1000Nm3h天然气制氢装置
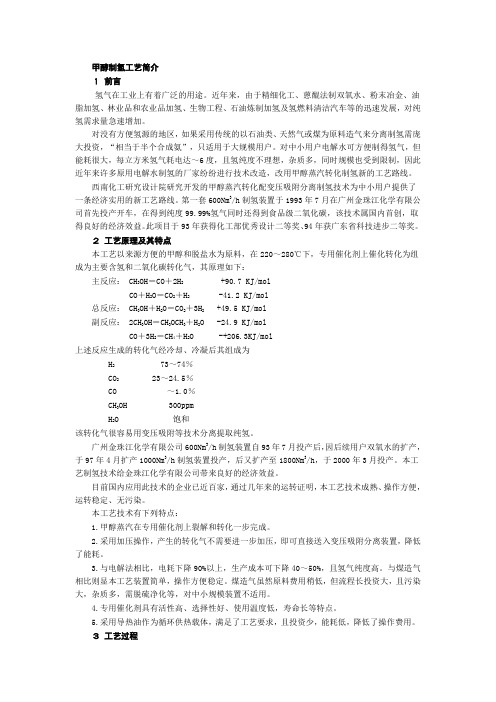
天然气蒸汽转化制氢装置能耗分析

4 结语
随着国家对环境保护的日益重视,节能减排成为重要的战 略方向°本文根据现有OCU装置的工艺,按照节能减排的原 则对原工艺进行了优化,并进行了经济性及环保性分析°优化 后的新工艺能够有效的利用碳四选择性加氢反应放出的热量&
1.0000
0.9000
T-原料天然气,Nm3
0.8000
■■-燃料天然气,Nm3
0.7000
T-合计天然气,Nm3
0.6000
■><■■电耗,Kw TK-循环水,t
0.5000
■除盐水,kg
0.4000
T—外输3.5MPaG熬汽,kg
0.3000
0.2000
Y-原料天然气,Nm3 燃料天然气,Nm3
11
温度/h
0.0038 0.6 40
注:其中总硫含量均按照20X 10 6考虑°
2.2氢气纯度对天然气蒸汽转化制氢装置能耗的影 响分析
2.2.1 顶烧方箱炉流程装置能耗分析 由于顶烧方箱炉一般适用于较大规模的制氢装置,因此本
节主要针对规模较大,例如产氢量为10000,20000 Nm3/h和 30000 Nm3/h,且产品氢纯度分别为99. 9%、99. 99%和 99. 999%时制氢装置的能耗进行分析°考虑100%负荷时,主
2不同氢气纯度及规模下天然气蒸汽转化制氢装置 能耗分析
考虑到不同的炉型可能对转化反应的传热有一定的差异& 将对两种常见的炉型进行分析:顶烧方箱炉和顶烧圆筒炉,两 种炉型的结构和适用规模不尽相同°
由于圆筒炉的炉管排布呈圆周布置,燃烧器集中于转化炉 中心位置,导致了转化炉管单侧受高温热,因此只适用于较小 的生产规模;而方箱炉中的燃烧器可均匀分布,转化炉管受热 均匀,因此适用于较大的生产规模°本文将对两种炉型的流程 分别进行分析&以保证结果严谨性°
制氢装置概况
制氢装置概况1.1.1 制氢装置简介本装置是12000Nm3/h制氢装置,由中石化北京设计院设计,2004年投入正式生产。
装置以油田气为主要原料,采用烃类水蒸气转化法造气,PSA法净化提纯的工艺路线制取氢气,设计产氢规模为年产99.9%(V)的工业氢气0.9万吨,年开工8000小时,相当于每小时产纯氢12000标准立方米。
所产的氢气中,供90万吨柴油加氢装置使用,其余部分送入公司氢气管网。
1.1.1.1设计概况中国石油天然气股份有限公司克拉玛依石化分公司稠油集中加工技术改造及配套工程可行性研究报告(BQOD-225-1、2.1、2.2、2.3);克拉玛依石化分公司关于稠油集中加工技术改造及配套工程基础设计/详细设计的委托书[KSHG(2003)38CS];中国石油天然气股份有限公司关于本项目可行性研究报告的批复文件(石油计字[2003]227号)。
1.1.1.2设计原则采用技术先进、成熟可靠的工艺方案,在降低能耗,减少环境污染的同时为下游装置提供稳定的高纯度氢源。
严格执行国家、中国石化集团公司及当地有关环保法规或标准。
1.1.1.3工艺概况1)装置的组成制氢装置共分为六个部分:(1)原料气压缩部分;(2)原料气加氢精制、干法脱硫部分;(3)转化及中温变换部分;(4)中变气换热及冷却部分;(5)变压吸附氢提纯部分;(6)酸性冷凝水汽提及蒸汽发生部分。
2)装置的特点(1)优化换热流程,提高能量利用效率加强对中变气热能的回收,利用中变气先后与原料气(去精制部分)、脱氧水(锅炉给水)进行热交换,充分回收了中变气的热能,降低装置能耗。
利用转化炉烟道气高温位预热原料气,利用烟道气和转化气高温余热发生并过热3.5MPa中压蒸汽,利用转化炉烟道气低温位余热预热燃烧用空气,降低转化炉的燃料消耗。
(2)回收工艺冷凝水,减少除盐水的用量。
在中变气冷却的过程中,产生大量的冷凝水。
水中含有微量的CO2、有机物,金属离子的含量很低,经酸性水汽提塔汽提后,经检验合格由凝结水泵(P-2101A/B)升压后,送出装置。
天然气制氢装置增设CO2回收工艺分析

天然气制氢装置增设CO2回收工艺分析发布时间:2022-10-18T06:37:05.333Z 来源:《科学与技术》2022年第6月第11期作者:王豫龙[导读] 在当前天然气制氢装置运行过程中,二氧化碳的回收利用成为提高经济效益的重要组成部分。
王豫龙中石油云南石化有限公司云南安宁 650309摘要:在当前天然气制氢装置运行过程中,二氧化碳的回收利用成为提高经济效益的重要组成部分。
在本次研究中本文先介绍了几种常见的CO2回收工艺,再结合某企业的实践经验,针对该企业天然气制氢装置中的CO2回收工艺内容展开深入讨论。
关键词:天然气制氢装置;CO2回收工艺;提纯液化前言:目前因为二氧化碳造成的温室效应已经得到社会各界的广泛关注,二氧化碳的捕集、处理与转化也成为学术界研究的重点内容。
在天然气制氢装置运行期间,所产生的中变气中二氧化碳的含量约为15%,若不能有效处理可能会加剧环境污染,因此需要寻找一套有效的二氧化碳回收工艺,这也是本文研究的目的。
1.几种常见的CO2回收工艺1.1物理溶剂吸收法该方法主要通过某些特定溶剂对二氧化碳与烃类溶解度差别较大而达到快速脱除CO2的目的。
从技术应用现状来看,物理溶剂吸收法通常在较低的温度环境下进行,常用于酸性组分分压高的脱碳。
但是该方法也存在明显不足,就是CO2在水中溶解度偏低,并且整个回收过程对水资源的需求量偏大,所采集的CO2回收率偏低,无法保证经济效益,这也决定了物理溶剂吸收法无法大规模推广。
1.2化学溶剂吸收法化学溶剂吸收法则是利用某些碱性溶液可以与天然气中的CO2组分发生化学反应的特性完成CO2回收。
从反应过程来看,当吸收了酸性组分的溶液在再生时可以将酸性组分分离出来,保证了资源的利用效率。
目前化学溶剂吸收法较为常见的材料包括碳酸钾以及乙醇胺等,尤其是在低浓度CO2废气中可以取得满意效果[1]。
而该方法也存在成本偏高、操作复杂的问题。
1.3变压吸附法变压吸附法在实际上是通过吸附剂的平衡吸附量特性完成CO2回收的,其中随着组分分压上涨,其吸附量提升,可以完成减压或者加压吸附等功能,最终达到快速脱碳的效果。
国内首套100000Nm3h的制氢装置的技术特点及节能措施

国内首套100000Nm3/h的制氢装置的技术特点及节能措施方友(中国海油惠州炼化公司)摘要:本文主要论述国内首套100000Nm3/h的烃类蒸汽转化制氢装置的一些技术特点及节能措施。
关键字:催化剂预转化节能措施1.前言随着环保法规的日益严格以及对油品质量要求的不断提高和含硫原油、重质原油数量的不断增加,使得加氢精制、加氢裂化等深加工技术成为各炼厂重要加工工艺,进而促使对氢气的需求量迅速增长,新建和拟建的制氢装置的能力大大超过以往任何一个时期。
我公司正是顺应这一趋势新建了目前全国年加工能力最大的炼厂(1200吨/年),其中以加氢为主:400万吨/年蜡油加氢裂化装置(目前全国最大的高压加氢装置)、360万吨/年煤柴油加氢裂化装置、200万吨/年汽柴油加氢装置。
为了满足加氢需要本公司新建了两套100000Nm3/h 的制氢装置。
为了充分考虑制氢装置能耗大问题,有效降低制氢成本。
本装置以天然气和饱和炼厂气为原料,采用德国Uhde公司的工艺技术,烃类蒸汽转化法造气、PSA法提纯氢气的工艺路线。
生产符合高压加氢裂化装置新氢要求的高纯氢气,同时副产9.8MPa(g)高压过热蒸汽。
装置设计满足在计划停工间隔内连续操作4年的要求,按年开工8400h计算年产99.99%的工业氢气15万吨。
2.装置特点综述本装置两个独立的系列构成,确保在其中一个系列有问题时,另一系列能保证供氢;装置原料适应性强,能单独天然气进料,也可以天然气、炼厂气任何比例进料;装置催化剂采用Johnson Matthey公司的进口催化剂,其中的国内首次使用的深度脱硫剂能使原料中的毒物脱除指标达到:总硫:<0.02ppm,总氯:<0.01ppm;装置还采用的预转化工艺、工艺冷凝液有效回用技术、以及转化炉烟气多段换热系统等诸多措施以尽可能降低能耗。
2.1 制氢原料与催化剂的优化选择2.1.1本装置制氢原料的优化构成本装置的原料为炼厂饱和干气和天然气。
天然气制氢、甲醇制氢与水电解制氢的经济性对比探讨

天然气制氢、甲醇制氢与水电解制氢的经济性对比探讨王周【摘要】氢气作为无碳绿色新能源是应对日趋严峻环境危机和构建清洁低碳能源体系的重要载体.目前天然气、甲醇、水制氢是最有竞争力的技术手段,但生物能、太阳能、风能等可再生能源制氢是未来的趋势.对天然气制氢、甲醇制氢及水电解制氢进行了对比探讨,分别从技术特点、制氢纯度、场地要求、投资规模、运行费用及制氢成本等方面进行了分析,认为天然气制氢、甲醇制氢及水电解制氢分别适用于大、中、小规模,制氢成本依次为低、中、高,且分别受天然气价格、甲醇价格及电价影响较大.【期刊名称】《天然气技术与经济》【年(卷),期】2016(010)006【总页数】3页(P47-49)【关键词】天然气制氢;甲醇制氢;水电解制氢;经济性【作者】王周【作者单位】佛山市燃气集团股份有限公司,广东佛山 528000【正文语种】中文氢气作为无碳绿色新能源,具有环保安全、能量密度大、转化效率高、储量丰富和适用范围广等特点,可实现从开发到利用全过程的零排放、零污染,是应对日趋严峻环境危机和构建清洁低碳能源体系的重要载体。
随着石油资源的日益枯竭和能源价格的不断上涨,寻找不依赖化石燃料、储量丰富的廉价可替代能源制氢成为大家共同面临的难题,从长远来看,生物能、太阳能、风能等可再生能源制氢在21世纪将开始逐步具有竞争力,但目前从天然气、甲醇、水等资源中制氢仍然是最有竞争力的技术手段[1],煤制氢对水和大气污染严重,笔者暂不讨论。
目前国内制氢原料路线的选择,主要取决于原料资源的可得性和原料成本的高低,笔者将以华南某区域的制氢状况来进行分析探讨。
1.1 技术特点天然气制氢工艺复杂,操作条件严格,设备设计制造要求高,技术成熟;甲醇制氢工艺流程简单,相对易操作维护,主体设备为常见化工设备,技术也较为成熟;水电解制氢流程简单,操作简便,甚至可实现无人值守全自动操作。
1.2 制氢纯度天然气制氢与甲醇制氢一般纯度可达到99.999%,而水电解制氢纯度高时可达到99.999 9%。
最新1500Nm3-h天然气转化制氢装置项目建议书

xxxx集团有限公司1500Nm3/h天然气转化制氢装置项目建议书编号:xxxx-xxxx-1112一、总论1.1 装置名称及建设地点装置名称:1500Nm3/h 天然气制氢装置建设地点:xxxx1.2 装置能力和年操作时间装置能力::1500Nm3/h;H2纯度: ≧99.99(V/V)压力≧2.0 MPa(待定)年操作时间:≧8000h操作范围:40%-110%1.3 原料天然气(参考条件,请根据实际组分修改完善):1.4 产品氢气产品1.5 公用工程规格1.5.1 脱盐水●温度:常温●压力:0.05MPa(G)●水质:电导率≤5μS/cm溶解O2 ≤2 mg/kg氯化物≤0.1 mg/kg硅酸盐(以SiO2计) ≤0.2 mg/kgFe ≤0.1 mg/kg1.5.2 循环冷却水●供水温度:≤28℃●回水温度:≤40℃●供水压力:≥0.40MPa●回水压力:≥0.25MPa●氯离子≤25 mg/kg1.5.3 电●交流电:相数/电压等级/频率 3 PH/380V/50Hz●交流电:相数/电压等级/频率 1 PH/220V/50Hz● UPS交流电:相数/电压等级/频率 1 PH/220V/50Hz1.5.4 仪表空气●压力: 0.7MPa●温度:常温●露点: -55 ℃●含尘量: <1mg/m3,含尘颗粒直径小于3μm。
●含油量:油份含量控制在1ppm以下1.5.5 氮气●压力: 0.6MPa●温度: 40℃●需求量:在装置建成初次置换使用,总量约为5000 Nm3正常生产时不用1.6 公用工程及原材料消耗注:电耗与原料天然气压力有关。
1.7 占地面积主装置占地:约50×40=2000 m2 (不包括公用工程及生活设施等)二、工艺方案2.1 工艺流程简述基本的工艺流程框图如下:器,进一步预热后进入转化管,在催化剂床层中,甲烷与水蒸汽反应生成H2、CO和CO2,甲烷转化所需热量由转化器烧嘴燃烧燃料混合气提供。
1000Nm3h天然气制氢装置

1000Nm3h天然⽓制氢装置1000Nm3/h制氢装置技参数1000Nm3/h天然⽓制氢装置客户招募第 1 页共 18 页附件⼀、设计基础及性能指标1.1 概述1.1.1 项⽬名称项⽬名称:1000Nm3/h天然⽓制氢装置1.1.2 装置定义、规模和连续运⾏时间装置定义:采⽤天然⽓-⽔蒸汽转化及变压吸附分离提纯氢⽓的制氢装置装置规模:氢⽓⽣产能⼒1000Nm3/h装置操作弹性:30~110%连续运⾏时间:⼤于等于8000⼩时/年1.1.3 装置布置⽅案装置按露天化独⽴成区布置,在满⾜安全间距要求下节约⽤地。
1.2 设计参数1.2.1 原材料界区条件(1)原料天然⽓第 2 页共 18 页天然⽓组成表第 3 页共 18 页(2)脱盐⽔1.2.2 产品规格第 4 页共 18 页1.2.3 公⽤⼯程条件1)⽔第 5 页共 18 页2)氮⽓饱和温度以上,避免⽤蒸汽升温时凝结成⽔,这个过程最长12⼩时)3)电源条件第 6 页共 18 页4)蒸汽压缩空⽓(仪表⽤,进制氢装置总管上设置过滤器,主要是为防⽌空⽓中粉尘堵塞电磁阀芯使其不动作,该过滤器由卖⽅供)5)1.3 性能指标及保证第 7 页共 18 页第 8 页共 18 页附件⼆、供货范围2.1 ⾮标设备表第 9 页共 18 页第 10 页共 18 页第 11 页共 18 页2.2 定型设备供货表第 12 页共 18 页1000Nm3/h制氢装置技参数2.3 催化剂及吸附剂供货表2.4 阀门和管件及安装材料阀门管件等数量以最终设计为准,在初步设计审查时,如果买⽅提出合理的须增加的管道、阀门等,卖⽅相应增加并承担费⽤。
2.5 仪控供货范围2.5.2 控制仪表⼀览表3、仪表具体数量应以最终设计为准。
2.5.3 变压吸附程控阀⼀览表2.5.4 制氢装置I/O点⼀览表注:所有仪控供货设备数量等以最终设计资料为准。
在初步设计审查时,如果买⽅提出须增加的仪表等,买⽅相应增加并承担费⽤。
天然气制氢工艺技术规程

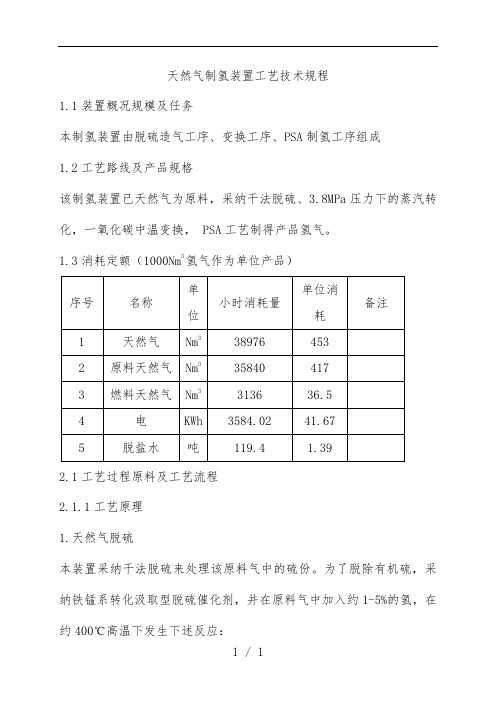
天然气制氢装置工艺技术规程1.1装置概况规模及任务本制氢装置由脱硫造气工序、变换工序、PSA制氢工序组成1.2工艺路线及产品规格该制氢装置已天然气为原料,采用干法脱硫、3.8MPa压力下的蒸汽转化,一氧化碳中温变换,PSA工艺制得产品氢气。
1.3消耗定额(1000Nm3氢气作为单位产品)2.1工艺过程原料及工艺流程2.1.1工艺原理1.天然气脱硫本装置采用干法脱硫来解决该原料气中的硫份。
为了脱除有机硫,采用铁锰系转化吸取型脱硫催化剂,并在原料气中加入约1-5%的氢,在约400℃高温下发生下述反映:RSH+H2=H2S+RHH2S+MnO=MnS+H2O经铁锰系脱硫剂初步转化吸取后,剩余的硫化氢,再在采用的氧化锌催化剂作用下发生下述脱硫反映而被吸取:H2S+ZnO=ZnO+H2OC2H5SH+ZnS+C2H5+H2O氧化锌吸硫速度极快,因而脱硫沿气体流动方向逐层进行,最终硫被脱除至0.1ppm以下,以满足蒸汽转化催化剂对硫的规定。
2.蒸汽转化和变换原理原料天然气和蒸汽在转化炉管中的高温催化剂上发生烃—蒸汽转化反映,重要反映如下:CH4+H2O= CO+3H2-Q (1)一氧化碳产氢CO+H2O=CO2+H2+Q (2)前一反映需大量吸热,高温有助于反映进行;后一反映是微放热反映,高温不利于反映进行。
因此在转化炉中反映是不完全的。
在发生上述反映的同时还伴有一系列复杂的付反映。
涉及烃类的热裂解,催化裂解,水合,蒸汽裂解,脱氢,加氢,积碳,氧化等。
在转化反映中,要使转换率高,残余甲烷少,氢纯度高,反映温度要高,但要考虑设备承受能力和能耗,所以炉温不宜太高。
为缓和积碳,增长收率,要控制较大的水碳比。
3.变化反映的反映方程式如下:CO+H2O=CO2+H2+Q这是一个可逆的放热反映,减少温度和增长过量的水蒸气,均有助于变换反映向右侧进行,变换反映假如不借助于催化剂,其速度是非常慢的,催化剂能大大加速其反映速度。
天然气制氢装置工艺技术规范
天然气制氢装置工艺技术规程1.1装置概况规模及任务本制氢装置由脱硫造气工序、变换工序、PSA制氢工序组成1.2工艺路线及产品规格该制氢装置已天然气为原料,采纳干法脱硫、3.8MPa压力下的蒸汽转化,一氧化碳中温变换, PSA工艺制得产品氢气。
1.3消耗定额(1000Nm3氢气作为单位产品)2.1工艺过程原料及工艺流程2.1.1工艺原理1.天然气脱硫本装置采纳干法脱硫来处理该原料气中的硫份。
为了脱除有机硫,采纳铁锰系转化汲取型脱硫催化剂,并在原料气中加入约1-5%的氢,在约400℃高温下发生下述反应:RSH+H2=H2S+RHH2S+MnO=MnS+H2O经铁锰系脱硫剂初步转化汲取后,剩余的硫化氢,再在采纳的氧化锌催化剂作用下发生下述脱硫反应而被汲取:H2S+ZnO=ZnO+H2OC2H5SH+ZnS+C2H5+H2O氧化锌吸硫速度极快,因而脱硫沿气体流淌方向逐层进行,最终硫被脱除至0.1ppm以下,以满足蒸汽转化催化剂对硫的要求。
2.蒸汽转化和变换原理原料天然气和蒸汽在转化炉管中的高温催化剂上发生烃—蒸汽转化反应,要紧反应如下:CH4+H2O= CO+3H2-Q (1)一氧化碳产氢 CO+H2O=CO2+H2+Q (2)前一反应需大量吸热,高温有利于反应进行;后一反应是微放热反应,高温不利于反应进行。
因此在转化炉中反应是不完全的。
在发生上述反应的同时还伴有一系列复杂的付反应。
包括烃类的热裂解,催化裂解,水合,蒸汽裂解,脱氢,加氢,积碳,氧化等。
在转化反应中,要使转换率高,残余甲烷少,氢纯度高,反应温度要高,但要考虑设备承受能力和能耗,因此炉温不宜太高。
为缓和积碳,增加收率,要操纵较大的水碳比。
3.变化反应的反应方程式如下:CO+H2O=CO2+H2+Q这是一个可逆的放热反应,降低温度和增加过量的水蒸气,均有利于变换反应向右侧进行,变换反应假如不借助于催化剂,其速度是特不慢的,催化剂能大大加速其反应速度。
10000煤制氢[1]
![10000煤制氢[1]](https://img.taocdn.com/s3/m/d8e7e0907fd5360cbb1adb2d.png)
10000Nm3/h煤造气制氢装置技术方案1 •装置概况本装置为制氢装置,装置制氢能力为10000Nm3/h。
采用煤为原料工艺路线,制氢装置包括造气、脱硫、压缩、变换脱硫、变压吸附脱碳和变压吸附提氢、造气循环水站、余热回收工序等七个主要工序。
2 •产品规格产品氢气的质量指标3 •原材料及公用工程消耗原辅材料规格及消耗量(以1000Nm3/h氢气量计)公用工程规格及消耗量(以1000Nm3/h氢气量计)注:⑴水煤气中的总硫按1.5g/Nm3计(2)年操作时间8000小时4.装置组成本装置由如下工序组成:造气工序、脱硫工序、压缩工序、变换工序、变压吸附制氢工序、造气循环水工序 、余热回收工序 5 •界区划分如图双点画线( ------ )框内为装置界区6.工艺技术 6.1造气工序⑴吹风空气经空气鼓风机加压送入煤气炉内,在炉内空气与炭层燃烧,放出大量的热量储 存于炭层间。
出炉气称为吹风气,温度在 350C 左右。
吹风气经旋风除尘器除尘后进入 吹风气总管,去三废”混燃锅炉作燃料。
⑵蒸汽吹净为尽量降低水煤气中N 2含量,采用低压蒸汽上吹,将系统中残余空气吹净,流程 同吹风阶段。
⑶上吹制气蒸汽吹净后开始一次上吹制气,上吹用蒸汽来自本工段的夹套锅炉及废热锅炉,不足部分由余热回收装置蒸汽管网补充。
两部分低压过热蒸汽一起经蒸汽缓冲罐混合后, 由煤气炉底部送入,自下而上经过炉内炭层分解而产生水煤气。
本阶段所产生的水煤气(上行煤气)出炉时温度在 350C 左右,进入水煤气总管经 旋风除尘器除尘后,送至热管废热锅炉回收余热最后温度降至 150C 左右进入煤气洗涤 塔冷却至常温后送往气柜。
⑷下吹制气原料煤「蒸汽低压过热蒸汽由煤气炉上部进入炉内,由上而下,经过炭层分解得到水煤气,由炉底引出时温度在250C左右,经总管去热管废热锅炉回收余热后。
温度降至150C左右,进煤气洗涤塔冷却后入水煤气气柜。
⑸ 二次上吹基本上同一次上吹制气,目的在于置换炉下部及管道中残留的水煤气。
3×10^(4)Nm^(3)h制氢装置PSA产能不足情况分析及措施
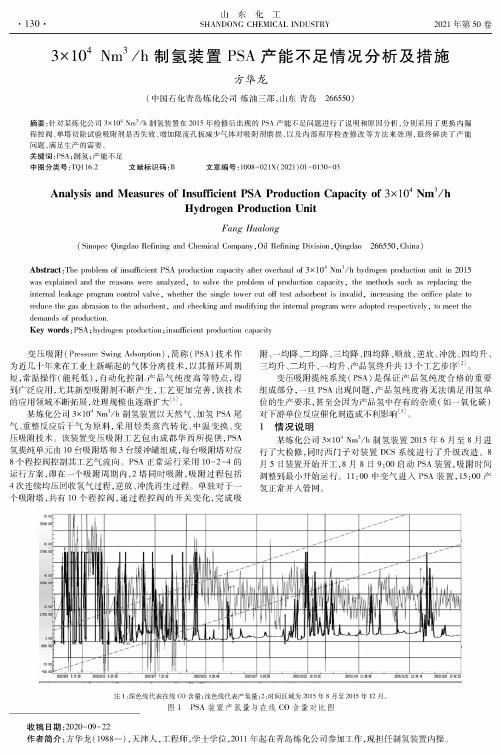
3x l 〇4Im3/h 制氢装置PSA 产能不足情况分析及措施方华龙(中国石化青岛炼化公司炼油三部,山东青岛266550)摘要:针化公司3x 104N m 3/h 制装 2015年检修 现的P S A 产能 题进行了说明和原因分析,分别 了更换内漏程控阀、切 验吸附剂是否 、增加流孔板减少气体对吸附 、以及内部程序检查修改等方 处理, 解了产能题, 生产的需要。
关键词:P S A ;制;产能不足中图分类号:T Q 116.2文献标识码:B文章编号:1008-021X (2021)01-0130-03山东化工• 130 •SHANDONGCHEMICAL INDUSTRY2021 年第 50 卷Analysis and Measures of Insufficient PSA Production Capacity of 3x104 Nm3,/hHydrogen Production UnitFang Hualong(Sinopec Q i n g d a o Refining a n d Chemical C o m p a n y ,Oil Refining Division ,Q i n gdao266550,C h i n a )Abstract :T h e p r oblem of insufficient P S Aproductioncapacity afteroverliaul of 3x 104 N m 3/h hydrogen productw a s explained a n d the reasons were analyzed , to solve the p r oblem of production capacity , the me t h o d s such as replacing theinternal leakage p r ogram control valve ,whether thesingletowercutoff testadsorbent is invalidreduce the gas abrasion totheadsorbent ,a n dchecking a n d modifying the internalp r ogram were adod e m a n d s of production .K e y words : P S A ; hydrogen production ; insufficient production capacity变压吸附(Pressure S w i n g A d s o r p t n ),简称(P S A )技术作为近 年 工业上新 的气体分离技术,以 环周期, 作(能耗低),动化控制.产品气纯度高等特点,得广泛 ,尤新型吸附 产生,工更加完善,该技术的 拓展,处理规模也逐 大[1]。
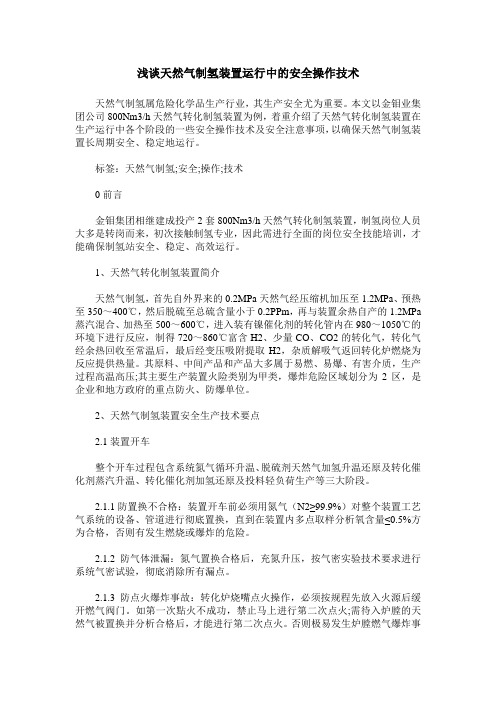
制氢装置简介
中压蒸汽
锅炉给水、发生并 过热蒸汽部分
中变冷 却分液
制氢PSA 部分
中压蒸 汽外送
低分气湿法 脱硫部分
重整氢 PSA
氢气
十、制氢工艺流程简述(一)
自装置外来的50℃,2.2MPa(G)的加氢裂化低分气 进入加氢裂化低分气冷却器(E-1102)壳层冷却后, 进入加氢低分气分液罐(D-1102)分液,从加氢低 分气脱硫塔(C-1102)底进入,在塔中与来自硫磺 回 收 装 置 的 甲 基 二 乙 醇 胺 ( MDEA ) 贫 液 逆 流 接 触 (MDEA浓度25%wt),脱除气体中的硫化氢,脱硫后 的低分气送本装置中重整氢提浓PSA单元,MDEA溶液 送回硫磺回收装置再生。
水蒸汽 合计
公斤/小时 5937.50 5952.97 43800.00 55690.47
吨/日 142.50 142.87 1051.20 1336.57
万吨/年 4.75 4.76 35.04 44.55
工业氢
3628.46 87.08 2.90
出
PSA尾气
27941.00 670.58 22.35
十五、制氢工艺流程简述(六)
自中变反应器出来的变换气依次经过中变气/原料气换热器 (E-1201)温度降至367℃和中变气/脱氧水换热器(E1202A/B)温度降至156.5℃后,进入中变气第一分液罐(D1203)分出凝液,然后在中变气除盐水换热器(E-1203)与 除盐水换热到137.8℃后进入中变气第二分液罐(D-1204), 分出凝液后,进入中变气空冷器(A-1201)冷却到60℃,再 经中变气第三分液罐(D-1205)分液后,进入中变气水冷器 (E-1204),水冷到40℃的中变气经中变气第四分液罐(D1206)分液后进入中变气PSA提纯单元。
氢气装置安全操作规程

编号:Linkye页码 :1/32 1500Nm3/h甲醇裂解制氢装置操作规程编号:Linkye页码 :2/32第一章工艺简介本装置以甲醇、脱盐水为原料,经预热、汽化、催化转化和冷冻干燥净化,所得转化气,再送入变压吸附装置精制,最后得到纯度≥99.999%的氢气送至用户。
系统操作压力为1.0~1.5MPa,属中低压操作装置,转化裂解反应温度在240~290℃范围,由导热油循环供热。
装置组成本装置包括甲醇罐区、脱盐水工段、导热油工段、甲醇转化工段、变压吸附工段五个主体及装置配电室、控制室、分析检测。
装置的工艺流程如下:编号:Linkye页码 :3/32由于本装置原料及产品均属易燃、易爆危险品,操作过程中必须予以高度重视。
同时本装置操作的稳定性、原料消耗指标、催化剂使用寿命、产品纯度的高低、设备、人员安全等在很大程度上取决于操作水平的高低,因此有关操作、管理和维修人员在装置启动运行之前,必须熟知本操作规程,并经考核合格后才能上岗。
在后面的章节,将分工段介绍。
编号:Linkye页码 :4/32第二章导热油炉房的操作规程一、该部份设备的操作需在物料、气源满足的前提下方可调节,因此该部份在燃烧系统作了联锁之后进行调节;自力式调节阀的调节参数如下:PV501 甲醇阀后压力: 0.4MPaPV502 天然气阀后压力: 0.12MPaPV503 液化气阀后压力: 0.05MPaV559 雾化空气阀后压力: 0.1MPa远传压力开关的调节参数如下:PLS501 新风空气压力低报设定值:3.0KPa,正常值6.0KPaPLS502 PSA解析气压力低报设定值:10.0KPa,正常值30.0KPaPHS502 PSA解析气压力高报设定值:40.0KPa,正常值40.0KPaPLS503 天然气压力低报设定值:50.0KPa,正常值100.0KPaPHS503 天然气压力低报设定值:150.0KPa,正常值100.0KPaPLS504 液化气压力低报设定值:5.0KPa,正常值20.0KPaPLS505 雾化空气压力低报设定值:70.0KPa,正常值370.0KPaPHS505 雾化空气压力高报设定值:520.0KPa,正常值370.0KPa二、操作前先熟悉上位机信号联锁在微机上进行系统内各单体设备的运行控制信号联锁;该燃烧系统共有三组运行控制信号联锁,联锁单体设备如下:压力信号联锁一:PIAS504新风空气压力正常值2~5 KPa,报警值L:2.0KPa、LL:1.5.0KPa,联锁关闭SNV501a/b、SNV502a/b、SNV503a/b。
天然气制氢技术方案及设备配置模板

天然气制氢气装置技术方案项目名称:****Nm3/h天然气制氢装置技术方案及设备配置第一部分技术方案1、产品方案装置氢气生产能力:***Nm3/h2、天然气裂解制氢工艺方案2.1 烃类蒸汽转化制氢工艺简介以轻烃为原料制取工业氢,国内外均认为蒸汽转化法为最佳方案。
大型合成氨厂以及炼油厂和石油化工厂的制氢装置,其造气工艺大多为水蒸汽转化法。
经过多年的生产实践,目前已积累了许多成功的工程设计和操作经验。
因此本方案采用水蒸汽转化法造气工艺。
国内外蒸汽转化制氢的净化工艺主要有两种。
即化学净化法和变压吸附净化法(PSA净化法)。
国内早期建设的制氢装置均采用化学净化法。
由于近年PSA技术的进步(多床多次均压,吸附剂性能的改进等),使氢的回收率最高达95%,加之PSA 技术的国产化,极大降低了PSA装置的投资以及其操作成本,使该技术在新建制氢装置中占主导地位。
采用天然气为原料生产氢气。
选择PSA净化气体,其制氢成本比采用化学净化法的制氢成本低,同时采用PSA技术具有流程简短、自动化程度高、产品氢纯度高等特点,因此,我们推荐用户采用PSA净化技术。
综上所述,制氢装置采用水蒸汽转化法加PSA净化工艺。
2.2原料组成压力:≤0.2Mpa温度:40℃。
原料气组成(V%):3、工艺流程3.1工艺概述本制氢装置是以天然气为原料,采用蒸汽转化造气工艺制取粗氢气。
转化压力~2.0MPa(G),粗氢经变换和PSA 分离杂质后得产品氢气。
3.2基本原理 3.2.1 原料脱硫脱硫分两步进行:原料气中有机硫化物的加氢转化反应,硫化氢的脱除。
在一定温度、压力下,原料气通过钴钼加氢催化剂,将有机硫转化成无机硫;原料经过有机硫转化后,再通过氧化锌脱硫剂,将原料气中的H 2S 脱至0.2ppm 以下,以满足蒸汽转化催化剂对硫的要求,其主要反应(以硫醇和噻酚为例)为:3.2.2 烃类的蒸汽转化烃类的蒸汽转化是以水蒸汽为氧化剂,在镍催化剂的作用下将烃类物质转化,得到制取氢气的原料气。
甲醇制氢工艺简介

甲醇制氢工艺简介1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
广州金珠江化学有限公司600Nm3/h制氢装置自93年7月投产后,因后续用户双氧水的扩产,于97年4月扩产1000Nm3/h制氢装置投产,后又扩产至1800Nm3/h,于2000年3月投产。
干气制氢装置的开工步骤

第八篇干气制氢装置的开工8.1冷氮循环8.1.1打通两个冷氮循环流程1、开工冷却器E-1010投冷却水,做好原料压缩机C-1001启动的准备工作,打通流程。
2、加氢脱硫部分冷氮循环流程:氮气→C1001A→F1001→R-1004→R1001→R1002/A,B→E1010→V1012→C1001/A3、转化中变部分冷氮循环流程:氮气→C1001B→F1002Ⅱ→F1002→E1001→R1003→E1002A/B→E1004→V1005→E1005/E-1006→V1006→A1001→V1007→E1008→V1008→C1001B4、充氮气前要排净油水,化验合格,转化压力要高于加氢压力0.2MPa5、控制压缩机入口压力稳定0.40Mpa,压力下降时及时从C1001入口补入氮气。
6、观察催化剂各床层、换热器压降是否正常,稍开各反应器及换热器付线,确认畅通后关闭。
7、启动所有仪表,并观察运行情况,发现问题及时联系仪表工处理8、做好F-1001、F-1002点火前的准备工作。
1)点F-1001前20min,开启炉膛蒸汽,以赶走可燃性气体,达到点火条件后,按照点火规程进行点火,炉膛蒸汽不能停止;2)点F-1002前30min,启动引风机C-1003,鼓风机C-1002进行炉膛置换,建立炉膛负压-30~-50Pa,点火前必须对炉膛气体进行分析,合格后方可按照点火规程进行点火。
3)检查热风道挡板及各火嘴风、气阀是否灵活好用,如有问题立即解决。
4)引瓦斯气至F-1001炉FIC-9104调节阀前、F-1002炉FIC-9201调节阀前,截止阀打开,倒淋打开排水,后截止阀及付线关闭。
5)各联锁置旁路。
8.2加氢脱硫部分干燥脱水(热氮循环)8.2.1热氮循环流程脱硫部分干燥脱水热氮循环流程同冷氮循环流程。
如图8.2.2催化剂干燥脱水1、由于本装置热源为F1001,F1002,故催化剂干燥过程中所需要的热量需要从F1001,F1002获取。
甲醇制氢工艺简介
甲醇制氢工艺简介1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
广州金珠江化学有限公司600Nm3/h制氢装置自93年7月投产后,因后续用户双氧水的扩产,于97年4月扩产1000Nm3/h制氢装置投产,后又扩产至1800Nm3/h,于2000年3月投产。
浅谈天然气制氢装置运行中的安全操作技术
浅谈天然气制氢装置运行中的安全操作技术天然气制氢属危险化学品生产行业,其生产安全尤为重要。
本文以金钼业集团公司800Nm3/h天然气转化制氢装置为例,着重介绍了天然气转化制氢装置在生产运行中各个阶段的一些安全操作技术及安全注意事项,以确保天然气制氢装置长周期安全、稳定地运行。
标签:天然气制氢;安全;操作;技术0前言金钼集团相继建成投产2套800Nm3/h天然气转化制氢装置,制氢岗位人员大多是转岗而来,初次接触制氢专业,因此需进行全面的岗位安全技能培训,才能确保制氢站安全、稳定、高效运行。
1、天然气转化制氢装置简介天然气制氢,首先自外界来的0.2MPa天然气经压缩机加压至1.2MPa、预热至350~400℃,然后脱硫至总硫含量小于0.2PPm,再与装置余热自产的1.2MPa 蒸汽混合、加热至500~600℃,进入装有镍催化剂的转化管内在980~1050℃的环境下进行反应,制得720~860℃富含H2、少量CO、CO2的转化气,转化气经余热回收至常温后,最后经变压吸附提取H2,杂质解吸气返回转化炉燃烧为反应提供热量。
其原料、中间产品和产品大多属于易燃、易爆、有害介质,生产过程高温高压;其主要生产装置火险类别为甲类,爆炸危险区域划分为2区,是企业和地方政府的重点防火、防爆单位。
2、天然气制氢装置安全生产技术要点2.1装置开车整个开车过程包含系统氮气循环升温、脱硫剂天然气加氢升温还原及转化催化剂蒸汽升温、转化催化剂加氢还原及投料轻负荷生产等三大阶段。
2.1.1防置换不合格:装置开车前必须用氮气(N2≥99.9%)对整个装置工艺气系统的设备、管道进行彻底置换,直到在装置内多点取样分析氧含量≤0.5%方为合格,否则有发生燃烧或爆炸的危险。
2.1.2 防气体泄漏:氮气置换合格后,充氮升压,按气密实验技术要求进行系统气密试验,彻底消除所有漏点。
2.1.3防点火爆炸事故:转化炉烧嘴点火操作,必须按规程先放入火源后缓开燃气阀门。
10000m3小时制氢装置工艺介绍
10000m3/小时制氢装置工艺介绍1 装置简介为了解决60万吨/年焦化汽柴油加氢精制的氢源问题,配套建设10000Nm³/h焦化干气制氢装置。
该装置由青岛英派尔设计院设计,占地75³73=5475m²,于2006年3月建成投产。
装置的配电室与操作室等建筑与100万吨/年延迟焦化装置和60万吨/年汽柴油加氢精制装置集中布置,装置设计规模为10000Nm3/h纯氢,按年开工8000小时计,相当于产纯氢0.72万吨/年。
装置采用烃类水蒸汽转化法造气和变压吸附氢气提纯的工艺,该工艺流程简单,成熟可靠,产品氢气纯度高。
装置由原料压缩、预热;原料加氢、脱硫;转化及中温变换;中变气换热、冷却及分液;中变气变压吸附提纯;酸性水处理及蒸汽发生六部分组成。
装置所用原料为净化焦化、加氢混合干气,产品为纯度为99%工业氢气,副产品变压吸附尾气全部用作转化炉燃料。
2装置特点1)采用绝热加氢、脱硫工艺,流程简单、可靠,公用工程消耗低;2)氧化锌脱硫反应器设置两台,既可串联又可并联,可实现不停工更换脱硫剂;3)转化炉废热锅炉(即对流段)与转化气蒸汽发生器共用一台汽水分离器,自然循环式流程,操作安全可靠并降低了能耗;4)优化换热流程,合理利用余热能位,提高有效能效率。
如利用转化炉烟道气5)高温位余热预热原料气、发生3.5MPa 中压蒸汽;利用转化气、中变气高温位余热发生3.5MPa 中压蒸汽;利用烟道气低温位余热预热燃烧空气,以降低转化炉燃料用量等。
6)采用上海华西科技有限公司PSA技术,简化了制氢流程,提高了氢气质量,降低了装置投资及装置能耗;7)装置内所产酸性冷凝水在装置内的酸性水汽提塔汽提后回用作装置锅炉给水,降低了能耗。
8)增设了变温反应器,可用催化干气代替焦化干气作原料制氢气。
3原料及产品性质本装置的原料为脱硫后的焦化干气及加氢干气(称为混合干气),主要原料性质如下:在焦化停工时用催化干气作原料工业氢气温度40℃压力2.0MPa(G)组成如下表:注 * 其中纯氢10000Nm3/h,相当于0.72 万吨/年纯氢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1000Nm3/h制氢装置技参数
1000Nm3/h天然气制氢装置
客户招募
第 1 页共 18 页
附件一、设计基础及性能指标1.1 概述
1.1.1 项目名称
项目名称:1000Nm3/h天然气制氢装置
1.1.2 装置定义、规模和连续运行时间
装置定义:采用天然气-水蒸汽转化及变压吸附分离提纯氢气的制氢装置
装置规模:氢气生产能力1000Nm3/h
装置操作弹性:30~110%
连续运行时间:大于等于8000小时/年
1.1.3 装置布置方案
装置按露天化独立成区布置,在满足安全间距要求下节约用地。
1.2 设计参数
1.2.1 原材料界区条件
(1)原料天然气
第 2 页共 18 页
天然气组成表
第 3 页共 18 页
(2)脱盐水
1.2.2 产品规格
第 4 页共 18 页
1.2.3 公用工程条件
1)水
第 5 页共 18 页
2)氮气
饱和温度以上,避免用蒸汽升温时凝结成水,这个过程最长12小时)
3)电源条件
第 6 页共 18 页
4)蒸汽
压缩空气(仪表用,进制氢装置总管上设置过滤器,主要是为防止空气中粉尘堵塞电磁阀芯使其不动作,该过滤器由卖方供)
5)
1.3 性能指标及保证
第 7 页共 18 页
第 8 页共 18 页
附件二、供货范围2.1 非标设备表
第 9 页共 18 页
第 10 页共 18 页
第 11 页共 18 页
2.2 定型设备供货表
第 12 页共 18 页
1000Nm3/h制氢装置技参数
2.3 催化剂及吸附剂供货表
2.4 阀门和管件及安装材料
阀门管件等数量以最终设计为准,在初步设计审查时,如果买方提出合理的须增加的管道、阀门等,卖方相应增加并承担费用。
2.5 仪控供货范围
2.5.2 控制仪表一览表
2、PLC I/O卡件在备件中每种备有一块。
3、仪表具体数量应以最终设计为准。
2.5.3 变压吸附程控阀一览表
2.5.4 制氢装置I/O点一览表
注:所有仪控供货设备数量等以最终设计资料为准。
在初步设计审查时,如果买方提出须增加的仪表等,买方相应增加并承担费用。
压缩机仪表由压缩机厂商成套。
2.6 电控系统
2.6.1 设计原则
电控系统在满足设计和工艺要求的条件下,必须确保设备能安全可靠运行、操作维护方便。
低压电源为二路进线,单母线分段带母联,平时分段运行,当一路故障时,另一路投入。
仪控电源、保安电源等重要电源分别接于两段低压母线上,可自动切换。
用电设备均设立机旁控制盘,其上设置必要的电气指示表和操作元件。
低压电动机起动时,低压母线电压降小于15%。
电源:低压两路独立380 V/ 220 ± 5% 三相五线中性点直接接地电源。
2.6.2 主要电气设备选型
低压开关柜:800X800X2200(GGD)
低压柜内元件选用施耐德或ABB国内优质品。
颜色RAL7032,固定单元式。
前后开门,前面操作,后面检修。
每台柜内予留50A(2个),100A(1个)开关。
进线开关容量不小于400A。
电气设备防护等级符合国家有关规定。
2.6.3 电气供货设备一览表
2、所有电机、仪表和电气产品必须符合天然气制氢装置的防爆要求。