过程控制的计算方法
过程控制工程设计—节流装置、调节阀与差压液位计的计算
.
4
节流装置流速方程 式中
.
5
节流装置流量方程(实际中)
式中,c为考虑实际因素引入的一个系数,它 是管道尺寸、孔板取压方法和雷诺数的函数。
.
6
第一节 节流装置的计算
一、节流装置计算的基本公式及取压方法
1.节流装置原理和基本公式
Qh 0.01252d2
p
1
[m3/h](工作状态)
G h0.01252d2 p1 [kg/h](工作状态)
.
7
第一节 节流装置的计算
2.常用取压方法
IV III II I I II III IV
I~I为角接取压法 II~II为1’’法兰取压法 III~III所示即为理论取压法 IV~IV即为径距取压法
.
8
第一节 节流装置的计算
二、计算中有关参数的确定 P191;1.6;2;2.5; 3.2;4;5;6.3;8乘以10n,n为任 意正整数。
.
10
v 已知角接取压孔板 ,取压方式为角接取压 v 被测介质为水,工况条件如下: v 常用流量(t/h) 45 v 管道内径(mm) 100 v 粘度(Pa.s) 0.000797 v 最大差压(kPa) 90.7029 v 开孔直径比(β) 0.50219 v 求™ 压:力损失(kPa)
™ 雷诺数(ReD)
应力成正比, 其粘度保持恒定与 剪切速率无关。
.
15
非牛顿型流体
不服从牛顿摩擦定律的流体。一般粘性较 大,且随着流动速度而变化。例如石灰乳、泥 浆、污水和许多高分子溶液等。
.
16
第二节 调节阀流通能力的计算
一、调节阀C值计算公式 见P197
Q AF P1 P2
统计过程控制中Z值的计算与分析

统计过程控制中Z 值的计算与分析Z 值是统计过程控制SPC(Statistical Process Control)的常用统计量之一,本文将就Z 的计算与分析做一简单介绍。
一、Z 值的计算公式Z 值是某一特征值与均值之间标准偏差的数量,其是一个相对量。
Z 值的计算公式为:()σµ−=x z 其中:x-某一特征值;μ-总体均值;σ-总体的标准差在实际中都是通过抽样来估计总体,则Z 值的计算公式变化为:()sx x z −=其中:x-某一特征值;x -样本均值;s-样本的标准差如果一个过程仅有单侧公差时,则:σµσµLSL Z USL Z LSL USL −=−=其中:USL-上规范线;LSL-下规范线;μ-总体均值;σ-总体的标准差二、Z 的计算与分析如果有一个学生在中考的数学和英语成绩分别为112和108,他的成绩好吗?是数学成绩还是英语成绩相对更好一些?通过Z 值的计算就可以看出该学生的成绩距离均值的程度,也可以看出来哪个成绩相对更好一些。
如果已知全市数学成绩的均值为108,标准差为21,英语成绩的均值为97,标准差为18,那么:σσ0.6118111897-1080.1921421108-112======英语数学Z Z 将Z 值转化为百分数常用以下几种方式:(1)查正态分布-Z 值表;(2)通过Excel 的公式“=Normsdist(x)”计算;(3)利用一些软件,例如:minitab、Z 值-百分数计算器。
通过上述三种方法里的任意一种,我们可知:该学生数学成绩对应的百分数为57.53%,英语成绩对应的百分数为72.91%,通过下图可以看到该学生的数学和英语成绩在总体中的位置,同时也可以看出英语的成绩相对要好于数学成绩。
数学英语在实际生活中有一些过程仅有规范上线或规范下线。
例如:某产品的安装时间规定不允许超过120分钟,经抽样10个样本的安装时间分别为:100、99、101、125、100、123、100、123、96、90、98、116,则其均值为:104.8,标准差为:12.03,则:σ26.103.122.1503.128.104120==−=USL Z如果样本具有随机性和代表性,从上图可以看出,在实际的安装过程中89.6%的产品安装时间小于120分钟,同时10.4%的产品安装时间会超过120分钟,这样的过程显然是不能满足要求的,经过改进后又随机抽取了10个样本,其分别为:60、75、99、88、65、72、75、72、87、65,则其均值为:78.5,标准差为:12.14,则:σ42.314.125.4114.125.78120==−=USL Z由上面的计算和图示对比,可以清楚的看到改进的效果非常的明显,改进后仅有0.03%的产品安装时间会超过120分钟。
统计过程控制中Z值的计算与分析

统计过程控制中Z值的计算与分析统计过程控制中的Z值计算与分析是一种常见的统计方法,用于评估和控制一个过程的性能。
Z值计算的基础是正态分布的理论,通过计算样本的平均值与标准偏差来确定过程的性能是否达到标准要求。
下面是关于Z值计算与分析的详细介绍。
在统计过程控制中,假设一个过程的输出符合正态分布。
通过收集样本数据并计算其平均值和标准偏差,可以确定过程的性能。
Z值(也称为标准分数)是指一个观测值与平均值之间的差异,以标准差的单位来度量。
Z值的计算公式如下:Z=(X-μ)/σ其中,Z表示标准分数,X表示观测值,μ表示平均值,σ表示标准偏差。
通过计算每个样本的Z值,并将其与一个预先设置的阈值进行比较,可以确定过程是否正常运行。
如果Z值超过了阈值范围,就意味着过程存在异常或者超出了预定的控制限,需要采取相应的措施来调整过程。
Z值的分析可以提供一些重要的信息。
首先,Z值可以告诉我们一个过程的中心性能。
通常情况下,一个过程的Z值应接近于0,表示过程的中心值与目标值相近。
如果Z值显著偏离于0,就表明过程存在偏差或者漂移,需要进行调整。
其次,Z值还可以告诉我们一个过程的稳定性。
如果Z值较小且稳定,就表示过程运行稳定,处于控制状态;如果Z值较大或者不稳定,就表示过程存在变化或者波动,需要进行进一步的调查和改进。
Z值的分析还可以帮助我们识别过程中的特殊原因变异和常因变异。
特殊原因变异是指由于一些特殊因素引起的可辨识的异常值,例如机器故障、操作错误等;常因变异是指由于正常因素引起的正常波动,例如材料批次变化、环境温度变化等。
通过分析Z值,我们可以确定出现异常值的具体原因,并采取相应的措施来修正。
在进行Z值分析时,需要注意以下几个方面。
首先,样本大小要足够大,以确保结果的准确性和可靠性。
通常情况下,样本大小应大于30,但具体的要求可以根据具体情况来确定。
其次,选择合适的阈值来判断过程是否正常运行。
阈值的选择应综合考虑过程的要求、可靠性和成本等因素。
过程控制-计算
系统数学模型为: G ( s )
K e s Ts 1
' 根据 Z-N 公式: KK c 0 .9 (
T
) 1 .0 1 .12 K c' ...
TI* 3 .33 ( )1 .0 TI* 3 .33 .... (s) T T
因为等效调节器由调节器、变送器和调节阀组成,因此:
,根据
K e j Tj 1
由式(相角条件): arctg (T cr ) cr cr 120.74 由式(幅角条件):
120.74 120.74 cr 0.0596 180 180
K cr K (T cr ) 2 1
y * (t1 )
10 0 220 14.4
20 0.2 240 15.1
40 0.8 260 15.8
60 2 280 16.4
80 3.6 300 17
100 5.4 320 17.4
120 7.4 340 17.6
140 9.3 360 17.8
160 11 380 17.95
180 12.6 400 18.1
0180741201807412074120???????????????????????tcrcrcrcrarctg由式幅角条件
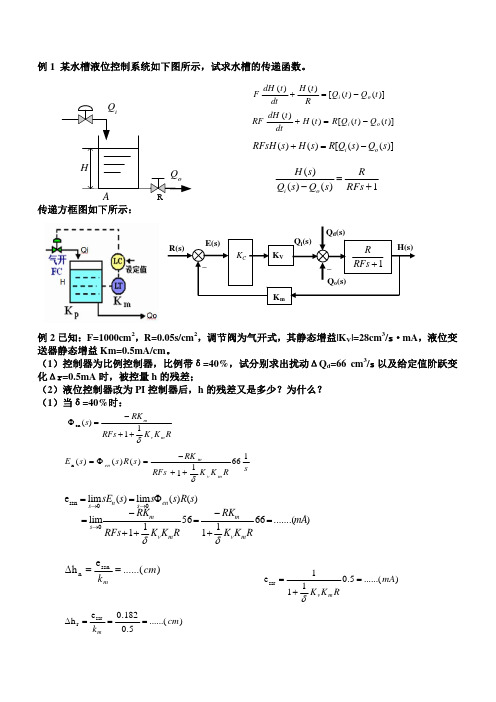
例 1 某水槽液位控制系统如下图所示,试求水槽的传递函数。
F dH ( t ) H ( t ) [ Q i ( t ) Q o ( t )] dt R dH (t ) H ( t ) R [ Q i (t ) Q o ( t )] dt
K c' K c* K m K v
20 4 200 0 100 0 调节阀的转换系数: K m (% / mA) 20 4
过程控制的计算方法
1/9 一.预防与检测检验一容忍浪费;预防一避免浪费检验--通过质量控制检查最终产品并剔除不符事规范的产品。
在管理部门则经常靠检查或重新检查工作来找出错误,在这种情况下都是使用检测的方法,这种方法是一种浪费,因为它允许将时间和材料投入到生产不一定有用的产品和服务中。
预防一第一步就可以避免生产无用的输出,从而避免浪费。
“第一次就把事情做好”。
仅有这样口号是不够的,所以要理解统计过程各个要项。
要研究产生变量本身的特性---过程。
二.基本概念过程:是指共同作用以产生输出的供方、生产者、人、设备、输入材料、方法和环境以及使用输出的顾客之集合。
过程控制系统:过程的性能取决于供方与顾客这间的沟通,过程设计和实施的方法,以及运作和管理方式。
.a. 有关过程性能的信息一与性能最有用的信息是以研究过程本身以及其内在的变化中得到的信息过程特性,这是我们关注的重点。
b. 对过程采取措施c. 对输出采取措施变差:过程的单个输出之间不可避免的差别。
产生变差的普通原因:随时间的推移具有稳定的且可重复的分步过程中的许多变差的原因、我们称之为“处于统计控制状态”。
产生变差的特殊原因:不是始终作用于过程的变差的原因,出现时造成过程分步的改变。
除非所有的特殊原因都被查找出来,并且采取了措施,否则他们将以不可预测的方式来影响过程的输出,随时间的发展,过程的输出将不稳定。
正态分步:正态分步又称概率分步。
如果影响某一变量的因素会很多,而每一个因素都不起决定性作用,且这此影响是可以叠加的,那么此随机变量被认为是从正态分步的。
局部措施:通常用于消除变差的特殊原因通常有与过程直接相关的人员实施通常可纠正大约15%的过程问题系统采取措施:通常用来消除变差的普通原因几乎总是要求管理措施,以便纠正大约可纠正85%的过程问题.三.控制图一过程控制的工具过程特性,是我们关注的重点,我们通过研究过程本身的特性,来识别生产变差的原因,是特殊原因还是普通原因,从而决定采取局部措施还是系统措施。
14过程控制方法
14 过程控制方法
14.3 控制图(controlБайду номын сангаасchart)法
——控制图类型(计件) ➢ 不合格率控制图 ——设计过程:P168 ➢ 不合格品数控制图 ——设计过程:P169
质量管理学
14 过程控制方法
14.3 控制图(control chart)法
——控制图类型(计点) ➢ 缺陷数控制图 ——设计过程:P171 ➢ 单位缺陷数控制图 ——设计过程:P171-172
质量管理学
部波动范围。显然,B越小,过程能力就越强。
质量管理学
14 过程控制方法
14.2 过程能力和过程能力指数
■ 过程能力指数
➢ 定义:表示过程能力满足过程质量标准要求程度的量值。 过程质量要求的范围(公差)和过程能力的比值
➢ 公式:
√ 无偏时双向公差过程能力指数计算 √ 过程有偏时双向公差过程能力指数计算 √ 单项公差过程能力指数计算 √ 过程能力指数的判断与处置(P158)
质量管理学
14 过程控制方法
14.3 控制图(control chart)法
——控制图应贯彻预防原则 “查出异因,采取措施,加以消除,不 再出现、纳入标准”
质量管理学
14 过程控制方法
14.3 控制图(control chart)法
——控制图的观察分析 ➢ 工序处于稳定状态下的判断 ➢ 工序处于不稳定状态下的判断
14 过程控制方法
1. 工序质量控制的基本概念
■ 工序质量
➢ 产品可分割的工序——产品质量特性(尺寸、强 度等)
➢ 产品不可分割的工序——工艺质量特性(温度、 浓度等)
➢ 属于制造质量的范畴 ➢ 优劣判断:符合性质量
SPC计算公式
SPC统计过程控制
(SPC统计量介绍)
北京钢冶联信息科技有限公司
P. 1
常用统计量
1. Mean:(平均值) 2. Max:(最大值) 3. Min:(最小值) 4. Range:(Max- Min最大跨距) 5. StdDev标准差 6. Cp:(过程能力指数) 7. Cr:(过程能力比值 ) 8. k:(偏移系数 ) 9. Cpu:(上限过程能力指数 ) 10. Cpl:(下限过程能力指数 ) 11. Cpk:(过程能力指数 ) 12. Cpm:(目标能力指数) 13. Zu(Cap) :(规格上限SIGMA水平) 14. Zl(Cap) :(规格下限SIGMA水平) 15. Fpu(Cap): (超出规格上限机率)
P. 12
计算公式
16、Fpl(Cap):(超出规格下限机率) Fpl(Cap) 1- Normsdist(3*Cpl)
Fpl(Cap)表示产品检验 结果超出规格下限的概率
规格上限 USL
0.30 0.25 0.20 0.15 0.10 0.05 0.00
6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
K=(40.2-40))/((40.5-39.5)/2)=0.4
k M ,其中T USL LSL, M USL LSL
T2
2
规格中心 M
产品均值μ
0.30
0.25
0.20
规格宽度
0.15
T
0.10
0.05
0.00 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
过程控制1
1.衰减比和衰减率是衡量一个振荡过程的衰减程度的指标。
衰减比=Y1/Y3=n 衰减率=Y1-Y3/Y32.最大动态偏差是指设定值阶跃响应中,过渡过程开始后第一个波峰超过其新稳态值的幅度。
2最大动态偏差占被调量稳态变化的幅度的百分数称为超调量。
最大动态偏差和超调量是系统动态准确性的衡量指标。
3.残余偏差是指过渡过程结束后,被调量新的稳态值与新设定值之间的差值,它是控制系统稳态准确性的衡量指标。
4.调节时间是从过渡过程开始到结束所需的时间。
过渡过程的振荡频率也可以作为衡量控制系统快速性的一个指标。
5.从外部流入对象内部的物质或能量称为流入量,从对象内部流出的流量称为流出量。
在控制系统方块图中,无论是流入量或流出量,它们作为引起被调量变化的原因都应看作是被控对象的输入量。
6.工业过程动态特性的特点:1.对象的动态特性是不振荡的2.对象动态特性有迟延3被控对象本身是稳定的或中性稳定的4被控对象往往具有非线性特性。
7.当调节阀开度改变致使原来的物质或能量平衡关系遭到破坏后,随着被调量的变化不平衡量愈来愈小,因而被调量能够自动地稳定在新的水平上。
这种特性称为自平衡,有这种特性的被控对象称为自衡过程。
8.机理法建模:根据生产过程中实际发生的变化机理,写出各种有关的平衡方程,运动方程,物性参数方程和某些设备的特性方程等,从中获得所需的数学模型。
首要条件是机理已经必须为人们充分掌握并且可以比较确切的加以数学描述9.测试法一般只用于建立输入输出模型。
那些内部机理尚未被人们充分了解的过程,也是难以用测试法建立其动态数学模型的。
11.所谓正作用方式是指调节器的输出信号U随着被调量Y的增大而增大,此时称整个调节器的增益为“+”。
确定正作用方式之后使其为负反馈控制。
12.比例带就代表使调节阀开度改变100%即从全关到全开时所需要的被调量的变化范围。
13.比例调节特点:速度快,有差调节;14积分调节特点:速度慢,无差,稳定性比Pi调节差,增大积分速度会降低控制系统的稳定程度;15.微分调节特点;U提前与e提前控制,不能单独使用,对高频干扰敏感,总是力图抑制被调量的振荡,它有提高系统稳定性的作用。
期末考试过程控制计算题
期末考试过程控制计算题work Information Technology Company.2020YEAR计算及问答题1.某换热器温度控制系统(设定值为100℃),在阶跃扰动作用下的过渡过程曲线如图所示。
分别求出衰减比、最大偏差、余差、过渡时间和振荡周期(按±3%稳态值来确定过渡时间)。
温度℃解:衰减比ψ=8.011)105110()105130(12=-=---B B最大偏差A ,即超调量σ=%8.23%100%100105105130)()()(=⨯=⨯-∞∞-y y t y p余差C=│y ﹙∞﹚-y ﹙0﹚│=105-100=5过渡时间ts=27min ,(计算稳态值的±3%,即102或108,用尺子量后估算出时间)振荡周期,时间作衰减振荡,所以振荡周期T=20-8=12min ,(两个波峰的时间差)2.已知某被控过程的数学模型为1)()(+=Ts Ks E s U应用前向差分法,求关于u(k)和e(k)的差分方程。
参考计算控制课本p129 解:)()1()(s E K Ts s U •=+•)()()(s E K s U s U Ts •=+•)()()(t Ke t u Tdtt du =+设采样周期为T S ,代入ST k u k u dtt du )()1()(-+=)()())()1((k Ke k u k u k u ST T =+-+第 页)()1()(k Ke k u k u TT TT T TS S S --++= 3.一台仪表的测温范围为100~550℃,绝对误差的最大值为2℃,求这台仪表的相对误差。
解:δ=%44.0%1001005502=⨯-4.某一标尺为0~500℃的温度计出厂前经校验,其刻度标尺各点测量结果值分别为:(1)求出仪表最大绝对误差值;(2)确定仪表的允许误差及精确度等级;(3)仪表经过一段时间使用后,重新校验时,仪表最大绝对误差为±8℃,问该仪表是否还符合出厂时的精确度等级。
过程控制振荡频率的计算公式

过程控制振荡频率的计算公式在电子工程领域中,振荡器是一种能够产生周期性信号的电路或装置。
振荡频率是振荡器中最重要的参数之一,它决定了信号的周期和频率。
在设计和调整振荡器时,我们需要计算振荡频率,以确保所需的信号能够得到正确的产生。
振荡器的振荡频率可以通过以下公式来计算:f = 1 / (2π√(LC))其中,f表示振荡频率,L是电感的值,C是电容的值,π是圆周率。
在这个公式中,电感和电容是振荡器电路中的两个重要元件。
电感是一种储存能量的元件,它的单位是亨利(H)。
电容是一种储存电荷的元件,它的单位是法拉(F)。
通过调整电感和电容的数值,我们可以控制振荡频率的大小。
需要注意的是,这个公式只适用于简单的谐振振荡器,也称为LC振荡器。
LC振荡器是一种基本的振荡器电路,由电感和电容组成。
它的工作原理是通过电感和电容之间的能量交换来产生振荡信号。
在实际应用中,我们可以通过调整电感和电容的数值来控制振荡频率。
如果想要提高振荡频率,可以减小电感或增大电容的数值。
反之,如果想要降低振荡频率,可以增大电感或减小电容的数值。
除了电感和电容的数值,还有其他因素也会影响振荡频率。
例如,振荡器电路的负载电阻、电源电压以及其他元件的参数都可能对振荡频率产生影响。
因此,在实际设计和调整中,需要综合考虑这些因素,以确保振荡器能够正常工作,并产生所需的振荡频率。
总结起来,振荡频率是振荡器中最重要的参数之一,在设计和调整振荡器时需要计算振荡频率。
通过振荡频率的计算公式,我们可以根据电感和电容的数值来控制振荡频率的大小。
然而,除了电感和电容的数值,还有其他因素也会影响振荡频率,因此需要综合考虑这些因素来确保振荡器的正常工作。
过程控制振荡频率的计算公式

过程控制振荡频率的计算公式
频率的公式是T=1/f,振幅没有公式,振幅是指振动的物理量可能达到的最大值,通常以A表示,它是表示振动的范围和强度的物理量,频率是单位时间内完成周期性变化的次数。
频率是描述周期运动频繁程度的量,常用符号f或ν表示,单位为秒分之一,符号为s。
假如现在有一个单摆,固有的振动频率就是它自由振荡的频率,假设为f,这个单摆在左右摆动。
现在我以1。
5f的频率从左边推动它,第一次在最高点推它,单摆摆的更厉害了,但是摆还没完全摆回来到最高点的时候,我的第二次推动就又开始了,此时我实际上抵消了单摆的一部分摆动能量,结果相当于单摆幅度变小了,但是因为受到我外力的驱使,它只好在2T/3的时候就又往右摆了。
然后在4T/3的时候,此时单摆的固有周期正进行到第二轮的1/3处,因此方向是向右的,我进行了第三次推动,这次因为推动方向跟摆的瞬时运动方向相同,所以增加了单摆的摆幅,同样,本来单摆还在一个固有周期进行中,却因为受到我外力的驱使,又结束了没有完成的一轮固有周期而进入了新的周期,然后在6T/3就是正好2个固有周期的时候,单摆恰好回到了左边的最高点,此时我进行第四次推动。
然后往复刚才的情形。
因此,受迫振动的频率等于驱动力的频率,因为驱动力是一直存在的。
但是倘若两者频率不同,振幅是会变化的,一会大,一会小。
而这个振幅变化的周期,跟驱动力频率与振子固有频率的差值有关。
《信息科技》小学六年级上册“过程与控制”1.2输入计算和输出”

输出
具体执行的环节
一、识别过程与控制的三个环节
讨论与交流
请以电饭锅做米饭为例,分析它的输入、计 算与输出的环节,以及各环节的工作内容。
二、了解各种各样的输入方式
微波炉
电饭锅
输入的方式:旋钮 输入的指令或数据:火力,时间
输入的方式:按钮 输入的指令或数据:烹饪内容、方式,时间
二、了解各种各样的输入方式
讨论与交流
分析以下电器采用的怎样的输入方式?输入了哪些指令或数据?你还知道哪些设备的输入方式?
二、了解各种各样的输入方式
生活中还有一些设备不用手动输入数据,而是自动识别或采集(即自动输入)指令和数据的。
声控开关
感应水龙头
自动感应门
三、探究计算的奥秘
四、知道输出的具体作用
四、知道输出的各种形式
电子工业出版社 小学《信息科技》六年级上册
《义务教育信息科技课程标准(2022年版)》
1.2 输入、计算和输出
2023年9月
一、识别过程与控制的三个环节
转盘电机
微波发生器
控 制 电 路
一、识别过程与控制的三个环节
输入
获取指令(如开、关等)与数据 (时间、火力等)
பைடு நூலகம்
计算
将输入的指令与数据转换为具体 执行所需要的指令(或信号)。
请多多指教 汇报人:启智设计 2023年9月
统计过程控制(SPC)之单边公差的指数
能力比值CR
能力比值,是 的倒数
20
这对单边公差是没有意义
21
性能比值PR
性能比值,是 的倒数
22
这对单边公差是没有意义
统计过程控制(SPC)之单边公差的指数
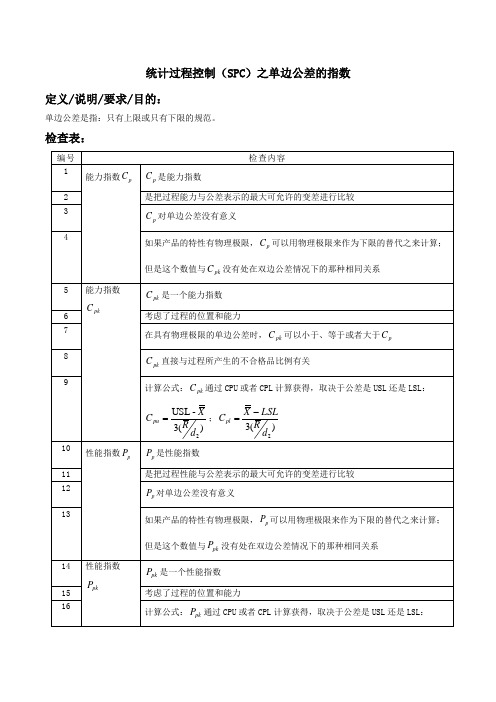
定义/说明/要求/目的:
单边公差是指:只有上限或只有下限的规范。
检查表:
编号
检查内容
1
能力指数
是能力指数
2
是把过程能力与公差表示的最大可允许的变差进行比较
3
对单边公差没有意义
4
如果产品的特性有物理极限, 可以用物理极限来作为下限的替代之来计算;但是这个数值与 没有处在双边公差情况下的那种相同关系
13
如果产品的特性有物理极限, 可以用物理极限来作为下限的替代之来计算;但是这个数值与 没有处在双边公差情况下的那种相同关系
14
性能指数
是一个性能指数
15
考虑了过程的位置和能力
16
计算公式: 通过CPU或者CPL计算获得,取决于公差是USL还是LSL:
;
17
直接与过程所产生的不合格品比例有关
18
在单边公差情况下, 替代符号是 或 ,取决于公差是USL还是LSL
5
能力பைடு நூலகம்数
是一个能力指数
6
考虑了过程的位置和能力
7
在具有物理极限的单边公差时, 可以小于、等于或者大于
8
直接与过程所产生的不合格品比例有关
9
计算公式: 通过CPU或者CPL计算获得,取决于公差是USL还是LSL:
;
10
性能指数
是性能指数
11
是把过程性能与公差表示的最大可允许的变差进行比较
12
对单边公差没有意义
过程控制

纸的历史
两千年前蔡伦改良造纸术,改变了书写的历史。十九 世纪,开始以木浆制纸。二十世纪初,美国史古脱纸 业公司买下一大批纸,因纸面产生皱折而无法使用。 面对一仓库的无用的纸,大家都不知如何是好,在主 管会议中,有人建议将纸退回供应商以减少损失,这 个建议获得所有人的附议。该公司负责人亚瑟·史古 脱(Arthur Scott)却不这么想,他想到在卷纸上打 洞,变成容易撕下成一小张一小张的。史古脱将这种 纸命名为“桑尼”卫生巾,卖给火车站、饭店、学校 等放置于厕所中,因为相当好用而大受欢迎,并慢慢 普及到一般家庭中,页成型过程中必不可少的工序,其主要 作用是将湿纸页中的部分水脱除并固化纸页。 压榨过程要控制的主要工艺参数有压榨辊与烘缸 的压力及烘缸电机、压榨辊电机、成形辊电机这三个 传动点的负荷分配。 压榨辊与烘缸的接触是靠压缩空气维持的,在压 榨辊两边的气囊引出气路安装压力传感器,监测瞬间 的气压,并为PID控制的输入值;以设定的总气压乘 以两边设定的百分比,便得到两边气压的设定值;再 把输出值送给各自的压力比例调节器,控制气囊的气 压。这样便完成了一个PID控制过程。 烘缸电机、压榨辊电机、成形辊电机的三点传动 负荷分配也会影响到纸页的质量,先以烘缸的速度为 基准,根据负荷分配确定压榨辊与成形辊的基本速度; 再以压榨辊为基准,经过二次负荷分配确定成形辊的 速度。
计算确定碎浆与抽浆的加水量。 当浆板下到开动的碎浆槽里且 累加流量等于碎浆的加水计算 量时,关闭加水自动阀,开始 计算碎浆时间,这用定时器或 在DCS程序中都可轻易实现。 达到所设定的时间后,打开自 动阀加水,直到累加流量等于 抽浆的加水计算量,同时进行 抽浆,这样便可在浆池内得到 稳定浓度的浆料。
品兰给定值 的计算过程
四.上浆
统计过程控制的几种常用方法
统计过程控制1、统计过程控制的基本知识1.1统计过程控制的基本概念统计过程控制(Stastistical Process Control简称SPC)是为了贯彻预防原则,应用统计方法对过程中的各个阶段进行评估和监控,建立并保持过程处于可接受的并且稳定的水平,从而保证产品与服务符合规定要求的一种技术。
SPC中的主要工具是控制图。
因此,要想推行SPC必须对控制图有一定深入的了解,否则就不可能通过SPC取得真正的实效。
对于来自现场的助理质量工程师而言,主要要求他们当好质量工程师的助手:(1)在现场能够较熟练地建立控制图;(2)在生产过程中对于控制图能够初步加以使用和判断;(3)能够针对出现的问题提出初步的解决措施。
大量实践证明,为了达到上述目的,单纯了解控制图理论公式的推导是行不通的,主要是需要掌握控制图的基本思路与基本概念,懂得各项操作的作用及其物理意义,并伴随以必要的练习与实践方能奏效。
1.2统计过程控制的作用(1)要想搞好质量管理首先应该明确下列两点:①贯彻预防原则是现代质量管理的核心与精髓。
②质量管理学科有一个十分重要的特点,即对于质量管理所提出的原则、方针、目标都要科学措施与科学方法来保证他们的实现。
这体现了质量管理学科的科学性。
为了保证预防原则的实现,20世纪20年代美国贝尔电话实验室成立了两个研究质量的课题组,一为过程控制组,学术领导人为休哈特;另一为产品控制组,学术领导人为道奇。
其后,休哈特提出了过程控制理论以及控制过程的具体工具——控制图。
道奇与罗米格则提出了抽样检验理论和抽样检验表。
这两个研究组的研究成果影响深远,在他们之后,虽然有数以千记的论文出现,但至今仍未能脱其左右。
休哈特与道奇是统计质量控制(SQC)奠基人。
1931年休哈特出版了他的代表作《加工产品质量的经济控制》这标志着统计过程控制时代的开始。
(2)“21世纪是质量的世纪”。
美国著名质量管理专家朱兰早在1994年的美国质量管理年会上即提出此论断,若干年来得到越来越多的人的认同。
过程控制和优化的计算和实践方法

过程控制和优化的计算和实践方法随着科技的发展和工业化的进程,工业生产中的过程控制和优化越来越成为必要的需求。
过程控制和优化能够有效地提高生产效率和产品质量,并且降低生产成本和环境污染。
本文将介绍过程控制和优化的计算和实践方法,探讨如何利用技术手段来实现工业生产中的过程控制和优化。
1. 过程控制的方法过程控制是指在生产过程中通过各种手段来控制各种因素的状态,从而使整个生产过程得到有效的指导和监控。
过程控制的方法有很多,下面将介绍几种常用的方法。
(1)PID控制PID控制是目前工业中最常用的控制方法之一。
PID控制是一种基于比例、积分、微分的反馈控制。
在PID控制中,通过对过程变量的控制和调节,使得过程变量能够维持在一个稳定的范围内,从而达到控制生产过程的目的。
(2)模糊控制模糊控制是应用模糊逻辑原理来进行控制的一种控制方法。
在模糊控制中,利用模糊逻辑原理对输入变量、输出变量以及规则库进行模糊化处理,通过模糊推理得出控制变量的输出,并对目标变量进行优化控制。
(3)神经网络控制神经网络控制是利用神经网络技术进行控制的一种控制方法。
在神经网络控制中,利用神经网络模型进行模拟计算,通过对神经网络模型的训练和优化,实现对生产过程的控制和优化。
2. 过程优化的方法过程优化是在生产过程中对各种因素进行调整和改进,从而提高生产效率和产品质量,降低生产成本和环境污染。
过程优化的方法有很多,下面将介绍几种常用的方法。
(1)数据挖掘和分析数据挖掘和分析是通过对生产过程中的各种数据进行挖掘和分析,从而识别出其中隐藏的规律和关系,然后对生产过程进行调整和改进的一种优化方法。
(2)质量工程方法质量工程方法是通过对生产过程进行分析和评估,确定关键参数,然后通过对关键参数进行控制和管理,从而达到提高产品质量的目的的一种优化方法。
(3)六西格玛方法六西格玛方法是一种基于数据分析的质量管理方法。
在六西格玛方法中,通过对生产过程中的数据进行分析和统计,确定生产过程中存在的问题,并对问题进行改进和优化,从而达到提高产品质量和降低生产成本的目的。
PID控制原理及控制算法
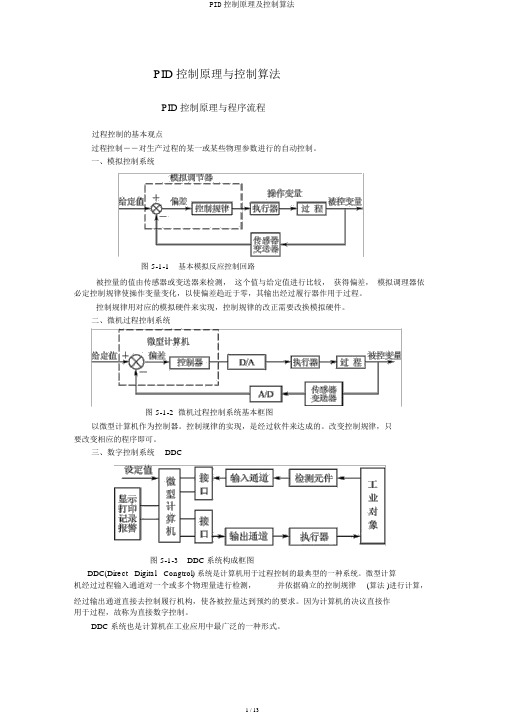
PID 控制原理与控制算法PID 控制原理与程序流程过程控制的基本观点过程控制――对生产过程的某一或某些物理参数进行的自动控制。
一、模拟控制系统图 5-1-1基本模拟反应控制回路被控量的值由传感器或变送器来检测,这个值与给定值进行比较,获得偏差,模拟调理器依必定控制规律使操作变量变化,以使偏差趋近于零,其输出经过履行器作用于过程。
控制规律用对应的模拟硬件来实现,控制规律的改正需要改换模拟硬件。
二、微机过程控制系统图 5-1-2 微机过程控制系统基本框图以微型计算机作为控制器。
控制规律的实现,是经过软件来达成的。
改变控制规律,只要改变相应的程序即可。
三、数字控制系统DDC图 5-1-3 DDC 系统构成框图DDC(Direct Digital Congtrol) 系统是计算机用于过程控制的最典型的一种系统。
微型计算机经过过程输入通道对一个或多个物理量进行检测,并依据确立的控制规律(算法 )进行计算,经过输出通道直接去控制履行机构,使各被控量达到预约的要求。
因为计算机的决议直接作用于过程,故称为直接数字控制。
DDC 系统也是计算机在工业应用中最广泛的一种形式。
模拟 PID 调理器一、模拟PID 控制系统构成图 5- 1- 4 模拟 PID 控制系统原理框图二、模拟 PID 调理器的微分方程和传输函数PID 调理器是一种线性调理器,它将给定值r(t)与实质输出值c(t)的偏差的比率(P) 、积分 (I)、微分(D)经过线性组合构成控制量,对控制对象进行控制。
1、 PID 调理器的微分方程u(t)K P1tT Dde(t ) e(t )e(t) dtdtT I0式中 e(t ) r (t )c(t ) 2、 PID 调理器的传输函数D(S)U (S)K P 11T D S E(S)T I S三、 PID 调理器各校订环节的作用1、比率环节:即时成比率地反响控制系统的偏差信号e(t),偏差一旦产生,调理器立刻产生控制作用以减小偏差。
过程控制计算题(可直接使用).doc
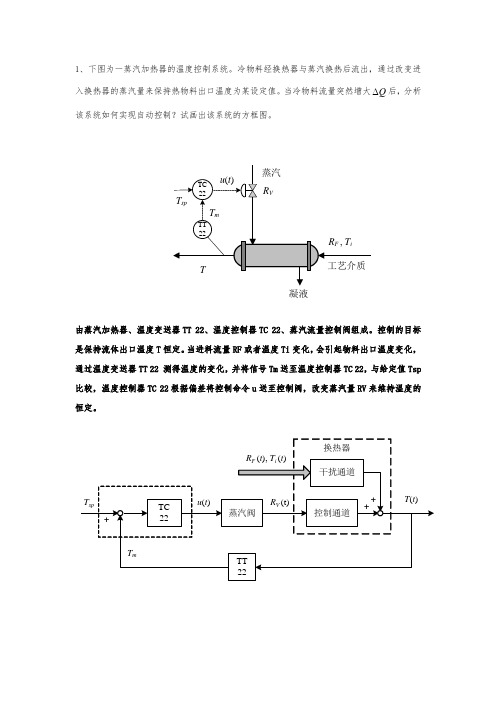
1、下图为一蒸汽加热器的温度控制系统。
冷物料经换热器与蒸汽换热后流出,通过改变进后,分析入换热器的蒸汽量来保持热物料出口温度为某设定值。
当冷物料流量突然增大Q该系统如何实现自动控制?试画出该系统的方框图。
凝液由蒸汽加热器、温度变送器TT 22、温度控制器TC 22、蒸汽流量控制阀组成。
控制的目标是保持流体出口温度T恒定。
当进料流量RF或者温度Ti变化,会引起物料出口温度变化,通过温度变送器TT 22 测得温度的变化,并将信号Tm送至温度控制器TC 22,与给定值Tsp 比较,温度控制器TC 22根据偏差将控制命令u送至控制阀,改变蒸汽量RV来维持温度的恒定。
2、下图所示为一液位控制系统,试指出该系统中的(1)被控变量、(2)操纵变量、(3)主要扰动、(4)输入信号、(5)输出信号各是什么,并画出该系统的方框图。
被控变量:液位h 操纵变量: Qo 主要扰动: Qi 输入变量:h sp输出变量:h(t)3、某一被控过程为若采用PI 控制器对该被控过程进行控制,试采用Zirgler-Nichols 方法确定控制器参数。
假设继电器幅度为2d =± ,基于该继电器的反馈系统输入输出响应如下图所示,系统在微量外部扰动的作用下,进入等幅振荡状态解:由振荡曲线可知:2d =±,振幅0.3a =,周期11min u T =,因而对应的临界控制增益4428.53.140.3u d K a π⨯==≈⨯ PI 控制器参数为()()()20.55121sp G s e s s -=++0.4 3.4c u K K =⨯=0.89mini u T T =⨯=4、某一热交换控制系统如下图所示,考虑到控制系统在断电断气情况下的安全性,蒸汽阀应为气开阀还是气关阀?试分析为使控制回路成为“负反馈”系统,TC22 应为反作用控制器还是正作用控制器?答:蒸汽阀应为气开阀。
假设控制器TC 22为正作用(当被控变量的测量值增大时,控制器的输出也增大)。
过程控制

3-6.被控对象、执行器、控制器的正、反作用方向各是怎样规定的?3-6答:被控对象的正、反作用方向规定为:当操纵变量增加时,被控变量也增加的对象属于“正作用”的;反之,被控变量随操纵变量的增加而降低的对象属于“反作用”的。
执行器的作用方向由它的气开、气关型式来确定。
气开阀为“正”方向;气关阀为“反”方向。
如果将控制器的输入偏差信号定义为测量值减去给定值,那么当偏差增加时,其输出也增加的控制器称为“正作用”控制器;反之,控制器的输出信号随偏差的增加而减小的称为“反作用”控制器。
也可参考下表:各环节作用方向如表:4、什么是简单控制系统?试画出简单控制系统的典型方块图。
答:所谓简单控制系统,通常是指由一个被控对象、一个检测元件及传感器(或变送器)、一个调节器和一个执行器所构成的单闭环控制系统,有时也称为单回路控制系统。
简单控制系统的典型方块图如图所示。
10、积分饱和的危害是什么?有哪几种主要的抗积分饱和措施?答:当控制器处于积分饱和状态时,它的输出将达到最大或最小的极限值,该极限值已超出执行器的有效输入信号范围(对于气动薄膜控制阀来说,其有效输入信号范围一般为20~100kPa)。
出现这种现象,对控制系统的工作是很不利的。
因为当需要该控制器恢复工作状态(在取代控制系统中,控制器重新被选择器选中)时,它不能马上动作,必须待它的输出退出饱和区,返回到执行器的有效输入信号范围内后,才能使执行器开始动作。
所以取代是不及时的,这样会对系统的工作带来严重的后果,甚至会造成事故。
抗积分饱和的主要方法有限幅法和积分切除法等。
四、分析题。
1、图中的液面调节回路,工艺要求故障情况下送出的气体中也不许带有液体。
试选取调节阀气开、气关型式和调节器的正、反作用,再简单说明这一调节回路的工作过程。
答:因工艺要求故障情况下送出的气体不许带液,故当气源压力为零时,阀门应打开,所以调节阀是气关式。
当液位升高时,要求调节阀开度增大,由于所选取的是气关调节阀,故要求调节阀输出减少,调节器是反作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
/
/
/
0.08
0.14
0.18
0.22
D2
1.13
1.69
2.06
2.33
2.53
2.7
2.85
2.97
3.08
A2
1.88
1.02
0.73
0.58
0.48
0.42
0.37
0.34
0.31
b.在控制图上作出平均值和极差控制限的控制线。
100
UCLX
90
80
70
60
50
40
30
20
10
LCLX
00
3.通过测量部分数据就可以获得一定的信息,比较全部检查才知道其质量状况,所需的成本更低。
4.由于在作出可靠的商定之前,只需要检查少量的产品,因此可以缩短零件生产和采取措施之间间隔。
5.用计量型数据,可以分析一个过程的性能,可以量化所作的改进,利于采取措施进行持续改善。
五. -R管制图
A.收集数据
测量方法必须保証始终生产准确和精密的结果:
不精密
精密
不准确
▒
准确
。。
▒
a.
b.周期性抽样,如:每15分钟抽样一次,每班抽样两次。
c.子组大小确定,如收集20组子组数据。(抽样数:20组*5件=100件)
d.建立控制图及原始数据( 图在R图的下上方,R图下面再接一数据栏,同时包括记录数据的和、均值(X)、极差(R)及日期或时间)。
page 3/9
e.计算每个子组的均值( )和极差(R),并画在控制图上,它们分别反应了整个过程的均值和其变量。
每个子组,计算:
=(X1+X2+X3+…Xn)/nR=X最大值-X最小值
f.选择控制图的刻度
g.将均值和极差画到控制图上
B.计算控制限
a.计算控制限
显示仅存在变差的普通原因时子组的均值和极差的变化和范围。(X-S控制图考虑变差产生的普通原因和特殊原因)
“第一次就把事情做好”。仅有这样口号是不够的,所以要理解统计过程各个要项。要研究产生变量本身的特性---过程。
二.基本概念
过程:是指共同作用以产生输出的供方、生产者、人、设备、输入材料、方法和环境以及使用输出的顾客之集合。
过程控制系统:过程的性能取决于供方与顾客这间的沟通,过程设计和实施的方法,以及运作和管理方式。.
3.分析及改进
当特殊原因被消除之后,过程在统计控制状态下运行,可继续使用控制图作为监控工具,可计算过程能力。--CPK&PPK
4.计量型数据控制图
计量值数据的控制图广泛应用的原因:
1.大多过程和其输出具有可测量性,所以其潜在应用很广泛。
2.量化的值(例如:直径12.3mm)比简单的OK\NG包含的信息要更多。
100
UCLR
90
80
70
60
50
40
30
20
10
LCLR
00
日期
时间
8/1
8
10
12
2
8/2
8
10
12
2
8/3
8
10
12
2
8/4
8
10
12
2
8/5
8
10
12
2
读数
1
2
3
4
5
SUM
page 4/9
C.过程控制解释
a.超出控制限的点
超出一个或多个点超出任何一个控制限
该点处于失控状态的主要証据。因为只有在普通原因引起变差的情况下超出控制限的会很少,我们便假设该超出的是由特殊原因造成的。因此,超出控制点应立即进行分析,找出存在特殊原因的信号,给任何超出控制的点作标记,以便根据原因实际开始的时间进行调查,采取纠正措施。
依据作业标准执行作业的变化
操作人员的注意力未集中
…
…
正态分步:正态分步又称概率分步。如果影响某一变量的因素会很多,而每一个因素都不起决定性作用,且这此影响是可以叠加的,那么此随机变量被认为是从正态分步的。
局部措施:
通常用于消除变差的特殊原因
通常有与过程直接相关的人员实施
通常可纠正大约15%的过程问题
这些数据可以是一个加工零件的尺寸的实测值,一批在制品的缺陷数,可以是不同时间段产线不良率…
2.控制
利用数据计算控制限,将他们画在图上作为分析的指南。
控制线并不是规范限值或目标,而是基于过程的自然变化性和抽样计划。----控制界限&规格界限
然后,将数据与控制限相比较来确定变差是否稳定而且是否仅是普通原因引起的。(后面讲到控制图识别再详细说明)如果明显存在变差的特殊原因,应对过程进行研究从而进一步确定影响它的是什么。在采取措施后(一般是局部措施)后,再进一步收集数据,如有必要则重新计算控制限。
产生变差的特殊原因:不是始终作用于过程的变差的原因,出现时造成过程分步的改变。除非所有的特殊原因都被查找出来,并且采取了措施,否则他们将以不可预测的方式来影响过程的输出,随时间的发展,过程的输出将不稳定。
普通原因
特殊原因
天气的变化
机器突发变化
环境的变化
未依据作业标准执行作业
物料在一定范围内的变化
使用规格外的原材料
统计过程控制的计算page 1/9
1.预防与检测
检验—容忍浪费;预防—避免浪费
检验--通过质量控制检查最终产品并剔除不符事规范的产品。在管理部门则经常靠检查或重新检查工作来找出错误,在这种情况下都是使用检测的方法,这种方法是一种浪费,因为它允许将时间和材料投入到生产不一定有用的产品和服务中。
预防—第一步就可以避免生产无用的输出,从而避免浪费。
=Σ 各组/子组数 =ΣR各组/子组数
UCL = &#
式中D4、D3、A2为常数,它们随样本容量的不同而不同,下表是样本容量不同的一个常数表。
n
2
3
4
5
6
7
8
9
10
D4
3.27
2.57
2.28
2.11
2.00
1.92
1.86
1.82
1.78
D3
a.有关过程性能的信息—与性能最有用的信息是以研究过程本身以及其内在的变化中得到的信息过程特性,这是我们关注的重点。
b.对过程采取措施
c.对输出采取措施
变差:过程的单个输出之间不可避免的差别。
产生变差的普通原因:随时间的推移具有稳定的且可重复的分步过程中的许多变差的原因、我们称之为“处于统计控制状态”。
b.控制限之内的图形式趋势
当出现非随机性的图形时,尽管所有的极差都在控制限内,也表明出现这种图形或趋势的时期内过程失控或过程分布宽度发生变化。应该纠正不利条件。
系统采取措施:
通常用来消除变差的普通原因
几乎总是要求管理措施,以便纠正
大约可纠正85%的过程问题.
3.控制图—过程控制的工具
过程特性,是我们关注的重点,我们通过研究过程本身的特性,来识别生产变差的原因,是特殊原因还是普通原因,从而决定采取局部措施还是系统措施。
page 2/9
1.收集
被研究的特性(过程或产品)的数据收集后将之转化成可以画在控制图上的形式。