准确性,以提高生产效率和产品质量。
2.范围:本SOP适用于所有从事SMT丝印操作的工作人员。
3.术语定义:3.1SMT:表面贴装技术,是一种电子组装技术,用于在电路板表面安装电子组件。
3.2丝印:也称为印刷,是在PCB上打印标识、标记等信息的过程。
4.责任:4.1SMT操作员:负责执行SOP中的操作步骤。
4.2SMT主管:负责监督SMT操作员的操作,并确保操作的准确性和规范性。
5.环境要求:5.1操作环境应干燥、无尘、无静电干扰。
5.2操作人员应佩戴防静电手套,必要时佩戴防静电面罩。
6.设备和工具:6.1丝印机:用于在PCB上进行丝印操作。
6.2丝印板:用于固定PCB的专用板材。
6.3丙酮:用于清洁丝印板和丝印机。
6.4丝印网板:用于固定丝印膏的网状板材。
6.5丝印膏:用于在PCB上进行丝印操作的膏状物质。
7.操作步骤:7.1准备工作7.1.1检查丝印板的使用寿命和状况,确保其平整度和清洁度。
7.1.2检查丝印机的操作状态,确保其正常工作。
7.1.3准备所需的丝印网板和丝印膏,确保质量合格。
7.1.4清洁丝印板和丝印机,使用丙酮擦拭,确保无灰尘和污渍。
7.2丝印准备7.2.1将丝印膏倒入丝印网板的中央,用刮刀均匀覆盖整个丝印网板。
7.2.2将丝印网板放置在丝印板上,用适量的压力将丝印膏压到丝印板上。
7.2.3检查丝印效果,确保丝印膏均匀且清晰可见。
7.3丝印操作7.3.1将PCB放置在丝印板上,确保PCB与丝印板的对正度。
7.3.2通过丝印机的上下移动操作将丝印膏转移至PCB上。
7.3.3检查丝印效果,确保丝印膏均匀、清晰且对位准确。
7.4清洁操作7.4.1检查丝印板和丝印机是否有残留的丝印膏,如有需要立即清洁。
7.4.2使用丙酮清洁丝印板和丝印机,确保无灰尘和污渍。
8.安全注意事项:8.1操作人员应严格按照操作规程进行操作,不得私自更改操作流程。
芯片丝印对应型号资料分享 (67)

电源芯片 丝印AMAAPM 丝印AMABPM 丝印AMA7PM 丝印AMA6PM 丝印AMA5PM 丝印AMA4PM 丝印AMA3PM 丝印AMA2PM 丝印AMA1PM 丝印AMACPM 丝印AMAOPM 丝印AMA0PM 封装SOP8
电源芯片 丝印AMAAPN 丝印AMABPN 丝印AMA7PN 丝印AMA6PN 丝印AMA5PN 丝印AMA4PN 丝印AMA3PN 丝印AMA2PN 丝印AMA1PN 丝印AMACPN 丝印AMAOPN 丝印AMA0PN 封装SOP8
电源芯片 丝印AMAAPO 丝印AMABPO 丝印AMA7PO 丝印AMA6PO 丝印AMA5PO 丝印AMA4PO 丝印AMA3PO 丝印AMA2PO 丝印AMA1PO 丝印AMACPO 丝印AMAOPO 丝印AMA0PO 封装SOP8
电源芯片 丝印AMAAPF 丝印AMABPF 丝印AMA7PF 丝印AMA6PF 丝印AMA5PF 丝印AMA4PF 丝印AMA3PF 丝印AMA2PF 丝印AMA1PF 丝印AMACPF 丝印AMAOPF 丝印AMA0PF 封装SOP8
电源芯片 丝印AMAAPG 丝印AMABPG 丝印AMA7PG 丝印AMA6PG 丝印AMA5PG 丝印AMA4PG 丝印AMA3PG 丝印AMA2PG 丝印AMA1PG 丝印AMACPG 丝印AMAOPG 丝印AMA0PG 封装SOP8
电源芯片 丝印AMAAPJ 丝印AMABPJ 丝印AMA7PJ 丝印AMA6PJ 丝印AMA5PJ 丝印AMA4PJ 丝印AMA3PJ 丝印AMA2PJ 丝印AMA1PJ 丝印AMACPJ 丝印AMAOPJ 丝印AMA0PJ 封装SOP8
丝印SOP
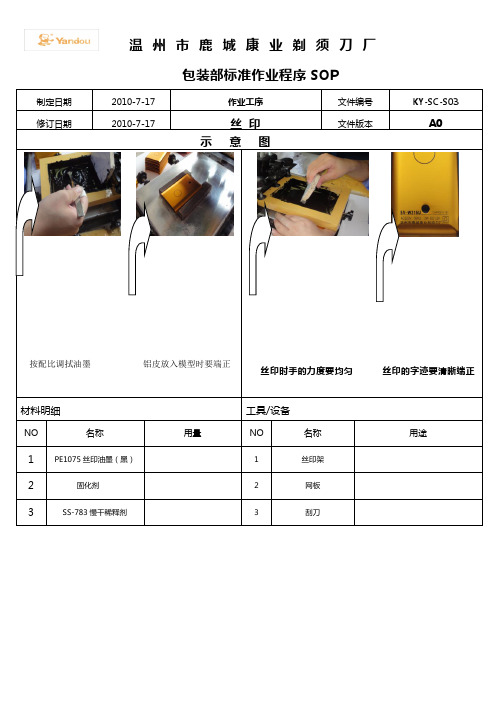
包装部标准作业程序SOP
制定日期
2010-7-17
作业工序
文件编号
KY-SC-S03
修订日期
201配比调拭油墨铝皮放入模型时要端正
丝印时手的力度要均匀丝印的字迹要清晰端正
材料明细
工具/设备
NO
名称
用量
NO
名称
用途
1
PE1075丝印油墨(黑)
1
5.为防止网孔堵塞,暂停丝印时板面油墨应均匀、平整的覆在网板上。
6.丝印字体应清晰、无重印,无漏印、印偏现象,丝印过程中如果字体出现模糊不清,要及时用慢干剂清洗网板。
總經理:吴仁义技术部:陈志光編制:徐紅青
5.丝印时拿刮刀的手用力要均匀,由后向前刮。印完后提起网板,查看字迹的质量。
注意事项:
1.每天上下班,必须清洁工作台面与生产工具,每周烤箱内的卫生必须清洁一次。
2.生产车间环境条件要保持室内的温度15~25℃,湿度40~75%。
3.更换网板时必须由技术部经过首板确认,方可继续批量生产。
4.在生产过程中丝印生产效果检查,丝印工序以目视检查为主,若有必要可借助放大镜进行检查,刮刀太软或刀口磨擦太久变为圆钝。
丝印架
2
固化剂
2
网板
3
SS-783慢干稀释剂
3
刮刀
操作步骤:
1.查看丝印网板、网上的字体是有缺陷,网的目数是否符合氧化铝皮的生产需求,网板的安装位置是否与生产样品字迹的位置相对应,网板与铝皮的距离高度是2-3毫米。
2.调试油墨,油墨与固化剂的配比严格按10:0.18配,配好后放在玻璃容器搅拌均匀,油墨与慢干稀释剂配比是10:3
根据天气、温度的变化可做适当的调整.
芯片丝印对应型号资料分享 (64)

电源芯片 丝印AMAABC 丝印AMABBC 丝印AMA7BC 丝印AMA6BC 丝印AMA5BC 丝印AMA4BC 丝印AMA3BC 丝印AMA2BC 丝印AMA1BC 丝印AMACBC 丝印AMAOBC 丝印AMA0BC 封装SOP8
电源芯片 丝印AMAAAM 丝印AMABAM 丝印AMA7AM 丝印AMA6AM 丝印AMA5AM 丝印AMA4AM 丝印AMA3AM 丝印AMA2AM 丝印AMA1AM 丝印AMACAM 丝印AMAOAM 丝印AMA0AM 封装SOP8
电源芯片 丝印AMAAAN 丝印AMABAN 丝印AMA7AN 丝印AMA6AN 丝印AMA5AN 丝印AMA4AN 丝印AMA3AN 丝印AMA2AN 丝印AMA1AN 丝印AMACAN 丝印AMAOAN 丝印AMA0AN 封装SOP8
电源芯片 丝印AMAABD 丝印AMABBD 丝印AMA7BD 丝印AMA6BD 丝印AMA5BD 丝印AMA4BD 丝印AMA3BD 丝印AMA2BD 丝印AMA1BD 丝印AMACBD 丝印AMAOBD 丝印AMA0BD 封装SOP8
电源芯片 丝印AMAABE 丝印AMABBE 丝印AMA7BE 丝印AMA6BE 丝印AMA5BE 丝印AMA4BE 丝印AMA3BE 丝印AMA2BE 丝印AMA1BE 丝印AMACBE 丝印AMAOBE 丝印AMA0BE 封装SOP8
电源芯片 丝印AMAABH 丝印AMABBH 丝印AMA7BH 丝印AMA6BH 丝印AMA5BH 丝印AMA4BH 丝印AMA3BH 丝印AMA2BH 丝印AMA1BH 丝印AMACBH 丝印AMAOBH 丝印AMA0BH 封装SOP8
光伏电池片丝网印刷SOP

丝网印刷SOP一、丝网印刷结构图二、印刷参数和调整。
1、硅片厚度。
一般设置为0.18mm—0.2mm,是指承印物的厚度,稍微影响丝网间距。
2、丝网间距(sanp-off)。
决定网版距离硅片的距离,间距大时印刷重量重,间距小时印刷重量轻。
调整范围是0.5mm—1.5mm。
3、印刷压力(park)。
决定刮刀在网版上施加的压力,影响印刷重量,压力大时印刷重量轻,压力小时印刷重量重。
调整范围0.2mp—0.3mp。
4、背压。
决定刮刀下刀速度。
背压大时刮刀下刀速度快,背压小时刮刀下刀速度慢。
背压太大时,容易造成压版隐裂。
调整范围0.10-0.20mp5、印刷速度(print speed)。
决定印刷时的刮刀运行速度,速度高时印刷重量重,速度慢时印刷重量轻,但对印重影响较小。
调整范围150-250mm/s。
6、回墨速度(flood speed)。
决定回墨刀运行速度。
调整范围350—600mm/s。
7、刮刀深度(down-stop)。
决定印刷时的刮刀下降高度。
在印刷机上不可见,受气缸控制。
可通过调整气缸供气量解决。
三、印刷异常描述和解决1、虚印。
外观上,肉眼从侧面观察,可以看到局部颜色偏暗;显微镜观察,可以看到局部印刷高度明显偏低。
可到导致虚印的原因有:A.网版制作异常,局部曝光不佳,在印刷后的电池上形成局部虚印。
一般,如果在刚换上网版时,就出现局部规则性虚印,且每片都出现,即可判断为网版异常。
更换另外一块网版即可。
B.网版局部堵网严重,导致透墨不佳,在印刷后的电池上形成局部虚印。
一般,出现在印刷图形的边缘,且在网版使用一段时间后出现。
使用无尘布蘸松油醇擦拭网版,然后使用试印纸2次,将网版上残余松油醇擦拭干净即可。
C.刮刀不水平,导致印刷厚度不均匀,在印刷后的电池上形成局部虚印。
一般,在电池上表现为图形规则的虚印,且面积较大。
重新较刮刀水平即可解决。
D.刮刀深度太低,导致网版上印刷后刮刀刮不干净浆料。
在印刷后的电池上形成局部虚印或大面积虚印。
丝印操作指导书

操作指导一. 作业流程:1. 检查工件:检查工件表面是否有凸起的颗粒(见图1)、是否平整(见图2)、是否有灰迹(见图3)和油污(见图4)。
2. 检查印板:1)检查所丝印的工件与印版是否一致。
2)检查印版封胶情况,印版有无砂眼破损(见图5),印版与底板安装有无松动,网距是否恰当,印刷规矩定位是否正确,多套色有无走版现象。
3. 刮刀的选用:刮刀的长度应稍长于印刷图文,不同的承印物应选用不同形状的刮刀。
橡皮刮刀应有一定的柔性,以利改善网版与承印物接触性能,使印墨均匀。
刮刀口要求平整,如不平整应用砂纸磨平,刮刀材料可选用5mm的耐酸橡皮制作。
4. 印料配制:图1:表面有凸起的颗粒印料的配制应根据印物材质和印刷要求来确定其种类和成分,调配时关键是调色、调干燥度、调粘度,力求适应刮印的要求。
印料应先调好,存放一天,使其性能稳定,调金色除外。
还应查视印料内有无异物,以防刮印时划破印板。
5. 施放印料:印料一般倒在网框前方处于起始位置和刮刀宽度范围内,网框内印料不可放置太多,随时添加,以利刮印操作时易控制墨量。
6. 刮印:1)检查所丝印的工件与工装夹具是否一致,产品定位与固定是否可靠。
检查丝印网板固定是否可靠,网板与产品之间是否留有间隙,高度是否合适。
2)手持刮板压向丝网,刮刀刮动时应保持50-60°角(见图6),刮刀以一定的速度作刮墨运动,使印料在刮刀压力的作用下,从镂空图文部分的丝网孔中漏印到承印物上,刮刀刮过后丝网回弹与承印物分离。
视印刷面积的大小和刮板的长短,可采取单手或双手刮印操作,但要控制好印料的量,印版版面要刮干净,不能有印料留在印版的图文处。
3)抬起网框,从台板上取出承印工件。
7. 擦洗网版:印刷过程中,发现印迹模糊和网孔堵塞时,就要擦洗印版。
用脱脂药棉或软布蘸洗板水轻图2:表面不平整擦网版正反两面,擦洗时应先擦洗图文处,然后擦洗其它地方。
印版的正反两面都要擦洗干净,堵网处要疏通,并吸干印版上的溶剂。
丝印-来料检验规范

1 目的
本检验规范的目的是保证本公司所购板膜的质量符合要求。
2 适用范围
适用于本公司生产产品无特殊要求的丝印。
3 规范内容:
3.1检验环境:
视力:具有正常1.0—1.2视力及色感。
照度:近似正常日光,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:身体距产品30cm,眼睛距产品40----50cm正视。
测量器具:直尺、游标卡尺
观察时间:<10秒
3.2抽检方法:依抽样检验依样品为标准:
3.3检验项目、标准、缺陷分类一览表
4 参照文件:
《来料检验控制程序》
5 相关记录与表格
《来料检验报告》
《品质异常联络单》。
芯片丝印对应型号资料分享 (75)

电源芯片 丝印AJYALT 丝印AJYBLT 丝印AJY7LT 丝印AJY6LT 丝印AJY5LT 丝印AJY4LT 丝印AJY3LT 丝印AJY2LT 丝印AJY1LT 丝印AJYCLT 丝印AJYOLT 丝印AJY0LT 封装SOP8
电源芯片 丝印AJYAKT 丝印AJYBKT 丝印AJY7KT 丝印AJY6KT 丝印AJY5KT 丝印AJY4KT 丝印AJY3KT 丝印AJY2KT 丝印AJY1KT 丝印AJYCKT 丝印AJYOKT 丝印AJY0KT 封装SOP8
电源芯片 丝印AJYAKU 丝印AJYBKU 丝印AJY7KU 丝印AJY6KU 丝印AJY5KU 丝印AJY4KU 丝印AJY3KU 丝印AJY2KU 丝印AJY1KU 丝印AJYCKU 丝印AJYOKU 丝印AJY0KU 封装SOP8
电源芯片 丝印AJYAME 丝印AJYBME 丝印AJY7ME 丝印AJY6ME 丝印AJY5ME 丝印AJY4ME 丝印AJY3ME 丝印AJY2ME 丝印AJY1ME 丝印AJYCME 丝印AJYOME 丝印AJY0ME 封装SOP8
电源芯片 丝印AJYAMF 丝印AJYBMF 丝印AJY7MF 丝印AJY6MF 丝印AJY5MF 丝印AJY4MF 丝印AJY3MF 丝印AJY2MF 丝印AJY1MF 丝印AJYCMF 丝印AJYOMF 丝印AJY0MF 封装SOP8
电源芯片 丝印AJYALH 丝印AJYBLH 丝印AJY7LH 丝印AJY6LH 丝印AJY5LH 丝印AJY4LH 丝印AJY3LH 丝印AJY2LH 丝印AJY1LH 丝印AJYCLH 丝印AJYOLH 丝印AJY0LH 封装SOP8
丝网印刷SOP

日常maintain:
2.1 . 正确的网版擦拭方法
2.1.1 发现断线、虚印等异常现象, 在网版底部来回擦拭 2.1.2 擦网版时,注意用力均匀, 不可局部受力,导致网版形变。 2.1.3 先用松油醇擦拭,再用干净 抹布擦拭一遍(一定要将松油醇擦 干净,否则会影响电池片效率)。 2.1.4 观察印刷效果,不行的话重 复以上动作或者在网版上下两面同 时擦拭,严重的更换刮胶或网版。 2.1.5 擦拭网版时注意沿着细栅线 方向来回擦拭,擦拭完第一片印刷 需垫白纸印刷。
测试、电性能参数介绍 3.7 填充因子 太阳电池的最大功率与开路电压和短路电流乘积 之比,通常用FF表示:
IscVoc是太阳电池的极限输出功率 ImVm是太阳电池的最大输出功率 填充因子是表征太阳电池性能优劣的一个重要参数。
测试、电性能参数介绍
3.8 电流温度系数 在规定的试验条件下,被测太阳电池温度每变 化10C ,太阳电池短路电流的变化值,通常用α表 示。 对于一般晶体硅电池 :α= + 0.1%/0C 3.9 电压温度系数 在规定的试验条件下,被测太阳电池温度每变化 10C ,太阳电池开路电压的变化值,通常用β表示。 对于一般晶体硅电池 :β = - 0.38%/0C
日常maintain:
2.2 虚印、断线
日常maintain:
2.3 堵网
日常maintain:
2.4 漏浆
网破导致的正面点状漏浆
背场网板边缘网破导致的边缘漏浆
浆料漏在电池片边缘的,须打磨电池片侧面。
日常maintain:
2.5 粘网
日常maintain:
2.6 厚薄不均
刮胶安装不平整导致的背电场厚薄不均
测试、电性能参数介绍 3. 测试参数 3.1伏安特性方程:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号:HM-WI-001 版本号/修正号:A0
佛山慧鸣电子科技有限公司
丝印印刷规范作业指导书
一.目的:
规定丝印之操作要求,提高作业员操作技能及自检能力。
使丝印印刷符合品质要求,避免
不规范操作造成不良品;确保高效率,高品质生产。
二.适用范围:
手动丝网印刷。
三.工作环境:
室内温度适中20℃±5℃、通风良好、清洁干净。
四、丝印的定义及其特点:
4.1、丝网印刷是指用丝网为材料制成的印版,油墨能透过印版上的网孔,漏印在产品上, 其余部分被堵死,不能透过油墨,在产品上形成的空白。
也可以说丝印是一个图像
的复制。
4.2、丝网印刷的特点:版面柔软印压小,墨层厚,覆盖力强,印刷方式多样化,不受承
印物大小和形状限制,而且立体感强,图文层次丰富,耐候。
五、职责:
5.1、操作员:接到丝印任务,按产品工艺图纸相应要求及技术规范准备好网版,调配好
油墨,架设好工装夹具。
按丝印之具体要求进行操作作业。
进而保持丝印
房整齐、整洁、卫生、干净。
5.2、巡检员:按产品工艺文件及技术规范要求对丝印品进行外观、尺寸、性能的抽检及
判定、异常的反馈和改善后的验证。
六、操作及检验规范:
6.1、来料检验:检查产品有否漏工序、电镀、喷涂、氧化等不良,尤其是在丝印内容不
允许有任何表面缺陷,若有不良,明确标示后放置于不良品区,并通知
相关单位复检。
6.2、选择网版:依图面对照检查网版字体、字号、字距是否符合要求;网版是否有破损。
6.3、调配油墨:自干固化油墨与硬化剂10:1混合,再用慢干水按5-15%调到合适粘度。
使用调色油墨前需将油墨充分搅拌,对油墨进行确认后方可使用。
6.4丝印操作及检验要求:
6.4.1、将网版定位后,再用卡尺,卷尺检查定位尺寸是否符合图纸要求。
6.4.2、定位时保证网版有一定间隙(依网版松紧,通常约为3-5mm)
6.4.3、印刷手法:托起刮刀,让其与网版成45°-50°角匀速拉起,刮刀在行驶中两
端受力均衡。
印刷方向与调整位置时的印刷方向保持一致,防止印刷中走位。
6.4.4、丝印首件依图面严格检验丝印位置尺寸,并检查图案有无漏印、错印、干网、
肥油、多尘、毛边、缺油断线、漏油及油墨污染其它部位等不良现象。
6.4.5、丝印颜色与标准色卡、客户确认色板比对,目视无明显色差。
6.4.6、烘烤:
加热硬化条件下,通常产品烘烤温度控制在115℃~120℃x20分钟,一些产品
有特殊要求的按要求烘烤。
(注意:是烘烤到设定的温度后开始记时,20分钟后才能
取产品,否则温度就没烤够!并会产生附着力等等问题,切记。
)
6.4.7、洗网:用布打湿洗网水洗网,正反面反反复复擦拭直到丝印网干净透明后,再
用干布在反复把正反面擦拭干净,直到擦拭干为止。
完成后待自然风干
1-2分钟使洗网水完全挥发在进行使用。
6.4.8、产品在试样时、检验OK后预留一个产品,方便后续生产时调整位置尺寸,丝印
颜色等。
七、丝印性能标准检测方法:
7.1、附着力试验
标准胶带(美纹纸)贴于丝印内容上,用布抹平,5分钟后,与丝印面成60°方向迅速
拉起,丝印内容不可有脱落。
7.2、耐溶剂性试验
室温下,用无水乙醇润湿脱脂棉球或白色棉质软布,然后在软布上加载1KG的压力和1秒
钟往返1次的速度来回擦拭丝印表面同一位置20次后。
目测丝印表面应无失光,明显掉色等
会表露出被擦伤的迹象。
7.3、以下两种试验,若客户有特别要求时才列入检验项目内。
7.3.1、耐磨性试验
ф6.35mm圆行橡皮放置于丝印内容表面并垂直加载约1.6Kg,在25.4mm的行程内以往返
30次/min速度磨擦,丝印表面无变化。
7.3.2、硬度试验
在硬度不低于HB级,规格为ф3mm的铅笔,在丝印表面以1Kg的力成45°角向前推动,不
可在相同部位测试2次,丝印图案不可有剥落割痕现象。
八、丝印的助剂、油墨的使用及注意事项:
8.1、SV9——开油水,又名783慢干水,是一种稀释剂,可用来稀释油墨,油漆等等。
8.2、H1——硬化剂、固化剂,通常用于金属产品的丝印中,起着增强油墨附着力的作用。
但加入量要注意按要求。
8.3、洗网水——用来清洗网版的清洁水,有腐蚀性,使用时注意保护自己的眼睛。
若不甚 入眼,立即用大量清水冲洗。
8.4、PY系列油墨——也是我们常用的油墨,与H1硬化剂配套使用,它主要分为(070白油, 73黑油,055翠蓝,058群青,020柠檬黄, 021中黄,035鲜红,
031猩红)。
用来印刷金属涂层面效果好。
干固:在印刷前加入H1硬化剂,油墨加入硬化剂在室温(约20℃)下的保质时间是8-10小时,气温高会减少油墨的保质时间,超过上述使用时间,油墨的附着力和抗磨性能会降低,面油墨表面看不出有任何变化,所以该油墨实为烘烤型油墨,需经140℃高温烘烤30分钟,油墨的性能测试在24小时以后进行效果更好。
用来印刷抛光面、玻璃和镀络部件。
8.5、丝印中的助剂、油墨应按其性能及要求明确分类区分、标识、堆放。
按其性能进行相 应的防潮、防火等防护,避免异常产生,对于易燃品等要设专人管理。
九:丝印常见问题的处理方法:
9.1、干网:干网是因为网版的网孔堵住,出现印刷出的图案特别细,不规则等现象。
解决方法:洗网重印。
9.2、肥油:通常是由于油墨太稀引起的,也可能是在同一位置印刷了两次,出现字体特别 大,很难看的现象。
解决方法:要么用电吹风把油墨吹干,要么加入较为干的油墨,最好是一次性印好。
9.3、沙孔:由于油墨太干;网版图案上清理的不干净;油墨本身的质量问题。
解决方法:加入开油水;换网版;换油墨。
9.4、起泡:由于油墨太干印刷速度又太快而产生的。
解决方法:加入适量的开油水,印刷速度减慢。
9.5、缺油、多尘:有灰尘粘到网版图案上。
解决方法:在不盖油时用指甲背轻轻地刮掉灰尘,也可以洗网重印。
9.6、粘网:是指在印刷时网布粘到产品上不能很迅速的弹起来,这是由于离位太近。
解决方案:把网提升到适当高度。
十、网版的日常维护与保养及注意事项:
10.1、网版必须存放在干燥、干净的地方。
10.2、不能用水,酒精及其它天那水溶剂清洗网版,尤其是网版清洗网版承印面时更不能
太大力,若加了硬化剂用洗网水不能完全清洗干净网版上的油墨残留时,一定要用慢干水洗干净
后方可存放。
10.3、注意产品有无锐利的梭角和毛刺,可能会划破网布。
10.4、注意多雨天气,空气潮湿,网版很容易洗坏,注意爱护。
10.5、网版放置:网版清洗干净后放置于网版柜中,放整齐,并标识明确。
10.6、当网版出现漏油、破损或丝印出的字体变粗、变细时,通过品保确认。
不能使用后申请报废,并由主管安排重新制作。
10.7、使用频率较高的网版,需制作备用网版。
10.8、使用新网版在第一次印刷前,需对网版进行全方面的确认,(包括:字体大小,字号, 线粗,图案,位置尺寸,有无断线,网布是否完好等等)方可使用。
审核: 确认: 制成: 2011.11.26。