工件组合定位和自由度分析
工件自由度的限定分析

的限定分析典型零件定位方案(自由度分析及应用),定位元件(合理选择、设计及应用)。
定位、夹紧工件六自由度六点定位原则不同定位形式夹具应用领域定位应用广泛多变,定位分析是难点及重点问题。
万变不离其宗以不变应万变五套教具模型的展示,说明夹具的广泛性应用。
自动控制的翻转式夹具车工实训中车削的小轴及工艺装备小轴加工工艺规程三爪自定心卡盘装夹,粗车小轴毛坯长圆柱面接触,限制了工件的4个自由度车外圆时装夹短可以吗?装夹的牙数不可少于两排,否则工件就不牢靠短圆柱面接触,仅限制了工件的2个自由度小轴加工工艺规程“一夹一顶”车削小轴上的螺纹(实训操作录像)小轴刚性小,两面同时切削并且加工中需要走多刀。
燃油发动机连杆钻削用夹具连杆种类多样,又是批量生产零件典型连杆零件(大批量)对于孔的加工 用钻削方式 如何定位呢?保证连杆小端孔尺寸及位置精度平面与外圆弧面组合1 - 固定V型块2 – 活动V型块1 2定位元件:平面,一个固定V型块,和一个活动V型块;六自由度的全定位平面与两V型块组合分析结果活动V型块和固定V型块 联合限制:平面限制:固定微型块限制:选择面分析以下两个零件,确定典型面的定位方案,并选择定位元件类型。
大批量生产典型件需要设计专用夹具小批量生产典型件运用通用夹具或组合夹具分小组完成给定零件定位方案的确定,分小组完成相应定位元件的选择。
(至少要选择四个加工表面)参考资料:1)参考PPT及相关的图形及任务书要求。
2)定位分析课件(手机用Android版)一套。
3)夹具设计手册一本。
4)教学参考资料电子包一个。
5)拓展分析案例图纸及零件模型一套。
序号主要加工面主要精度要求方案分析定位元件类型1234小组分析零件定位方案确定评分报告单班级: 组别: 年 月 日。
工件组合定位和自由度分析详解
单个定位时:
V1 限制了: x z
V2 限制了:
V3 限制了:
x
y
z z
x 两次重复限制,z 叁次重复限制,
按上准则分析,实际V1、V2较V3先
参与,V1、V2参与分不出先后,假
z 设V1为首参限制了 x ,V2次 参 xz 限制了 ;V3最后限制了 y y 。
图2.29 三个V形块 组合定位分析
2、判断准则 (1)定位元件单个定位时,限制转动自由度的作用在组合 定位中不变; (2)组合定位中各定位元件单个定位时限制的移动自由度 ,相互间若无重复,则在组合定位中该元件限制该移动自 由度的作用不变;若有重复,其限制自由度的作用要重新 分析判断,方法如下:
1)在重复限制移动自由度的元件中,按各元件实际参与定 位的先后顺序,分首参和次参定位元件,若实际分不出,可 假设;
x z 固定顶尖1限制了:
y
活动顶尖2限制了:
yz
x z y 固定顶尖为首参,限制了:
活动顶尖 y z
例5 如图2.32工件以外圆柱在两V形块上定位,分析各元 件限制的自由度。
图2.32 V形块组合定位分析右-V1、左-V2
单个定位时:
V1 限制了:x y
}
V2 限制了: y
y 两次重复限制,V1 首参限制了
例3:如图2.30工件以内孔面、平面在圆柱销、支承平面上 定位,分析各元件限制的自由
单个定位时:
平销面 限限制制了了 ::xxxyy
z
y
}
综且合x 限y 重制复了限x制 x
y
y
z
例4:如图2.31工件以两顶尖孔在两顶尖上定位,分析各元件限制 自由度。
图2.31 两顶尖组合定位分析
一面两销定位自由度的限制
一面两销定位自由度的限制1.引言1.1 概述:本文将探讨一面两销定位自由度的限制。
在机械设计和制造领域中,定位是非常重要的概念。
通过定位,我们可以确定物体的位置和姿态,确保各个部件的准确配合和运动,从而保证机械设备的正常运行。
然而,在实际应用中,由于多种因素的限制,一些机械结构在定位自由度上存在一定的局限性。
一面两销定位是一种常见的机械定位方式,它通常由一个面和两个销组成。
通过将零件的表面与销的凹槽或孔进行配合,可以实现定位。
这种定位方式广泛应用于各种机械设备中,如工艺装备、自动线、夹具等。
然而,虽然一面两销定位方式简单、易于制造和维护,但也存在一些限制。
首先,一面两销定位方式仅能实现二维平面内的定位。
如果需要在三维空间内进行精确的定位,就需要额外的定位方式或更复杂的设计。
这在一些要求较高的场景中可能会成为制约因素。
其次,一面两销定位方式的定位精度受到工艺和加工误差的影响。
即使在设计和制造过程中尽可能精确,仍难免会出现一些误差。
这些误差可能是由于材料性质、加工精度、装配精度等多个因素引起的。
这些误差的存在导致了定位的不准确性,从而影响了机械设备的运行效果。
另外,一面两销定位方式的定位稳定性也是一个需要考虑的因素。
由于运动和振动等因素的作用,一些定位部件可能会出现松动或变形现象,进而导致定位失效。
为了提高定位的稳定性,需要增加额外的约束和支撑结构,增加了设计和制造的复杂性和成本。
综上所述,一面两销定位方式在实际应用中存在一定的限制。
虽然它具有简单、易制造和维护的优点,但在定位自由度、精度和稳定性方面都存在一定的局限性。
在设计机械设备时,需要根据具体需求和场景选择合适的定位方式,充分考虑这些限制因素,并采取相应的措施来提高定位的准确性和稳定性。
1.2文章结构文章结构部分的内容可以按照以下方式编写:文章结构部分旨在介绍整篇文章的组织结构和内容安排。
本文分为引言、正文和结论三个部分。
引言部分主要概述了本文的主题和目标,并对文章的结构进行简要介绍。
六点定位原理及方法概要
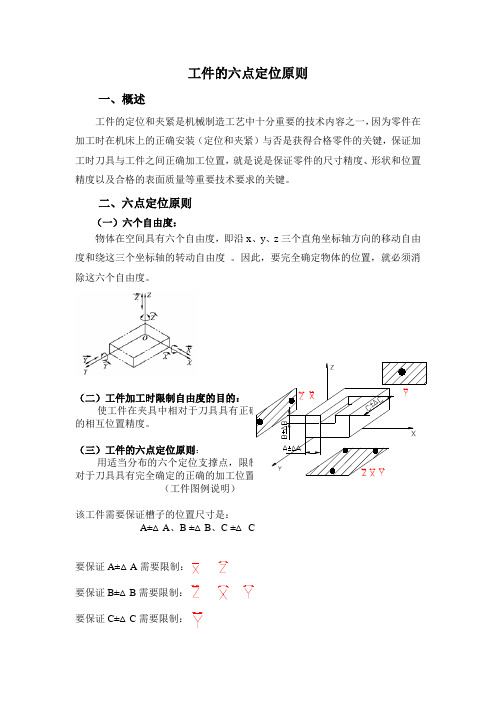
工件的六点定位原则一、概述工件的定位和夹紧是机械制造工艺中十分重要的技术内容之一,因为零件在加工时在机床上的正确安装(定位和夹紧)与否是获得合格零件的关键,保证加工时刀具与工件之间正确加工位置,就是说是保证零件的尺寸精度、形状和位置精度以及合格的表面质量等重要技术要求的关键。
二、六点定位原则(一)六个自由度:物体在空间具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度。
因此,要完全确定物体的位置,就必须消除这六个自由度。
(二)工件加工时限制自由度的目的:的相互位置精度。
(三)工件的六点定位原则:(工件图例说明)该工件需要保证槽子的位置尺寸是:A±△A、B ±△B、C ±△ C要保证A±△A要保证B±△B要保证C±△C(四)定位支承点的合理分布:如果定位支承点如图分布,将有以下自由没法限制,即为:使工件产生绕Y轴和Z轴的旋转而无法保证A±△A、B ±△B的加工精度定位支承点像这样在同一条直线上,是绝对不允许的,属不合理分布。
二、六点定位原则的应用(一)分析模型的建立1、建立三位坐标系2、设立分析平面一个大平面(三点):限制一个移动和两个转动一个狭长平面(两点):限制一个移动和一个转动一个小平面(一点):限制一个移动(如图)(二)投影(1)对工件与夹具定位元件的接触面按其特点分别往三个坐标平面上投影。
(2(3(三)定位分析1、套类工件在芯轴上的定位:投影结果:1)XOY面限制了2)YOZ面限制了(2)圆柱形工件在V型贴上定位:1)圆柱在两个短V型铁上定位限制了:2)思考:A)圆柱体在长、短V型铁上定位。
B)圆柱体在车床上两顶尖安装时的定位。
机械制造知识

8、CA6140型卧式车床。C类别代号、A结构特性代号(结构不同)、6组别代号(落地及卧式车床组)、1系别代号(卧式车床系)、40主参数(最大车削直径400mm)。MG1432A型高精度万能外圆磨床。 M类别代号(磨床类)、G通用特性(高精度)、1组别代号(外圆磨床组)4系别代号(万能外圆磨床系)、32主参数(最大磨削直径320mm)、A重大改进顺序号(第一次重大改进)。
11、六点定位原理:用六个定位支撑点与工件接触,并保证支撑点合理分布,每个定位支撑点限制工件的一个自由度,便可将工件六个自由度完全限制,工件在空间的位置也就唯一地被确定。完全定位:限制工件全部六个自由度。不完全定位:允许少于六点的定位。过定位:工件的某一个自由度同时被一个以上的定位支撑点重复限制。欠定位:工件的定位支撑点数少于应限制的自由度数。
3、车刀角度的定义:前角(正交平面内测量的前面与基面之间的夹角)、后角(正交平面内测量的主后面与切削平面的夹角,表示主后面的倾斜程度,一般为正值)、主偏角(基面内测量的主切削刃在基面上的投影与进给运动方向的夹角,一般为正值)、副偏角(基面内测量的副切削刃在基面上的投影与进给反方向的夹角,一般为正值)、刃倾角(切削平面内测量的主切削刃与基面的夹角)。
9、机床常用技术性能指标:机床工艺范围、机床技术参数(尺寸参数、运动参数、动力参数)。
10Байду номын сангаас选用加工中心需考虑的因素:加工中心种类、根据加工表面及曲面复杂程度决定其联动轴数、根据工件尺寸范围考虑其主要尺寸以及型号、其他功能(检测加工表面粗糙度、自适应控制功能)。工件在机床上的装夹方法:找正法装夹工件(根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧)、夹具装夹工件(工件装在夹具上,不再进行找正,便能直接得到准确加工位置的装夹方法)。
工件的定位6个自由度
如图13-14所示为常用的几种心轴结构形式。
心轴在机床上的常用 装 夹 方 式 如 图 13-15 所示。
• 当工件既要求定心精度高,又要装卸方便时,常以圆柱 孔在小锥度心轴上定位,如图13-16所示。
如图13-17所示为几种圆锥销的应用示例。其中图13-17a用于 粗基准定位;图13-17b用于精基准定位。
一、工件定位的概念及方法
1. 工件定位的概念 在加工之前,使工件在机床或夹具上占据某一正确位置的过程称 为定位 定位;工件定位后将其固定,使其在加工过程中保持定位位置不变 定位 的操作称为夹紧 夹紧;工件定位、夹紧的过程合称为装夹 装夹。 夹紧 装夹 2. 工件定位的方法 (1) 直接找正定位法 在机床上利用划针或百分表等测量工具 (仪器)直接找正工件的位置的方法称为直接找正定位法。如图13-1所
如图13-12d所示可换式定位销,衬套外径与夹具体的 配合为H7/n6,衬套内径与可换式定位销的配合为 H7/h6或H7/h5。
如 图 13-13 所 示 为 一 非标准的带台肩的定 位销。
(2)定位心轴 如图13-14所示为常用的几种心轴结构形式。 图13-14a所示为间隙配合心轴,工件装卸比较方便,但定心精度不 高。采用间隙配合心轴时,工件常以内孔和端面联合定位。心轴限制工 件4个自由度,心轴的小台肩端面限制工件一个自由度。 图13-14b所示为过盈配合心轴。心轴由引导部分1、工作部分2以及与传 动装置(如拨盘、鸡心夹头等)相联系的传动部分3组成。引导部分的作 用是使工件迅速而正确地套在心轴上,心轴的工作部分应稍带锥度。这 种心轴制造简单、定心精度高,无需另设夹紧装置,但装卸工件不便, 且易损伤工件定位孔,多用于定心精度要求高的精加工场合。 图13-14c所示为花键心轴,用于加工以花键孔定位的工件。心轴在机床 上的常用装夹方式如图13-15所示。 当工件既要求定心精度高,又要装卸方便时,常以圆柱孔在小锥度 心轴上定位,如图13-16所示。这类心轴工作表面的锥度很小,常为1: 1000~1:5000。工件装在心轴上楔紧后,靠孔产生的弹性变形而有少许 过盈,从而消除间隙并产生摩擦力带动工件回转,不需另行夹紧,但因 传递的扭矩较小,所以仅适用于工件定位孔精度不低于IT7的精车和磨削 加工。 (3)圆锥销 如图13-17所示为几种圆锥销的应用示例。其中图13-17a用于 粗基准定位;图13-17b用于精基准定位。
11.3 工件的定位、安装与基准_配机械制造基础(第2版)

图
示
限 制 自由度
第11章
定位套
定位情况
1个短定位套
2个短定位套
1个长定位套
图
示
限 制 自由度
第11章
• 3.欠定位与过定位 • 根据工件加工要求必须限制的自由度没有得到限制的定位,称为欠 定位。欠定位是不允许的。 • 如果工件的某一自由度同时被两个或两个以上的支承点限制的定位, 称为过定位或重复定位。过定位是否允许,应根据具体情况分析。
定位情况
定位销
短圆柱销
长圆柱销
菱形销
图
示
限制自由度
第11章
圆锥销
定位情况 固定锥销 浮动锥销 固定与浮动组合
图
示
限 制 自由度
第11章
工件以锥孔定位
定位情况 固定顶尖 浮动顶尖 锥度心轴
图
示
限 制 自由度
3.工件以外圆柱面定位 第11章
定位元件
V 形块
定位情况 1个短V形块 2个短V形块 1个长V形块
直接找正法示例 a)磨内孔时工件的找正 b)刨槽时工件的找正
第11章
• • • 2.划线找正法 划线找正法是指工件安装时依据事先在工件上划好的找正线进行找正的方 法。 这种找正方法需要事先在工件上划线,即增加了划线工序,安装精度不高, 且受工人技术熟练程度影响;另外,由于线条具有一定宽度,一般安装精 度仅在0.3~lmm左右,所以划线找正只适用单件小批生产。在成批生产中, 对形状复杂或尺寸较大的工件,也常采用划线法找正。
正确处理过定位
提高工件定位表面与定位元件之间 的位置精度; 改变定位元件(或定位装置)的结 构;
第11章
分析讨论:
下列定位方案 中各定位元件 限制了那些自 由度?
一面两孔定位的设计计算
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算
菱形销的主要结构参数表(mm)
d
>3 ~6
>6 >8 >20 >25 >32 >40 ~8 ~20 ~25 ~32 ~40 ~50
B d-0.5 d-1 d-2 d-3 d-4 d-5 d-5
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算 解决办法 :
(1)缩小圆柱销2直径; (2)销2采用削边(菱形)销
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算
(1)缩小 圆柱销2直径
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算(2) 销2 采ຫໍສະໝຸດ 削边(菱 形)销22
12 0.038 0.049
机床夹具设计
一面两孔定位的设计计算
结果重复限制。按上
准则分析,圆柱销1、
2实际参与定位先后分
不出,假设销1首参定
位元件,限制了两个自
由度: ,销2为次参
定位元件,限制了两个
自由度:
综合结果限制了六个
自由度:
,且
自由度 被重复限制。
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算
定位存在问题:
定位元件为一面两销,由分析知,主 要问题是 被重复限制,严重时,工件装 不进。
机床夹具设计
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算
例: 如图所示,工件
以两孔一面在两销一 面上定位,分析各定 位元件限制的自由度。
组合定位中各定位元件限制自由度分析
一面两孔定位的设计计算 单个定位时: 支承平面限制了: 圆柱销1限制了: 圆柱销2限制了:
机械制造基础——自由度定位分析

机械制造基础——自由度定位分析一. 填空题1. 一个圆锥芯轴通常限制工件 5 个自由度。
2. 工件的装夹过程就是定位过程和夹紧过程的综合。
3. 一个浮动的顶尖通常限制工件 2 个自由度。
4. 定位元件、夹紧装置和夹具体是夹具的基本组成部分。
5. 一个自位支承通常限制工件 1 个自由度。
6. 一个浮动的短V型块通常限制工件 1 个自由度。
7. 工件的装夹误差包括定位误差和夹紧误差两个部分。
8.一个短定位套限制工件的 2 个自由度。
9.一个固定顶尖通常限制工件的 3 个自由度。
二.判断题1. (⨯)工件在夹具中装夹,只要有6个定位支撑点就是完全定位。
2. (⨯)机械加工过程中的欠定位在有些情况下允许存在。
3. (⨯)机械加工过程中的过定位现象绝对不允许存在。
4. (⨯)对于某个工件的定位而言,如果需要限制3个自由度,但应用的定位元件限制了4个自由度,这种情况属于过定位。
5. (×)一个自位支撑定位件与工件有几个接触点,就会限制工件几个自由度。
6. (×)一个支承板限制2个自由度,同一平面上平行布置的两个支承板限制4个自由度。
7.(×)在夹具设计中,不完全定位是绝对不允许的。
8. (×)机械加工中如果工件是固定不动的,就说明工件肯定被限制了6个自由度。
9. (√)在夹具组成中,某个元件既可能是定位元件,也可能是夹紧元件。
1. 分析下图所示定位方式,并回答以下问题:(1)各定位元件所限制的自由度;(2)判断有无欠定位或过定位存在,为什么?(图中双点划线为工件)在图示定位方案中下面的平面限制Z方向的移动和绕X及Y轴的转动3个自由度;左V形块我们认为是短V形块限制X及Y方向的移动2个自由度;在左V形块已经存在的前提下,右V形块限制工件Y方向的移动和绕Z轴的转动2个自由度。
右V形块为什么不限制2个移动呢?仔细想一下我们刚才叙述的工件放置过程应该可以明白。
Y方向的移动自由度被2个固定V形块重复限制,可能出现工件(每个被加工的工件不可能完全一样)松动或装不进夹具的现象,属于过定位。
第一章 工件的定位

32
3、过定位与欠定位
1).分析:工件的定位支 承点少于应限制的自由度 数时,会造成什么后果? 结果:应限制了自由度来 被限制,导致加工时达不 到要求的加工精度。 ① 欠定位:加工中,工件定位点数少于应限制的自由度
数。会产生不良后果。 ② 过定位:工件的某个自由度被限制两次以上。
2).过定位是否允许?一般来说过定位将使工件定位不确定, 夹紧后会使工件或定位元件产生变形。
②过定位不一定就是完全定位? ③多于六个定位点的定位一定是过定位?
38
4、应用六点定位原则应注意的问题 1)方法问题:
①根据工序加工技术要求和工件形状的特点,确 定应限制 那些自由度,而用相应的定位点数目去消除。 ②分析时也可反过来分析哪几个自由度可不必限 制,剩下 的就是要限制的了。
(2)过定位有时是允许的,而欠定位决不允许,欠定位的 后果只导致加工时达不到加工精度。 过定位优点:使定位可能更为可靠,如冰箱有四个支 承点。 缺点:易使工件的定位精度受影响,使工件或夹具夹 39 紧后产生变形。
②优点:夹具结构简单,可避免因夹具本身的制造误差而产生
的定位误差,因此,定位精度高。 如:加工误差 < 0.01~0.005mm,采用夹具加工难以达到。 适用场合:单件小批生产中(如工具修理车间)。
(2)划线找正安装
对重、大、复杂工件的加工,往往是在待加工处划 线,然后
6 装上机床,工件在机床或夹具上位置按所 划的线进行找正定位。
10
11
三、机床夹具的分类 1、分类方法:
1)按夹具的应用范围:通用夹具、专用夹具、可调夹具、组合 夹具、随行夹具; 2)按加工类型:车床夹具、钻床夹具、镗床夹具、磨床夹具、 数控机床夹具等; 3)按夹紧力来源:手动夹具、气动夹具、液压夹具、电磁夹具、 真空夹具。 机床夹具通常按夹具的应用范围进行。
工件的自由度及六点定位原理
工件的自由度及六点定位原理1. 引言嘿,朋友们,今天咱们聊聊一个听上去有点儿高大上的话题——工件的自由度和六点定位原理。
这可不是枯燥无味的机械理论,而是一个像魔法一样让我们在工厂里挥洒自如的秘密武器!工件自由度听起来就像在说“我有多自由”,而六点定位原理则是给这些自由加上了“绳索”,确保它们不会乱跑。
让我们深入这个奇妙的世界,看看这些概念是如何帮助我们在制造业中更高效地工作。
1.1 工件的自由度首先,咱们得弄明白什么是工件的自由度。
简单来说,自由度就是一个物体在空间中可以独立移动的能力。
你可以想象一下,一个小球在桌子上滚动,它可以前后左右移动,但你把它放进一个盒子里,就没那么自在了,对吧?工件的自由度就类似于这个小球的“活动范围”。
在三维空间里,工件的自由度可以分为平移和旋转。
平移是指工件在XYZ三个方向的移动,而旋转则是指工件围绕这些轴的转动。
一般来说,一个物体在理想情况下,拥有六个自由度:三个平移自由度和三个旋转自由度。
1.2 自由度的影响那么,这些自由度对工件的定位有什么影响呢?想象一下,如果一个工件有太多的自由度,它就像个调皮的小孩子,哪里都想去,根本无法定位好。
相反,如果自由度太少,那工件又像是被锁在了笼子里,根本没法进行加工和调整。
为了让这些工件听话,我们就需要了解如何用合适的方法来控制它们的自由度,从而达到最佳的加工效果。
这就引出了咱们今天的主角——六点定位原理。
2. 六点定位原理好了,大家准备好了吗?接下来我们要揭开六点定位原理的神秘面纱!六点定位原理简单来说,就是通过六个接触点来约束工件的自由度,使它稳定地固定在加工设备上。
这六个点可以有效地限制工件的移动,确保在加工过程中它不会“跳舞”,而是稳稳地待在那儿,乖乖地听话。
2.1 六点定位的优势而且,采用六点定位原理还有不少好处呢!首先,它能提供稳定的定位,确保加工精度。
就像打麻将,只有牌放稳了,才能好好出牌,否则可就乱套了。
其次,六点定位能够减少工件的变形,避免因加工力不均匀而导致的质量问题。
六点定位法则的正确理解与应用

六点定位原理一个尚未定位的工件,其空间位置是不确定的,均有六个自由度,如图久4所示,即沿空间坐标轴益y.三个方向的移动和绕空三个坐标轴的转动(分别以片、F、Z ;和左、K % Z表不)。
cp?Y图3-4工件的六个自由度Z|图3-5长方体形工件的定位定他覷限制自由克如翊册示的长种工件,欲濮完全趟,可戕置那靛点,工件的三个而分别鸵戦保持搜热在甌而设置三个不共绷点h 2、](M-个耐,酬工件的三个自由度:2-. r b «W4.5 (姑編.MJTfs疣个自由廃颛體-个臥觀托由處視工件肪个自由觑都被IM⑺ 谜棘限制工件自由軸醸点緬啟支酬‘确支就,用瓠辆繼个媒勰粗件那自由躺酬,締恋就聽。
趟肝菲越廐I”分折工件的趟亦肪主韵下几点(1)趟支谕制工件揶臓,鋤城如牡件删确咖驰口鵬噬織去越辄(2)-tmtaRrt自由處-个工做林个自喊戕酣越棘融目,飙上不据眇个。
①分雅战蘇的啟作酣,祥虑力觸札工件韓-自酿線制,并林工件按別麒脱离啟支非斛帅淞竝外力伽下税酬淑、工件蜿腓肝不艇动,即朕紧也排剧江件的艄自由詡撷制盒刪,掘帙緊题饨念辭縑流、六点定位原则一个尚未定位的工件,其位置是不确定的。
如图 3-29所示,将未定位的的工件(长方体)放在空间直角坐标系中,长方体可以沿 X 、Y 、Z 轴移动有不同的位置,也可以 绕X 、Y 、X 轴转动有不同的位置,分别用用以描述工件位置不确定性的 、、、 称为工件沿X 、Y 、Z 轴的移动自由度, 由度。
工件要正确定位首先要限制工件的自由度。
设空间有一固定点,长方体的底面与该点 保持接触,那么长方体沿Z 轴的移动自由度即被限制了。
如果按图3-30所设置六个固定 点,长方体的三个面分别与这些点保持接触,长方体的六个自由度均被限制。
其中XOY 平面上的呈三角形分布的三点限制了 、、三个自由度;YOZ 平面内的水平放置的两个点, 限制了、二个自由度;XOZ 平面内的一点,限制了 一个自由度。
工件组合定位和自由度分析
3)让次参定位元件相对首参定位元件在重复限制移动自由
度的方向上移动,引起工件的动向就是次参定位元件限制的 自由度。
11
教学单元3 工件在夹具中的定位
3、应用举例
例1 如图2.28工件以两孔一面在两销一面上定位,分析各元 件限制的自由度。
图2.28 两销一面
12
教学单元3 工件在夹具中的定位
单个定位时: 支承平面:限制了:
2.三爪1: x z xz
中心架2:
27
教学单元3 工件在夹具中的定位
3.固定顶尖1: 活动顶尖 2 : 4 .浮动长 V 形块: x yz 活动锥坑: yz z xz xx 中心架3: 0
28
教学单元3 工件在夹具中的定位
5.长心轴: xxz z 支承钉: y 浮动双支承: y
(2)先判断各定位元件限制的自由度数目。
(3)确定分析顺序:由多到少 (4)先按各定位元件单独作用分析其限制工件自由度的情 况,再判断各定位元件组合之后是否存在移动自由度转化为 转动自由度的情况:
9
教学单元3 工件在夹具中的定位
2、判断准则 (1)定位元件单个定位时,限制转动自由度的作用在组合 定位中不变; (2)组合定位中各定位元件单个定位时限制的移动自由度
教学单元3 工件在夹具中的定位
工件组合定位和自由度分析
1
教学单元3 工件在夹具中的定位
上次课的主要内容
1.工件以平面定位 2.工件次课程的重点
1.组合定位的概念 2.组合定位中各定位元件限制自由度分析(所限自由度分析) 3.组合定位中重复定位现象的消除方法
度,而在组合定位时则转化为限制旋转自由度。
4)从多种定位方案中选择定位元件时,应特别注意定位元 件所限制的自由度与加工精度的关系,以满足加工要求。
工件以平面定位限制工件自由度的分析

THANSKS FOR LOOKING
6
工件以平面定位限制工件自由度的分析 注意Байду номын сангаас题
定位元件限制自由度的作用表示它与工件定位面接触或配合,一旦 脱开就失去限制自由度的作用。 在分析定位元件起定位作用时不考虑外力影响,认为工件被夹紧后 ,其位置就不能动了,所有自由度都被限制了,是错误的,夹紧是 在定位之后发生的,即要分清定位和夹紧的区别。
MACHINE TOOL FIXTURE DESIGN
目
录
工件以平面定位限制工件自由度 的分析
93
工件以平面定位限制工件自由度的分析 例1:
加工要求:欲在平面几何体工件上加工 出工序尺寸: A± △a B ±△b C ±△c
3
工件以平面定位限制工件自由度的分析 例1:
(1)平面几何体的主要定位基准 工件以底面为主要定位基准,在其上设置 三个定位支承点限制工件的三个自由度。
4
工件以平面定位限制工件自由度的分析 例1:
(2)平面几何体的导向定位基准 工件以侧面为导向定位基准,在其上设置 两个定位支承点限制工件的两个自由度。
5
工件以平面定位限制工件自由度的分析 例1:
(3)平面几何体的止推定位基准 工件以端面为止推定位基准,在其上设置 一个定位支承点限制工件的一个自由度。
(整理)工件的定位原理及方法简介

工件以一面两孔定位时,为什么要用一个圆柱销和一个菱形销且菱形销怎么是限制一个自由度?一个零件有六个自由度,平移四向、上下两向、旋转两向。
一销可消除平移四向、旋转一向和向下移动三个自由度,再加一销会产生过定位问题,所以,改用菱形销,只留一个向上的自由度。
自由度有计算公式,点、线接触为高付,面接触为低付。
平面自由度计算公式F=3n-(2p+3q),n为自由构件数目(不含支架),p为低副数,q为高副数目数控机床上工件定位的原理在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。
这种定位与夹紧的过程称为工件的装夹。
用于装夹工件的工艺装备就是机床夹具。
1 工件定位的基本原理六点定位厦理工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
工件的六个自由度综上所述,若要使工件在央具中获得唯一确定的位置.就需要在夹具上合理设置相当于定位元件的六个支承点.使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度.这就是工件的六苣定位原理。
工件的六点定位(2)六点定位原理的应用六点定位原理对于任何形状工件的定位都是适用的,如果违背这个原理,工件在央具中的位置就不能完全确定。
然而.用工件六点定位原理进行定位时,必须根据具体加工要求灵活运用.工件形状不同t定位表面不同,定位点的分布情况会各不相同,宗旨是使用最简单的定位方法,使工件在夹具中迅速获得正确的位置。
毕业论文:机械加工中的工装夹具定位设计分析
毕业论文:机械加工中的工装夹具定位设计分析摘要:随着技术的不断进步,工装夹在各个方面有了更多的功能,而技术的不断进步也意味着人们对仪器的加工技术和对产品的精细度的要求不断增加。
机械加工中的工装夹具,其设计的合理性与规范性,对于机械加工的质量影响比较大,为确保机械加工工装夹具定位设计的水平,做好机械加工工装夹具定位设计的分析十分重要。
针对此,本文对机械加工中的工装夹具定位设计进行了详细分析。
关键词:机械加工; 工装夹具; 夹具定位; 定位设计;On the Positioning Design of Tooling Fixtures in Mechanical ProcessingWANG Jun-yanLianyungang North Transmission Co.,Ltd.Abstract:With the continuous advancement of technology, tooling clamps have more functions in all aspects, and the continuous advancement of technology also means that people's processing technology of instruments and the precision of products continue to increase.The rationality and standardization of tooling and fixtures in machining have a relatively large impact on the quality of machining. In order to ensure the level of machining tooling and fixture positioning design, it is very important to do a good job in the analysis of the machining tooling fixture positioning design. In view of this, this article analyzes the fixture positioning design in machining in detail.0 引言当前在机械行业的快速发展下,工装夹具的应用愈发广泛,其作用是用于提升机械加工产品的效率,使机械加工的质量可以得到有效保障。
机床夹具_自由度的概念
第二节工件的定位一、工件定位的基本原理1.自由度的概念由刚体运动学可知,一个自由刚体,在空间有且仅有六个自由度。
图4-5所示的工件,它在空间的位置是任意的,即它既能沿Ox、Oy、OZ三个坐标轴移动,称为移动自由度,分别表示为元、了、z;又能绕Ox、Oy、Oz三个坐标轴转动,称为转动自由度,分别表示为无、1。
2.六点定位原则由上可知,如果要使一个自由刚体在空间有一个确定的位置,就必须设置相应的六个约束,分别限制刚体的六个运动自由度。
在讨论工件的定位时,工件就是我们所指的自由刚体。
如果工件的六个自由度都加以限制了,工件在空间的位置也就完全被确定下来了。
因此,定位实质上就是限制工件的自由度。
分析工件定位时,通常是用一个支承点限制工件的一个自由度。
用合理设置的六个支承点,限制工件的六个自由度,使工件在夹具中的位置完全确定,这就是六点定位原则。
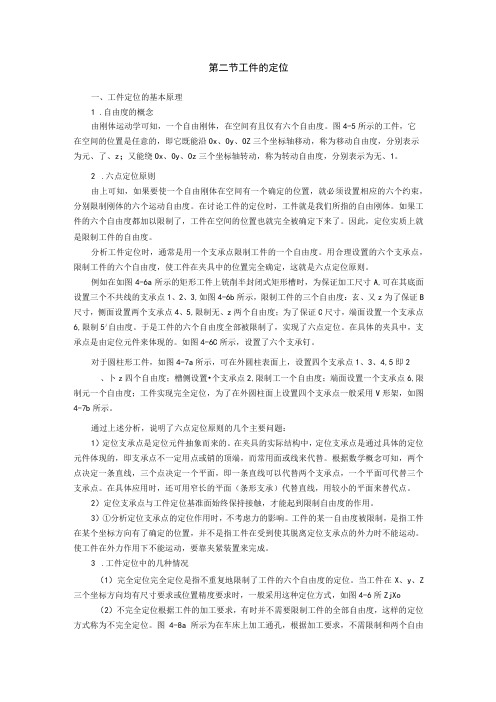
例如在如图4-6a所示的矩形工件上铳削半封闭式矩形槽时,为保证加工尺寸A,可在其底面设置三个不共线的支承点1、2、3,如图4-6b所示,限制工件的三个自由度:玄、又z为了保证B 尺寸,侧面设置两个支承点4、5,限制无、z两个自由度;为了保证C尺寸,端面设置一个支承点6,限制5j自由度。
于是工件的六个自由度全部被限制了,实现了六点定位。
在具体的夹具中,支承点是由定位元件来体现的。
如图4-6C所示,设置了六个支承钉。
对于圆柱形工件,如图4-7a所示,可在外圆柱表面上,设置四个支承点1、3、4,5即2、卜z四个自由度;槽侧设置•个支承点2,限制工一个自由度;端面设置一个支承点6,限制元一个自由度;工件实现完全定位,为了在外圆柱面上设置四个支承点一般采用V形架,如图4-7b所示。
通过上述分析,说明了六点定位原则的几个主要问题:1)定位支承点是定位元件抽象而来的。
在夹具的实际结构中,定位支承点是通过具体的定位元件体现的,即支承点不一定用点或销的顶端,而常用面或线来代替。
根据数学概念可知,两个点决定一条直线,三个点决定一个平面,即一条直线可以代替两个支承点,一个平面可代替三个支承点。
5.2 工件的定位(理解)

生产中常采用在三爪 与工件之间设置一钢 丝圆环,以减少相对 夹持长度。
Z
X
当相对夹持长度长时,限制工件四个自由度: X 、Y 、X 、Y
当相对夹持长度短时,限制工件二个自由度:
X 、Y
22
以工件内孔定位
定位销
分固定式和可换式,圆柱销和菱形销
23
定位销定位
定位銷定位限制的自由度:
Z
2.应用六点定位原理应注意的问题 (1)正确的定位形式
正确的定位形式就是在满足加 工要求的情况下,适当地限制 工件的自由度数目 。
根据零件加工要求,限制部 分自由度的定位,称为对应定 位(也称不完全定位) 。
(2)明确定位支承点所限制的自由度数
V形块定位
17
活动V形块的应用
18
以工件外圆定位
Z
Y
短銷
X
X
图2-28 定位销定位
Y 长銷
短銷定位仅限制工件二个自由度:
X 、Y
长銷定位限制工件四个自由度:
X 、Y 、X 、Y
24
圆锥销
圆锥销常用 于工件孔端的 定位,可限制 三个移动自由 度。
25
定位心轴
定位心轴
主要用于盘套类零件的定 位:
长心轴限制工件4个自由 度(如b)图所示)。
较高时,过定位又是允许的,因为它可以提高 工件的安装刚度和加工的稳定性。
夹具设计——定位状态
完全定位 工件的6个自由度均被限制,称为“完全定位”。
不完全定位(部分定位) 工件6个自由度中有1个或几个自由度未被限制。
欠定位 工件加工时必须限制的自由度未被完全限制; 不能保证工件的正确安装,不允许。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
综合限制了
且 x y 重复限制
xxyy z
15
教学单元3 工件在夹具中的定位
例4:如图2.31工件以两顶尖孔在两顶尖上定位,分析各元件限制 自由度。
图2.31 两顶尖组合定位分析
单个定位时: 固定顶尖1限制了:
xyz
y z
固定顶尖为首参,限制了: y x z
2
教学单元3 工件在夹具中的定位
一、 组合定位
1、组合定位: 工件以两个及以上定位基准的定位。可以是平面、外 圆柱面、内圆柱面、圆锥面等各种组合。
工件加工孔1、2
3
教学单元3 工件在夹具中的定位
4
教学单元3 工件在夹具中的定位
5
教学单元3 工件在夹具中的定位
6
教学单元3 工件在夹具中的定位
x 6.支承大平面:yz 活动锥坑: xy
活动短V形块Байду номын сангаасz
29
教学单元3 工件在夹具中的定位
7.固定长V形块: x x z z 活动顶尖: yy
8.支承环: x yz 活动球面: x y
30
教学单元3 工件在夹具中的定位
9.长接触弹性心轴: yyz z
33
教学单元3 工件在夹具中的定位
工件组合定位和自由度分析
1
教学单元3 工件在夹具中的定位
上次课的主要内容
1.工件以平面定位 2.工件以外圆柱面定位
3.工件以圆柱孔定位 4.工件以圆锥孔定位
本次课程的重点
1.组合定位的概念 2.组合定位中各定位元件限制自由度分析(所限自由度分析) 3.组合定位中重复定位现象的消除方法
,相互间若无重复,则在组合定位中该元件限制该移动自
由度的作用不变;若有重复,其限制自由度的作用要重新 分析判断,方法如下:
10
教学单元3 工件在夹具中的定位
1)在重复限制移动自由度的元件中,按各元件实际参与定 位的先后顺序,分首参和次参定位元件,若实际分不出,可 假设; 2)首参定位元件限制移动自由度的作用不变;
欠定位 过定位
根据加工要求应该限制的自 由度而没有限制的现象
工件的某个自由度被重复限 制的现象称为过定位
19
教学单元3 工件在夹具中的定位 四、组合定位中重复定位现象的消除方法
1、过定位的不良后果: (1)使接触点不稳定,增加了不同性; (2)增加了夹紧变形; (3)部分工件不能顺利与定位元件配合。
大端面限制: Z 方向的移动自由度 X、 Y 的转动自由度
短销限制: X、 Y 方向的移动自由度
防转菱形销限制: Z 方向转动自由度
7
教学单元3 工件在夹具中的定位
注意事项
1)合理选择定位元件,实现工件的完全定位或不完全定位,
不能发生欠定位。对于过定位应区别对待。 2)按基准重合的原则选择定位基准,首先确定主要定位基 准,然后确定其它定位基准。 3)组合定位中,一些定位元件原单独作用时限制移动自由
圆柱销1:限制了: 圆柱销2:限制了:
x x x
y z
y y
}
重复限制 ,分析知 x y
实际参与定位先后分不出,
假设1首参,限制:
2次参, 限制了
xy x z
y 综合结果:限制了:x x y z z 且 x重复限制。
13
教学单元3 工件在夹具中的定位
2.三爪1: x z xz
中心架2:
27
教学单元3 工件在夹具中的定位
3.固定顶尖1: 活动顶尖 2 : 4 .浮动长 V 形块: x yz 活动锥坑: yz z xz xx 中心架3: 0
28
教学单元3 工件在夹具中的定位
5.长心轴: xxz z 支承钉: y 浮动双支承: y
活动顶尖2限制了:
活动顶尖
yz
16
教学单元3 工件在夹具中的定位
例5 如图2.32工件以外圆柱在两V形块上定位,分析各元 件限制的自由度。
图2.32 V形块组合定位分析右-V1、左-V2
17
教学单元3 工件在夹具中的定位
单个定位时:
V1 限制了: x y
}
y
两次重复限制,V1 首参限制了
x y
V2 限制了: y
;V2 次参限制了 y ; 结果 y 仍重复限制。
18
教学单元3 工件在夹具中的定位
三、定 位 形 式
工件完全定位 加工时,工件的六个自由 度被完全限制了的定位
在夹具中限制 工件的自由度
不完全定位
在满足加工要求的前提下, 工件的六个自由度没有被完 全限制的现象
z x x z yz
xz
z
图2.29 三个V形块 组合定位分析
14
教学单元3 工件在夹具中的定位
例3:如图2.30工件以内孔面、平面在圆柱销、支承平面上 定位,分析各元件限制的自由
平面限制了: yz x } 销限制了: x x y y
单个定位时:
3)让次参定位元件相对首参定位元件在重复限制移动自由
度的方向上移动,引起工件的动向就是次参定位元件限制的 自由度。
11
教学单元3 工件在夹具中的定位
3、应用举例
例1 如图2.28工件以两孔一面在两销一面上定位,分析各元 件限制的自由度。
图2.28 两销一面
12
教学单元3 工件在夹具中的定位
单个定位时: 支承平面:限制了:
(2)先判断各定位元件限制的自由度数目。
(3)确定分析顺序:由多到少 (4)先按各定位元件单独作用分析其限制工件自由度的情 况,再判断各定位元件组合之后是否存在移动自由度转化为 转动自由度的情况:
9
教学单元3 工件在夹具中的定位
2、判断准则 (1)定位元件单个定位时,限制转动自由度的作用在组合 定位中不变; (2)组合定位中各定位元件单个定位时限制的移动自由度
度,而在组合定位时则转化为限制旋转自由度。
4)从多种定位方案中选择定位元件时,应特别注意定位元 件所限制的自由度与加工精度的关系,以满足加工要求。
8
教学单元3 工件在夹具中的定位
二、组合定位中各定位元件限制自由度分析
1、分析方法 (1)组合面定位限制工件自由度的数目与各定位元件单独 作用限制工件自由度的数目之和相等。
10.两定位块: x yz 两活动V形块: yz
31
教学单元3 工件在夹具中的定位
11.三个支承钉1:x yz 辅助支承钉2: 0
活动锥销: x yz xy 活动短V形块: z
12.大支承面:
32
教学单元3 工件在夹具中的定位
x x z z 13.大支承面: 14.长圆柱销: 定承块: y x yz活动锥坑:xy 自位双支承: y 活动圆锥: z
20
教学单元3 工件在夹具中的定位
2、消除或减小过定位所引起的干涉,一般有以下一些方法
⑴减小接触面积
21
教学单元3 工件在夹具中的定位
⑵设法使过定位的定位元件在干涉方向能浮动,以减少实 际支承点数目。
22
教学单元3 工件在夹具中的定位
23
教学单元3 工件在夹具中的定位
24
教学单元3 工件在夹具中的定位
例2:如图2.29工件以外圆柱在3个短V形 块上定位,分析各元件限制的自由度。 单个定位时: V1 限制了: V2 限制了: V3 限制了:
按上准则分析,实际V1、V2较V3先 参与,V1、V2参与分不出先后,假 设V1为首参限制了 x ,V 2次参 限制了 ;V3最后限制了 y y 。
x 两次重复限制, z 叁次重复限制,
⑶改变定位元件的结构,消除重复限制自 由度的支承,把圆柱销改为削边销就是典 型的例子。
25
教学单元3 工件在夹具中的定位
⑷提高定位基准之间、定位元之间的位置精度,避 免重复定位的干涉。
26
教学单元3 工件在夹具中的定位
练习题:分析下面各定位元件都限制了哪几个自由度
x yz 两支承 1.两支承板: 钉: xz菱形销: x