供应商提供的样件作业指导书
移印机作业指导书

移印机作业指导书标题:移印机作业指导书引言概述:移印机是一种常用于印刷行业的设备,它可以将图象或者文字从一个表面转移到另一个表面。
为了正确操作移印机并获得最佳效果,需要遵循一定的操作流程和注意事项。
本文将详细介绍移印机的作业指导书,匡助操作人员正确操作移印机。
一、准备工作1.1 清洁工作区域:在操作移印机之前,确保工作区域干净整洁,避免灰尘或者杂物进入移印机内部影响印刷效果。
1.2 检查移印机状态:检查移印机的各个部件是否完好,如印刷头、印刷滚轮、传动带等,确保没有损坏或者松动的地方。
1.3 准备印刷材料:准备好需要印刷的材料,如纸张、布料等,并确保其平整干净,以获得清晰的印刷效果。
二、设置移印机参数2.1 调整温度:根据印刷材料的特性和印刷效果的要求,调整移印机的温度,普通来说,温度过高会导致印刷材料变色,温度过低则无法将图象或者文字完整转移。
2.2 调整压力:根据印刷材料的厚度和硬度,调整移印机的压力,确保印刷滚轮能够彻底贴合印刷材料表面,以获得清晰的印刷效果。
2.3 设置速度:根据印刷材料的特性和印刷效果的要求,设置移印机的印刷速度,普通来说,速度过快会导致图象或者文字含糊,速度过慢则会影响生产效率。
三、操作移印机3.1 将印刷材料放置在移印机工作台上,并调整位置使其与印刷头对齐。
3.2 启动移印机,并根据之前设置的参数进行印刷,注意观察印刷效果,如有异常及时停机检查。
3.3 完成印刷后,及时清洁移印机,包括印刷头、印刷滚轮等部件,以保持移印机的良好状态并延长使用寿命。
四、故障处理4.1 如果移印机浮现卡纸情况,应即将停机,并检查印刷头、传动带等部件是否有杂物阻塞,清理后重新启动移印机。
4.2 如果印刷效果含糊或者不清晰,应检查移印机的温度、压力和速度设置是否正确,根据情况进行调整。
4.3 如果移印机浮现其他故障,应及时联系售后服务人员进行维修,切勿私自拆卸或者修理,以免造成更严重的损坏。
样件认可作业指导书(汽车零件)

南京依维柯采购部样件认可流程操作指导书版/次:A/0 NA VECO 06 /G ****-2010 1 目的和范围为细化样件认可的流程,本标准规定了样件条件认可的具体要求和操作方法。
本文件适用于NAVECO公司样件认可的具体操作,并将条件认可的相关信息体现于样件检测/认可报告上。
2 引用标准及文件NAVECO G/0627-2009 样件认可流程3 定义条件认可:外购零部件样件认可的方式之一,指零件不符合技术要求(或符合性尚未经检验/试验判定),但其不符合的程度可以在一定条件下(如:一定时间、一定数量或一定商务条件等)接受,用于指定的用途(如:装用于产品车或试验车等)。
4 职责4.1 质保部对产品车使用零件的条件认可进行审批4.2 产品部对各种样车使用零件的条件认可进行审批4.2 物流部对条件认可的零件进行专项管理。
4.2 采购部对责任范围内的外购件不符合情况进行风险评估,提出条件认可申请。
5 管理内容5.1 条件认可的范围及条件认可申请的提出:5.1.1当外购件不符合技术要求时(或对零件是否符合技术要求的判定未完成时),在下列情况下,可开展条件认可工作:A、零件的可靠性试验(含NAVECO开展的)未完成;B、零件不符合技术要求,但责任单位已找到问题原因、能够评估其危害并制定了相应后续计划;C、零件尺寸不符合技术要求,但装车后能够实现产品的预期功能;或装车后(部分)功能不能实现,但与不符合项目无因果关系。
D、供应商已完成零件的自我认可,但NAVECO公司未完成相应项目试验检验。
E、除上述情况外,其他能够表明零件的不符合不会导致顾客满意下降的情况。
5.1.2下列情况不列入条件认可,应予以正式认可:A、产品部修改、补充技术要求(含试验方法等)以后,零件符合要求(或重新检验符合要求);B、材料代用经NAVECO批准且在有效期内;C、经评审认为不需要纠正的(或需要纠正但不需要进行监控的)不符合。
5.1.3 重要特性、安全特性经检验被判定不符合时,原则上不得办理装用于产品车的条件认可。
DFMEA作业指导书
DFMEA作业指导书1目的在产品设计阶段,预先发现、评价产品可能潜在的失效与后果,及早找出能够避免或减少这些潜在失效发生的措施,并将此过程文件化,为以后的设计提供经验与参考。
2范围适用于公司车辆产品设计FMEA 的开发。
3术语3.1潜在的失效模式及后果分析(FMEA):是失效模式及后果分析的英文FAILUREMODE AND EFFECTS ANALYSIS的缩写,是在产品设计阶段和过程设计阶段,对构成产品的子系统、零部件,对构成过程的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能出现的不良后果,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
3.2设计FMEA(DFMEA):简称DFMEA,是由负责设计的工程师或工程师小组在产品设计阶段采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及相关的起因、机理在产品设计时得到充分的考虑和说明。
3.3 顾客:在FMEA中所指的客户是通常意义的车主。
但广义的讲也指后道工序(产品设计、生产、售后服务)的工程师和操作人员。
4相关流程4.1工作流程4.1.1 项目选定专业所/项目小组在新项目的初期(设计开始前)制定DFMEA分析的项目清单和计划,经部所长/项目经理批准后,报开发管理部备案。
4.1.2 成立小组专业所/项目小组在DFMEA分析时应成立小组,由小组成员共同进行DFMEA表单的填写。
4.1.3 实施DFMEA小组根据“第5条(附录)”的规定,进行DFMEA的表单(附录1)的填写,并一直跟踪到产品批量生产时为止;由供应商/协作设计单位负责的DFMEA项目,专业所/项目小组负责调度。
4.1.4 管理开发管理部负责确认DFMEA编号是否重复、表单填写是否符合编制规则、是否按照计划完成编制任务,同时建立DFMEA数据库;“建议措施”中需进行设计更改的部分由DFMEA小组负责实施;“建议措施”中需进行验证的部分由DFMEA小组按照《设计验证管理办法》的规定提出验证需求,由开发管理部下发设计验证计划。
丝印作业指导书
丝印作业指导书
标题:丝印作业指导书
引言概述:丝印作业是一种常见的印刷工艺,广泛应用于电子产品、玩具、服装等行业。
为了确保丝印作业的质量和效率,制定一份丝印作业指导书是非常必要的。
一、准备工作
1.1 确定印刷材料:选择合适的丝印油墨、丝网、印刷基材等材料。
1.2 检查设备:确保丝印机、烘干设备等设备正常运转。
1.3 调试设备:调整丝印机的速度、压力等参数,保证印刷效果。
二、制版工作
2.1 制作印版:根据印刷图稿制作丝网印版。
2.2 检查印版:检查印版的质量和完整性,确保印刷效果。
2.3 调整印版:根据印刷效果调整印版的网目和张力。
三、印刷操作
3.1 准备油墨:搅拌油墨,调整颜色和粘度。
3.2 开始印刷:将印版固定在丝印机上,开始印刷作业。
3.3 注意事项:控制印刷速度,保持印刷质量,及时清洗印版。
四、烘干处理
4.1 确定烘干方式:根据印刷材料和油墨选择合适的烘干方式。
4.2 控制温度和时间:调整烘干设备的温度和时间,确保印刷品干燥。
4.3 检查印刷品:检查印刷品的质量,确保印刷效果符合要求。
五、清洁保养
5.1 清洁设备:定期清洁丝印机、印版等设备,保持设备的正常运转。
5.2 保养设备:定期检查设备的零部件,及时更换损坏部件。
5.3 做好记录:记录每次印刷作业的参数和效果,为以后的作业提供参考。
结论:制定一份丝印作业指导书,可以规范作业流程,提高印刷质量和效率,是丝印作业中不可或者缺的重要工具。
希翼以上内容能对您有所匡助。
点配件作业指导书
4.作业流程
4.1开单
在接到生产指令后,认真参照图纸所需各种五金配件,结合配件表和装配图,核准无误后,开取领料单到仓库领料,领料必须注明,单号、规格、数量。
4.2领料
到仓库领料时,严格参照产品所需规格领取,无论大小五金配件及铁架,必须抽其中产品部分用拉尺核实无误后方可领取,小五金类属安装现场的和需要进行打包的必须分清楚,大五金类,如:圆柱、铁块、圆脚等等之类一定点数清楚。
6.2《生产工艺流程单》
6.3《五金配件表》
5.注意事项
5.1当在操作时,发现配件表装配图有误时,或配件明显不符合时,一定先停,申报组长或车间主管查明原因,解决后方可操作。
5.2每次点完一个批量时,要把折包配件规格放入各自区域,严禁乱摆乱放,导致容易
混淆。
5.3现场卫生每次完工后必须清扫整理好,工作点台面保持干净、整洁。
6 相关文件
6.1《产品三视图、开料表》
作业文件
文件编号
SC-019
版本号
A/0
页 次
第1页 共1页
文件名称
(配件组)作业指导书
生效日期
2024年1月1日
1.目的
通过对配件组作业流程的规范,提高标准化作业程度,有效的保证产品质量,提高范围
本文件适用于配件组生产布艺工序生产作业过程。
3.职责
3.1配件组各作业员工负责本作业文件的执行。
4.3点配件
在点配件时,首先参照配件表和装配图核准无误后,方可点,在分包过程中,首先先点一包给组长检查,无误后方可批量点,在分包时注意配件质量,有问题的配件必须挑选出来标识、隔离,完工后退返还仓库。
4.4封包发货
点好的配件,清点好包数以后,用配件箱统一按单包装好,写好标识,包装拿时,一定与包装工清点数量,确认无误后,同来领料人写好领料单,方可发货。
外包过程作业指导书(中英文)
外包过程作业指导书1.Purpose目的Establish the instruction to manage subcontract process, including subcontractor selection, assessment, and control. Ensure all subcontract processes in VICTOR within control condition.建立外包过程控制指导书来指导对公司的外包方进行选择,评价与管理控制, 确保外包过程具有满足本公司规定要求的能力。
2.Scope-适用范围This instruction applicable all subcontract process: a.Plastic&Casting Parts Painting Process; b.AM2000:2008 Dental Unit Assembly Process.适用于公司所有外包过程.本公司的外包过程包括: 塑料件与机加工件的喷漆过程与AM2000:2008牙科治疗机的整机装配过程.3.Responsibility-职责Purchase Department: Research, collect and provided potential qualified subcontractor, conduct subcontractor assessment and audit activities.采购部:收集,搜寻,提供潜在的合格外包方信息,主导外包商的评价与审核过程. Quality Department: Participating subcontractor audit process, leading subcontractor quality system evaluation and subcontract parts quality inspection and verification. 质量部:参与外包商的审核,主导外包商的品质保障评价,外包产品质量的检验与验证.Technical Department: Participating subcontractor audit process, leading subcontractor technical aspect including equipment evaluation. Providing technical support to subcontractor, if necessary.技术部:参与外包商的审核,主导外包商的技术能力与设备的评价.必要时,提供技术支持给予外包商Production Department: Participating subcontractor audit process, leading subcontractor production capability, material management, production management 生产部:参与外包商的审核,主导外包商的生产能力评价,包括物料管理,生产管理评定等.Management Representative: Coordinate and planning subcontractor assessment process, summarize audit result and report to GM.管理者代表:协调与策划外包商的评价,汇总评价结果,汇报至总经理4.Terms and Definitions-术语与定义Potential Subcontractor: Subcontractor which have the potential qualify to provided subcontract service to our company, but not do business with us momently候选外包方:欲向本公司提供服务,本企业尚未使用的供方Qualified subcontractor: Subcontractor which with the competence to provided subcontract service to our company via our systematical investigation and evaluation 合格外包方:经本公司调查、评价和选择,具有向本企业提供满意服务能力的外包方5.Procedure-程序5.1 Subcontractor selection and evaluation外包方的评价和选择5.1.1 Principle of subcontractor selection外包方的选择原则(a) Have a satisfied performance. Efficient production capability and processcapability具有使用满意的历史业绩.充足的生产能力与工艺要求;(b) Solid credit background Including quality management level, service, resources, or quality certification proof etc.良好的企业信用等级.包括质量管理能力、服务、资源配备,或相关的体系认证等;(c) Similar servicing history to other customer对比类似服务的历史情况或对比其他使用者的使用经历.(d) For dental unit subcontractor, must be obtained SFDA license and guarantee follow the SFDA regulations strictly对于整机的外包商,其必需获得国家药监局的相关许可证,并保证严格遵照国家医疗行业相关的法规来运作.5.1.2 Regular evaluation of exist subcontractor现有外包商定期评价和确认(a) In principle, VICTOR should do regular assessment of exist subcontractor once a year.原则上,每年应进行至少一次对现有外包商的整体评价(b) Purchase department evaluate the service aspect of thesubcontractor, give a score base its on time delivery,(total 40’) cost down performance etc.Fill in “Supplier Regular Assessment Record”.采购部负责对外包商的服务业绩及配合度进行评价,并根据其到料准时,价格因素等方面赋予分值,总分40分,填入《供方定期评定表》(c) QC department evaluate the quality aspect of the subcontractor, give a score baseon its qu ality performance and complaints responding (total 60’ Fill in “Supplier Regular Assessment Record”:质检部根据外包商的质量业绩及市场反馈,整改回复进行评价,总分60分,填入《供方定期评定表》(d) W ARNING subcontractor if the regular appraisal score lower than 75;STOP order to subcontractor immediately if the regular appraisal score low than 70.当年度评定总分值小于75分时,警告该外包商,并提出整改要求;当年度评定总分值小于70分时,停止与该外包商合作.(e)After complete the evaluation, pass the records to Operational Director or Management Representative to give approval comments. Purchase department shall keep the record for traceability.评价完成后,将《供方定期评定表》传至运营总监或管理者代表提出审批意见.采购部应保存该文档,以便追溯.5.1.3 Evaluation of potential subcontractor候选外包商评价和纳入(a) Purchase department supervise the questionnaires or onsite evaluation of potential subcontractor, get the roughly information of the subcontractor and complete an “supplier evaluation record” or “supplier onsite audit record”由采购部负责进行书面问卷调查或组织现场考查,对该候选外包商作概略性的了解,完成《供应商评审记录》或《供应商现场考察表》.(b) QC department verify the first article and give a conclusion in “FIRS T ATRTICAL INSPECTION SUMMARY”.质检部对候选外包商首次加工进行样件确认,完成《供应商样件评价表》,以确保产品质量符合公司要求.(C) If necessary, sign a “Quality Contract” with the subcontractor. The contract usually including:必要时,与其签订质量保证协议,协议一般可以包括以下内容:(1) Quality assurance system requirements;对外包商质量保障体系提出要求;(2) Product quality and inspection criteria对外包商加工产品质量和检验标准提出要求;(3) Quality information communicates or conflict solution.质量信息交换处理和争端处理办法5.2 Subcontract Process Control外协加工控制5.2.1 Technical department prepare technical specification of subcontract process including criteria and processing requirements.技术部制订外包加工所需的技术文件,如产品标准、技术要求等5.2.2 Subcontract shall provide evidence to proof its comply with the quality assurance system; aperiodicity onsite audit should be conducted to ensure its processing under control.外包商应能提供符合质量保证体系要求的证据,必要时不定期至外包工厂现场进行检查,以确认外包过程是在协议规定的条件下进行5.3 Verification of subcontract外协加工验证5.3.1 QC inspector check the product according our inspection instruction, or verifythe quality report attached.Document Type :Working Instruction由检验员按照《产品检验指导书》、对照相应检验标准对外协加工产品进行检验或对产品的附属检验报告进行验证;5.3.2 If we need do inspection in subcontract’s site, shall indicate in purchase order or quality contract, verification in subcontract do not means relieve the quality responsibility of subcontract.当需要对某些产品在供方处验证时,须采购合同中对验证活动(标准和方法)明确;但顾客验证不免除本企业向顾客提供合格产品的责任。
模具验收作业指导书
上海XXXX有限公司热加工事业部
上海XXXXXX有限公司热加工事业部
上海XXX实业有限公司热加工事业部
上海XXX热加工部模具验收单
注:合格√可接受○不可接受×无关项目/
上海XXXXXXX有限公司
模具试模申请/验收单
模具类型:□浇注模具□砂芯模具□压铸模具 200 年月日
申请人:审核:计划:生产:质保:
R-TS-2144C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
R-TS-2141C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
说明:合格 : “OK ” 不合格:“NG ” 对象外:“~”
编
号:R-TS-2148C
模具开发建议书
建议人:审核:批准人:。
铁制品作业指导书

铁制品作业指导书标题:铁制品作业指导书引言概述:铁制品作业指导书是一份详细的操作手册,旨在指导工人正确、安全地操作铁制品加工设备,提高生产效率,保障工人安全。
一、操作设备准备1.1 确保设备完好:在操作铁制品加工设备之前,必须确保设备处于良好状态,无损坏或故障。
1.2 检查安全装置:检查设备的安全装置是否完好,如急停按钮、防护罩等,确保工人在操作过程中的安全。
1.3 准备所需工具:准备好所需的工具和材料,如切割刀具、量具等,以便工人顺利进行作业。
二、操作流程指导2.1 定位工件:将铁制品工件正确放置在设备上,确保工件稳固,避免在加工过程中移动。
2.2 调整设备参数:根据工件的材质和尺寸,合理调整设备的加工参数,如转速、刀具深度等。
2.3 开始加工:按照操作手册的步骤,逐步进行铁制品加工,注意操作过程中的安全和精准度。
三、安全操作规范3.1 穿戴防护装备:工人在操作铁制品加工设备时,必须穿戴好防护装备,如安全帽、护目镜等,确保人身安全。
3.2 遵守操作规程:严格遵守操作手册中的操作规程,不得擅自更改或忽略任何步骤,以免造成事故。
3.3 定期检查设备:定期对铁制品加工设备进行检查和维护,确保设备的正常运转和安全性。
四、质量控制要求4.1 检查加工质量:在加工铁制品过程中,工人应随时检查工件的质量,确保加工精度和表面光洁度。
4.2 调整设备参数:根据加工效果,及时调整设备的加工参数,以保证铁制品的质量和标准。
4.3 记录加工数据:对每一批加工的铁制品进行记录,包括加工时间、参数设定等,以便后续的质量追溯和改进。
五、事故处理流程5.1 紧急情况处理:在发生事故或紧急情况时,工人应立即按照操作手册中的应急处理流程进行处理,保障人身安全。
5.2 报告上级主管:及时向上级主管报告事故情况,并按照公司规定进行事故报告和记录。
5.3 审查事故原因:对发生的事故进行详细的调查和分析,找出事故的根本原因,并采取相应的改进措施,以避免再次发生。
压铸作业指导书模板
产品图号 操作车间
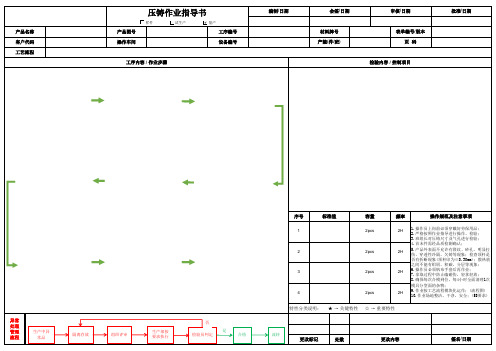
压铸作业指导书
样件
试生产
量产
工序编号
设备编号
工序内容 / 作业步骤
编制/日期
会签/日期
材料牌号 产能(件/班)
审核/日期
表单编号/版本 页码
检验内容 / 控制项目
批准/日期
异常 处理 管理 流程
ቤተ መጻሕፍቲ ባይዱ
生产中异 常品
隔离存放
组织评审
生产部按 要求执行
否
是 检验员判定
合格
序号
标准值
容量
频率
操作规范及注意事项
1
2pcs
2H
1.操作员上岗前必须穿戴好劳保用品; 2.严格按照作业指导进行操作、检验;
3.班组长对压铸尺寸及气孔进行检验;
4.首末件需经品质检测确认;
2
2pcs
2H
5.产品外表面不允许有裂纹、砂孔、明显拉 伤、穿透性冷隔、欠铸等现象;检查顶杆是
否有折断现象(顶杆印为≤0.30mm);散热筋
之间不能有铝屑、积碳、分层等现象;
3
2pcs
2H
6.操作员必须帆布手套后再作业; 7.拿取过程中防止磕碰伤,轻拿轻放;
8.确保每次合模到位,每4小时全面清理1次
模具分型面的杂物;
4
2pcs
2H
9.作业按工艺流程模块化运作;(流程图) 10.作业场地整洁,干净,安全;(5S要求)
特性分类说明: ★ → 关键特性 ☆ → 重要特性
流转
更改标记
处数
更改内容
签名/日期
模具验收作业指导书
上海XXXX有限公司热加工事业部
上海XXXXXX有限公司热加工事业部
上海XXX实业有限公司热加工事业部
上海XXX热加工部模具验收单
注:合格√可接受○不可接受×无关项目/
上海XXXXXXX有限公司
模具试模申请/验收单
模具类型:□浇注模具□砂芯模具□压铸模具 200 年月日
申请人:审核:计划:生产:质保:
R-TS-2144C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
R-TS-2141C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
说明:合格 : “OK ” 不合格:“NG ” 对象外:“~”
编
号:R-TS-2148C
模具开发建议书
建议人:审核:批准人:。
印刷机作业指导书

印刷机作业指导书标题:印刷机作业指导书引言概述:印刷机作业是印刷行业中的重要环节,正确的操作和维护可以保证印刷质量和生产效率。
印刷机作业指导书是帮助操作人员正确使用印刷机的重要工具,本文将从操作前的准备、印刷机的基本操作、印刷质量控制、故障处理和日常维护等五个方面进行详细阐述。
一、操作前的准备1.1 确认印刷品种和规格:在操作印刷机之前,要确认印刷品种和规格,包括纸张尺寸、颜色要求等。
1.2 准备印刷版和油墨:根据印刷需求准备好印刷版和相应的油墨,确保印刷质量。
1.3 调整印刷机参数:根据印刷品种和规格,调整印刷机的参数,包括印刷速度、压力等。
二、印刷机的基本操作2.1 启动印刷机:按照操作手册的要求正确启动印刷机,确保设备正常运转。
2.2 调整印刷机位置:根据印刷品种和规格,调整印刷机的位置,确保印刷位置准确。
2.3 开始印刷作业:根据印刷需求开始印刷作业,注意监控印刷质量。
三、印刷质量控制3.1 定期检查印刷质量:在印刷过程中定期检查印刷质量,确保印刷效果符合要求。
3.2 调整印刷机参数:根据印刷质量情况,适时调整印刷机参数,保证印刷质量稳定。
3.3 处理印刷质量问题:如果发现印刷质量问题,及时处理并记录,以便后续改进。
四、故障处理4.1 定期维护印刷机:定期对印刷机进行维护,包括清洁、润滑等,减少故障发生的可能性。
4.2 处理常见故障:掌握常见故障处理方法,如印刷机卡纸、印刷位置偏移等,及时处理。
4.3 寻求专业帮助:如果遇到无法解决的故障,及时寻求厂家或专业人员的帮助,避免影响生产进度。
五、日常维护5.1 清洁印刷机:定期清洁印刷机各部件,保持设备清洁,延长设备寿命。
5.2 润滑印刷机:定期对印刷机各部件进行润滑维护,减少磨损,保证设备正常运转。
5.3 记录维护情况:建立维护记录,记录印刷机的维护情况,及时发现问题并解决。
结语:印刷机作业指导书是印刷行业中的重要工具,正确使用和遵循操作规范可以提高印刷质量和生产效率。
进料检验作业指导书(含表格)
进料检验作业指导书(IATF16949-2016/ISO9001-2015)1.0目的确保原物料、辅料及外加工之产品品质能达到本公司要求的水准,满足生产及客户需求。
2.0适用范围本公司对外采购原材料、半成品和外加工半成品、成品。
3.0职责:3.1品质部负责原物料、辅料及外加工半成品、成品质量检验,判定及记录。
3.2品质部主管负责确认原物料、辅料及外加工半成品、成品质量达到我司要求。
4.0定义急料:因产线停线或将要停线的急需物料,客户急需物料。
5.0作业流程5.1准备工作:5.1.1接到仓库《验收入库单》相关检验人员在4H-24H内对物料进行检验。
5.1.2核对检验之物名称、规格、型号生产厂家,数量以及随货之《出货检验单》。
5.2检验步骤:5.2.1按照GB2828-2012逐批检查,计数抽样按AQL正常随机抽检进行,CR:0,MA:0.65,MI:1.5,特殊抽样按S-2进行。
5.2.2.1根据《外协、外购产品检验指导书》对各项目进行检验。
5.2.2.2对检验结果在《进货检验记录表》中予以记录。
5.2.2.3供应商初期供货前5批产品采加严检验,具体转换程序为:a.从正常检验到加严检验当进行正常检验时,若在连续五批来料中有两批经检验不合格,则后续来料转到加严检验。
b.从加严检验到正常检验当进行加严检验时,若连续五批来料合格,则后续来料转到正常检验。
c.从正常检验到减量检验当进行正常检验时,若连续10批来料检验合格,则后续来料转到减量检验。
d.从减量检验到正常检验当进行减量检验时,若有一批来料检验不合格,则后续来料转到正常检验。
e.从加严检验到停止检验当进行加严检验时,若连续五批加严检验不合格,则停止检验。
f.从减量检验到免检当进行减量检验时,若连续五批减量检验合格,则后续来料转为免检。
g.从免检到正常检验当生产线抱怨来料异常时,或品质部主管认为有必要回到正常检验,则后续来料转到正常检验。
5.2.2.4如果因检测能力或手段不足,相关物料验收依据是供应商提供的出厂检验报告、第三方测试报告及我司试用结果,以上条件全部符合物料才可做为合格品入库。
【最新文档】ts16949作业指导书-word范文 (4页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==ts16949作业指导书篇一:TS16949来料检验作业指导书(中英文)TS16949来料检验作业指导书 Incoming_Inspection_Work_Instruction文件更改历史记录Amendment HistoryTS16949来料检验作业指导书 Incoming_Inspection_Work_Instruction1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0 Sampling / Equipment Used 取样 / 使用设备2.1 Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2 Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge /Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜/ 显微镜3.0 Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格(来自: :ts16949作业指导书 )篇二:TS16949控制计划的作业指导书控制计划的作业指导书1、目的:通过控制计划的制定、实施、管理,确保制造过程处于受控状态,生产出符合顾客要求的产品。
采购作业指导书
采购作业指导书引言概述:采购作业指导书是企业采购部门为规范和指导采购人员进行采购工作而编写的一份文件。
它包含了采购的流程、规范、要求和注意事项,旨在确保采购工作的准确性、高效性和合规性。
本文将从四个方面详细阐述采购作业指导书的内容。
一、采购流程1.1 采购需求确认:明确采购的具体需求,包括产品、数量、规格等,以便为后续采购工作提供准确的依据。
1.2 供应商选择:根据采购需求,通过市场调研和供应商评估,选择合适的供应商进行合作。
评估供应商的标准可以包括价格、质量、交货期等。
1.3 采购合同签订:与供应商协商并签订采购合同,明确双方的权益和责任,确保采购工作的合法性和合规性。
二、采购规范2.1 采购标准:根据企业的需求和要求,制定采购标准,明确产品质量、性能、安全等方面的要求,以确保采购的产品符合企业的标准。
2.2 采购流程规范:明确采购的各个环节和流程,包括采购申请、审批、报价比较、合同签订等,以确保采购工作的规范和透明。
2.3 采购文件管理:建立采购文件管理制度,包括采购申请单、采购合同、供应商评估报告等的归档和管理,以方便日后的查阅和审查。
三、采购要求3.1 采购成本控制:要求采购人员在采购过程中注重成本控制,寻找合适的价格和优惠,并与供应商进行有效的谈判,以降低采购成本。
3.2 采购质量保证:要求采购人员在选择供应商时重视产品质量,确保采购的产品符合企业的质量要求,并与供应商建立质量监控机制。
3.3 采购交期管理:要求采购人员与供应商密切合作,确保采购的产品按时交付,避免因交期延误而影响企业的生产计划。
四、采购注意事项4.1 法律合规:采购人员需了解相关法律法规,确保采购工作的合法性和合规性,避免违法行为带来的风险和损失。
4.2 供应商管理:采购人员应定期对供应商进行评估和监控,及时发现和解决潜在的问题,保证供应链的稳定和可靠性。
4.3 风险管理:采购人员需要对采购过程中的各种风险进行评估和管理,包括市场风险、供应商风险、质量风险等,以降低采购风险带来的不利影响。
包装作业指导书
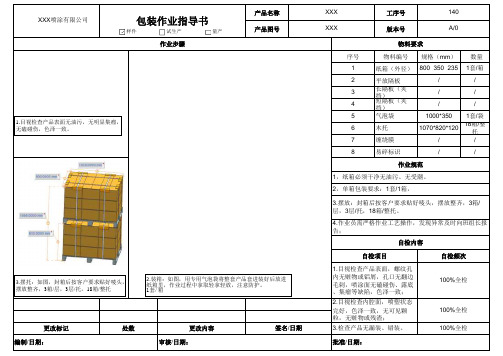
产品名称工序号产品图号
版本号
序号物料编号规格(mm ) 数量1纸箱(外径)800×350×235
1套/箱2平放隔板//3长隔板(夹挡)
//4短隔板(夹挡)//
5
气泡袋1000*350
1套/袋6木托1070*820*120
18箱/整
托
7缠绕膜//
8
易碎标识
/
/
140A/0
编制/日期:
XXX 喷涂有限公司
包装作业指导书
更改标记
作业步骤
XXX XXX
自检内容
物料要求
100%全检
处数
作业规范
1,纸箱必须干净无油污、无受潮。
2,单箱包装要求:1套/1箱,
4.作业员需严格作业工艺操作,发现异常及时向班组长报告;
批准/日期:
更改内容
签名/日期
审核/日期:
3.检查产品无漏装、错装。
3.摆放:封箱后按客户要求贴好唛头,摆放整齐,3箱/
层,3层/托,18箱/整托。
1.目视检查产品表面,螺纹孔内无赃物或铝屑,孔口无翻边毛刺,喷涂面无磕碰伤、露底、集瘤等缺陷,色泽一致;
2.目视检查内腔面,喷塑状态完好,色泽一致,无可见颗粒,无赃物或残渣;
100%全检
100%全检自检项目
自检频次
1.目视检查产品表面无油污,无明显集瘤,无磕碰伤,色泽一致。
2.装箱:如图,用专用气泡袋将整套产品套进装好后放进纸箱里,作业过程中拿取轻拿轻放,注意防护。
1套/箱
3.摆托:如图,封箱后按客户要求贴好唛头,摆放整齐,3箱/层,3层/托,18箱/整托
样件
试生产
量产。
零部件产品及过程特殊特性管理作业指导书

文件关系示意图
零部件设计与过程开发管理办法
目的 为了规范产品及过程特殊特性的管理控制,使产品达到品质要求,特编制本作业指导文件,明确职责,规范作业。
适用范围 本指导文件适用于外协采购零部件(包括样件、试生产和生产阶段)的产品及过程特殊特性的识别及管理控制。
作业描述
量SOR要求
SQE
对产品特殊特性进行SPC或进行全检监控
供应商
改进、保持:在生产阶段对所有产品和过程特殊特性进行测量和监控并保存记 5 录,确保产品的质量和持续改进。
定期(至少每季度)或在SQE要求时向福田公司报告 过程能力情况
对过程能力不满足的特殊特性实施持续的改进使其 达到PPAP的要求
供应商 供应商
2)与整车配合尺寸、产品外形尺寸、产品内部零部件配合尺寸、 更新
SQE
功能、性能等相关的特性应识别为重要特性。
特殊特性在相关文件中的传递应保持一致
SQE
3 运用评价:在阶段评审时对供应商特殊特性在图纸、过程流程图、FMEA、控制计 关键特性使用符号A进行标识,重要特性使用符号B
划、作业指导书(工艺文件和检验文件)等相关文件中的应用情况进行评价
SQE
反馈评审结果。对评审不合格的要求供应商在3个工作日内完成《零部件产品及过 评审特性规格是否满足相应版本的设计数据及相关
2 程特殊特性清单》的修改更新,并重新提交。
标准要求Βιβλιοθήκη SQE特殊特性分类:1)与车辆运行安全相关的;与国际、国家、行业、地方法规相关
的;与操作安全性相关的应识别为关键特性。
评审重新提交后是否已针对所有反馈意见进行修改
对于已达到PPAP要求的特殊特性使其过程能力保持 在PPAP批准时的水平
铁制品作业指导书

铁制品作业指导书标题:铁制品作业指导书引言概述:铁制品作业指导书是一份详细的工作手册,旨在指导工人如何正确、安全地进行铁制品加工和制作。
本文将从材料准备、加工工艺、安全注意事项、设备维护和质量控制五个方面详细介绍铁制品作业指导书的内容。
一、材料准备1.1 选材:选择适合的铁制品原材料,根据工件要求确定材料规格和质量标准。
1.2 预处理:对原材料进行清洗、除锈、切割等预处理工作,确保材料表面光滑、无杂质。
1.3 储存:储存原材料要避免受潮、受阳光直射等影响,保持干燥通风。
二、加工工艺2.1 设计:根据产品要求和图纸设计加工工艺路线,确定加工顺序和工艺参数。
2.2 切削:采用适当的切削工具和切削速度,进行铁制品的切削加工,保证加工精度和表面质量。
2.3 成形:根据产品形状和尺寸要求,采用冷冲压、热锻造等成形工艺,确保产品质量。
三、安全注意事项3.1 穿戴防护:作业人员应穿戴符合要求的防护服、手套、护目镜等个人防护用品。
3.2 设备操作:操作设备时要按照操作规程,禁止超负荷操作和私自改动设备。
3.3 废料处理:废料处理要符合环保要求,避免对环境造成污染。
四、设备维护4.1 定期检查:定期对加工设备进行检查和维护,确保设备运行正常。
4.2 润滑保养:定期给设备加注润滑油,保持设备零部件的润滑状态。
4.3 故障处理:对设备出现的故障及时处理,避免影响生产进度。
五、质量控制5.1 检验标准:制定符合产品质量要求的检验标准和检验方法。
5.2 抽检:对加工产品进行抽检,确保产品质量符合标准。
5.3 记录保存:对每批加工产品的质量检验结果进行记录保存,便于追溯和质量管理。
结语:铁制品作业指导书是铁制品加工生产中的重要参考手册,正确使用和遵守指导书内容可以提高工作效率和产品质量,确保生产过程安全顺利进行。
在实际工作中,工人应严格按照指导书要求操作,保证铁制品加工生产的顺利进行。
轴瓦包装作业指导书模板
轴瓦包装作业指导书模板
1. 结构和内容:
作业指导书模板通常包括以下内容:
标题页,包含作业名称、版本号、制定日期等信息。
目录,列出作业指导书各部分的标题和页码。
作业范围,介绍作业的背景和范围。
作业流程,详细描述从开始到结束的作业流程,包括每个步骤的具体操作。
安全注意事项,列出在作业过程中需要特别注意的安全事项和防护措施。
质量要求,说明作业过程中需要达到的质量标准和要求。
其他附录,包括相关图表、表格、参考资料等。
2. 使用方法:
填写标题页,根据具体作业内容填写作业名称、版本号等信息。
编写作业流程,详细描述作业的每个步骤,包括所需材料、工具、操作方法等。
安全注意事项,根据实际情况列出作业中需要特别注意的安全事项,如穿戴防护用具、注意通风等。
质量要求,根据作业的质量标准和要求填写相应内容。
3. 实际应用:
在轴瓦包装作业中,作业指导书模板可以帮助作业人员了解作业流程,规范操作步骤,确保作业安全和质量。
作业指导书模板也可以用于培训新员工,帮助他们快速了解作业流程和要点。
总的来说,轴瓦包装作业指导书模板是一个非常重要的文件,它可以帮助规范作业流程,确保作业安全和质量。
希望以上回答能够满足你的要求。
FEBEST胶带检验作业指导书

安徽奥丰汽车配件有限公司FEBEST胶带检验作业指导书文件编号PG-WJ-09 版本号A0生效日期质量管理体系页码1/1 1 目的为检验员提供检验规则和检验方法,保证FEBEST胶带满足客户的要求。
2 范围适用于本公司FEBEST胶带的检验。
3 规范内容3.1 测量工具:封样、采购清单、扫描仪、卡尺3.2 缺陷分类及定义:A类:极重要质量特性不符合规定。
B类:一般质量特性不符合规定。
3.3判定依据:抽样检验依PG-WJ-29《抽样方案表》。
3.4不合格制品按PG-WJ-28《不合格品管理控制程序》、PG-WJ-30《原材料不合格处理流程》执行。
3.5 检验项目、标准、缺陷分类一览表序号检验项目验收标准检验方法及工具 A B 备注1 规格见封样方法:测绘法工具:卡尺2 字体大小见封样方法:目测对比法工具:封样件3 字体格式见封样方法:目测对比法工具:封样件4 排版样式见封样方法:目测对比法工具:封样件5 结构/材质见封样方法:目测对比法工具:封样件6 颜色见封样方法:目测对比法工具:封样件批准人签名审核人签名制定人签名批准日期审核日期制定日期内盒检验作业指导书文件编号AF-PG- 版本号A0 生效日期质量管理体系页码2/2批准人签名审核人签名制定人签名批准日期审核日期制定日期FEBEST胶带检验报告单来料批次胶带规格质检员外协单位检验日期检验项目标准要求实测单项结论规格见封样字体大小见封样字体格式见封样排版样式见封样结构/材质见封样颜色见封样其它要求:备注:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制: 吴 双
审核:
注:本作业指导书适用于本公司所属样件的管理
责任单位/ 责任人
流程
批准:
作业指导书
编号:试运行
工作说明
物资采购部
提交样件
1,在《分供方清单》中或《临时供应商审批表 》得到审批合格的供应商提供新产品样品 2,按照《初期流动管理制度》对样件进行标识
制造部 技术中心 技术中心
编号
名称
登记日期
有效期
存放/使用 地点
承认人
备注
检测基准书
产品名称: 产品代号:
检查目的 简图:
设计验证
编制单位 编 制:
零、部件名称: 零、部件代号:
工程变更
校核: 编制时间:
详见产品图
编号87731115 审核:
重要度
物资采购部
仓储/发起OA申请
样品进行检测
评审 符合
小批量送样
1,接收样件,提交OA发起《新产品采购样件检 验结果报告及审理单》; 2,准备量产产品的零部件,提交OA发起“采购 产品样品鉴定报告流程”《采购产品样件鉴定 报告》
不 符
依照图纸、《检测基准书》进行检测并在OA中 提交审批
合
判定和审核
1,通知供方分别进行100件、500件、1000件的 小批量供货试装送样 2,对量产产品更换体系内供应商或更改产品图 纸制造的零部件送样 3,要求供应商质量证明文件/全尺寸检查报告 按照《初期流动管理制度》对样件进行标识
需保留样品的应由供应商管理SQE在《样件登记 台账》登记、标识,专人保管,防止丢失及损 坏,保管期限为一年
对每次检测和使用过程中发现的不合格问题整 改有效,经分厂对三个小批量的试装验证审批 合格并出具“同意批量采购的书面通知”后, 物资采购部方可进行批量采购
修订内容
序号
类型
样件登记台账
编号:87731802
制造部
质量保证部 技术中心 质量保证部SQE 质量保证部SQE
质量保证部SQE 修改履历 1
仓储/发起OA申请 检测
符合
评审
登记、保留样件
转入正常外检验收流程 修订时间
接收样件,小批量工装样件入库后在浪潮系统 登记报验
1,提交OA“采购产品样品鉴定报告(量产)” 发起《采购产品样件鉴定报告》; 不 2,依照《检测基准书》、外购件《控制计划》 符 进行检测并在OA中提交审批 合 判定和审核,做出鉴定结论