RPC盖板预制工艺及方法
RPC盖板预制工艺研究

RPC盖板预制工艺研究摘要:RPC由于其较好的力学性能和耐久性成为建筑工程研究的热点,在客运专线铁路、城际铁路盖板中广泛采用,本文从结合工程实践,对RPC盖板的工艺原理、关键工序和控制要点、质量控制等方面进行了研究,保证了产品质量。
关键词:RPC 盖板流水线工艺RPC即活性粉末混凝土(Reactive Powder Concrete,简称RPC),是继高强、高性能混凝土之后,在90年代中期通过采用常规的水泥等材料开发出的超高强度、高耐久性、高韧性和良好的体积稳定性水泥基复合材料。
它的基本配置原理是:通过提高组分的细度与活性,使材料内部的缺陷(孔隙与微裂缝)减小到最少,获得超高强度与耐久性。
原材料中活性组分由水泥、矿粉、石英砂、钢纤维等构成。
该材料已成为国际建筑工程领域的研究热点。
铁路桥人行道时铁路桥梁的附属设施,主要承受行人及小型养路机械设备等荷载,采用普通钢筋混凝土由于强度低、耐久性差,所以存在混凝土腐蚀掉块、板折断等现象,且板较重,支承人行道板的角钢支架养护维修量大、费用高。
采用RPC盖板,强度高、耐久性好,可减少构件尺寸和自重,提高使用寿命。
目前RPC盖板在客运专线铁路、高速铁路等均有应用。
本文从工厂化的流水线作业流程对RPC盖板的预制工艺进行研究探讨,相对普通混凝土盖板预制生产工艺流程,从混凝土原材料、配合比试配选型、搅拌、浇筑成型到蒸气养护等过程中,做到精细化施工和标准化管理,使产品质量达到了高标准的要求。
1 工艺原理选择合格的原材料,经过试配确定施工配合比。
钢纤维和少量中细石英砂先通过一级搅拌机充分分散,再在二级搅拌机里与专用硅灰、石英砂、专用外加剂以及水等搅拌的二次搅拌工艺; RPC混凝土通过精确的分料系统分散到相应规格的模具上,然后模具通过链式传送机输送到固定好的六个振动台。
振动成型抹面后,每四块模具为一层放置在蒸养架上。
使用叉车把蒸养架整体运到蒸养室进行RPC盖板高温蒸养。
整个混凝土搅拌、分料、振动成型和蒸气养护都处于精准的有效控制状态,从而形成满足各项性能指标的RPC混凝土,使产品质量能有效的得到保证。
最新rpc盖板技术交底
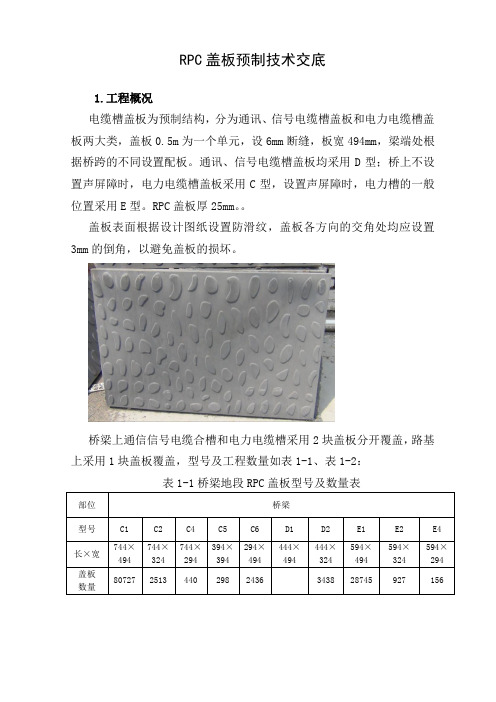
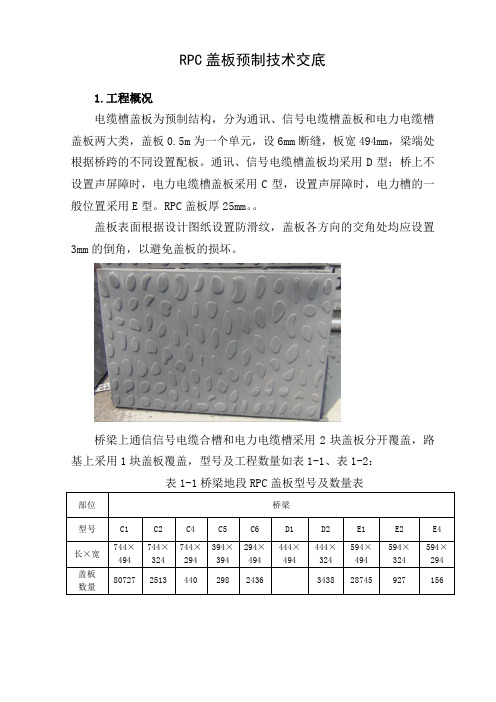
r p c盖板技术交底RPC盖板预制技术交底1.工程概况电缆槽盖板为预制结构,分为通讯、信号电缆槽盖板和电力电缆槽盖板两大类,盖板0.5m为一个单元,设6mm断缝,板宽494mm,梁端处根据桥跨的不同设置配板。
通讯、信号电缆槽盖板均采用D型;桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障时,电力槽的一般位置采用E型。
RPC盖板厚25mm。
盖板表面根据设计图纸设置防滑纹,盖板各方向的交角处均应设置3mm的倒角,以避免盖板的损坏。
桥梁上通信信号电缆合槽和电力电缆槽采用2块盖板分开覆盖,路基上采用1块盖板覆盖,型号及工程数量如表1-1、表1-2:部位桥梁型号C1 C2 C4 C5 C6 D1 D2 E1 E2 E4长×宽744×494744×324744×294394×394294×494444×494444×324594×494594×324594×294盖板数量80727 2513 440 298 24361123623438 28745 927 156表1-2 路基地段电缆槽盖板型号及数量表:2、技术要求2.1 设计图纸及标准规范①《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅳ)②《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅴ)③《客运专线铁路常用跨度梁桥面附属设施》(图号:通桥(2008)8388A)④《铁路路基电缆槽》(图号:通路(2010)8401)⑤《接触网基础预留图》(图号:西成客专施网-01-16(YY)~西成客专施网-01-19(YY))⑥《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》(科技基【2006】129号)⑦《活性粉末混凝土构件施工要点手册》(工管技【2009】77 号)⑧《铁路混凝土工程施工质量验收标准》(TB1424-2010)⑨《关于加强西成、宝兰客专小型预制构件施工管理的通知》(西成公司2015-077调度通知)2.2 RPC盖板主要技术指标:(1)盖板厚度:25mm;(2)设计荷载:电缆槽盖板承受作业通道竖向静活载5kn/m2;(3)材料等级:强度等级为R130的活性粉末混凝土其中:抗压强度130MPa,抗拉强度18MPa,弹性模量≥48GPa,抗渗性>P50,抗冻性>F600,电通量<40C。
活性粉末混凝土(RPC)电缆槽、人行道盖板预制施工工法
活性粉末混凝土(RPC)电缆槽、人行道盖板预制施工工法活性粉末混凝土(RPC)电缆槽、人行道盖板预制施工工法一、前言活性粉末混凝土(RPC)是一种新型高强度、高性能的混凝土材料,具有优异的抗压强度和耐久性。
该材料在电缆槽和人行道盖板的预制施工中得到了广泛应用。
本文将介绍活性粉末混凝土(RPC)电缆槽、人行道盖板预制施工工法,并对其工法特点、适应范围、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例进行详细介绍。
二、工法特点1. 高强度:RPC具有更高的抗压强度,能够满足电缆槽和人行道盖板的强度要求。
2. 耐久性:RPC具有出色的耐久性能,能够在恶劣环境中长时间使用。
3. 抗渗透:RPC具有很好的抗渗透性,能够有效地防止水分、气体和化学物质的渗透。
4. 尺寸稳定性:RPC具有优异的尺寸稳定性,不容易发生变形和开裂。
5. 轻量化:RPC材料相对较轻,便于运输和安装。
三、适应范围活性粉末混凝土(RPC)电缆槽、人行道盖板适用于城市道路、桥梁、隧道等各类道路交通设施。
四、工艺原理该工法的实际工程应用基于以下原理:1.活性粉末混凝土(RPC)的特性可以提供所需的抗压强度和耐久性。
2. 预制施工方式可以确保产品的一致性和质量稳定性。
3. 采用适当的技术措施,如震动、振捣、养护等,可以保证施工质量。
五、施工工艺1. 设计和制作模具:根据实际需求,设计和制作适合的模具。
2. 材料准备:准备活性粉末、骨料、水和其他辅助材料。
3. 混合材料:按一定比例将活性粉末、骨料和水混合,并进行搅拌,形成RPC混凝土糊。
4. 浇筑与振捣:将RPC混凝土糊倒入模具中,进行振捣以排除气泡和提高密实度。
5. 养护:在适当的温度和湿度下养护RPC制品,以保证其强度和耐久性。
六、劳动组织根据施工规模和工期安排施工人员,包括项目经理、施工队长、施工工人和质检人员等。
七、机具设备该工法所需机具设备包括混凝土搅拌机、模具、振动台、养护箱等。
活性粉末混凝土盖板施工技术

活性粉末混凝土盖板施工技术摘要:活性粉末混凝土(Reactive Powder Concrete,简称RPC)是继高强、高性能混凝土之后,于20世纪90年代中期开发的超高强度、高韧性、高耐久性、抗冻蚀、抗腐蚀、体积稳定性良好的水泥基复合材料。
目前已成为国际工程材料领域新的研究热点,在工程应用方面具有广阔的发展前景。
由于活性粉末混凝土(RPC)具有较高的抗拉强度,可保证使用过程中构件不开裂,整体性较好。
作为新型材料,RPC混凝土以其强度高、重量轻的优良特性,在桥梁施工中具有广阔的应用前景。
目前,铁路工程采用新型的RPC电缆槽盖板结构型式来替代传统的普通混凝土板是一次技术创新。
利用RPC的优异性能,提高混凝土的耐久性从而延长其使用寿命,大大减少了砼结构的维修工作量本文主要从实际生产的角度对RPC 盖板的施工工艺进行介绍,具有较强的应用价值。
关键词:活性粉末混凝土复合材料桥梁施工The Construction Technology of Floor Slabs of Reactive Powder ConcreteLIU ZHONGHUA(huatie construction consulting Com .Ltd,Beijing, 100055)Abstract:Reactive Powder Concrete(RPC),the cement synthetic material of super high-strength, high tenderness,high endurance, anti-frost,erosion resistance and good stability of volumn was developed in the mid 1990s of 20 century after high-strength concrete and high characteristic concrete. Nowadays RPC has become a new research point of the field of international engineering material,which has a worldwide prospect of engineering application.New type of RPC cable trough slabs has been used in our nation’s railway engineering instead of traditional and ordinary concrete slab ,being a technical innovation. With the remarkable characteristic of RPC , increased the endurance to extend the life of concrete , the work load of concrete structural maintenance has been reduced surprisingly . The article is focused on the construction technology of RPC floor slabs in the point of practical production, which has a great value of application .Key words: Reactive Powder concrete, synthetic material,bridge construction1、RPC盖板整体施工方案1.1配合比试配RPC材料电缆槽盖板生产前应进行配合比试配试验,试配试件的性能指标应满足设计要求的抗压强度、抗拉强度、弹性模量、氯离子渗透系数、抗冻性能等参数,拌合物的坍落度应满足施工要求,为后期正常生产提供依据。
rpc盖板技术交底
RPC盖板预制技术交底1.工程概况电缆槽盖板为预制结构,分为通讯、信号电缆槽盖板和电力电缆槽盖板两大类,盖板0.5m为一个单元,设6mm断缝,板宽494mm,梁端处根据桥跨的不同设置配板。
通讯、信号电缆槽盖板均采用D型;桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障时,电力槽的一般位置采用E型。
RPC盖板厚25mm。
盖板表面根据设计图纸设置防滑纹,盖板各方向的交角处均应设置3mm的倒角,以避免盖板的损坏。
桥梁上通信信号电缆合槽和电力电缆槽采用2块盖板分开覆盖,路基上采用1块盖板覆盖,型号及工程数量如表1-1、表1-2:表1-1桥梁地段RPC盖板型号及数量表表1-2 路基地段电缆槽盖板型号及数量表:2、技术要求2.1 设计图纸及标准规范①《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅳ)②《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅴ)③《客运专线铁路常用跨度梁桥面附属设施》(图号:通桥(2008)8388A)④《铁路路基电缆槽》(图号:通路(2010)8401)⑤《接触网基础预留图》(图号:西成客专施网-01-16(YY)~西成客专施网-01-19(YY))⑥《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》(科技基【2006】129号)⑦《活性粉末混凝土构件施工要点手册》(工管技【2009】77 号)⑧《铁路混凝土工程施工质量验收标准》(TB1424-2010)⑨《关于加强西成、宝兰客专小型预制构件施工管理的通知》(西成公司2015-077调度通知)2.2 RPC盖板主要技术指标:(1)盖板厚度:25mm;(2)设计荷载:电缆槽盖板承受作业通道竖向静活载5kn/m2;(3)材料等级:强度等级为R130的活性粉末混凝土其中:抗压强度130MPa,抗拉强度18MPa,弹性模量≥48GPa,抗渗性>P50,抗冻性>F600,电通量<40C。
rpc盖板生产工艺

rpc盖板生产工艺RPC盖板是一种电力设备配件,广泛用于低压开关柜、电力设备和电缆分支箱等场所。
它承载着重要的功能和安全责任,因此其生产工艺必须严格控制,以确保产品的质量和性能。
首先,RPC盖板的生产过程开始于材料的选取。
优质的材料对于产品的质量至关重要,一般使用高强度、耐磨损的钢板作为基材,并进行化学成分分析和物理性能测试,以确保材料的符合要求。
同时,根据不同的盖板要求,还可能使用具有特殊功能的材料,比如防火材料、绝缘材料等。
接下来是材料加工。
钢板被经过切割机、剪板机等机械设备进行切割和整形,以获得所需的尺寸和形状。
然后通过折弯机对钢板进行弯曲,形成盖板的外观。
在整个加工过程中,操作人员需要严格按照制度和操作规程进行,以确保产品的一致性和稳定性。
接下来是表面处理。
钢板表面经过除油、脱脂等工艺处理,以去除表面的油污和杂质,保证后续工序对钢板的粘接效果。
然后在钢板表面进行表面处理,如喷涂、电镀、烤漆等,以提高其防护能力和美观度。
然后进行组装。
将生产好的各个部件按照工艺要求进行组装,通过焊接、拼接等工艺将其连接在一起。
在组装的过程中,需要严格控制每个部件的尺寸和位置,以确保产品的一致性和准确性。
最后是品质检验。
对已经组装好的产品进行品质检验,包括外观质量、尺寸精度、功能性能等方面的检测。
通过各种检测仪器和设备,对产品进行全面的检测,以确保产品符合相关标准和规范。
总之,RPC盖板的生产工艺需要经过材料选取、材料加工、表面处理、组装和品质检验等多个环节。
只有严格控制每个环节的质量和工艺要求,才能获得高质量、高性能的产品。
高速铁路RPC盖板生产技术

高速铁路RPC盖板生产技术RPC由于其超高强度、高耐久性及高韧性等诸多优越性目前已广泛应用于各领域,本文结合高速铁路RPC盖板的生产实践,从RPC盖板的生产设施、设备的配备、生产工艺以及质量控制要点等方面进行了提炼、总结。
标签:RPC盖板生产技术工艺质量控制1 概述活性粉末混凝土(即reactive powder concrete简称RPC)是由石英粉、掺合料、钢纤维、水泥、外加剂等原材料组成的一种超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料。
此种材料法国在90年代中期开始研制应用,国内在本世纪初开始研制,由于材料自身的诸多优越性,2006年开始广泛应用于高速铁路工程。
本文主要从RPC盖板的生产设施、生产工艺、配方、生产设备以及质量控制方面进行总结。
2 RPC盖板生产概况RPC盖板其主要性能指标抗压强度≥130Mpa,抗折强度≥18Mpa,弹性模量≥48Gpa。
临汾预制构件厂生产大西客专桥梁RPC盖板共计39万块,混凝土2700m3,日生产3000块。
盖板生产从2011年3-4月试生产,根据工程实际,在2012年5-10月正式生产,生产时间共计6个月。
3 RPC盖板生产布置3.1 整体布局RPC盖板生产车间利用现有厂房设置,厂房面积20m*75m,厂房一端为HZN60拌合站,搅拌机出料口下为螺旋分料机,沿分料机中心布置一条输送线,输送线一侧布置8个振动平台。
厂房的另一端设置6个初养养护室和脱模区,厂房外另设置6个终养养护室,终养养护室附近设置4t的蒸汽锅炉房。
厂房外靠近拌合站设置洗模池两个,一个模具盐酸浸泡池,一个模具清洗池。
3.2 拌合站的配备RPC混凝土粘聚力强,粘性大,搅拌机的选择应为强制式搅拌机,搅拌速度不低于45转/分,其岀机容量根据每天浇筑的混凝土方量及螺旋输送机的容量确定,螺旋输送机的容量为0.4m3,搅拌机的岀机容量按照大于0.5m3配置,原材料的计量精确度高,用水量和外加剂的计量误差控制在0.5%,选用HZN60全电脑自动控制搅拌机。
RPC盖板施工作业指导书doc
桥梁RPC盖板预制施工作业指导书1、适用范围适用于中铁二十局西成客专XCZQ-8标段桥梁盖板施工。
2、作业准备2.1内业技术准备开工前组织技术人员认真学习实施性施工组织设计、《客运专线无砟轨道铁路工程施工质量验收暂行标准》、《客运专线无碴轨道铁路工程施工技术指南》、等验收标准、技术指南,仔细阅读审核设计技术交底文件、栏杆、盖板施工图纸,掌握盖板预制施工工艺参数。
结合设计参数选择施工机械,制定施工安全保证措施及应急预案。
对作业人员进行技术交底,对机械操作人员要进行岗前培训,考试合格后方可上岗。
2.2外业技术准备收集各种技术数据,为技术方案、施工工艺、机械选择提供依据。
修建生产生活设施,根据施工方案配置管理人员、技术人员、试验人员、安全人员、施工机械、试验仪器等人员设备。
3、技术要求3.1所有原材料及预埋件应有合格证明书和复验报告单,不合格者不得使用。
3.2施工前按设计提供的配合比进行室内试验,确定施工配合比,保证强度能达到设计要求。
3.3在大规模生产前,进行试制,确定各项技术参数,检验施工效果,确定工艺参数,并报监理单位确认。
4、RPC盖板施工工艺4.1 RPC原材料技术要求(1)原材料应有供应商提供的出厂检验合格证书,并应按有关检验项目、批次规定,严格实施进场检验。
(2)水泥应采用品质稳定、强度等级不低于42.5低碱硅酸盐水泥或低碱普通硅酸盐水泥,水泥熟料中C3A含量不应大于8%。
其性能应符合GB175-1999规定,不得使用其他品种水泥。
(3)骨料应采用SiO2含量大于98%的石英砂,分粗粒径石英砂(1.25~0.63mm)、中粒径石英砂(0.63~0.315mm)、细粒径石英砂0.315~0.16 mm)及超细粒径石英砂(0.16 mm以下)四个粒级,含泥量不应大于0.5%,筛分试验按TB10210-2001规定进行。
(4)钢纤维应满足:直径0.18~0.22mm,长度12~14mm,抗拉强度不得低于2850MPa,其他性能应满足JG3064-1999技术要求。
RPC盖板工艺
RPC 盖板工艺RPC板材是由高强度水泥、石英粉及硅质资料 ( 主要成分是 SiO2) 和掺合料并加入适当镀铜钢纤维或碳纤维做加强资料,经各粉料仓、液体仓、纤维料仓推行人机界面电子微机分料、配料、搅拌、输送至流水线进入模盒( 模板) 震动、辊压后经 40 度恒温欲成型、 80°以上蒸压保养及烘干、分拣、入库等工序制成的一种新式高压、高强、高韧性、拥有优秀耐侯性、抗渗性、隔热性能的资料。
RPC板有别于传统的水泥类板材生产,它对技术配方和生产设施等有较高的要求。
高质量的 RPC板的生产取决于产品的原料质量、工艺配方及先进的生产设施和管理经验。
该产品可进行锯、钻、钉、刨等加工, RPC板表面经过模盒设计可任意进行凹凸防滑饰纹办理,可宽泛应用于建筑工程如发电厂、高速铁路、城际铁路、地铁桥隧、市政工程的沟盖板、电缆槽盖板,再如建筑工程的钢构造、木构造建筑物的内墙围护、楼层隔板及体育、剧场、会议室的吸音板、楼梯脚踏板等。
与其余资料配合还可制成各样防火、隔声、节能的复合墙板、声屏障等;RPC板生产过程中最大的特色是一道工序叫" 蒸压保养" ,即产品在80- 180℃高温、1MPa高压的釜内经过24 小时化学反响生成一种性能稳固的 " 托贝莫来石 " 晶体。
产品内生成的 " 托贝莫来石 " 晶体愈多,则产品的性能愈稳固,产品抗压可达 130-400Mpa,是一般产品的百倍以上抗压;抗折可达30 Mpa-40 Mpa;弹性模量大于 48 MΩ, 抗渗性大于 P50,28 碳化深度 0mm,600 次抗冻融无变化, 800 次抗冻融弹性模量损失 3.9%质量损失为零,导电性能测试结果大于 250 MΩ,厚度 40mm的板材空气隔音指数为 38dB; RPC板拥有绿色环保的优秀特征,是国家建设部、铁道部、国防部介绍的新式建材产品之一。
RPC板有极好的防火性能、耐湿润、高强度、性能稳固、使用寿命超长的长处,应用价值显然高于其余同类产品,看起来RPC板成本高,实质价钱其实不高一般板材一立方的用量 RPC半立方既能超出而且降低了自己重量 (RPC性能应用成效方面的特色产品介绍里说明 ) 因为 RPC资料优秀的性能和实质的消防、防潮、耐冲击、持久性的需要,愈来愈多的建筑需要这类建筑板。
电缆槽RPC盖板作业指导书
中铁***局石武铁路客运专线***标编号: 2011-001 RPC电缆槽盖板铺设施工作业指导书单位:编制:审核:批准:2011年1月5日发布 2011年1月6日实施目录1.适用范围 .............................................................................................................. - 2 -2.作业准备 .............................................................................................................. - 2 -3.技术要求 .............................................................................................................. - 2 -4.施工程序及工艺流程 .......................................................................................... - 2 -5.施工要求 .............................................................................................................. - 3 -6.劳动力组织 .......................................................................................................... - 4 -7.材料要求 .............................................................................................................. - 5 -8.设备机具配置 ...................................................................................................... - 6 -9.质量控制与检验 .................................................................................................. - 6 -10.安全及环保要求 ................................................................................................ - 7 -RPC电缆槽盖板铺设施工作业指导书1.适用范围本作业指导书适用于石武铁路客运专线***标桥梁段RPC电缆槽盖板铺设施工。
RPC盖板预制工艺研究

rpc盖板技术交底
RPC盖板预制技术交底1.工程概况电缆槽盖板为预制结构,分为通讯、信号电缆槽盖板和电力电缆槽盖板两大类,盖板0.5m为一个单元,设6mm断缝,板宽494mm,梁端处根据桥跨的不同设置配板。
通讯、信号电缆槽盖板均采用D型;桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障时,电力槽的一般位置采用E型。
RPC盖板厚25mm。
盖板表面根据设计图纸设置防滑纹,盖板各方向的交角处均应设置3mm的倒角,以避免盖板的损坏。
桥梁上通信信号电缆合槽和电力电缆槽采用2块盖板分开覆盖,路基上采用1块盖板覆盖,型号及工程数量如表1-1、表1-2:表1-1桥梁地段RPC盖板型号及数量表部位桥梁型号C1 C2 C4 C5 C6 D1 D2 E1 E2 E4长×宽744×494744×324744×294394×394294×494444×494444×324594×494594×324594×294盖板数量80727 2513 440 298 2436 3438 28745 927 156表1-2 路基地段电缆槽盖板型号及数量表:2、技术要求2.1 设计图纸及标准规范①《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅳ)②《无砟轨道预制后张法预应力混凝土简支整孔箱梁》(跨度31.5m,图号:通桥(2009)2009-Ⅴ)③《客运专线铁路常用跨度梁桥面附属设施》(图号:通桥(2008)8388A)④《铁路路基电缆槽》(图号:通路(2010)8401)⑤《接触网基础预留图》(图号:西成客专施网-01-16(YY)~西成客专施网-01-19(YY))⑥《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》(科技基【2006】129号)⑦《活性粉末混凝土构件施工要点手册》(工管技【2009】77 号)⑧《铁路混凝土工程施工质量验收标准》(TB1424-2010)⑨《关于加强西成、宝兰客专小型预制构件施工管理的通知》(西成公司2015-077调度通知)2.2 RPC盖板主要技术指标:(1)盖板厚度:25mm;(2)设计荷载:电缆槽盖板承受作业通道竖向静活载5kn/m2;(3)材料等级:强度等级为R130的活性粉末混凝土其中:抗压强度130MPa,抗拉强度18MPa,弹性模量≥48GPa,抗渗性>P50,抗冻性>F600,电通量<40C。
rpc盖板电缆沟盖板生产工艺
rpc盖板电缆沟盖板生产工艺
1.原材料准备:选用优质的原材料,如高强度水泥、粉煤灰、石英砂等,进行混合配比。
同时,还需要准备模具、振动台等生产设备。
2. 混合搅拌:将准备好的原材料投入混合机中进行搅拌混合,以确保混合均匀。
搅拌时间一般为3-5分钟。
3. 浇注成型:将搅拌好的混合料倒入模具中,在振动台上进行振动压实,使混合料充分密实,然后进行养护。
4. 养护:包括自然养护和蒸养护两种方式。
自然养护一般需要7-10天,蒸养护则需要2-3天。
在养护期间需要注意保持温度和湿度的稳定,以确保产品的质量。
5. 成品检验:在生产完成后,进行成品检验,包括外观质量、尺寸精度、强度等方面的检测,合格后方可进行包装和销售。
rpc盖板电缆沟盖板生产工艺的流程简单,但需要严格控制每个环节,以确保产品的质量和稳定性。
同时,在生产中还需要注意环保和安全问题,采取合适的措施减少污染和事故发生的可能性。
- 1 -。
RPC盖板预制施工工艺及方法

RPC盖板预制施工工艺及方法本段含RPC盖板集中预制,设小型预制场一处,进行集中预制、存放。
(1)主要工艺流程原材料计量→搅拌→分料入模→振捣成型→码垛→初养→拆模→码垛→终养→成品入库(2)施工方法①主要原材料生产RPC盖板所使用的原材料主要有:425R普通硅酸盐水泥、石英砂、钢纤维、微硅粉、矿渣粉及RPC专用外加剂、清水等。
②拌和物的制备首先加入石英砂、钢纤维,干拌不少于4min,然后加入水泥、矿渣粉、微硅粉,干拌2min;最后加入水、外加剂,搅拌4min出料。
准确控制用水量,不允许RPC拌和物出搅拌机后加水;首拌4min的搅拌时间不能过少,否则钢纤维就不能够完全分散均匀,加入水泥等粉料后钢纤维会抱团;RPC拌和料在常温下凝固速率非常快,粘性很大,容易粘壁,搅拌均匀的RPC拌和料,最好在30s内卸料完毕;运送RPC拌和料的模板和传送带,应不吸水,不漏浆,并保证卸料及输送通畅。
③振捣工艺RPC制品采用振捣成型工艺,要获得良好的振实效果,使RPC材料具有较高的强度和密实度,必须合理选择振捣工艺。
RPC拌和物的振动加速度与振动床一致,尽量避免跳跃式振动,减少能量损失,降低噪声,振动时间控制在2~4min。
④浇筑成型时抹平压光入模后的拌和物在振动床上边振动边用抹子抹平压光,达到标准要求的平整度,不外露钢纤维,模板周围不外漏拌和物,这样就会避免拆模后盖板周围出现毛边,影响整体美观,也可以省去大量的人工去打磨它。
RPC材料的凝固速率很快,搅拌完毕的RPC拌和物在30min内灌注完毕,构件宜连续灌注,最大间隔时间不超过6min。
⑤RPC制品的养护RPC制品的养护分静停、初养和终养,现场施工人员和温控室人员密切监控,把握好不同养护条件制品的转移,严控养护温度。
⑥RPC制品的静停将浇注成型后的RPC制品带模板平移于托架上,模板上方覆盖塑料薄膜,以减少RPC制品的水分蒸发散失,用叉车将托架放置于平坦的静停区静养,并检查制件的表面平整度,待拌和物表面初凝,静停时间控制在6h内。
RPC电缆槽盖板施工工艺流程及控制要点- 泰尔斯达

RPC 电缆槽盖板施工工艺流程及控制要点一、电缆槽盖板施工工艺流程RPC电缆槽盖板生产工艺流程按RPC电缆槽盖板技术要求按现行铁道部相关技术标准和设计图纸,参照铁道部工程管理中心编写的《活性粉末混凝土构件施工要点手册》编制。
RPC砼电缆槽盖板主要生产工艺流程依照“原材料配料—搅拌—分料—震捣成型—脱模—养护—降温—成品”进行,工艺流程框图如下:二、RPC电缆槽盖板施工控制要点1、原材料要求①:原材料应有供应商提供的出厂检验合格证书,并应按有关检验项目、批次规定,严格实施进场检验。
②:水泥应采用品质稳定、强度等级不低于低碱硅酸盐水泥或低碱普通硅酸盐水泥,水泥熟料中C3A含量不应大于8%。
其性能应符合GB175-1999规定,不得使用其他品种水泥。
③:骨料应采用SiO2含量大于97%的石英砂,分粗粒径石英砂(~)、中粒径石英砂(~)、细粒径石英砂~0.16 mm)及超细粒径石英(0.16 mm以下)四个粒级,含泥量不应大于0.5%,筛分试验按TB10210-2001规定进行。
④:所采用的钢纤维应满足:直径~,长度12~14mm,抗拉强度不得低于2850MPa,其他性能应满足JG3064-1999技术要求。
⑤:外加剂应符合GB8076规定,并检验合格后方可使用。
严禁掺入氯盐类外加剂,且减水率不得低于29%,硫酸钠含量不得大于2%。
外加剂掺量由试验确定。
⑥:拌和物用水应符合JGJ63-1989的要求。
凡符合饮用标准的水,均可使用。
2、配合比试验预制盖板厂建立实验室,根据设计或研发单位提供的RPC砼配合比和原材料的品质和施工工艺进行配合比设计,通过试配、试件检测合格后确定施工配合比,报建设单位批准后方可生产。
试件的性能指标应满足设计要求的抗压强度、抗拉强度、弹性模量、氯离子渗透系数、抗冻性能等参数。
拌合物的坍落度应满足施工要求。
监理单位对活性粉末混凝土原材料、试验报告进行全部检查。
3、生产厂家初次生产RPC盖板应进行型式检验,抽检频率为初次生产产品总数的1%。
盖板预制工艺流程
盖板预制工艺流程盖板预制可是个很有趣的事儿呢!一、模板准备。
咱得先把模板整好呀。
这模板就像是盖板的小房子,得保证它结结实实的。
要仔细检查模板有没有变形或者损坏的地方,如果有可不行,那做出来的盖板就会歪歪扭扭的。
要把模板清理干净,不能有杂物,就像咱们住的房子得打扫干净才能住人一样。
模板的尺寸也得量好了,偏差可不能太大,不然盖板的大小就不合适啦。
二、钢筋加工与安装。
钢筋可是盖板的骨架呢。
加工钢筋的时候,要按照设计要求来弯曲、截断。
可不能随便乱搞哦。
在安装钢筋的时候,要摆放得整整齐齐的,就像小朋友排队一样。
而且钢筋之间的间距也要控制好,太近了或者太远了都不好。
就像人与人之间要保持合适的距离一样,这样才能保证盖板的强度。
咱们得把钢筋固定好,可不能让它在浇筑混凝土的时候乱跑,那可就乱套了。
三、混凝土浇筑。
混凝土就像是给盖板长肉啦。
在浇筑之前呢,要先检查混凝土的配合比是不是对的,这就像做饭要放对调料一样重要。
如果配合比不对,那混凝土的质量就不行。
浇筑的时候,要慢慢地倒进去,不能一股脑儿地全倒进去,那样会把钢筋都冲乱的。
要让混凝土均匀地分布在模板里,不能有的地方多有的地方少。
在振捣的时候,就像是给混凝土做按摩一样,要振捣得密实一些,这样盖板才不会有蜂窝麻面,才会结实又好看。
四、养护。
盖板浇筑好之后,可不能就不管它了,得好好养护呢。
就像小树苗种好之后要浇水施肥一样。
要给盖板盖上东西,保持湿润,不能让它干得太快。
如果干得太快,盖板就容易开裂,那就不好看也不结实了。
在养护期间,要经常去看看,就像照顾小宝宝一样细心。
五、脱模。
等到盖板有足够的强度了,就可以脱模啦。
脱模的时候要小心一点,不能硬拉硬拽,不然会把盖板弄坏的。
就像脱衣服要轻轻脱一样。
脱模之后呢,要对盖板进行检查,看看有没有缺陷,如果有小缺陷的话,要及时修补一下,这样一个完整又漂亮的盖板就制作好啦。
总之呢,盖板预制的每一个环节都很重要,就像我们生活中的每一个小细节都不能忽视一样。
一种道路用RPC盖板及其制备方法[发明专利]
![一种道路用RPC盖板及其制备方法[发明专利]](https://img.taocdn.com/s3/m/512c56e902020740be1e9bf3.png)
专利名称:一种道路用RPC盖板及其制备方法专利类型:发明专利
发明人:容七英
申请号:CN202010962456.1
申请日:20200914
公开号:CN112047693A
公开日:
20201208
专利内容由知识产权出版社提供
摘要:本发明涉及一种道路用RPC盖板,由包含以下组分及其重量份含量的原料制备而成:水泥100份、石英砂150‑300份、矿物掺合料50‑60份、钢纤维20‑30份、芳纶纤维5‑15份、促粘增韧粉料6‑12份、减水剂1‑5份以及水25‑36份;所述促粘增韧粉料由包含以下组分及其重量份含量的原料制备而成:热塑性弹性体80‑100份、有机氟树脂10‑30份、改性稻壳灰5‑15份、可膨胀石墨1‑5份、相容剂2‑4份、硬脂酸钙1‑3份、有机过氧化物0.1‑1份以及石蜡油70‑80份。
与现有技术相比,本发明RPC盖板具有抗磨和抗腐蚀性好,强度高,韧性好,使用寿命长,且体积稳定性好的特点。
申请人:江西龙正科技发展有限公司
地址:341000 江西省赣州市赣州经济技术开发区工业园金岭路
国籍:CN
代理机构:上海互顺专利代理事务所(普通合伙)
代理人:韦志刚
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RPC盖板预制工艺及方法
本段含rpc盖板集中预制,设小型预制场一处,进行集中预制、存放。
(1)主要工艺流程
原材料计量→搅拌→分料入模→振捣成型→码垛→初养→拆模→码垛→终养→成品入库
(2)施工方法
①主要原材料
生产RPC盖板所使用的原材料主要有:425R普通硅酸盐水泥、石英砂、钢纤维、微硅粉、矿渣粉及RPC专用外加剂、清水等。
②拌和物的制备
首先加入石英砂、钢纤维,干拌不少于4min,然后加入水泥、矿渣粉、微硅粉,干拌2min;最后加入水、外加剂,搅拌4min出料。
准确控制用水量,不允许RPC拌和物出搅拌机后加水;首拌4min的搅拌时间不能过少,否则钢纤维就不能够完全分散均匀,加入水泥等粉料后钢纤维会抱团;RPC拌和料在常温下凝固速率非常快,粘性很大,容易粘壁,搅拌均匀的RPC 拌和料,最好在30s内卸料完毕;运送RPC拌和料的模板和传送带,应不吸水,不漏浆,并保证卸料及输送通畅。
③振捣工艺
RPC制品采用振捣成型工艺,要获得良好的振实效果,使RPC材料具有较高的强度和密实度,必须合理选择振捣工艺。
RPC拌和物的振动加速度与振动床一致,尽量避免跳跃式振动,减少能量损失,降低噪声,振动时间控制在2~4min。
④浇筑成型时抹平压光
入模后的拌和物在振动床上边振动边用抹子抹平压光,达到标准要求的平整度,不外露钢纤维,模板周围不外漏拌和物,这样就会避免拆模后盖板周围出现毛边,影响整体美观,也可以省去大量的人工去打磨它。
RPC材料的凝固速率很快,搅拌完毕的RPC拌和物在30min内灌注完毕,构件宜连续灌注,最大间隔时间不超过6min。
⑤RPC制品的养护
RPC制品的养护分静停、初养和终养,现场施工人员和温控室人员密切监控,把握好不同养护条件制品的转移,严控养护温度。
⑥RPC制品的静停
将浇注成型后的RPC制品带模板平移于托架上,模板上方覆盖塑料薄膜,以减少RPC制品的水分蒸发散失,用叉车将托架放置于平坦的静停区静养,并检查制件的表面平整度,待拌和物表面初凝,静停时间控制在6h内。
⑦RPC制品的初养
初凝后的制品立即转至初养室,初养室温度控制在40±5℃间,相对湿度≥70%。
初养由升温、恒温、降温三个阶段养护,升温速度控制在12℃/以内,降温速度控制在15℃/h以内,恒温温度应控制在40±5℃。
初养结束后拆模,拆模时构件表面温度与环境温度之差不应超过15℃,静停及初养总时间控制在24h 内。
拆模时先把塑料薄膜拆除,从定型模具中倒出RPC盖板制品。
拆模时不得用力过猛损坏盖板的外观,减少对模板的损害,盖板摆放时要轻放,初期强度不够,防止断裂,严禁摔打,拆模时要将盖板和模板分别码放整齐,便于运输。
⑧RPC制品的终养
初养拆模后的RPC制品要移至终养室进行蒸气养护,终养室的温度控制在80±5℃,养护48h,终养过程分为升温、恒温、降温三个阶段,升温速度控制在12℃/h,降温速度控制在15℃/h。
终养结束后移出终养室时,构件表面温度与环境温度之差不应超过15℃。
RPC盖板制品拆模码垛时,制品间应留30~50mm的间隙,以利于蒸汽的流动,应使与蒸汽接触的制品外表面积尽可能最大,以利于热量的传递。
为避免起运时磕碰及蒸汽流动,RPC制品码垛间以及码垛与养护室壁间应留200mm的间隙。
在每个RPC制品码垛上方都要覆盖塑料薄膜,防止室盖上的冷凝水直接滴于制品表面,蒸汽不能直接喷在RPC制品上,应使蒸汽向下方喷。
终养室中尽量避免使用铁制构件,如不可避免,应用塑料薄膜将其包裹,或者采取其他措施覆盖铁制构件表面,以防污染RPC制品表面,码垛用的木方外应包裹塑料薄膜。
定期清理养护室,保持室内洁净,以防RPC制品被污染。
养护室应能准确地控制室内温度,能准确地控制升温降温速度。
(3)RPC产品存放
RPC盖板终养后移出终养室,RPC盖板侧立分层码放,每层间垫木条或者软管,码放高度不超过四层,码垛的RPC盖板要用苫布覆盖,存放盖板时要轻拿轻
放,产品的码放要便于产品出厂装车。