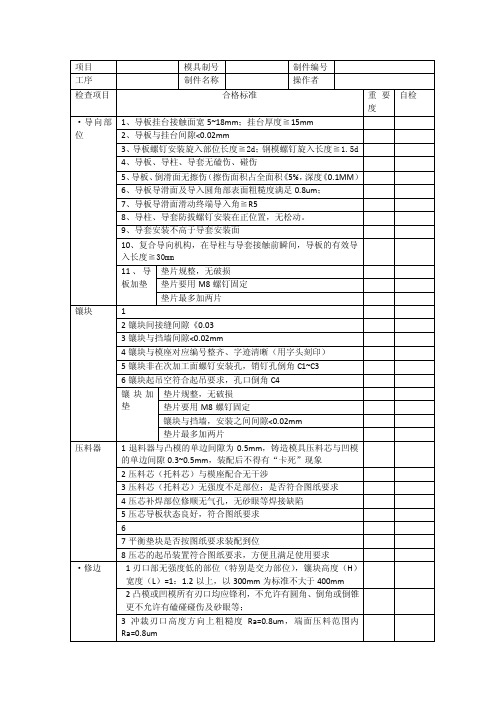
模具检验记录表
合集下载
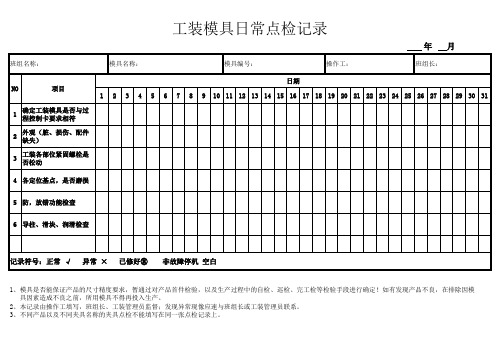
工装模具日常点检记录
月
4 各定位基点,是否磨损 5 防,放错功能检查 6 导柱、滑块、润×
已修好ⓧ
非故障停机 空白
1、模具是否能保证产品的尺寸精度要求,暂通过对产品首件检验,以及生产过程中的自检、巡检、完工检等检验手段进行确定!如有发现产品不良,在排除因模 具因素造成不良之前,所用模具不得再投入生产。 2、本记录由操作工填写,班组长、工装管理员监督;发现异常现像应速与班组长或工装管理员联系。 3、不同产品以及不同夹具名称的夹具点检不能填写在同一张点检记录上。
工装模具日常点检记录
年
班组名称: 模具名称: 模具编号: 日期 NO 项目 1 1 2 3 确定工装模具是否与过 程控制卡要求相符 外观(脏、损伤、配件 缺失) 工装各部位紧固螺栓是 否松动 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工: 班组长:
模具出厂检验记录表

浇口套内径尺寸、是否氮化处理
浇口套与模框上表面是否平齐
流道及内浇口抛光是否达到要求
集渣包、排气抛光是否达到要求
推杆机构
顶板运动是否平稳、无卡滞、无异响
顶杆从正面插入无卡滞
复位拉杆孔位及大小是否符合客户压机
复位杆头部是否清角
冷却系统
动衬模冷却水管是否装齐并测漏
定衬模冷却水管是否装齐并测漏
浇口套、分流锥冷却水管是否装齐并测漏
滑块冷却水管是否装齐并测漏
集中分水器是否装置单个冷却开关
水管接头形式与尺寸是否符合客户要求
其它
模具表面是否有凹凸不平缺陷
模具外形倒角是否均匀、大小是否合适
模具吊装是否平稳,吊环能否拧到底。
形腔工作表面、滑块部位是否有防锈油
模框是否打有敲模孔
模具表面是否喷漆
模具铭牌是否安装
模具快换销是否装置双层细牙顶丝
油缸油管接头是否符合客户要求
行程开关在行程范围内是否与定模框干涉
斜导柱行程准确
滑块档板安装准确
分
型
面
平滑、无刀痕、无凹陷、凸起、圆角顺滑
衬模和浇口套分流锥高出模框
复位杆凹入分型面
衬模外形R角与模框配合间隙
大平面着红丹情况
侧面分型面着红丹情况、过盈拉黑情况
浇注系统
定位环尺寸、45#与H13组合是否平齐
模具出厂检验记录表
模具名称
模具组长
检验日期
检验项目
要求值
实际情况
结论
型腔
有无积碳、碰伤、拉伤、划伤痕迹
型腔表面光洁度,有无未抛光部位
型腔过渡圆角
滑块抽芯机构
滑块底部与分型面间隙
滑块侧面与模芯配合间隙
滑块座与滑道配合间隙
浇口套与模框上表面是否平齐
流道及内浇口抛光是否达到要求
集渣包、排气抛光是否达到要求
推杆机构
顶板运动是否平稳、无卡滞、无异响
顶杆从正面插入无卡滞
复位拉杆孔位及大小是否符合客户压机
复位杆头部是否清角
冷却系统
动衬模冷却水管是否装齐并测漏
定衬模冷却水管是否装齐并测漏
浇口套、分流锥冷却水管是否装齐并测漏
滑块冷却水管是否装齐并测漏
集中分水器是否装置单个冷却开关
水管接头形式与尺寸是否符合客户要求
其它
模具表面是否有凹凸不平缺陷
模具外形倒角是否均匀、大小是否合适
模具吊装是否平稳,吊环能否拧到底。
形腔工作表面、滑块部位是否有防锈油
模框是否打有敲模孔
模具表面是否喷漆
模具铭牌是否安装
模具快换销是否装置双层细牙顶丝
油缸油管接头是否符合客户要求
行程开关在行程范围内是否与定模框干涉
斜导柱行程准确
滑块档板安装准确
分
型
面
平滑、无刀痕、无凹陷、凸起、圆角顺滑
衬模和浇口套分流锥高出模框
复位杆凹入分型面
衬模外形R角与模框配合间隙
大平面着红丹情况
侧面分型面着红丹情况、过盈拉黑情况
浇注系统
定位环尺寸、45#与H13组合是否平齐
模具出厂检验记录表
模具名称
模具组长
检验日期
检验项目
要求值
实际情况
结论
型腔
有无积碳、碰伤、拉伤、划伤痕迹
型腔表面光洁度,有无未抛光部位
型腔过渡圆角
滑块抽芯机构
滑块底部与分型面间隙
滑块侧面与模芯配合间隙
滑块座与滑道配合间隙
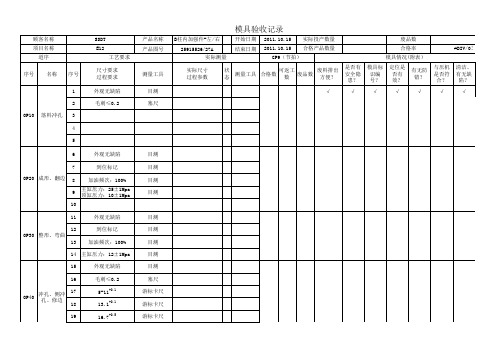
模具验收记录表
+0.1
SSDT E12 工艺要求 尺寸要求 过程要求 外观无缺陷 毛刺≤0.2
产品名称 产品图号
B柱内加强件-左/右 25915526/27A 实际测量
开始日期 结束日期
2011.10.15 2011.10.15 GP9(节拍)
实际投产数量 合格产品数量 是否有 安全隐 患? √ 模具标 识编 号? √
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
#DI?
#DIV/0!
硬度记 录?
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
模具验收记录
顾客名称 项目名称 道序 序号 名称 序号 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 SSDT E12 工艺要求 尺寸要求 过程要求 测量工具 产品名称 产品图号 B柱内加强件-左/右 25915526/27A 实际测量 实际尺寸 过程参数 开始日期 结束日期 2011.10.15 2011.10.15 GP9(节拍) 是否有 安全隐 患? 模具标 识编 号? 实际投产数量 合格产品数量 废品数 合格率 模具情况(附表) 定位是 否有 效? 有无防 错? 与压机 是否符 合? 清洁、 有无缺 陷? #DIV/0!
废品数 合格率 模具情况(附表) 定位是 否有 效? √ 有无防 错? √ 与压机 是否符 合? √ 清洁、 有无缺 陷? √ #DIV/0!
测量工具 目测 塞尺
实际尺寸 过程参数
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便? √
外观无缺陷 到位标记 加油频次:100% 主缸压力:25±1Mpa 顶缸压力:10±1Mpa
目测 目测 目测 目测
SSDT E12 工艺要求 尺寸要求 过程要求 外观无缺陷 毛刺≤0.2
产品名称 产品图号
B柱内加强件-左/右 25915526/27A 实际测量
开始日期 结束日期
2011.10.15 2011.10.15 GP9(节拍)
实际投产数量 合格产品数量 是否有 安全隐 患? √ 模具标 识编 号? √
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
#DI?
#DIV/0!
硬度记 录?
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
模具验收记录
顾客名称 项目名称 道序 序号 名称 序号 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 SSDT E12 工艺要求 尺寸要求 过程要求 测量工具 产品名称 产品图号 B柱内加强件-左/右 25915526/27A 实际测量 实际尺寸 过程参数 开始日期 结束日期 2011.10.15 2011.10.15 GP9(节拍) 是否有 安全隐 患? 模具标 识编 号? 实际投产数量 合格产品数量 废品数 合格率 模具情况(附表) 定位是 否有 效? 有无防 错? 与压机 是否符 合? 清洁、 有无缺 陷? #DIV/0!
废品数 合格率 模具情况(附表) 定位是 否有 效? √ 有无防 错? √ 与压机 是否符 合? √ 清洁、 有无缺 陷? √ #DIV/0!
测量工具 目测 塞尺
实际尺寸 过程参数
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便? √
外观无缺陷 到位标记 加油频次:100% 主缸压力:25±1Mpa 顶缸压力:10±1Mpa
目测 目测 目测 目测
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
模具日常点检记录表
模具编号: NO: 保养项目
要求
*********公司
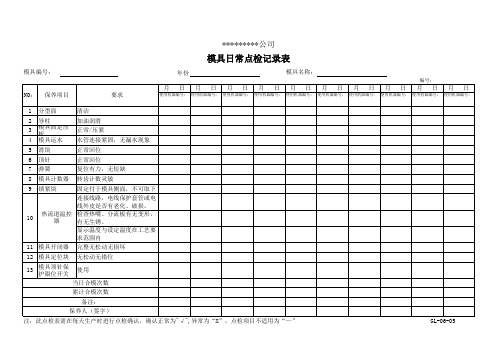
模具日常点检记录表
年份
模具名称:
编号:
月日 月日 月日 月日 月日 月日 月日 月日 月日 月日
使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号:
1 分型面
清洁
2 导柱
加油润滑
3
模具固定压 板
正常/压紧
4 模具运水 水管连接紧固,无漏水现象
5 滑块
正常回位
6 顶针
正常回位
7 弹簧
复位有力,无短缺
8 模具计数器 转齿计数灵敏
9 锁紧块
固定付于模具侧面,不可取下
连接线路,电线保护套管或电 线外皮是否有老化、破损。
10
热流道温控 检查热嘴、分流板有无变形,
器Байду номын сангаас
有无生锈。
显示温度与设定温度在工艺要 求范围内
11 模具开闭器 完整无松动无损坏
12 模具定位块 无松动无错位
13
模具顶针保 护限位开关
使用
当日合模次数
累计合模次数
备注:
保养人(签字)
注:此点检表需在每天生产时进行点检确认,确认正常为"√",异常为“X”,点检项目不适用为“—”
GL-06-05
要求
*********公司
模具日常点检记录表
年份
模具名称:
编号:
月日 月日 月日 月日 月日 月日 月日 月日 月日 月日
使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号:
1 分型面
清洁
2 导柱
加油润滑
3
模具固定压 板
正常/压紧
4 模具运水 水管连接紧固,无漏水现象
5 滑块
正常回位
6 顶针
正常回位
7 弹簧
复位有力,无短缺
8 模具计数器 转齿计数灵敏
9 锁紧块
固定付于模具侧面,不可取下
连接线路,电线保护套管或电 线外皮是否有老化、破损。
10
热流道温控 检查热嘴、分流板有无变形,
器Байду номын сангаас
有无生锈。
显示温度与设定温度在工艺要 求范围内
11 模具开闭器 完整无松动无损坏
12 模具定位块 无松动无错位
13
模具顶针保 护限位开关
使用
当日合模次数
累计合模次数
备注:
保养人(签字)
注:此点检表需在每天生产时进行点检确认,确认正常为"√",异常为“X”,点检项目不适用为“—”
GL-06-05
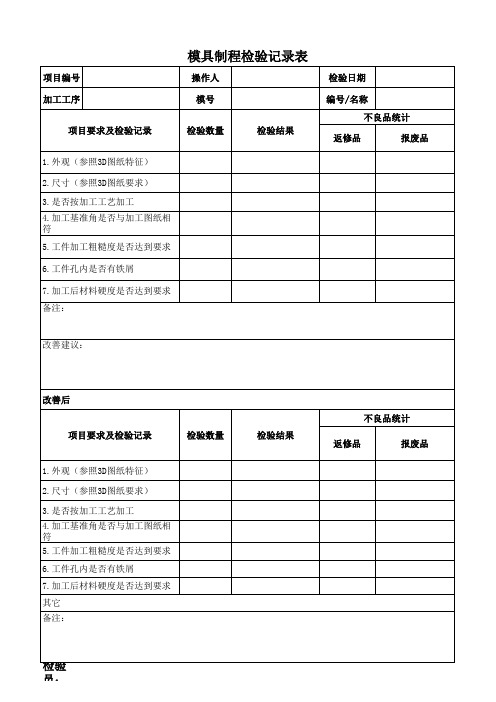
模具制程检验记录表
改善建议:
改善后 不良品统计 项目要求及检验记录 检验数量 检验结果 返修品 报废品
1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求)工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 其它 备注:
模具制程检验记录表
项目编号 加工工序 项目要求及检验记录 1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求) 3.是否按加工工艺加工 4.加工基准角是否与加工图纸相 符 5.工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 备注: 操作人 模号 检验数量 检验结果 检验日期 编号/名称 不良品统计 返修品 报废品
检验员:
审核:
压铸模具检验记录表

15MM
导柱
光洁度Ra0.8配合自由
硬度
HRC44-50
型腔主要孔、型芯尺
2
模寸 芯 表面粗糙度
Ra0.4um
装配尺寸
凸出动、定模板0.1MM以上 合模后前后模间隙小于1MM
顶
3
出 顶针 部
位
复位杆
加工面顶针凹入01~0.30MM 非加工面凸出0.1~0.2MM
轴向间隙小理01MM
拉钩是否定位
与定模套板配制碰穿,碰穿间隙小于 0.1MM
产品名 称
设计者
序号
项目
产品名称、图号
压铸模检验记录表
产品图号
模具号
制造者
完工日 期
检 查内容技术要求检测Fra bibliotek录自查结论
质量中心检验员复核结 论
用CNC刻在模架上
吊装孔
位置合理、大小合理
1
模 架
压板槽
上下方向开通
125T/160T/180T/280T机φ110深
浇口套和机床联接 10MM,500T/630T/800T机φ165深
浇 浇口套内径,光洁度 设计直径Ra0.8
4
注 系
进料口,位置、载面 积
进料口厚度1.0~2.0MM
统 排气槽
要求开通
配 合模间隙
5
合
活 动
各活动部位
小于0.5MM,红彤配到位
位置准确,动作可靠,不得歪 斜,相 对固定零件不允许窜动
6
滑 块
配合部位
异滑灵活,运动平稳
合模后与锲块压紧,接触面积不 上
水路是否畅通 分流锥浇口套
是否有与水管连接的螺纹
冷
7
却 系 前后模芯
模具检验记录表
10 异型孔和非平面安装的凹模套及镶套安装孔必须加防转措 · 施 11 凹模套安装到底无悬空;凹模套与型面符型(允许凹模套高 于型面留有微量研量) 12 废料孔通畅无台阶 13 压、托料与冲头安装座无干涉现象 14 使用球锁紧凸模时,冲孔凸模周围的压料芯采用镶块式结 构,以使凸模拆卸方便
翻边、整 1 工作型面光顺无无用螺钉孔、销钉孔或其他孔;无磕伤碰伤;
4 废料滑板的板厚要符合要求,无变形,啊滑料板厚 1.8mm, 啊滑料板厚 2.5mm
5 废料盒要有防脱措施,防止模具起吊过程脱落 6 废料盒与模具型腔壁贴合,并且取放方便
7 折叠式废料滑板要用链条固定 ,不允许将链条固定在上模, 并且折叠固定后废料滑板不允许超出模具顶面
1 料厚(t)《1.5mm,刃口保留高度≧5mm 21.6mm 料厚(t)《3mm,刃口保留高度≧7mm
冲孔
7 修边镶块螺钉、销钉布局合理,螺钉、销孔不允许在一条直 线上 8 刃口镶块的材料牌号、编号需在镶块上打印清楚 1 冲头与固定座安装牢靠,无晃动 2 冲头刃口锋利无损伤 3 冲头弹料销活动自如,无卡滞现象 4 冲头安装销钉是,是否加销堵,起防止脱落保护措施 5 销钉松紧度合理,螺钉安装符合要求(冲头 10 个以下全部 拆检)
格)
3 斜楔压板与导滑面间隙《0.03mm
废料滑 板、废 盒
刃口背空 ·弹簧
键 安全
4 外漏的气缸、裸露的弹簧有安全防护措施 5 斜楔行程背板安装面铸件壁厚应在 60mm 以上,以确保安全
6 导板安装符合图纸要求 7 斜楔各部件刻印正确无误(包括镶块,冲头等与模座安装面 的对应标记刻印)
8 斜楔和挡墙间隙<0.02mm
自检
4、刃口要求锋利,不允许有过烧现象以及与刃口方向平行的 裂纹;垂直裂纹允许 100mm 内《3 个,裂纹宽度<0.05,长度 <5mm 5 上模修边镶块上螺钉、销钉有防脱落措施(螺钉加弹垫,销 钉加丝堵或弹簧销堵),特殊情况加盖板防脱 6 凸凹模刃口过渡出要有圆弧平顺连接,不允许有尖角或应力 集中
模具点检记录表

干净后均匀喷上防锈剂
。
点检人
审核(至少每周一次) 说明:正常(完成)“√”、异常“△”。
模具点检记录表
模具编号:
JL/QR09-94A
点检频率及内容
月/日
1.模具的冷却水路无异 物,无水路不通。ຫໍສະໝຸດ 生产 前模 具保养
2.模具胶口套、圆弧无 损伤,无残留的异物。
3.固定模板的螺丝和锁 模夹,检查是否拧紧。
4.模具型腔面清除型腔
表面的防锈油,无异物
、无锈迹。
1.导柱、导套、回针、
推杆、滑块、型芯,随
生产 中模 具保
养
时观察,定时检查,适 时擦洗,每班对其加油 保养。 2.所有的压板螺丝,长 单生产时,需每4天进
行检查/紧固码模螺丝
工作。
1.所有的紧固螺丝,长
单生产时,需安排人员
每4天进行检查/紧固码
生产 模螺丝工作。
后模 2.模具型腔,检查模具
具保 型腔表面是否有残留的
养 胶丝,异物等;如有用
清模剂,棉布将其清理
模具评审记录

E. 油缸动模抽芯2顶出
模 G. 油缸顶板2级顶复位
作 M. 合模 分 析 O .油缸定模抽芯1复位
Q. 油缸动模抽芯1复位
F. 油缸顶板1级顶出 H. 设备顶针顶出 J. 设备顶针退回 L. 油缸顶板1级复位 N. 油缸定模抽芯2复位 P. 油缸动模抽芯2复位 R. 塑料注射
33 是否有顶杆布置在不平整产品面,顶杆是否设计止转,头部斜面是否防滑
34 是否有粘上模可能、顶出行程是否足够、是否需先复位、是否需二次顶出
35
是否设计微动开关、开关座和计数器,开关座是否设置在非操作侧模脚中间位置(注意注塑机 压板位置)
36 是否适合机械手取件,嵌件模导柱是否在非嵌件侧
37 用拉攀做先复位是否与注塑机模板相符,最多横向中心用上下两个拉攀
43 整个零件的支撑柱是否均匀分布,特别是注射中心区域,尽量不要与顶出孔干涉
44 上下模仁厚度是否足够,上下模板厚度是否足够,滑块锁紧块强度是否足够
45 模仁定位是否需要用锲紧块定位或两直边和两斜边,模仁及镶件厚度尾数是否为3或8
46 所有镶件和斜顶沿周是否做圆角以增加模具强度
冷却
47 水路可持续流动,水路是否均匀分布;一般不在塑件熔接的地方设置水路﹐避免影响制品强度
28
斜顶配合斜面的角度是否大于斜顶运动角度(即斜顶杆角度)2-3度,保证运动复位时不会有 碰伤
29 与斜顶座的配合是否有足够强度、耐用
30 顶针规格是否合适(尽量用大顶针和较少规格),是否兼作排气作用
31 检查模具设计的顶出,确保不会有干涉。3D模具数模的运动分析是必须的
32 是否均匀顶出(会引起脱模困难、及外观问题),官位长度为顶针直径3到5倍
电镀类零件
58 零件应尽量在非外观面上多设置几个装挂位置,以保证零件镀层的均匀
注塑模具点检记录

底座 座 座 座 位 位 垫
T
槽 板 架 架 接块
(智 (智 (一 (智 隔 隔 高 安装 型 开关 (智 (智 (一 (智 (智 插
能) 能) 体) 能) 板 板 块 挂件 架 导轨 能) 能) 体) 能) 能) 销
E
清理干净模芯/镶件上的粘料
模芯
F /镶 去除模芯/镶件表面的锈斑 针 检查模芯/镶件成型部位是否
G
有裂纹或缺损
H 浇口 清理干净浇口套处粘料
I
清理干净滑道/滑块处粘料
J 滑块 去除滑道/滑块表面的锈斑
/滑 检查滑块成型部位是否有裂 K 道 纹或缺损
修配滑块、滑道确保间隙合
L
适并滑动自如
检查冷却水管破损、漏水部
M 水路 位并修复,堵塞的维修
N
停机时清理水路
点检责任人
1.按要求对模具进行检查和保养,检查完在相对应处打“√”,若有异常在相对应处打“×”,如未使用则用“○”表示,检查完后签名,由主管监督审核。2. 在检查中发现异常要立即向主管报告,待异常消除后方可继续生产。
年 序号 项目
月份:
设备名称 检查内容
总控 盖小 门 (智 能)
A
导柱/导套全面擦拭干净
B 导柱 喷洒防锈油
顶针取出模芯,清洗干净并刷
C
顶针
油 检查顶针外表面及端面是否
D
有拉伤及变形,需要时更换
总控 盖小 门 (一 体)
注塑模具维护保养点检表
总控 总控
箱盖 箱盖 插卡
四六
插卡
组合 组合 浇
面 面 小门 下箱 表 表 铜 铜排 封 四表 六表 小门
通用 通用 口
(智 (一 (一 盖小 位 位 排 座压 柱 位盖 位盖 (智 用户 箱盖 下箱 盖
模具验收记录表
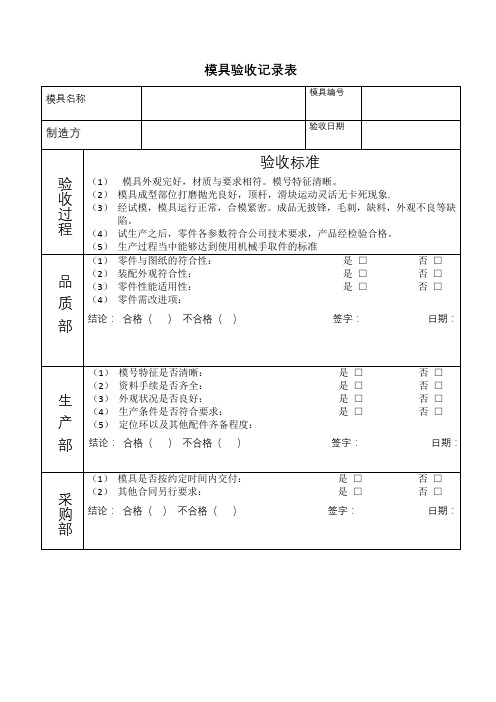
(5)生产过程当中能够达到使用机械手取件的标准
品质部
(1)零件与图纸的符合性:是□ 否 □
(2)装配外观符合性:是□ 否 □
(3)零件性能适用性:是□ 否 □
(4)零件需改进项:
结论:合格 否 □
(2)资料手续是否齐全:是□ 否 □
(3)外观状况是否良好:是□否□
模具验收记录表
模具名称
模具编号
制造方
验收日期
验收过程
验收标准
(1)模具外观完好,材质与要求相符。模号特征清晰。
(2)模具成型部位打磨抛光良好,顶杆,滑块运动灵活无卡死现象.
(3)经试模,模具运行正常,合模紧密。成品无披锋,毛刺,缺料,外观不良等缺陷。
(4)试生产之后,零件各参数符合公司技术要求,产品经检验合格。
(4)生产条件是否符合要求:是□否□
(5)定位环以及其他配件齐备程度:
结论:合格()不合格()签字:日期:
采购部
(1)模具是否按约定时间内交付:是□否□
(2)其他合同另行要求:是□ 否 □
结论:合格()不合格()签字:日期:
品质部
(1)零件与图纸的符合性:是□ 否 □
(2)装配外观符合性:是□ 否 □
(3)零件性能适用性:是□ 否 □
(4)零件需改进项:
结论:合格 否 □
(2)资料手续是否齐全:是□ 否 □
(3)外观状况是否良好:是□否□
模具验收记录表
模具名称
模具编号
制造方
验收日期
验收过程
验收标准
(1)模具外观完好,材质与要求相符。模号特征清晰。
(2)模具成型部位打磨抛光良好,顶杆,滑块运动灵活无卡死现象.
(3)经试模,模具运行正常,合模紧密。成品无披锋,毛刺,缺料,外观不良等缺陷。
(4)试生产之后,零件各参数符合公司技术要求,产品经检验合格。
(4)生产条件是否符合要求:是□否□
(5)定位环以及其他配件齐备程度:
结论:合格()不合格()签字:日期:
采购部
(1)模具是否按约定时间内交付:是□否□
(2)其他合同另行要求:是□ 否 □
结论:合格()不合格()签字:日期:
模具检查维修记录表

模具检查维修记录
模具编号
模具名称
维修单位
模具类型 □ 落料模 □ 成型模
维修员
ห้องสมุดไป่ตู้
维修时间
检查模具刃口是否磨损
□有□无 检查模具是否有配件缺失
□有□无
检查弹簧是否断裂
□有□无 检查模具是否有裂纹
□有□无
检查是否有废料堵塞现象
□有□无 检查模面是否有压痕
□有□无
检查模具是否生锈 检查项目
清理模面油脂
□有□无 检查顶杆、卸料装置是否卡死 □有□无
□有□无 检查凸模是否磨损、断裂
□有□无
导柱、导套、斜楔机构润滑
□有□无 检查凸、凹模是否擦伤
□有□无
导柱、导套、是否擦伤
□有□无 紧固螺钉是否松动
□有□无
检查模面是否有铁屑及异物
□有□无
□有□无
检查异常及对策
□有
□无
编制日期
审核日期
模具编号
模具名称
维修单位
模具类型 □ 落料模 □ 成型模
维修员
ห้องสมุดไป่ตู้
维修时间
检查模具刃口是否磨损
□有□无 检查模具是否有配件缺失
□有□无
检查弹簧是否断裂
□有□无 检查模具是否有裂纹
□有□无
检查是否有废料堵塞现象
□有□无 检查模面是否有压痕
□有□无
检查模具是否生锈 检查项目
清理模面油脂
□有□无 检查顶杆、卸料装置是否卡死 □有□无
□有□无 检查凸模是否磨损、断裂
□有□无
导柱、导套、斜楔机构润滑
□有□无 检查凸、凹模是否擦伤
□有□无
导柱、导套、是否擦伤
□有□无 紧固螺钉是否松动
□有□无
检查模面是否有铁屑及异物
□有□无
□有□无
检查异常及对策
□有
□无
编制日期
审核日期
试模验证记录

试模验证记录记录编号:
表号:
模具名称、编号:验证设备:规定:实用:
结构(精度)验证内容
注塑Байду номын сангаас态验证内容
项目
判定
项目
判定
项目
判定
项目
判定
模具吊装
塑品脱模
不满
顶白
模具开合
取件障碍(含料把)
缩凹
折白
分型配合面
料流均衡(含中空)
溢边
粘模
模具清洁度
重点模温测点
翘曲、变形
拉毛
标牌、字符
涨模值≤0.02MM
段差
烧伤
项目工程师
模具师
注塑工艺师
注塑负责人签字
***有限公司 第 页 共 页
侧内抽
尺寸控制要求
排气
熔接痕
先复位开关装置
气辅是否合理
热流道温控是否可靠
冷料痕
电器系统
液压系统
串水
系统
是否渗漏
料流痕
顶出
系统
是否平衡
滑块
运动
是否平衡
是否畅通
气泡
回位可靠
限位可靠
冷却效果
喷花
周期(秒/模)
压力加大10%模具承受能力好□一般□差□
验证状态:有脱模剂□无脱模剂□模温(动模/静模)℃/℃
共验证件模
注塑机参数
成型物料
注塑机型号
材料型号、牌号及颜色
最大注射压力
额定注射量
干燥温度
干燥时间
螺杆直径
额定锁模力
制品重量
浇道重量
料筒温度(℃)
模具温度(℃)
喷嘴(1)
前1(2)
前2(3)
表号:
模具名称、编号:验证设备:规定:实用:
结构(精度)验证内容
注塑Байду номын сангаас态验证内容
项目
判定
项目
判定
项目
判定
项目
判定
模具吊装
塑品脱模
不满
顶白
模具开合
取件障碍(含料把)
缩凹
折白
分型配合面
料流均衡(含中空)
溢边
粘模
模具清洁度
重点模温测点
翘曲、变形
拉毛
标牌、字符
涨模值≤0.02MM
段差
烧伤
项目工程师
模具师
注塑工艺师
注塑负责人签字
***有限公司 第 页 共 页
侧内抽
尺寸控制要求
排气
熔接痕
先复位开关装置
气辅是否合理
热流道温控是否可靠
冷料痕
电器系统
液压系统
串水
系统
是否渗漏
料流痕
顶出
系统
是否平衡
滑块
运动
是否平衡
是否畅通
气泡
回位可靠
限位可靠
冷却效果
喷花
周期(秒/模)
压力加大10%模具承受能力好□一般□差□
验证状态:有脱模剂□无脱模剂□模温(动模/静模)℃/℃
共验证件模
注塑机参数
成型物料
注塑机型号
材料型号、牌号及颜色
最大注射压力
额定注射量
干燥温度
干燥时间
螺杆直径
额定锁模力
制品重量
浇道重量
料筒温度(℃)
模具温度(℃)
喷嘴(1)
前1(2)
前2(3)
工装模具日常点检记录表

3
齿轮传动无异常响声。
4 曲轴、滑块、连杆螺栓无松动
5
各类操作指示灯显示正常。
6
滑块导轨面无拉伤。
7
模具紧固螺栓无松动。
8 离合器性能良好,无异常响声。
9 油路正常、无阻塞、溢漏油现象
10 按键和脚踏开关灵敏、无延迟。
11 光电保护装置工作正常无延迟。
12 电源线路连接正常、无短路破损
13
电机运转正常,无杂声。
设备日常点检表
版 本:C/0
设备名称
设备编号
设备型号
使用部门
六车间 日期
序号
点检项目
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注
1
检查工作台机床周围无杂物
2 润滑部位润滑脂(油)充足。
点 检人
异常描述及改善结果追踪 1、注:良好打“√”;不正常打“×
模具点检记录表范本
模具点检记录表范本
以下是一个简单的模具点检记录表范本。
您可以根据实际需要进行修改。
模具点检记录表
记录日期: ____________
检查员: ____________
模具编号: ____________
检查项目检查标准检查结果备注
1. 模具外观无明显划痕、裂纹或撞击痕迹
2. 锁模力在指定范围内
3. 定位环无磨损、松动
4. 冷却水道畅通无堵塞
5. 喷嘴状态无磨损、堵塞
6. 顶针状态无弯曲、断裂
7. 模腔表面无杂质、烧伤
8. 安全防护装置完好无损、有效
9. 润滑系统正常工作,无泄漏
10. 其他特殊要求如温度、湿度等
总体评价: ____________ (优、良、中、差)
建议措施: ________________________________________。
注塑模具验收记录表

பைடு நூலகம்□OK
□NG
11. 定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底 板10~20mm。顾客另有要求的除外。
□OK
□NG
12. 模具外形尺寸应符合指定注塑机的要求。
□OK □NG
13. 安装有方向要求的模具应在前模板或后模板上用箭头标明安装方 向,箭头旁应有“UP”字样,箭头和文字均为黄色,字高为50 mm。
5. 顶出距离应用限位块进行限位
□OK □NG
6. 复位弹簧应选用标准件,弹簧两端不得打磨,割断。
□OK □NG
7. 滑块、抽芯应有行程限位,小滑块用弹簧限位,弹簧不便安装时可 用波子螺丝;油缸抽芯必须有行程开关。
□OK
□NG
备注
8. 滑块抽芯一般采用斜导柱,斜导柱角度应比滑块锁紧面角度小2° ~3°。滑块行程过长应采用油缸抽拔。
mm,球头处有
□OK
□NG
5. 球头拉料杆应可靠固定,可压在定位圈下面,可用无头螺丝固定, 也可以用压板压住。
□OK
□NG
6. 浇口、流道应按图纸尺寸要求用机应加工,不允许手工甩打磨机加 □OK □NG
7. 点浇口浇口处应按规范要求。
□OK □NG
8. 分流道前端应有一段延长部分作为冷料穴。
□OK □NG
□OK
□NG
14. 模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以 及影响外观的缺陷。
□OK
□NG
15. 模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得 与水嘴、油缸、预复位杆等干涉。
□OK
□NG
02模具材料和硬度
□OK □NG
1. 模具模架应选用符合标准的标准模架。