电批扭力标准规范文件
电批使用操作规范

7.1螺纹紧固程度(力矩检验):螺钉采用弹垫时,螺钉紧固以弹垫切口被压平为准。弹垫下应有平垫,禁止螺钉下直接垫弹垫紧固。
7.2螺钉紧固程度也可以通过检验螺纹连接松脱力矩、紧固或者其他方法进行检验。
7.2.1对于盘头、平头螺钉,螺母等,可以使用力矩可调手批,用松脱力矩或紧固力矩来检验连接的紧固程度是否满足要求。
电批使用操作规范
生效日期
5.4操作方法操作方法是影响连接质量的“软参数”,这些参数包括:
A、电批转速选择B、物料拿取方法C、工具使用方法
5.4.1安装方式是批头与电批的接口形式,有卡接式和插接式
卡接式插接式
5.4.2如下图所示,对十字头而言P越小,表示顶部十字越尖;反之则越大:对于批头而言,常用批头型号有:00号、0号、1号、2号。
力矩范围
可配合批头
CL-3000
0.5~1.5kgf.cm
卡拉式
CL-4000
1~5kgf.cm
卡拉式
CL-6000
2.5~10kgf.cm
卡拉式
CL-6500
2.5~15.5kgf.cm
卡拉式
CL-7000
3~25kgf.cm
卡拉式
编制
审核
页码
2/5
深圳市科利尔照明科技有限公司
文件编号
版 本
A0
文件名称
编制
审核
页码
5/5
5.2.3.3选用的理想状态就是当电批十字头插入螺钉十字槽时,在深度上,基本上能插到槽底,在宽度上,能够插满十字槽,并得到较好的吻合,这样就可以保证紧固时,螺钉十字槽受载面积较大,防止大力矩损坏十字槽。
5.2.3.4所以在电批头选用中,一定要注意十字头与十字槽的大小。可以说,螺钉紧固时十字头与十字槽的配合的重要性并不亚于紧固力矩的选择。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
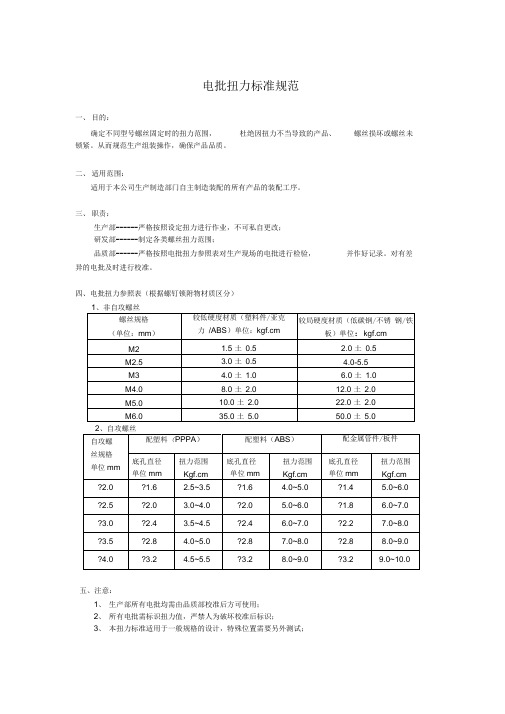
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批(电动螺丝刀)使用操作规范 精品
1.0目的规范电批使用方法,确保和提高产品质量、满足客户需求。
2.0范围:本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
3.0职责:作业员负责,生产组长、生产线PE、IPQC及工艺人员监督。
4.0说明:4.1力矩在螺纹连接中,为达到一定预紧力而通过装配工具,施加在螺纹紧固件上的力度.表示相同意思的称谓有: 扭矩、扭力。
4.2力矩国际单位为“牛顿·米”(N·m),工程单位为“千克力·米”(kgf.cm),换算关系:98N.m=10kgf.cm(我司生产中一般以kgf.cm为单位)。
4.3电批:常用和称谓有电批、电动起子、电动螺钉旋具等。
4.4电批批头:安装于电批上,常用称谓有起子头、电批咀等。
4.5批头根据其头部形状不同:有十字批头、一字批头、六角批头、套筒批头、六角花型批头等。
5.0正文:5.1 本规范目的在于从装配角度去控制螺纹连接的可靠和防锈,装配可靠性的控制在于保证足够的预紧力,下面就影响螺纹连接可靠的装配要素及各要素的控制方法加以详细说明。
5.1.1紧固力矩是影响螺纹连接可靠性最主要因素,选择适当的紧固力矩是保证预紧力和防止螺纹紧固件机械损伤的关键。
5.1.2紧固件扭力大小的确定主要由以下因素制约:螺纹紧固件公称直经是影响紧固力矩最主要的因素,要在其他条件相同的性况下,公称直经越大,所需紧固力矩也越大。
5.1.3螺纹紧固件与连接件之间结合面的润滑程度和粗糙度紧固扭矩主要同三部份组成,50%用来克服螺纹紧固件和螺纹连接件结合面之间的摩擦力矩;40%用来克服螺纹副之间的摩擦力矩,其余10%用来克服螺纹副之间的反拧力矩。
5.1.4可见结合面之间的粗糙度和润滑程度也直接影响紧固力矩的大小,保证足够的预紧力,对粗糙结合面的连接,应使用较大紧固力矩;而对于光滑结合面,就可使用较小紧固力矩。
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围: 3.5~ Kgf.cm
来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于生产部所有装配工序
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改。
技术部------制定各类螺丝扭力范围。
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
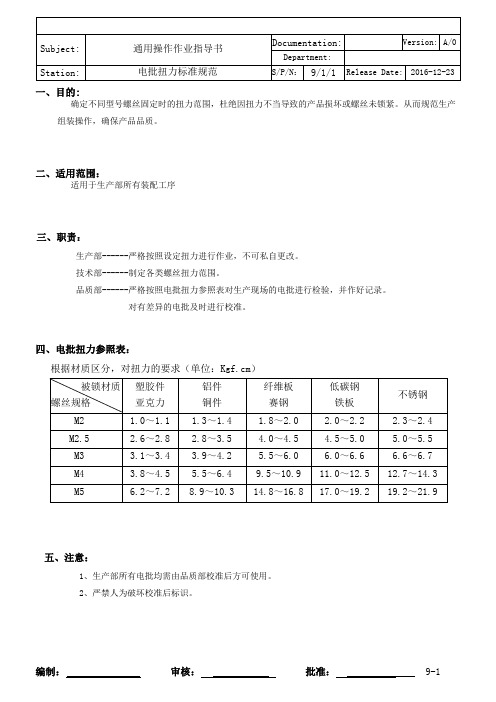
四、电批扭力参照表:
根据材质区分,对扭力的要求(单位:Kgf.cm)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用。
2、严禁人为破坏校准后标识。
编制:审核:批准: 9-1。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批 螺丝扭力测试规范

文件编号:版本:A/0制定日期:修订日期:拟案单位:品管部发行章:Revision History 修改記錄一.螺丝扭力定义及实例1.电动螺丝起子扭力的设定:A.最小扭力的选取:以经验值选取扭力范围,用电动螺丝起子设定其最小螺丝扭力,锁紧后再用手动方式转动螺丝来检查螺丝扭力是否足够,如果已经无法再用手动方式转动螺丝,就表示螺丝扭力的可以接受,锁附10PCS确认第一次是否锁附到位,若都锁附到位,然后按照0.05kgf.cm扭力递减,重复验证发生锁附不到位说明扭力不可接受,此时上一个锁附OK扭力为最小扭力;如果还可以转动,则表示最小扭力还不过,必须再往上增加。
反复测试后可以决定最小的电动起扭力。
B.最大扭力的选取:最小螺丝扭力决定后,再依据扭力范围,把电动螺丝起子的扭力设定到扭力范围的最大值,拿10组上、下盖(或是上、下壳),用电动起子重复锁紧、松开螺丝10次后,确认有无任何螺丝孔滑牙或是螺丝柱破裂的现象发生,如果没有,按照0.05kgf.cm扭力递增重复验证,若发生螺丝孔滑牙或是螺丝柱破裂不良,上一个锁附OK扭力即为最大扭力;如果有,则必须将扭力调小或是设计变更螺丝柱的内、外孔径,然后再重复验证直至合格。
C.正常最好使用扭力定义:确定最大最小扭力后,将最大扭力乘以安全系数0.4---0.6;得出值即为最好使用扭力;且使用扭力必须大于最小锁附扭力,根据实际以接近最大最小平衡均值最好;3.4. 实际螺丝承受扭力测试4.1 根据被测试产品的相应检验标准或作业指导书,查出被测试螺丝的标准扭力;4.2 例如;根据检验规范,查出某款产品的前后壳合盖螺丝要求标准扭力为:3.5kgf.cm,则首先设定扭力批扭力在 3.5kgf.cm;4.3 使扭力批垂直与被测螺丝接触;顺时针转动扭力批(上紧螺丝的方式);①如果能转动被测螺丝,则说明被测螺丝没有上紧,低于扭力标准;②如果不能转动被测螺丝,并且听到“哒、哒、哒”的声音,转动扭力批手柄在空转;则执行逆时针转动扭力批(拆卸螺丝的方式);③如果逆时针转动扭力批,能松动被测螺丝,则判定被测螺丝扭力符合要求;如果不能松动被测螺丝,则判定被测螺丝上的太紧,高于扭力标准要求。
电批使用作业指导书-2
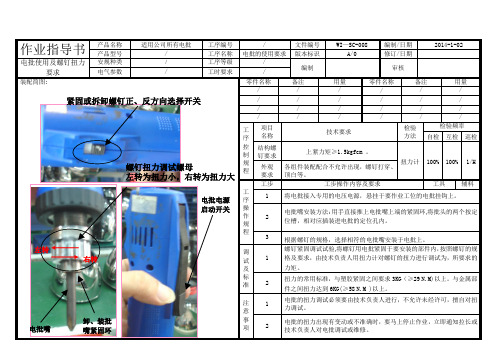
作业指导书产品名称适用公司所有电批工序编号/ 文件编号WI—SC-008 编制/日期2014-1-02 产品型号/ 工序名称电批的使用要求版本标识A/0 修订/日期电批使用及螺钉扭力要求安规种类/ 工序等级/编制审核电气参数/ 工时要求/装配简图:零件名称备注用量零件名称备注用量/ / / / / // / / / / // / / / / // / / / / /工序控制规程项目名称技术要求检验方法检验频率自检互检巡检结构螺钉要求上紧力矩≥1.5kgfcm 。
扭力计100% 100% 1/H 外观要求各组件装配配合不允许出现,螺钉打穿、顶白等。
工序操作规程工步工步操作内容及要求工具辅料1 将电批接入专用的电压电源,悬挂于要作业工位的电批挂钩上。
2电批嘴安装方法:用手直接推上电批嘴上端的紧固环,将批头的两个按定位槽,相对应插装进电批的定位孔内。
3 根据螺钉的规格,选择相符的电批嘴安装于电批上。
调试及标准1螺钉紧固调试试验,将螺钉用电批紧固于要安装的部件内,按照螺钉的规格及要求,由技术负责人用扭力计对螺钉的扭力进行调试为,所要求的力矩。
2扭力的常用标准,与塑胶紧固之间要求3KG(≥29N.M)以上。
与金属部件之间扭力达到6KG(≥58N.M )以上。
注意事项1电批的扭力调试必须要由技术负责人进行,不允许未经许可,擅自对扭力调试。
2电批的扭力出现有变动或不准确时,要马上停止作业,立即通知拉长或技术负责人对电批调试或维修。
紧固或拆卸螺钉正、反方向选择开关螺钉扭力调试螺母左转为扭力小,右转为扭力大左转右转电批嘴电批电源启动开关卸、装批嘴紧固环。
某公司风批电批扭力使用规范
风批电批扭力使用规范
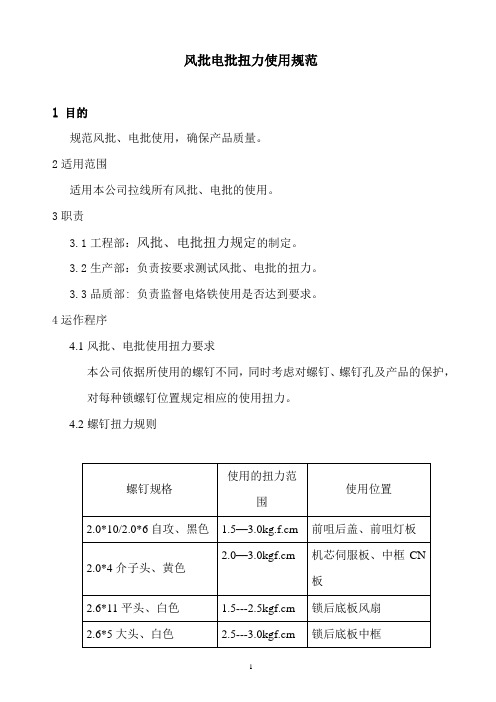
1目的
规范风批、电批使用,确保产品质量。
2适用范围
适用本公司拉线所有风批、电批的使用。
3职责
3.1工程部:风批、电批扭力规定的制定。
3.2生产部:负责按要求测试风批、电批的扭力。
3.3品质部: 负责监督电烙铁使用是否达到要求。
4运作程序
4.1风批、电批使用扭力要求
本公司依据所使用的螺钉不同,同时考虑对螺钉、螺钉孔及产品的保护,对每种锁螺钉位置规定相应的使用扭力。
4.2螺钉扭力规则
4.3生产线每天排拉时使用不同螺钉依据上述规则调试风批、电批钮力,并做好点检记录。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力范围:3.5~4.5Kgf.cm),产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为 3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。
电批扭力数据标准
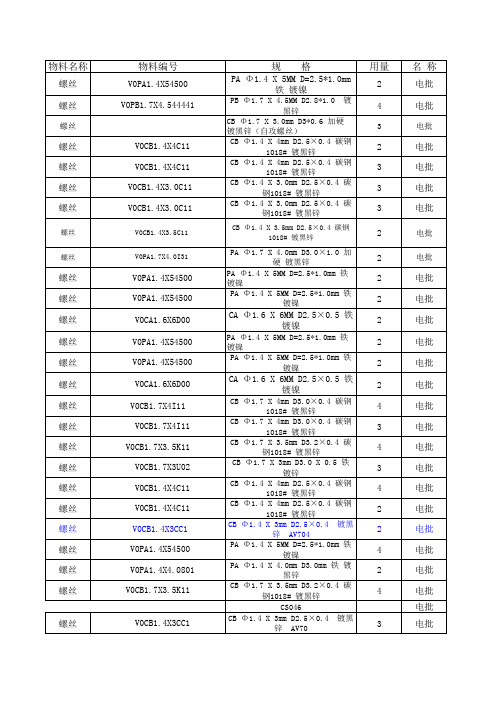
PA Φ 1.7 X 4.0mm D3.0×1.0 加 硬 镀黑锌 PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍 PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍
电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批
CA Φ 1.6 X 6MM D2.5×0.5 铁 镀镍
螺丝
V0CM1.7X5F11
1
电批
螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝 螺丝
V0CM1.7X5F11 V0CM1.7X5F10 V0PA1.4X54500 V0KA1.7X40231 V0PA1.4X53710 V0PA1.4X53710 V0CB1.7X4I11 V0PA1.4X53711 V0CB1.7X4I11 V0PB1.4X3D01 V0CB1.7X4I11 V0CB1.7X4I11 V0CB1.7X4I11 V0PA1.4X4.0801
4 4 2 4 6 2 2 2 2 2 2
1
电批 电批 电批 电批 电批 电批 电批 电批 电批 电批 电批
电批
PB1.7*5 D3.2 1.0mm PB1.7*5 D3.2 1.0mm V0CB1.6X2.50000 V0CB1.6X2.50000 V0PA1.7X83461 V0CA1.7X5.0K11 V0PA1.7X83461 V0PA1.4X53711
PA Φ 1.4 X 5MM D=2.5*1.0mm 铁 镀镍 CA Φ 1.6 X 6MM D2.5×0.5 铁 镀 镍 CB Φ 1.4 X 3.0mm D=2.5*0.4 碳 钢1018# 镀镍
CA Φ 1.6 X 6MM D2.5×0.5 铁 镀镍
电批操作规范
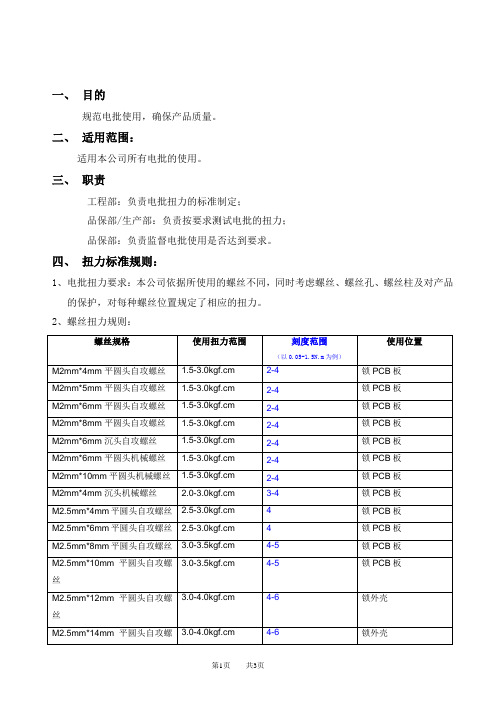
一、目的规范电批使用,确保产品质量。
二、适用范围:适用本公司所有电批的使用。
三、职责工程部:负责电批扭力的标准制定;品保部/生产部:负责按要求测试电批的扭力;品保部:负责监督电批使用是否达到要求。
四、扭力标准规则:1、电批扭力要求:本公司依据所使用的螺丝不同,同时考虑螺丝、螺丝孔、螺丝柱及对产品的保护,对每种螺丝位置规定了相应的扭力。
2、螺丝扭力规则:五、电批操作规范:1、作业准备:1)接上电源,开启电批,按启动看电批空转是否正常,否则NG;2)根据螺丝的形状选用螺丝头;3)调整到需锁的螺丝对应的扭力。
2、操作步操:1)接上或卸下起子下,以指尖将起子帽向上推;2)接上电源并开关设在‘F’位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置;3)锁螺丝:手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,开始操作锁螺丝。
当螺丝锁到底时,起子头停止转动,作业完成。
4)退螺丝:调整退出螺丝所需扭力段的位置;开关设在‘F’位置,手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,便可退出螺丝。
备注:退出螺丝扭力与锁紧螺丝扭力是一样的。
六、注意事项:1、在插电源插座前,应使电批电源适配器开关置于‘OFF’位置,且注意电源电压是否符合该电批使用,当电批不使用或是断电时应将电批插头拨出,切断电源。
2、更换电批起子头时,应将电批插头拨出,切断电源。
3、使用过程中电批不能丢或撞击。
七、保养:1、每天完成作业后要清洁起子头上的螺丝屑及脏污,延长电批寿命。
2、连续使用时间过长(半年/1000小时),应送维修部检测。
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
~ _* 、/、一•、、八
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力
范围:3.5~4.5Kgf.cm),产线扭力批应设定为 4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
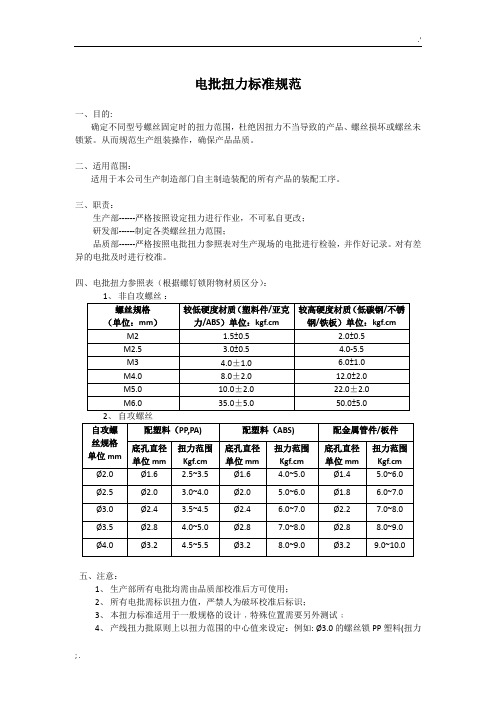
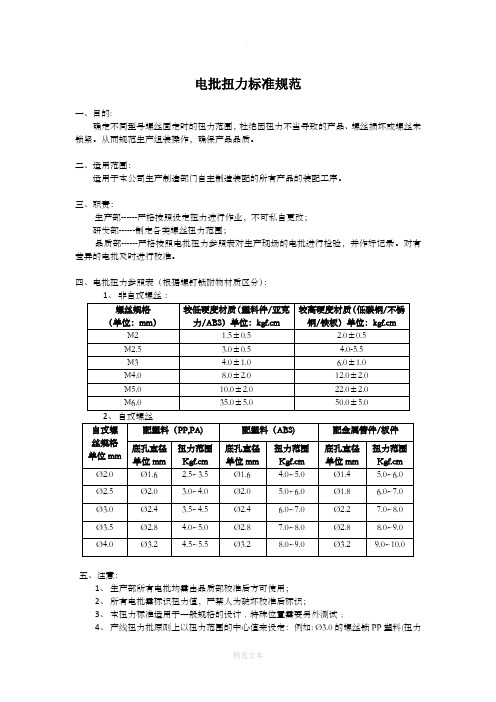
四、电批扭力参照表(根据螺钉锁附物材质区分):
1、非自攻螺丝:
2、自攻螺丝
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭
力范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。