材料放射性检测原始记录
射线检测原始记录
工程名称:_____________________ 部件名称:_____________________ 焊口位置及编号 焊工 代号 底片编号 工艺卡号:____________________ 记录编号:____________________ 像质 黑度范围 缺陷位置时钟标识 指数 缺陷性质 委托单位:_______________________ 委托单号:_______________________ 尺寸或点数 评定 级别 返修 次数 备注
评片人Байду номын сангаас
资质等级
检测日期
说明1:缺陷性质只填最严重处评定框内缺陷,代码为:(1)圆形缺陷E 3:黑度范围指评定区域内两点(最大、最小黑度)黑度值的范围。
(2)条形缺陷T
(3)裂纹A
(4)未熔合B
(5)未焊透C (6)未发现缺陷W (7)内凹N (8)咬边Y。
2:缺陷尺寸与数量填写评定框内条形缺陷尺寸额和圆形缺陷换算后的点数。
射线检测原始记录

射线检测原始记录
射线检测工艺卡
统一编号:
射线检测透照方式布置图 AB级工件名称工件编号
透照方式(1)中心周向
注:f≥10d.b2/3,胶片应覆盖焊缝外表面整个圆周。
透照方式(2)双壁单影
注:f≥400mm,外径mm100≤D0≤159mm时,至少拍片5张、
均布,外径mm159≤D0≤219mm时,至少拍片6张、均布。
透照方式(3)双壁单影
注:外径D0>219mm时,方可采用,至少拍片6张、均布。
透照方式(4)纵缝双壁单影注:f≥600mm,K=1.03。
透照方式(5)双壁双影椭圆成像
注:当T≤8mm,且焊缝宽度≤D0/4时采用,f≥10d D02/3,
当T/ D0≤0.12时相隔90°拍2张片,当T/ D0>0.12时
相隔120°拍3张片。
透照方式(6)双壁双影重叠成像
注:当椭圆成像有困难时采用,f≥10d D02/3,相隔120°
拍3张片。
检验人:年月日确认人:年月日。
001放射性表面沾污测量记录表
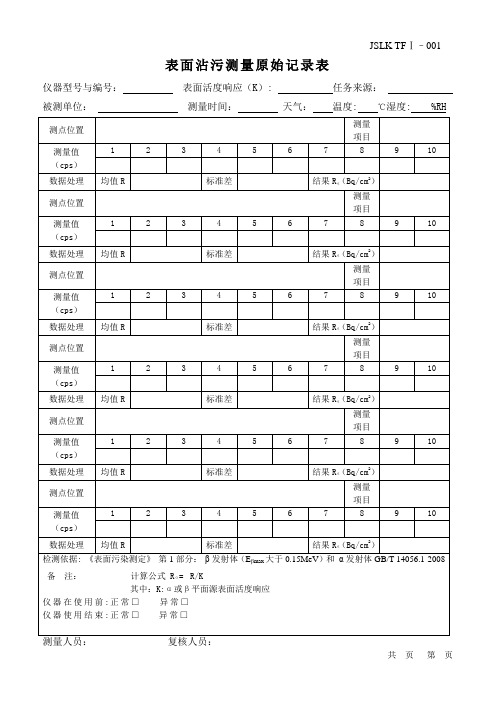
表面沾污测量原始记录表
仪器型号与编号:表面活度响应(K):任务来源:
被测单位:测量时间:天气:温度:℃湿度:%RH
测点位置
测量
项目
测量值(cps)
1
2
3
4
5
6
7
8
9
10
数据处理
均值R
标准差
结果Rα(Bq/cm2)
测点位置
测量项目
测量值(cps)
1
2
3
4
5
6
7
8
9
10
数据处理
均值R
结果Rα(Bq/cm2)
测点位置
测量项目
测量值(cps)
1
2
3
4
5
6
7
8
9
10
数据处理
均值R
标准差
结果Rα(Bq/cm2)
检测依据:《表面污染测定》第1部分:β发射体(Eβmax大于0.15MeV)和α发射体GB/T 14056.1-2008
备注:计算公式 Rα=R/K
其中:K:α或β平面源表面活度响应
α
β
α
β
α
β
α
β
α
β
α
β
检测依据:《表面污染测定》第1部分:β发射体(Eβmax大于0.15MeV)和α发射体GB/T 14056.1-2008
计算公式Rα=R/K其中:K:α或β平面源表面活度响应
仪器在使用前:正常□ 异常□
仪器使用结束:正常□ 异常□
测量人员:复核人员:
共页第页
JSLK TFⅠ–001
表面沾污原始记录(现场监测点位示意图)
射线检测评片原始记录
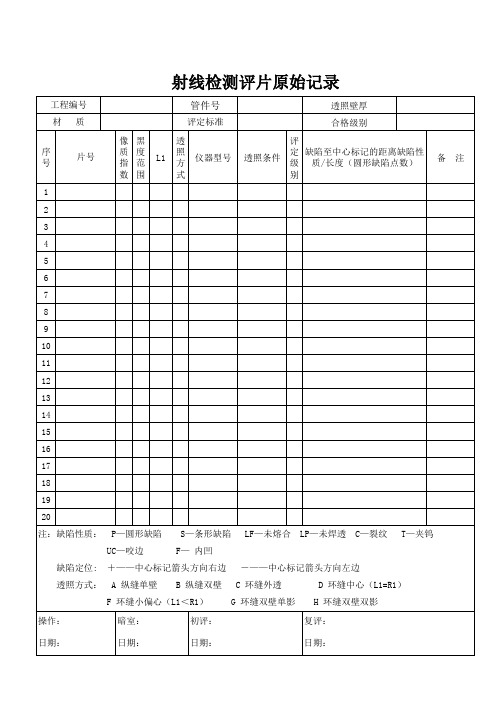
UC—咬边
F— 内凹
缺陷定位: +——中心标记箭头方向右边 -——中心标记箭头方向左边
透照方式: A 纵缝单壁 B 纵缝双壁 C 环缝外透
D 环缝中心(L1=R1)
F 环缝小偏心(L1<R1) G 环缝双壁单影 H 环缝双壁双影
操作:
暗室:
初评:
复评:
日期:
日期:
日期:
日期:
射线检测评片原始记录
工程编号 材质
管件号 评定标准
透照壁厚 合格级别
像黑
透
评
序 号
片号
质度 指范
L件
定 缺陷至中心标记的距离缺陷性 级 质/长度(圆形缺陷点数)
备注
数围
式
别
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20 注:缺陷性质: P—圆形缺陷
S—条形缺陷 LF—未熔合 LP—未焊透 C—裂纹 T—夹钨
放射工作人员个人剂量监测原始记录

放射工作人员个人剂量监测原始记录
编号:
联系电话: ____________________
日常口 委托由 评价口 事故口 监测地点:TLD 实验室
RGD-3B 型热释光剂量仪(SNFHJ.84□ SSCC1305134Q )
GBZ128-2016《职业性外照射个人监测规范》 GB 18871-2002《电离辐射防护与辐射源安全基本标准》
样品名称:热释光剂量计(TLD )
数量: 件
佩戴日期:
年 月 日至 年 月曰本底值/日:2.67 //Sv/日 退火日期: 年 月 日 刻度因子Cf Q/Sv/读数)值:
被检单位确认签名: 确认日期 年 月 日
测定者签名: 检测日期 年 月 日
测定单位:上海市闵行区疾病预防控制中心(上海市闵行区卫生检验所) 被检测单位: 检测类别: 检测仪器: 测试方法:。
102.1射线检测原始记录表

要求检测数量:
检测标准及合格级别:
实际检测比例:
实际检测数量:
暗室
处理
记录
药品配制
显影温度
(℃)
显影时间(min)
停显时间(min)
定影温度
(℃)
定影时间(min)
水洗时间(min)
底片评定数量:
其中I级: II级: III级: IV级:
底片透照记录
底片评定记录
序号
焊缝编号
底片编号
管电
射线检测原始记录
检验102.1
工程(产品)名称:
委托单位:
委托(指令)编号:
工件名称:
材质、规格:
工艺卡编号:
检测部位:
坡口形式:
焊接方法:
热处理状况:
ห้องสมุดไป่ตู้检测时机:
照相技术等级:
透照方式:
透照厚度:
一次透照长度:
胶片型号:规格:
像质计型号:
增感方式:前屏:mm后屏:mm
设备型号:
设备编号:
焦点尺寸:
焊口总数(或焊缝长度):
压
Kv
管电流mA
曝光时间
min
焦距
mm
焊工
代号
缺 陷 评 定
级别
像质
丝号
底片黑度
有效
长度
原始记录编制说明
1.编号说明:SDSA/JL年份(如:2013写13)-工程或产品代号-RT序号
2.缺陷评定一栏应填写可记录缺陷的位置及大小以及数量等信息。
3.缺陷内容:裂纹、未熔合、未焊透、圆形缺陷、条形缺陷等。
检测人/资格:
年月日
暗室处理人/资格:
年月日
放射性物探测量野外原始资料检查登记表

放射性物探测量野外原始资料检查登记表
检查内容及要求
(1)测点、测线布置正确合理, 符合设计要求 (2)各方法配合使用合理,主 次分明 (3)野外观测工作完整,不随 意甩点丢面 (1)仪器设备性能与使用符合 设计、规范和说明书等有关规 定的技术要求 (2)仪器性能要定期检查,多 台仪器要检查各仪器的一致 性,仪器参数要按设计和规范 要求选择
规定的技术要求 (2)仪器性能要定期检查, 多台仪器要检查各仪器的一
致性,仪器参数要按设计和规
范要求选择
检查结果及存在问题
3.标准源使用情 况
(1)标准源保管情况 (2)标准源标定情况
处理结果
3.方法技术
(1)操作观测方法符合设计 和规范规定要求,取准取全每 一个原始数据
(1)在一测量区段的观测完 成后(也可在观测过程中)应 进行检查观测。重点是突变 点、异常点、观测困难点以及 可疑和异常地段 (2)系统检查是独立于基本 观测的全区性同精度的检查 4.质量检查要求 观测,观测点数应占总观测点 数的 3%-5%, (3)检查观测和系统检查应 当使用与原始观测相同的仪 器,在不同时间由不同操作员 进行 (4)观测误差应按规程、规 范或手册给定的公式计算
(2)系统检查是独立于基本观 测的全区性同精度的检查观 测,观测点数应占总观测点数 的 3%-5%,
(3)检查观测和系统检查应当 使用与原始观测相同的仪器, 在不同时间由不同操作员进行 (4)观测误差应按规程、规范 或手册给定的公式计算
5/6
放射性物探测量野外原始资料检查登记表
(5)观测误差不超过设计、规
3. 标 准源 使 用 情况
(1)标准源保管情况 (2)标准源标定情况
处理结果
3.方法技术
射线检测评片原始记录

管件号
评定标准
透照壁厚 合格级别 评 定 缺陷至中心标记的距离缺陷性 级 质/长度(圆形缺陷点数) 别
片号
L1
仪Hale Waihona Puke 型号透照条件备注
+——中心标记箭头方向右边 A 纵缝单壁 B 纵缝双壁
F 环缝小偏心(L1<R1) 操作: 日期: 暗室: 日期: 初评: 日期:
射线检测评片原始记录
工程编号 材 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 注:缺陷性质: P—圆形缺陷 UC—咬边 缺陷定位: 透照方式: S—条形缺陷 F— 内凹 -——中心标记箭头方向左边 C 环缝外透 G 环缝双壁单影 D 环缝中心(L1=R1) H 环缝双壁双影 复评: 日期: LF—未熔合 LP—未焊透 C—裂纹 T—夹钨 质 像 质 指 数 黑 度 范 围 透 照 方 式
石材检测报告

石材检测报告共页第页委托单位报告编号样品名称样品编号施工单位规格型号工程名称样品状态工程部位样品数量生产厂家代表数量检测类别取样人检测依据委托日期检测环境委托人检测地址检测日期检测内容检测项目技术要求检测结果单项评定吸水率(%)弯曲强度(MPa)放射性(Bq·kg-¹)以下空白检测结论检测说明见证单位:见证人:批准:审核:主检:检测单位检测专用章(盖章)签发日期:年月日共页第页样品名称样品编号样品状态规格型号检测日期检测环境设备名称设备编号设备状态检验依据检测内容检测项目编号垂直层理方向平行层理方向1234512345干燥状态弯曲强度试样宽度K (mm)试样厚度H (mm)支点间距离L (mm)试样破坏荷载F (N)弯曲强度W P (MPa)平均值(MPa)水饱和状态弯曲强度试样宽度K (mm)试样厚度H (mm)支点间距离L (mm)试样破坏荷载F(N)弯曲强度W P (MPa)平均值(MPa)检测说明2W 4KH 3P FL校核:主检:共页第页样品名称样品编号样品状态规格型号检测日期检测环境设备名称设备编号设备状态检验依据检测内容吸水率编号12345平均值(%)干燥试样在空气中质量0m(g)水饱和试样在空气中质量1m(g)吸水率aW(%)放射性重量(g)226Ra的比活度RaC(Bq/kg) 232Th的比活度h TC(Bq/kg) 40K的比活度KC(Bq/kg)内照射指数a R I外照射指数γI检测说明100mmmW1a⨯-=200CI RaRa=4200260370CI hRa KTCC++=γ校核:主检:。
RT原始记录
三源浓缩液
□AB□ B □单片 □ 双片
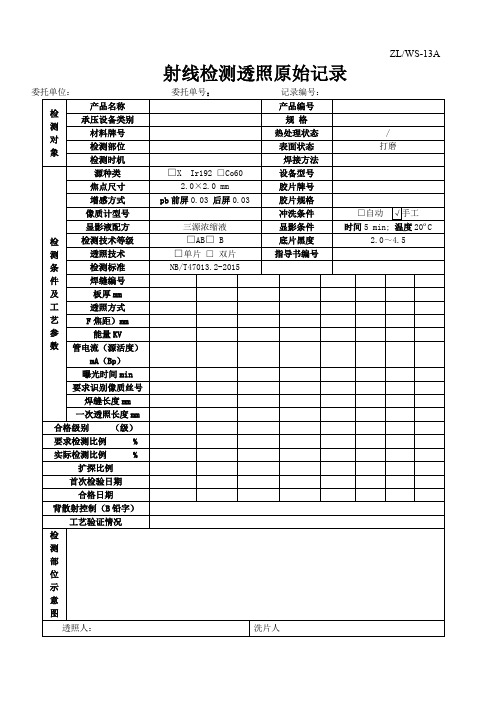
NB/T47013.2-2015
记录编号: 产品编号
规格 热处理状态
表面状态 焊接方法
设备型号 胶片牌号 胶片规格 冲洗条件 显影条件 底片黑度 指导书编号
/ 打磨
□自动 √手工 时间 5 min; 温度 20ºC
NB/T47013.2-2015
记录编号: 产品编号
规格 热处理状态
表面状态 焊接方法
设备型号 胶片牌号 胶片规格 冲洗条件 显影条件 底片黑度 指导书编号
/ 打磨
□自动 √手工 时间 5 min; 温度 20ºC
2.0~4.5
洗片人
委托单位:
产品名称
检
承压设备类别
测
材料牌号
对
象
检测部位检测时机源自源种类合格级别 (级)
要求检测比例
%
实际检测比例
%
扩探比例
首次检验日期 合格日期
背散射控制(B 铅字) 工艺验证情况
检 测 部 位 示 意 图
透照人:
射线检测透照原始记录
ZL/WS-13A
委托单号:
□X Ir192 □Co60
2.0×2.0 mm pb 前屏 0.03 后屏 0.03
三源浓缩液
□AB□ B □单片 □ 双片
表面状态 焊接方法
设备型号 胶片牌号 胶片规格 冲洗条件 显影条件 底片黑度 指导书编号
/ 打磨
□自动 √手工 时间 5 min; 温度 20ºC
2.0~4.5
洗片人
委托单位:
产品名称
检
承压设备类别
测
射线检测原始记录

工艺卡编号:原始记录编号:
工程名称
施工单位
工程编号
检测日期
桩号/站场号
材质
规格
mm
焊接方法
坡口型式
设备型号
设备编号
源的种类
□X射线□Ir192
焦点尺寸
显影液配方
显影时间
显影温度
℃
定影时间
min
管电压
KV
管电流
mA
曝光时间
mi□内透法□外透法)□双壁单影法□双壁双影法
检测标准
合格级别
底片黑度范围
检测数量
道口
返修数量
道口
一次合格率
%
射线检测原始记录(续页)QR25-1
工程名称:执行标准:合格级别:
序号
底片编号
首次检测
返修后检测
备注
检测
时间
像质
丝经
底片
黑度
缺陷
位置
缺陷定性、定量
评定
级别
检测
时间
缺陷定性、定量
评定
级别
初评:复评:检测:
32-4 射线检测原始记录

一次透照长度 mm
合格级别
(级)
要求检测比例 %
实际检测比例 %
检测标准
A 类焊 B 类焊缝 合格 缝(张) (张) 片数
√X √ Pb
AB
JB4730-94 相交焊缝(张)
设备型号 胶片牌号 胶片规格 冲洗条件 显影条件 底片黑度
自动 手工 时间 5min;温度 20+1℃
1.2-3.5
检测工艺编号
报告人:
审核人:
无损检测专用章
年月日
年月日
年月日
*********************有限公司
射线检测原始记录
编号:**/QR-32-4
产品编号:
工件
材料牌号
源种类
焦点尺寸
增感等级
测 条
焊缝编号
件 板厚 mm
及 工
透照方式
艺 L1(焦距)mm
参 数
能量 KV
管电流 mA
曝光时间 min
要求像质指数
焊缝长度 mm
共计 (张)
最终评 定结果
Ⅰ级 (张)
Ⅱ级 (张)
Ⅲ级 (张)
Ⅳ级 (张)
缺陷及返修情况说明
检测结果
1、 本台产品返修共计 处,最高返修次数 次。
2、 超标缺陷部位返修后经复验合格。 3、 返修部位原缺陷情况见焊缝射线检测底
片评定表 。
1、 本台产品焊缝质量符合 级的要求,结果合 格。
2、 检测位置及底片情况详见焊缝射线底片评定 表及射线检测位置示意图(另附)。