ABS造粒
ABS生产工艺

生产技术ABS树脂的生产方法很多,目前世界上工业装置上应用较多的是乳液接技掺合法和连续本体法。
1乳液接枝掺合工艺:乳液接枝掺合法是在ABS树脂的传统方法--乳液接枝法的基础上发展起来的,根据SAN共聚工艺不同又可分为乳液接枝乳液SAN掺合、乳液接枝悬浮SAN掺合、乳液接枝本体SAN掺合三种,其中后两者在目前工业装置上应用较多。
这三种乳液接枝掺合工艺都包括下面几个中间步骤:丁二烯乳胶的制备、接枝聚合物的合成,SAN共聚物的合成,掺混和后处理。
丁二烯胶乳的合成:丁二烯胶乳的合成是ABS生产过程中的一个主要单元,一般采用乳液聚合工艺生产。
此生产技术目前比较成熟,控制胶乳中总的固含量(一般总的固含量越高生产成本越低),控制橡胶粒子的大小,在0.05-0.6μm,最好在0.1-0.4μm范围内,粒径呈双峰分布,这样可使ABS树脂产品具有优异的表面性能和韧性。
接枝聚合物的合成:聚丁二烯与苯乙烯、丙烯腈接枝是ABS生产工艺中的核心单元。
粒径呈双峰分布的聚丁二烯胶乳连续送入乳液接枝反应器与苯乙烯和丙烯腈单体混合物进行接枝共聚反应。
单体与聚丁二烯之比提高则接枝聚合物和SAN共聚物的分子量及接枝度增加,内部接枝率一般随橡胶粒径的增加和橡胶交联密度的降低而增加。
在粒径和橡胶交联密度恒定时接枝度和接枝密度是决定ABS产品性能的因素。
SAN共聚物的合成:苯乙烯与丙烯晴共聚物合成方法有三种:乳液法、悬浮法和本体法。
本体法采用热引发、连续聚合,产品纯净、质量较高,污染少,在SAN合成中正取代悬浮法,尤其在大型ABS生产装置上。
悬浮法采用引发剂,间歇聚合、产品不如本体法纯净,产生的废水对环境有污染,但工艺简单,流程短,投资少,聚合热易撒出,对中小型装置而言悬浮法较为经济。
乳液法流程长,技术落后,发达国家已基本淘汰。
掺混和后处理:最后将得到的ABS接枝聚合物与SAN共聚物以不同比例进行掺混,可以得到多种ABS树脂产品,掺混方法使产品具有很大的灵活性。
ABS树脂装置湿粉挤压造粒系统的技术改造
[ 1- 3]
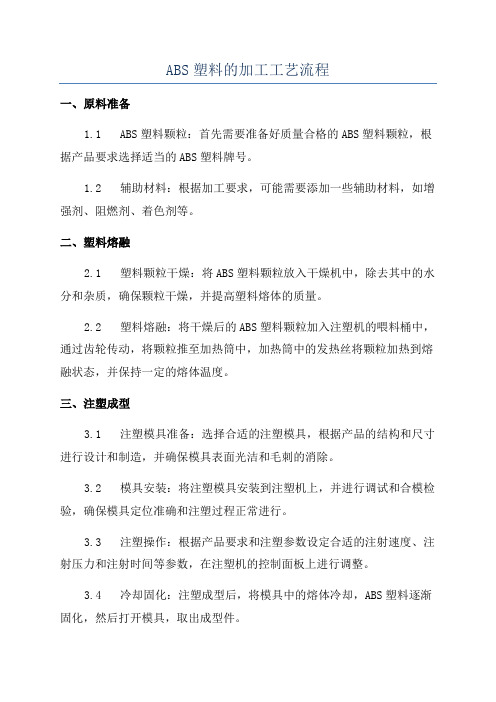
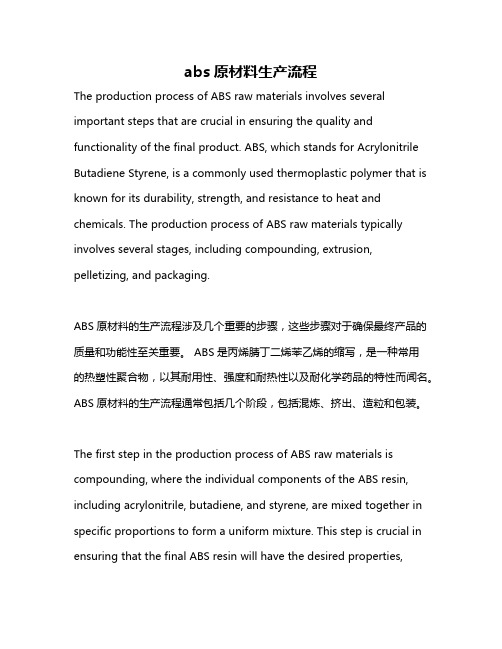
料条, 然后在水槽中利用循环冷却水将 ABS 束条 冷却, 再经切粒机牵引进行水下切粒, 经过干燥、 筛选后的粒子料, 采用 Zeppe lin 稀相输送技术将 其送去包装。 1. 2 湿粉挤压机 采用德国 W P 公司制造的 ZSK - 133 M C 型 双螺杆湿粉挤压机, 生产能力为 4 . 0~ 4 . 5 t /h, 主 机共有 11 段筒体 , 其中第 1 段筒体用 于进 SAN 融熔料 , 第 2 段筒体用于排出水蒸气和 SAN 熔体 中部分残留单体 , 第 4 段筒体侧线 进 ABS 湿粉 料 , 第 7 段筒体设有 2个排气口, 并设有 2 台反向 双螺杆侧线脱水器, 用于排出水蒸气, 第 9 , 10 段 各设有真空排气口, 以脱除 挥发分, 机 头模头孔 数为 70 个, 拉条最大线速度为 180 m /m in。湿粉 挤压机其他性能参数见表 1 。
1! 循环水槽 ; 2! 循环水泵 ; 3! 循环水池 ; 4! 循环水冷却器 图 1 循环冷却水系统流程
( 1) 增加 1台板式换热器。当在用换热器压 差大于 0 . 13 MP a 时 , 2 台换热器互相切换, 并可 实现在线不停车反清洗。 ( 2) 将循环水池一分为二 , 对循环水泵的入 口管线进行改造 , 使 1 台泵即可分别也可同时输 送 2 个水池的水, 且 2 台泵互为备用 , 以便在线清 理循环水池。 ( 3) 将循环水槽的过滤网形式由簸箕式改为 斜插冲刷式 , 后者有利于对过滤出的物料进行清 理。 ( 4) 在循环水槽中增设 3 级阶梯过 滤器, 以 加强对粉料的过滤。
1! 风机 ; 2! 2级气液分离器 ; 3! 密闭式过滤器 ; 4! 7段脱水机 ; 5! 双螺杆湿粉挤压机 图 2 挤压机系统的工艺流程
abs再生造粒的注意事项

abs再生造粒的注意事项
ABS再生造粒的注意事项如下:
1.操作人员要谨慎,在填料时,不能添加任何的杂物,并且也要掌握好生产的温度。
2.如果开机时,发现有料不成条出现粘模头的现象,那么是由于模头的温度过高,稍等片刻之后,进行冷却,不用停机可以继续工作。
3.水温一般要控制在50至60摄底度之间,如果水温低了可能会出现断条的现象,如果水温高了可能会出现粘连的现象,因此在生产的过程当中注意水温的保持。
4.在对ABS塑料造粒切料时,一定要将其条拉均之后才进行切粒,否则可能会损坏切粒机。
ABS树脂丙烯腈/丁二烯/苯乙烯树脂
ABS树脂丙烯腈/丁二烯/苯乙烯树脂ABS树脂是一种由丙烯腈、丁二烯和苯乙烯三种单体聚合而成的共聚树脂。
它具有优良的综合性能和广泛的应用领域,被广泛应用于汽车、电子、建筑、家具等行业。
本文将从ABS树脂的制备、性能、应用等方面进行详细介绍。
一、ABS树脂的制备1.聚合反应:丙烯腈、丁二烯和苯乙烯作为单体,通过聚合反应在适当的催化剂和溶剂存在下进行,形成线性共聚物。
2.共混:将聚合物与其他添加剂如增塑剂、稳定剂、填充料等进行共混,以提高ABS树脂的性能。
3.造粒:将共混后的物料进行造粒,得到ABS树脂颗粒。
二、ABS树脂的性能1.力学性能:ABS树脂具有良好的韧性和强度,具有较高的冲击强度和拉伸强度。
2.热性能:ABS树脂的热变形温度较高,能在较高的温度下保持较好的力学性能。
3.电性能:ABS树脂具有良好的绝缘性能和导电性能,可用于电子产品的外壳、线路板等部件。
4.耐候性:ABS树脂具有较好的耐候性,可以在室内和室外环境中长时间保持其性能不变。
5.可加工性:ABS树脂易于加工成型,可以通过注塑、挤出、吹塑等加工方法制作成各种形状的制品。
6.耐化学性:ABS树脂对一般有机溶剂和酸碱具有较好的耐腐蚀性。
三、ABS树脂的应用由于ABS树脂具有优良的性能,被广泛应用于各个领域。
1.汽车零部件:ABS树脂可以制作汽车仪表板、车灯、车身装饰件等零部件,具有较好的抗冲击性和耐热性。
2.家电产品:ABS树脂可以制作电视机壳、冰箱壳体、洗衣机面板等家电产品外壳,具有良好的耐候性和电绝缘性能。
3.建筑材料:ABS树脂可以制作门窗框、管道、防护墙板等建筑材料,具有良好的耐候性和抗老化性能。
4.电子产品:ABS树脂可以制作计算机外壳、手机外壳、键盘等电子产品外壳,具有良好的绝缘性能和耐化学性。
5.家具:ABS树脂可以制作椅子、桌子、柜子等家具,具有良好的耐磨性和耐污性。
综上所述,ABS树脂具有优良的综合性能和广泛的应用领域,是一种重要的工程塑料。
abs生产工艺

abs生产工艺ABS(Acrylonitrile Butadiene Styrene)是一种常用的工程塑料,具有良好的力学性能、热稳定性和耐化学性等优点,广泛应用于汽车、电子、家电等领域。
下面将介绍ABS的生产工艺。
ABS的生产工艺主要分为合成树脂的生产和塑料制品的加工两个环节。
首先是树脂的生产。
ABS树脂的合成是通过聚合反应完成的。
通常采用悬浮聚合法,即将丙烯腈、丁二烯和苯乙烯等单体在水中悬浮,加入聚合引发剂,并通过机械搅拌使单体发生聚合反应。
聚合完成后,通过蒸馏等工艺将树脂净化,得到质量合格的ABS树脂。
接下来是塑料制品的加工。
ABS树脂经过熔融和成型工艺,制成所需的塑料制品。
一般的加工过程包括造粒、熔融、注塑和后处理等环节。
首先是造粒。
将树脂颗粒化有利于后续的熔融和注塑等加工过程。
造粒时,将ABS树脂颗粒通过破碎、分级和筛选等工艺,将其分散成一定的颗粒大小,以方便后续的熔融。
然后是熔融。
将ABS树脂颗粒加热至熔融状态,使其变得粘稠,并达到流动的状态。
熔融一般通过加热熔融机进行,将ABS颗粒加热至适宜温度,使其熔化。
接着是注塑。
将已熔融的ABS树脂通过注塑机注入模具中,经过一定的压力和温度,快速冷却成型。
注塑时,树脂通过注射筒进入模腔,使模腔中的树脂充满,然后在模具中冷却定形,最后模具打开,取出成型的ABS制品。
最后是后处理。
制品成型后,可能还需要进行一些后处理的工序,如修边、抛光、切割、喷漆等,以提高ABS制品的表面质量和加工精度,满足客户需求。
综上所述,ABS的生产工艺主要包括树脂的合成和塑料制品的加工两个环节。
通过悬浮聚合法合成ABS树脂,然后通过造粒、熔融、注塑和后处理等工艺制成所需的塑料制品。
这些工艺的科学运用和精密控制,可以保证ABS制品具有优良的性能和质量。
ABS塑料的加工工艺流程
ABS塑料的加工工艺流程一、原料准备1.1 ABS塑料颗粒:首先需要准备好质量合格的ABS塑料颗粒,根据产品要求选择适当的ABS塑料牌号。
1.2 辅助材料:根据加工要求,可能需要添加一些辅助材料,如增强剂、阻燃剂、着色剂等。
二、塑料熔融2.1 塑料颗粒干燥:将ABS塑料颗粒放入干燥机中,除去其中的水分和杂质,确保颗粒干燥,并提高塑料熔体的质量。
2.2 塑料熔融:将干燥后的ABS塑料颗粒加入注塑机的喂料桶中,通过齿轮传动,将颗粒推至加热筒中,加热筒中的发热丝将颗粒加热到熔融状态,并保持一定的熔体温度。
三、注塑成型3.1 注塑模具准备:选择合适的注塑模具,根据产品的结构和尺寸进行设计和制造,并确保模具表面光洁和毛刺的消除。
3.2 模具安装:将注塑模具安装到注塑机上,并进行调试和合模检验,确保模具定位准确和注塑过程正常进行。
3.3 注塑操作:根据产品要求和注塑参数设定合适的注射速度、注射压力和注射时间等参数,在注塑机的控制面板上进行调整。
3.4 冷却固化:注塑成型后,将模具中的熔体冷却,ABS塑料逐渐固化,然后打开模具,取出成型件。
四、后处理4.1 切割修整:采用锯床、刀具等工具将成型件从注塑底板或模具上分离,去除与模具相关的痕迹。
4.2 研磨打磨:使用砂纸、打磨机等工具对成型件的表面进行处理,去除毛刺、凹凸等瑕疵。
4.3 装配组装:根据产品的需求,对成型件进行装配和组装,可能需要使用螺丝、胶水等辅助材料。
4.4 检查测试:对成型件进行外观检查和尺寸测量,确保产品质量符合要求。
4.5 包装存储:对成品进行包装,标注产品信息和存储条件,将其储存或运输到指定地点。
通过以上的工艺流程,ABS塑料可以被成功加工成各种形状的零件和产品。
在实际应用中,根据具体的产品要求和生产规模,可能会有一些细微的变化,但总体的加工思路和步骤是相似的。
abs原材料生产流程
abs原材料生产流程The production process of ABS raw materials involves several important steps that are crucial in ensuring the quality and functionality of the final product. ABS, which stands for Acrylonitrile Butadiene Styrene, is a commonly used thermoplastic polymer that is known for its durability, strength, and resistance to heat and chemicals. The production process of ABS raw materials typically involves several stages, including compounding, extrusion, pelletizing, and packaging.ABS原材料的生产流程涉及几个重要的步骤,这些步骤对于确保最终产品的质量和功能性至关重要。
ABS是丙烯腈丁二烯苯乙烯的缩写,是一种常用的热塑性聚合物,以其耐用性、强度和耐热性以及耐化学药品的特性而闻名。
ABS原材料的生产流程通常包括几个阶段,包括混炼、挤出、造粒和包装。
The first step in the production process of ABS raw materials is compounding, where the individual components of the ABS resin, including acrylonitrile, butadiene, and styrene, are mixed together in specific proportions to form a uniform mixture. This step is crucial in ensuring that the final ABS resin will have the desired properties,such as impact resistance, heat resistance, and dimensional stability. The compounding process is typically carried out in specialized compounding machines that are capable of precise and uniform mixing of the raw materials.ABS原材料生产流程的第一步是混炼,即将ABS树脂的各个组分(包括丙烯腈、丁二烯和苯乙烯)按特定比例混合在一起,形成均匀的混合物。
abs色母粒制造流程

红舞鞋的英语作文The Red ShoesOnce upon a time, there was a young orphan girl named Karen who lived with a rich old woman. The old woman treated Karen poorly and made her do all the chores around the house. Despite her difficult circumstances, Karen was a kind and gentle girl with a love for music and dance.One day, a mysterious peddler came to town selling all sorts of trinkets and treasures. Among the items he had for sale were a pair of beautiful red shoes. Karen was immediately mesmerized by the shoes and begged the old woman to buy them for her. The old woman, seeing an opportunity to exploit the girl's desire, agreed on the condition that Karen would have to do extra chores around the house in exchange.Overjoyed, Karen put on the red shoes and began to dance. As she danced, the shoes seemed to take on a life of their own, moving her feet in ways she had never experienced before. The more she danced, the more the shoes seemed to control her movements, until she could no longer stop. She danced through the streets, through thefields, and even into the church, much to the horror of the townspeople.Desperate to be free of the shoes, Karen sought help from the local pastor. The pastor, recognizing the dark power of the shoes, told Karen that the only way to break the spell was to cut off her feet. Karen, terrified but determined, had the pastor do just that. As she lay there, bleeding and exhausted, the red shoes continued to dance, eventually carrying her lifeless body away.The town was never the same after that day. The old woman, stricken with guilt and remorse, spent the rest of her life trying to make amends for her greed and cruelty. And the red shoes, a symbol of the dangers of vanity and the corrupting influence of power, became a cautionary tale passed down through generations.Years later, the story of Karen and the red shoes continued to haunt the town, a reminder that sometimes the things we desire the most can also be our undoing. The red shoes, a symbol of the seductive and dangerous allure of material wealth and status, had claimed another innocent victim, and the town would never forget the lessons it had learned.。
塑料造粒机基础知识(二十)什么是ABS其性能及用途有哪些 - 副本
塑料造粒机基础知识(二十)什么是ABS其性能及用途有哪些
1.1 什么是ABS?其性能及用途有哪些?
ABS树脂通常被认为是丙烯腈、丁二烯和苯乙烯的三元共聚物, 而实际是三种聚合物的掺
混物, 即在共聚反应过程中形成的聚丁二烯 ( PB)、苯乙烯-丙烯腈二元共聚物 ( AS) , 以及在
聚丁二烯骨架上接枝苯乙烯一丙烯腈支链的接枝共聚物(B-AS)的掺混物。
ABS是丙烯腈-丁二烯-
苯乙烯共聚物的缩写代号。
l.性能
ABS是一种非晶态、不透明的三元共聚物, 多为浅黄色粒料; 具有优良的综合物理力学性能,无毒、无味、耐热、耐冲击,特别是低温冲击性好;电性能、耐磨性、化学稳定性好;产品具有
良好的尺寸稳定性,模塑收缩率小;耐水、无机盐、碱和酸类;不溶于大部分醇类和要益类溶剂,而
易溶于醛、酮、酯和某些氯代径中;耐候性较差,可燃、热变形温度较
低。
.
2.用途
ABS熔料黏度不高, 流动性好, 黏度对温度变化敏感性不强, 所以比较容易成型加工。
通常,采用挤出成型、注射成型、吹塑成型及压延、层合、发泡和粘接等方式, 可以较容易成型各种形状的塑料制品。
另外, 也可应用机械加工切削方法成型塑料制品。
塑料造粒机图片。
ABS高效阻燃母粒
ABS高效阻燃母粒
HXFR-ABS300
一、简介:
HXFR-ABS300阻燃母粒是苏州市海翔塑业有限公司生产的,选用环保型溴、锑阻燃体系,通过SGS、CTI等权威机构的检测,符合欧盟ROHS环保标准,且与ABS 树脂有良好的相溶性,增强刚性和提高韧性,并具有耐紫外性、无析出等优点;阻燃效率高,成本低。
二、应用范围:
主要应用于ABS注塑、挤出造粒等,如:电子、电器产品面板、外壳、骨架、汽车车身外板、汽车内饰板、仪表板等。
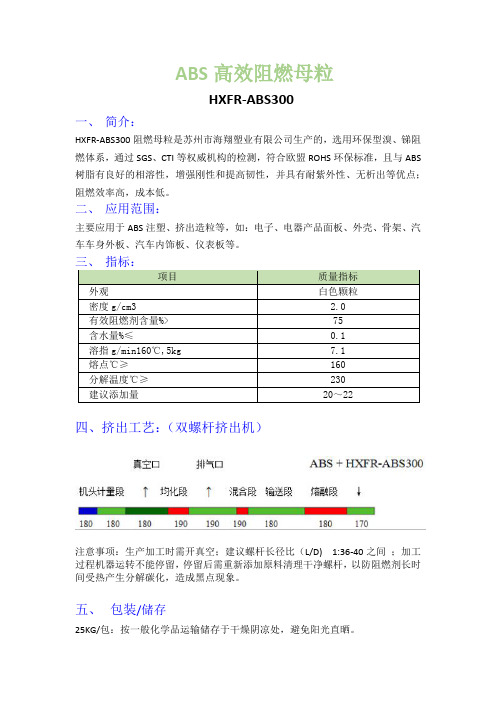
四、挤出工艺:(双螺杆挤出机)
注意事项:生产加工时需开真空;建议螺杆长径比(L/D) 1:36-40之间;加工过程机器运转不能停留,停留后需重新添加原料清理干净螺杆,以防阻燃剂长时间受热产生分解碳化,造成黑点现象。
五、包装/储存
25KG/包:按一般化学品运输储存于干燥阴凉处,避免阳光直晒。
六、附录:应用举例
1-3.注塑工艺
以上实验测试典型数据及注塑数据仅供参考,不作为正式质保凭证。
苏州市海翔塑业也可根据客户不同要求制定配方方案,定制生产。
abs塑料材质制作工艺
abs塑料材质制作工艺
ABS塑料是一种具有优异性能的合成树脂,由丙烯腈、丁二烯和苯乙烯三种单体组成。
它具有高强度、高韧性、高耐热性、耐化学腐蚀性和电绝缘性等特点,因此在工业制造领域得到了广泛应用。
本文将介绍ABS塑料材料的制作工艺。
ABS塑料的生产需要经过以下几个步骤:单体聚合、分散、脱水、干燥、粉碎、造粒、加工等。
其中单体聚合是最重要的步骤之一,它能够使三种单体在适当的催化剂作用下,发生聚合反应,形成聚合物。
ABS塑料的制造工艺中,分散也是很关键的一步。
分散是将聚合物与其他添加剂混合,使其均匀分散,提高ABS塑料的物理性能和化学特性。
添加剂包括稳定剂、润滑剂、增塑剂、填料等。
稳定剂主要是用来抵御热和氧化,润滑剂用来减少摩擦,增塑剂用来增加ABS塑料的柔韧性,填料则可以改变塑料的硬度和密度。
接下来是脱水和干燥,这两个步骤是为了去除水份和其他杂质,保证ABS塑料质量的纯净和稳定。
在脱水过程中,要将ABS塑料加热至一定温度,使其内部的水份蒸发掉。
而干燥则是为了让ABS塑料的含水率降到最低,以免影响后续的加工和使用。
最后是粉碎和造粒,这两个步骤是将ABS塑料制成颗粒状,以便于后续的加工。
粉碎可以将ABS塑料研磨成粉末状,造粒则是将粉末
状的ABS塑料加热成液态,再通过模具制成颗粒状。
这些颗粒状的ABS塑料可以用于注塑、挤出、压延等加工方式。
ABS塑料的制作工艺是一个复杂而严谨的过程,需要各种工艺条件的协调配合。
只有在生产过程中严格控制工艺参数,保证产品质量的稳定和可靠,才能生产出优质的ABS塑料产品。
PCABS合金抽丝造粒时丝条易断裂,如何解决?

PC/ABS合金抽丝造粒时丝条易断裂,如何解决?前段时间利用35机尝试PC/ABS合金,抽丝造粒时丝条易断裂,如何解决?配方为:Dow 201-10 65份;奇美757 28份;相容剂5份;硫醇甲基锡0.5份;168 0.2份;1076 0.1份料筒温度:200 200 225 225 225 225 215 205 195 190 ,螺杆转速180rpm挤出过程中发现口模处丝条偏软,没什么强度,一拉就断,不知是何原因?相容剂分别采用SMA、PS-g-MAH和丙烯酸酯类聚合物,但结果均差不多,丝条很容易断。
也尝试降低8~10区温度至200 185 180,但效果不太明显,虽然口模处的丝条挤出时略呈螺旋状,但强度仍很低。
哪位前辈能给点意见呢温度过低,提高温度,这样的温度熔指偏低。
挤出胀大比较严重吧?硫醇甲基锡0.5份?PC/ABS里面用它有什么作用?楼主可以一试我的PC/ABS相容剂ABS-G-MAH的,刚入行,工艺上还在学习中……PS:可免费提供样品供试样[1~3KG]体系粘度太低了吧温度有点低啊真空怎么样提高温度;165 200 225 225 240 240 245 245 245 240温度过太低了温度过低,提高温度,这样的温度熔指偏低。
4nu_L挤出胀大比较严重吧?尝试过提高各区温度,但温度提至245发现丝条变色严重,由白色变成灰色,而且熔体粘度非常低,根本无法抽丝。
温度较低时的确存在离模膨胀现象,真空度目前也还可以,是否是由于物料分解导致熔体粘度偏低呢35机的长径比40、通常螺杆组合。
最初熔融区温度设定为245,但口模出来的丝条已经由白色变成灰色,当时考虑高温下ABS可能发生热分解,故添加了少量有机锡和抗氧剂。
而且该设定温度下,丝条非常软,熔体压力也很低,大概1.0MPa左右。
降低各区温度后,丝条逐渐变硬,熔体压力也上升,大概2.8MPa左右,但存在挤出膨胀,丝条强度仍然偏低,很容易断条,难以抽丝切粒。
ABS的生产工艺

ABS的生产工艺
ABS(Acrylonitrile Butadiene Styrene)是一种有机高分子材料,它是由苯乙烯、丙烯腈和丁二烯三种单体通过聚合反应制得的。
ABS具有良好的耐热、耐寒、耐冲击和耐化学腐蚀性能,被广泛应用于汽车、电器、建材等领域。
下面将介绍ABS的生产工艺。
1. 原材料准备
ABS的制备原材料有苯乙烯、丙烯腈和丁二烯。
这些原材料必须经过准确的控制和混合,才能得到符合生产要求的ABS。
在这个过程中,通常需要人工控制原材料的比例和流量,并在一定温度和压力下进行加热和混合。
2. 聚合反应
ABS的生产过程是一个聚合反应过程。
该过程通常在一定的反应器中进行,反应器通常为连续流动或批量生产方式。
生产者必须仔细控制反应温度和反应时间,以获得合适的ABS质量。
3. 分离
ABS的制备过程中,未聚合的单体和其他杂质必须从聚合物中分离出来。
这个过程通常是通过溶剂萃取、过滤和离心分离等方法实现的。
4. 造粒
ABS生产的最后一个阶段是造粒,这是将ABS聚合物切成合适的颗粒大小的过程。
这个颗粒的大小必须符合规定的要求,才能在后续的生产工艺中得到应用。
5. 成品测试与质量控制
ABS的质量是在生产过程的每个阶段进行监测的。
这些测试可包括物质检查、密度和粘度测试以及成品检测和性能测试等。
然后,在保证ABS质量的前提下,将其放入储存设备中,以等待下一步的使用。
abs生产原理
abs生产原理ABS(Acrylonitrile Butadiene Styrene)是一种常见的工程塑料,具有优异的强度、韧性和耐化学性能。
它广泛应用于汽车、电子产品、家电等领域。
那么,ABS是如何生产的呢?下面我们来了解一下ABS的生产原理。
ABS的生产过程通常包括聚合、调整组分、造粒和成型等步骤。
聚合是指将三种单体物质丙烯腈(Acrylonitrile)、丁二烯(Butadiene)和苯乙烯(Styrene)经过聚合反应形成聚合物的过程。
在聚合过程中,丙烯腈、丁二烯和苯乙烯这三种单体物质按照一定比例混合后,通过加热使其发生聚合反应。
这个过程中需要加入引发剂,引发剂能够引发单体物质之间的化学反应,使其形成高分子聚合物。
聚合反应一般在高温条件下进行,以加快反应速度和提高产率。
在聚合过程中,需要控制好反应的温度、压力和时间,以确保聚合反应的进行。
温度过高或时间过长可能会导致聚合物结构的不稳定,影响ABS的性能。
因此,聚合过程需要精确控制各项参数。
聚合反应完成后,得到的聚合物需要进行组分的调整。
这是因为三种单体物质的比例可能不完全符合ABS的要求,需要通过添加适量的单体物质来进行调整。
调整组分的目的是使ABS的性能达到最佳状态,提高其强度、韧性和耐化学性能。
调整组分完成后,需要对聚合物进行造粒。
造粒是将聚合物切割成颗粒状,以便于后续的成型加工。
造粒过程通常采用熔融造粒的方法,即将聚合物加热至熔化状态,然后通过旋转刀片或挤出机将其切割成颗粒。
将造粒后的ABS颗粒进行成型加工。
成型加工是指将ABS颗粒加热至熔化状态,并通过注塑、挤出、吹塑等方法将其注入模具或模具中,然后冷却固化成型的过程。
成型加工的目的是将ABS颗粒加工成所需的产品形状,如汽车零部件、电子外壳等。
总结一下,ABS的生产原理主要包括聚合、调整组分、造粒和成型等步骤。
聚合是将丙烯腈、丁二烯和苯乙烯三种单体物质通过聚合反应形成聚合物;调整组分是为了使ABS的性能达到最佳状态;造粒是将聚合物切割成颗粒状;成型是将ABS颗粒加热至熔化状态后注入模具中固化成型。
ABS造粒
ABS造粒:对过滤系统的加工技术要求ABS是由苯乙烯、丁二烯和丙烯腈组成的共聚长链高聚物,由于苯乙烯和丙烯腈单体良好的硬度和抗冲击性能,加之丁二烯单体的共聚性能,使得ABS具有极其优异的机械性能。
绝大多数ABS用于家用电器元件以及汽车配件等的注塑件生产,另外一些用于热塑性挤塑片材,较少的一部分用于排水管的生产。
ABS可以和PC共混,制成可用于电器元件产品的注塑配件的合金。
一般应用中,阻燃剂会在共混过程中加入ABS中。
近几年来,无论是针对电子消费品还是汽车配件都表现出强劲需求的趋势,当然这些美观的配件产品正在变的更小巧,更轻薄,表面的要求更高(ABS经常需要表面喷漆),另外对色差的要求更严格。
ABS材料的一种加工特征就是受热后本色和象牙色都会变黄,剪切力会导致温度上升,原料对加工停留时间相对敏感,流动性差也会导致颜色变化。
如果对产品颜色有严格要求,这些问题应在加工中仔细考虑。
工艺技术要求根据ABS材料的特性和其生产工艺的特点,理想的ABS过滤应满足以下要求:◆ 严格控制压力波动鉴于ABS对剪切力的敏感性,过滤器无论安装在挤出机还是熔体泵的出口,都必须保证背压稳定。
这是非常重要的,否则会导致产品品质变化(如颜色的变化,产品发黄等)。
因此熔体压力只能在一个很小的范围内变化。
◆ 最佳流体力学ABS对停留时间十分敏感,因此最佳的熔体流道应尽可能的短,任何死角都会导致颜色变化,造成产品品质下降,同时过长的物料停留时间也会造成物料降解。
另外,阻燃剂对停留时间也特别敏感。
典型的ABS加工过程示意图◆全自动操作大多数ABS由大型厂家生产而且大多数设备是全自动操作。
任何加工过程的中断是不利于生产的(比如手动调节挤出机转速以补偿由于更换过滤网而产生的压力变化);并会引起产品质量的波动。
◆产品质量稳定性ABS造粒所使用的过滤系统比较ABS生产厂的产量通常为5000kg/h~14000kg/h之间,需高度自动化。
很显然,如果更换滤网过程中产生了价格低廉的等外品,会使利润减少,成本升高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ABS造粒:对过滤系统的加工技术要求
ABS是由苯乙烯、丁二烯和丙烯腈组成的共聚长链高聚物,由于苯乙烯和丙烯腈单体良好的硬度和抗冲击性能,加之丁二烯单体的共聚性能,使得ABS具有极其优异的机械性能。
绝大多数ABS用于家用电器元件以及汽车配件等的注塑件生产,另外一些用于热塑性挤塑片材,较少的一部分用于排水管的生产。
ABS可以和PC共混,制成可用于电器元件产品的注塑配件的合金。
一般应用中,阻燃剂会在共混过程中加入ABS中。
近几年来,无论是针对电子消费品还是汽车配件都表现出强劲需求的趋势,当然这些美观的配件产品正在变的更小巧,更轻薄,表面的要求更高(ABS经常需要表面喷漆),另外对色差的要求更严格。
ABS材料的一种加工特征就是受热后本色和象牙色都会变黄,剪切力会导致温度上升,原料对加工停留时间相对敏感,流动性差也会导致颜色变化。
如果对产品颜色有严格要求,这些问题应在加工中仔细考虑。
工艺技术要求
根据ABS材料的特性和其生产工艺的特点,理想的ABS过滤应满足以下要求:
◆ 严格控制压力波动
鉴于ABS对剪切力的敏感性,过滤器无论安装在挤出机还是熔体泵的出口,都必须保证背压稳定。
这是非常重要的,否则会导致产品品质变化(如颜色的变化,产品发黄等)。
因此熔体压力只能在一个很小的范围内变化。
◆ 最佳流体力学
ABS对停留时间十分敏感,因此最佳的熔体流道应尽可能的短,任何死角都会导致颜色变化,造成产品品质下降,同时过长的物料停留时间也会造成物料降解。
另外,阻燃剂对停留时间也特别敏感。
典型的ABS加工过程示意图
◆全自动操作
大多数ABS由大型厂家生产而且大多数设备是全自动操作。
任何加工过程的中断是不利于生产的(比如手动调节挤出机转速以补偿由于更换过滤网而产生的压力变化);并会引起产品质量的波动。
◆产品质量稳定性
ABS造粒所使用的过滤系统比较
ABS生产厂的产量通常为5000kg/h~14000kg/h之间,需高度自动化。
很显然,如果更换滤网过程中产生了价格低廉的等外品,会使利润减少,成本升高。
另外,更换滤网后,生产能否在15分钟就可以达到正常状态,这也是难以确定的,因为还取决于设备的操作程序是否正确。
◆更精细过滤的可能性
对ABS产品(如电器元件部件和汽车配件)加工质量的日益增长的要求,使得ABS生产商对产品的过滤细度不仅仅要达到160或200μm(80或100目),而且已有部分生产商要求ABS的过滤细度比60μm(250目)还要细。
面临的问题
由于ABS对停留时间和剪切力十分敏感,为了保证过滤器前后压差较小,可以简单安装一个具有较大的有效过滤面积的过滤器,但这样又带来了新的问题——过滤器不但要保证足够大的过滤面积还要提供最佳的的熔体流动。
更精细的过滤器意味着过滤器中脏料累积会越来越快,因此,理想的过滤器应该可以快速处理脏料同时不会对生产操作及产品质量造成不良影响。
ABS过滤系统
自从20年前格诺斯公司的第一台ABS过滤系统面世以来,一直致力于发展适合ABS生产要求的过滤系统,随着SFXmagnus和RSFgenius旋转过滤系统的面世,两个过滤系统已被证实不但能够满足ABS生产的要求,同样适应SAN和PS,并可以实现ABS生产商对现在和未来的过滤细度的期望值。
两系统的特征是过滤转盘处于前后两个模块中间,与外界环境隔离,不受环境的影响。
一个密封门可供更换滤网。
流道设计中避免了死角以保证停留时间尽量短。
格诺斯过滤器的一个特性就是过滤器可与客户的原有装置可有效地整合成一个整体。
过滤盘上均匀分布着滤网穴,过滤网放置在滤网穴内。
转盘的转动由控制系统的时间或者压力控制,转盘每次只旋转很小的角度,通过这种方式,可以确保有效过滤面积保持不变而且熔体压力变化较小(RSFgenius不超过±2bar,SFXmagnus在一个很狭窄的范围内变化)。
SFXmagnus和RSFgenius可满足ABS加工的期望要求如下:(过滤器可确保严格控制压力波动)
RSFgenius:RSFgenius具有自动清洗功能,过滤网最多可以重复使用300次,即系统可使用几个月(在更换过滤盘的过程中不需要停机,不影响生产),压力波动在2bar之间。
SFX magnus:SFXmgnus过滤盘旋转,转盘多次周而复始旋转。
随着脏料的增加,压差增加。
当达到一个事先设定的压差时,操作员可不停机更换过滤网并且重新开始。
如有必要,整个系统可以在+/-3bar压力范围内操作。
最佳流体设计
旋转式过滤系统RSFgenius和SFXmagnus设计可确保最佳的熔体流动。
在过滤过程中高聚物的分流和更换滤网不会影响流体流动。
而且,旋转盘完全密封与空气隔绝,因此,除了较短时间内打开换网门更换滤盘外(时间不是很长不会对产品的质量造成影响),整个装置始终处于密封状态。
最后,系统不存在由于材料长期暴露在氧气和温度的环境下导致材料降解的区域,不会产生降解物料,不用担心会有降解物料进入最终产品中。
RSFgenius和SFXmagnus的设计可以确保与前后设备连接的整体性,以保证熔体最短流动时间。
自动操作
两种过滤器都通过PLC控制系统控制,控制系统具有触屏,易于操作。
与传统的过滤器不同,RSFgenius和SFXmagnus即使在更换滤网的过程中,过滤面积也不会发生变化。
不需要手动调整设备(比如在更换滤网的过程中不需手动调整设备(如挤出机转速)和无需将产品切换至次等品原料等)。
RSFgenius:可自动保持系统压差稳定,控制系统配有计数器,可根据客户事先的设定,或工艺条件恶化前,报警提示客户需要更换过滤网。
SFXmagnus:系统自动按照时间模式操作,根据压差,控制系统报警,提示客户需要更换过滤网,更换滤网的过程不会影响系统工艺和压力的稳定性。
产品质量稳定性
与ABS生产线上使用的传统的过滤装置比较,格诺斯公司的旋转过滤系统能够为客户产生显著的经济效益,并具有明显的技术优势。
1、更换滤网过程中无需停机,没有次等品产生;
2、更换滤网过程中不会“断条”;
3、更换滤网过程中没有颜色变化。
以上几点都是格诺斯公司的过滤器在ABS造粒应用中完全可以保证的。
更精细过滤的可能性
如果简单安装一个过滤面积大,并且差压适宜的过滤器,这样其实没有考虑ABS造粒的特点。
大的过滤面积意味着:流体滞留;由于脏饼更易形成,使得过滤网频繁更换,容易导致产品质量变化。
RSFgenius和SFXmagnus专业化设计可以和前后设备连接成一个完整的整体,可使熔体流动(即使装置具有比较大的表面面积)达到最佳化。
RSFgenius和SFXmagnus更大的优势是可保持过滤面积的稳定,传统的双柱塞过滤装置不利之处在于为了弥补更换滤网时,单柱塞过滤面积过小,而妥协采用过大面积的柱塞设备,造成极差的熔体流动性。
RSFgenius具有自清洗功能,可使得滤网重复使用300次以上,即使超细过滤中脏料产生很快时,系统也会根据材料的污染程度自动调整并保持稳定的运行条件。
过滤系统的最佳整体化设计
格诺斯公司可根据加工艺条件为客户定制适合的过滤系统,此时,双螺杆可直接伸入过滤器入口内部,可以容易地将熔体传送到滤盘,然后过滤装置外组块出口可与挤出机模头连成一体,而不需要法兰连接(模头的入口是个狭缝)。
该系统不需要任何连接件,使熔体从圆形向狭缝转换(如法兰盘),这显著减少了系统内的熔体体积,因此产品等级切换迅速。
格诺斯公司的理念是不仅提供切实满足客户要求的熔体过滤系统产品而且希望成为ABS加工流程中一个重要的环节而不仅仅是一个配角。
格诺斯公司的旋转过滤系统已建立在世界ABS生产领域的领导地位,在实际运用中,向ABS生产厂商展现的不仅仅是产品质量和生产效率的提高,而且使他们能够满足其客户对更高品质的要求。