c6150控制电路分析详解
试题名称C6150车床电气控制线路故障检查及排除
试题名称:M7130平面磨床电气控制线路故障分析与排除1、操作条件(1) M7130平面磨床电气控制电路故障模拟鉴定装置(2) M7130平面磨床电气控制线路图(3) 电工常用工具、万用表。
2、操作内容根据给定的M7130平面磨床电气控制电路故障模拟鉴定装置和M7130平面磨床电气控制线路图, 利用万用表等工具进行检查,对故障现象和原因进行分析,找出实际具体故障点。
3、操作要求(1) 根据给定的设备和仪器仪表先后分二次完成2个故障点的检查及排除工作。
(2) 接通电源,自行判断工作现象,并将故障内容填入答题卷中。
(3) 根据故障现象,作简要分析,并填入答题卷中。
(4) 用万用表等工具进行检查,寻找故障点,将实际具体故障点填入答题卷中。
(5) 安全生产,文明操作,未经允许擅自通电,造成设备损坏者该项目零分。
附图: M7130平面磨床电气控制线路图答题卷试题名称:M7130平面磨床电气控制线路故障检查及排除第一题:故障现象分析可能出现的故障原因写出实际故障点第二题:故障现象分析可能出现的故障原因写出实际故障点试题名称:C6150车床电气控制线路故障检查及排除1操作条件(1) C6150车床电气控制电路故障模拟鉴定装置(2) C6150车床电气控制线路图(3) 电工常用工具、万用表。
根据给定的C6150车床电气控制电路故障模拟鉴定装置和C6150车床电气控制线路图, 利用万用表等工具进行检查,对故障现象和原因进行分析,找出实际具体故障点。
3操作要求(6) 根据给定的设备和仪器仪表先后分二次完成2个故障点的检查及排除工作。
(7) 接通电源,自行判断工作现象,并将故障内容填入答题卷中。
(8) 根据故障现象,作简要分析,并填入答题卷中。
(9) 用万用表等工具进行检查,寻找故障点,将实际具体故障点填入答题卷中。
附图: C6150车床电气控制线路图答题卷试题代码:2.1.2试题名称:C6150车床电气控制线路故障检查及排除第一题:故障现象分析可能出现的故障原因写出实际故障点第二题:故障现象分析可能出现的故障原因试题单试题名称:Z3040摇臂钻床电气控制线路故障检查及排除1操作条件(1) Z3040摇臂钻床电气控制电路故障模拟鉴定装置(2) Z3040摇臂钻床电气控制线路图(3) 电工常用工具、万用表。
C6150车床线路分析与排故解析
答题卡
1、故障现象描述 2、故障范围 节点符号+器件触点名称 3、故障点确认 参考给出的故障清单
• 车床的主轴在车削螺纹时,要求主轴反转来退刀,
因此要求主轴能正反转。
• 进给运动是溜板带动刀架的直线运动。采用点动操
作、短时工作方式。
• 润滑泵是为了个需要切削的工件和刀具进行润滑,
而有时不采用,因此采用自动空气开关控制润滑泵
电动机单相旋转。
一、 主 电 路
手动扳动SA1选择M4 正转或反转。 正转 反转 正转 反转
二、控制电路分析
• 主电动机转向的变换由SA2主令开关实现。 • 主轴的转向与主电动机的转向无关,而是取决于走刀箱或溜
板箱操作手柄的位置。手柄的动作使行程开关、继电器及电
磁离合器产生相应的动作,使主轴得到正确的转向。 • 主轴制动:操作手柄置于中间位置,SQ1或SQ2组合行程开 关常闭触点断开,切断KA1和KA2继电器的电源,YC1和 YC2电磁离合器断电,主轴制动电磁离合器YB通电,使主轴 制动。
操作步骤总结
• • • • 合上QF1,YB灯亮,主轴制动,HL、EL灯亮; 转动SA1,M4正转或反转; 合上QF2,润滑油泵M2运转; SA2置左(正转),按下SB3,KM1线圈得电吸 合,主轴电动机M1正转;压合SQ3或SQ4,KA1 得电吸合,主轴正转,YB灯灭,YC2灯亮;压合 SQ1或SQ2,KA1失电,YC2灯灭,YB灯亮;按 SB1或SB2,M1停止。 • SA2置右(反转),按下SB3,KM2线圈得电吸 合,主轴电动机M1反转;压合SQ3或SQ4,KA1 得电吸合,主轴正转,YB灯灭,YC1灯亮;按SB1 或SB2, M1停止。
控 制 电 路
离合器用来使同轴线的两 轴或轴与轴上的空套传动 件随时接合或脱开,以实 现机床运动的起动、停止、 变速和变向等。
C6150车床线路分析与排故ppt课件
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
• 同上在电机M1运转且KA1得电的情况下,按下SB4, 主轴点动控制。
• 主轴电动机M1正转时压合SQ5或SQ6,KA2得电吸合, YB灯灭,YC1灯亮,主轴反转;压合SQ1或SQ2,KA2 失电,YC1灯灭,YB灯亮;按SB1或SB2,M1停止。
主轴正转:
➢➢将按锁压由点点触得如其释合按开下。下于闭3点直0要断放器关主行S合,流KS1BM-B停开。YS轴程3,使电134BA,已0可车 , 这接电开2常源Y3放KC得接实动关M, 时闭吸K2通在1电电通A机S得触合现压 制1直Q正,磁、、正3电点,点下 动流使转K离经Y转吸断主M动其位电S电合C1K。合开轴常MQ2闭置器2控磁1源失并。正开常使合,获制离,电自节转触闭,。。 K主A1得轴电迅吸速合制自动锁停,K车A1。常开
板箱操作手柄的位置。手柄的动作使行程开关、继电器及电 磁离合器产生相应的动作,使主轴得到正确的转向。 • 主轴制动:操作手柄置于中间位置,SQ1或SQ2组合行程开关 常闭触点断开,切断KA1和KA2继电器的电源,YC1和YC2电磁 离合器断电,主轴制动电磁离合器YB通电,使主轴制动。
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
参考给出的故障清单
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
SUCCESS
C6150-普通车床控制电路分析

• M4为迅速移动电动机,由SA1三位置自动复位开 关控制,由FU1熔断器作短路保护。
C6150控制电路
C6150 一般车床旳控制电路分析
• 1)合上QF2自动开关,M2润滑泵电动机开 启。
• 2)主电动机转向旳变换由SA2主令开关来 实现。主轴旳转向与主电动机旳转向无关, 而是取决于走刀箱或溜板箱操作手柄旳位 置。手柄旳动作使行程开关、继电器及电 磁离合器产生相应旳动作,使主轴得到正 确旳转向。
• SA2在正转位置:按下SB3,KM1线圈得电, M1正转。电路中305—307接通、303— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC2电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC1电磁离 合器通电,带动主轴反转。
• 故障原因: 110V→1→FU2→2→SB1→3→SB2→4→F R→5→QF2→6→SB3→7,2在这段电路中 可能存在元件损坏或导线松脱。
• 故障点:FU2断开、4号线断开、SB3断开 无法闭合。
• 5、故障现象:SA2正转,按下SB3,KM1 不得电,主电动机无法正转,其他正常。
• 故障原因:10→KM1→11→KM2→1在这段 电路中可能存在元件损坏或导线松脱。
• 故障点: KM2线圈断路损坏。
• 6、故障现象:SA2反转,按下SB3,KM2 不得电,主电动机无法反转,其他正常。
• 故障原因:8→KM2→9→KM1→1在这段电 路中可能存在元件损坏或导线松脱。
• 故障点:9号线断开、KM1线圈断路损坏。
• 7、故障现象:合上SA3,KM3不得电,冷 却泵失灵,其他正常。
C6150车床故障分析
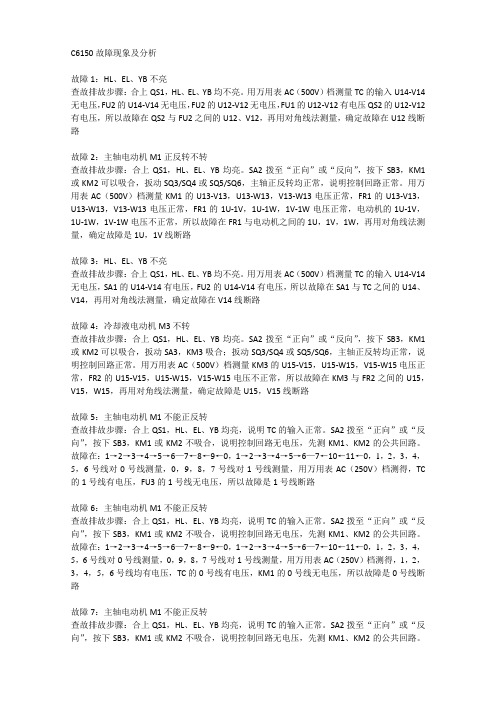
C6150故障现象及分析故障1:HL、EL、YB不亮查故排故步骤:合上QS1,HL、EL、YB均不亮。
用万用表AC(500V)档测量TC的输入U14-V14无电压,FU2的U14-V14无电压,FU2的U12-V12无电压,FU1的U12-V12有电压QS2的U12-V12有电压,所以故障在QS2与FU2之间的U12、V12,再用对角线法测量,确定故障在U12线断路故障2:主轴电动机M1正反转不转查故排故步骤:合上QS1,HL、EL、YB均亮。
SA2拨至“正向”或“反向”,按下SB3,KM1或KM2可以吸合,扳动SQ3/SQ4或SQ5/SQ6,主轴正反转均正常,说明控制回路正常。
用万用表AC(500V)档测量KM1的U13-V13,U13-W13,V13-W13电压正常,FR1的U13-V13,U13-W13,V13-W13电压正常,FR1的1U-1V,1U-1W,1V-1W电压正常,电动机的1U-1V,1U-1W,1V-1W电压不正常,所以故障在FR1与电动机之间的1U,1V,1W,再用对角线法测量,确定故障是1U,1V线断路故障3:HL、EL、YB不亮查故排故步骤:合上QS1,HL、EL、YB均不亮。
用万用表AC(500V)档测量TC的输入U14-V14无电压,SA1的U14-V14有电压,FU2的U14-V14有电压,所以故障在SA1与TC之间的U14、V14,再用对角线法测量,确定故障在V14线断路故障4:冷却液电动机M3不转查故排故步骤:合上QS1,HL、EL、YB均亮。
SA2拨至“正向”或“反向”,按下SB3,KM1或KM2可以吸合,扳动SA3,KM3吸合;扳动SQ3/SQ4或SQ5/SQ6,主轴正反转均正常,说明控制回路正常。
用万用表AC(500V)档测量KM3的U15-V15,U15-W15,V15-W15电压正常,FR2的U15-V15,U15-W15,V15-W15电压不正常,所以故障在KM3与FR2之间的U15,V15,W15,再用对角线法测量,确定故障是U15,V15线断路故障5:主轴电动机M1不能正反转查故排故步骤:合上QS1,HL、EL、YB均亮,说明TC的输入正常。
c6150普通机床的自动化改造 机电一体化毕业论文

高生产率。由于数控装置及伺服系统功能的改进,主轴转速和进给速度大大提高,减少了切削时间和非切削时间。加工中心的进给速度已达到80m/min~120m/min,进给加速度达9.8m/s2~19.6m/s2,换刀时间小于1s。高加工精度。以前汽车零件精度的数量级通常为10μm,对精密零件要求为1μm,随着精密产品的出现,对精度要求提高到0.1μm,有些零件甚至已达到0.01μm,高精密零件要求提高机床加工精度,包括采用温度补偿等。微机电加工,其加工零件尺寸大小一般在1mm以下,表面粗糙度为纳米数量级,要求数控系统能直接控制纳米机床。
摘 要
随着当今工业设备对精密程度的要求越来越高,加工设备的机械加工设备的加工的精密程度也要求越来越高。而在中国的机械加工设备的车床中普通车床占了很大比例。这已经越来越制约着当今工业的发展。而数控机床由于价格昂贵,且需要较高技术的加工工人。所以对机床进行自动化改造很是必要。本篇论文是在对普通卧式车床C6150的基础上对其进行自动化改造。
作者在搜索、查阅研究大量有关资料的基础上,对机床自动化改造技术进行了深入的研究和分析,并描述了机床控制系统的设计。整个改造过程主要对车床纵、横向进给系统进行改造,选用自动转位刀架,由脉冲发生器来加工所需要的螺纹。整个控制系统以8031型号的单片机为中心,通过编程对机床的驱动设备进行控制以达到所需要的加工程度。
⑤结构新型化
20世纪90年代一种完全不同于原来数控机床结构的新型数控机床被开发成功。这种新型数控机床被称为“6条腿”的加工中心或称虚拟轴机床(有的还称为并联机床),它能在没有任何导轨和滑台的情况下,采用能够伸缩的“6条腿”(伺服轴)支撑并联,并与安装主轴头的上平台和安装工件的下平台相连。它可实现多坐标联动加工,其控制系统结构复杂,加工精度、加工效率较普通加工中心高2~10倍。这种数控机床的出现将给数控机床技术带来重大变革和创新。
C6150车床故障点分析
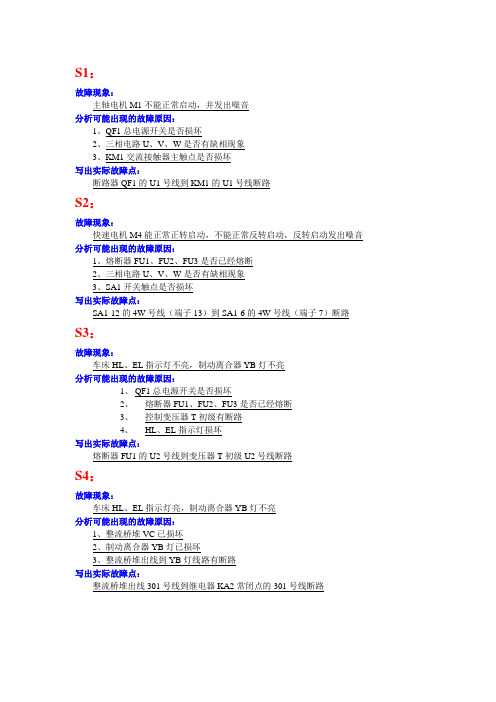
故障现象:主轴电机M1不能正常启动,并发出噪音分析可能出现的故障原因:1、QF1总电源开关是否损坏2、三相电路U、V、W是否有缺相现象3、KM1交流接触器主触点是否损坏写出实际故障点:断路器QF1的U1号线到KM1的U1号线断路S2:故障现象:快速电机M4能正常正转启动,不能正常反转启动,反转启动发出噪音分析可能出现的故障原因:1、熔断器FU1、FU2、FU3是否已经熔断2、三相电路U、V、W是否有缺相现象3、SA1开关触点是否损坏写出实际故障点:SA1-12的4W号线(端子13)到SA1-6的4W号线(端子7)断路S3:故障现象:车床HL、EL指示灯不亮,制动离合器YB灯不亮分析可能出现的故障原因:1、QF1总电源开关是否损坏2、熔断器FU1、FU2、FU3是否已经熔断3、控制变压器T初级有断路4、HL、EL指示灯损坏写出实际故障点:熔断器FU1的U2号线到变压器T初级U2号线断路S4:故障现象:车床HL、EL指示灯亮,制动离合器YB灯不亮分析可能出现的故障原因:1、整流桥堆VC已损坏2、制动离合器YB灯已损坏3、整流桥堆出线到YB灯线路有断路写出实际故障点:整流桥堆出线301号线到继电器KA2常闭点的301号线断路故障现象:主轴电机只能单方向正转或反转,KA1和KA2继电器得电,YC2灯不亮。
分析可能出现的故障原因:1、YC2灯有损坏2、YC2灯线路中有断路写出实际故障点:YC2-1灯的309号线到交流接触器KM1常闭触点309号线断路S6和S7:故障现象:主轴电机M1不能工作分析可能出现的故障原因:1、断路器QF2损坏2、停止按钮常闭开关SB1或SB2接触不良3、正反转转换开关SA2损坏4、起动按钮SB3接触不良5、控制线路中有断路写出实际故障点:S6故障点:热继电器FR常闭触点5号线到断路器QF2常开触点的5号线断路S7故障点:控制变压器T的0号线到KM1的A2线圈断路S8:故障现象:主轴电机运转正常,但KA1、KA2继电器不能得电分析可能出现的故障原因:1、行程开关SQ1和SQ2接触不良2、行程开关SQ3、SQ4、SQ5、SQ6损坏导致继电器KA1、KA2不能得电3、控制线路有断路写出实际故障点:SA3-1的7号线(39号端子)到SQ1-3的7号线(14号端子)断路S9:故障现象:KA1继电器仅能点动控制,不能连续控制分析可能出现的故障原因:1、KA1常开自锁触点损坏2、KA1自锁控制电路有断路写出实际故障点:SQ4-2的15号线(端子21)到SB4-2的15号线(端子33)断路S10:故障现象:行程开关SQ5仅能点动控制KA2继电器,不能连续控制KA2继电器分析可能出现的故障原因:1、KA2常开自锁触点损坏2、KA2自锁控制电路有断路3、SQ6行程开关损坏写出实际故障点:SQ5-2的19号线(端子23)到SQ6-2的19号线(端子25)断路S11:故障现象:主轴电机M2不能正常启动,并发出噪音分析可能出现的故障原因:1、QF1总电源开关是否损坏2、三相电路U、V、W是否有缺相现象3、断路器QF2是否损坏写出实际故障点:断路器QF1的U1号线到断路器QF2的U1号线断路S12:故障现象:主轴电动机仅能正转,不能反转分析可能出现的故障原因:1、SA2转换开关接触不良2、KM1互锁触点损坏3、KM2线圈控制线路有断路写出实际故障点:KM1常闭触点的11号线到KM2-A1线圈11号线断路。
C6150型车床培训课件
互动: 1、写出主电机正转、手柄向左的回路 2、写出电动机反转、手柄向下的回路
此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
溜板箱
主轴电动机 丝杠 光杠
刀架快移电动机
冷却泵电动机
2、运动形式:
(1)主运动:主轴通过卡盘或顶尖带动工件的旋转运动。 (2)进给运动:溜板带动刀架的纵向或横向的直线运动。 (3)辅助运动:刀架的快速移动、工件的加紧与放松等。
五、电气控制线路分析:
SQ3—右 SQ4—上
SQ5—左 SQ6—下
设:主电动机 正转、手柄向右
KM1、YC2线圈 得电:主轴正转
KM3得电:冷却 泵电动机旋转,
送出冷却液
电动控制: 快速移动
设:主电动机 反转、手柄向右
KM2、YC1线圈 得电:主轴正转
设:主电动机 反转、手柄向下
KM2、YC2线圈 得电:主轴反转
KA1、KA2常闭触 点复合,YB线圈 得电:主轴制动
C6150型车床
一、车床用途:
车削外圆、内圆、端面、螺纹、螺杆以及车削 定型表面等。
二、车床型号意义:
C 6 1 50
类代号(车床类)
主参数折算值(1/10) 系代号(卧式车床系) 组代号(落地及卧式车床组)
三、车床主要构及运动形式
1、主要结构:
皮带
主轴箱
挂轮架
卡 盘
刀架
顶尖
尾架
进
给 箱
手柄
CA6150普通车床说明书
CA6150普通车床说明书目录1 引言 (3)2普通车床介绍 (4)2.1 C650普通车床运行说明 (4)2.1.1 主运动 (4)2.1.2 进给运动 (4)2.1.3 冷却系统 (4)2.2普通车床电气控制线路的特点 (4)3 工作原理分析 (5)3.1 电气控制线路分析 (5)3.1.1 主电路分析 (5)3.1.2 控制电路分析 (6)3.1.3 辅助电路分析 (8)3.2 机械部分工作简介 (8)4 元器件选择 (9)4.1 隔离开关 (10)4.2 空气开关 (10)4.3 熔断器 (10)4.3.1 熔断器 (10)4.3.2 熔体 (10)5模拟机床操作使用说明 (10)5.1 面板操作说明: (11)5.2 使用注意事项: (11)5.3 维护注意事项 (12)6 大修报告 (12)6.1 检修前的设备使用记录 (12)6.1.1 常见故障 (14)6.1.2 维修配件清单................................. 错误!未定义书签。
6.1.3 维修后的技术参数................................ 错误!未定义书签。
6.2 大修总结.......................................... 错误!未定义书签。
致谢..................................................... 错误!未定义书签。
参考文献.................................................. 错误!未定义书签。
附录一系统实物图. (16)附录二普通车床原理图...................................... 错误!未定义书签。
附录三装接位置图. (19)附录四大修工艺卡片 (20)附录五机床元件清单 (21)1 引言在金属切削机床中,车床所占的比例最大,应用也最广泛,在实际生产中有着不可替代的作用。
项目二 C6150车床控制-电机启动

OUT
END(01)
输出指令
结束指令
逻辑输出指令,驱动线圈
结束指令
AND指令真值表
输入信号1
输入信号2
输出信号
ON
ON
ON
ON
OFF
OFF
OFF
ON
OFF
OFFBiblioteka OFFOFFOR指令真值表
输入信号1
输入信号2
输出信号
ON
ON
ON
ON
OFF
ON
OFF
ON
ON
OFF
OFF
OFF
设计过程
1、明确控制要求(工序流程) 2、I/O端口分配 3、PLC外设硬件连接 4、梯形图(程序)设计 5、编程、运行调试
分析任务
1、点动控制系统组成及其特点; 2、长动控制系统组成及其特点; 3、星—角启动控制组成及其特点; 4、利用PLC实现以上电机启动控制。
常用基本指令
代码
LD
LDNOT OR ORNOT AND ANDNOT
名称
取指令
取反指令 或指令 或非指令 与指令 与非指令
功 能
输入母线和常开触点连接
输入母线和常闭触点连接 常开触点并联连接 常闭触点并联连接 常开触点串联连接 常闭触点串联连接
1.2 电动机长动控制
1.2 电动机长动控制
控制要求
按下SB2按钮, 系统持续转动。
隔离 开关 短路 保护
按下SB1按钮, 系统停止。
SB2:启动按钮 SB1:停止按钮
长动控制梯形图
地址 00000 00001 00002 指令 LD OR AND NOT 操作数 00002 01000 00001
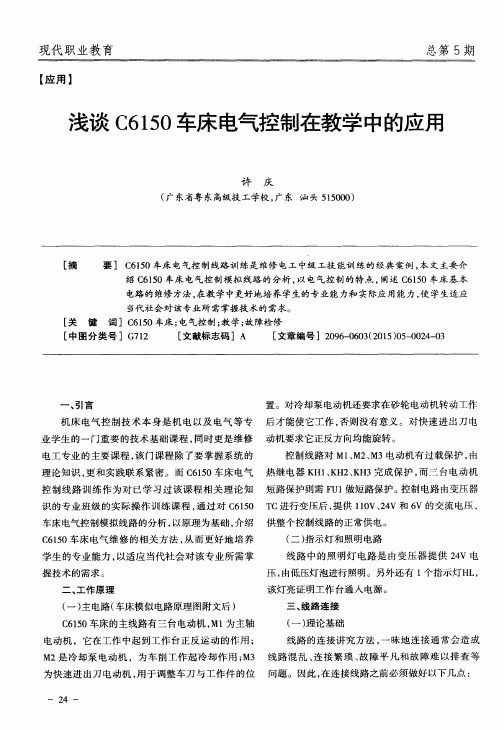
浅谈C6150车床电气控制在教学中的应用
M 2 是 冷却泵 电动机 ,为车削工作起冷却作用 ; M 3 线路混 乱 、 连接繁琐 、 故 障 平 凡 和 故 障 难 以排 查 等
在 连 接 线路 之 前 必须 做好 以下 几点 : 为 快 速 进 出 刀 电 动机 , 用 于 调整 车 刀 与 工 作 件 的位 问题 。因此 ,
现代 职业教 育
【 应用 】
总第 5 期
浅谈 C 6 1 5 0车床 电气控制在教学中的应用
许 庆
( 广东省粤东高级技 工学校 , 广 东 汕头 5 1 5 0 0 0 )
[ 摘
要】 C 6 1 5 0车床 电气控 制 线路 训 练 是 维修 电工 中级 工技 能训 练 的 经典 案 例 , 本 文主 要 介 绍C 6 1 5 0车床 电 气控 制模 拟 线路 的分 析 , 以 电 气控 制 的特 点 , 阐述 C 6 1 5 0车床 基 本
一
2 4 一
精彩语句 : 技校实训教学在探索 中遇到的最大困难是摆脱不了传统课程教育的影响, 难 以突出自己的教学特色 。 1 . 认 真阅读 C 6 1 5 0车床 的工作原理 。理解线路 障需要 的是 细 心 和耐 心 , 检查 电路 是 一 件繁 琐 的事 ,
中 的每一 个 按 钮 、 接触 器 等 电气原 件 的作 用 。 但 是 只要 思路 清 晰 , 方法 正 确 , 解 决 问题 并非 难事 !
故障二 : 刀快速移动电动机 只能进刀而不能退
刀或 只 能退 刀 而不 能 进刀
识 的专 业 班 级 的实 际操 作 训 练课 程 , 通 过对 C 6 1 5 0 T C进行 变 压后 , 提供 1 1 0 V、 2 4 V和 6 V 的交 流 电压 , 车床 电气 控 制模 拟 线路 的分 析 , 以原 理 为基 础 , 介绍 供 整个 控 制线 路 的正常 供 电。
教案2车床C6150
7.C6150 车床4 台电动机都缺相无法启动时,应首先检修( A (A)电源进线开关 (B)接触器KM1 (C)三位置自动复位开关SA1 (D)控制变压器TC 8. C6150 车床控制电路中有( B A.3 个 B.4 个 C.5 个 )行程开关。 D.6 个
2009年修订维修电工中级
C6150车床电气控制电路维修 一、C6150车床主要结构:
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
2009年修订维修电工中级
13. C6150 车床( C )正反转控制线路具有三位置自动复位开关 的互锁功能。 A、冷却液电动机 B、主轴电动机 C、快速移动电动机 D、润滑油泵电动机
14. C6150 车床控制电路中的中间继电器KA1和KA2的动断触点故 障时会造成( A )。 A、主轴无制动 B、主轴电动机不能启动 C、润滑油泵电动机不能启动 D、冷却液电动机不能启动 15. C6150 车床控制电路中,有( C )个普通按钮。 A.2 B.3 C.4 D.5 16. C6150 车床主轴电动机转向的变化由( D )来控制。 A、按钮SB1和SB2 B、行程开关SQ3和SQ4 C、按钮SB3和SB4 D、主令开关SA2
2009年修订维修电工中级
17. C6150 车床( D )正反转控制线路具有中间继电器互锁功能。 A、冷却液电动机 B、主轴电动机 C、快速移动电动机 D、主轴 18. C6150 车床控制电路无法工作的原因是( B )。 A.接触器KM1损坏 B.控制变压器TC损坏 C.接触器KM2损坏 D.三位置自动复位开关SA1损坏 19.C6150 车床主电路有电,控制电路不能工作时,应首先检修 C ( )。 (A)电源进线开关 (B)接触器KM1 或KM2 (C)控制变压器TC (D)三位置自动复位开关SA1 20. C6150 车床其他运行情况正常,而主轴无制动时,应重点检修 ( D )。 A、电源进线开关 B、接触器KM1和KM2的动断触点 C、控制变压器 D、中间继电器KA1和KA2的动断触点
C6150A车床电气线路分析及常见故障处理
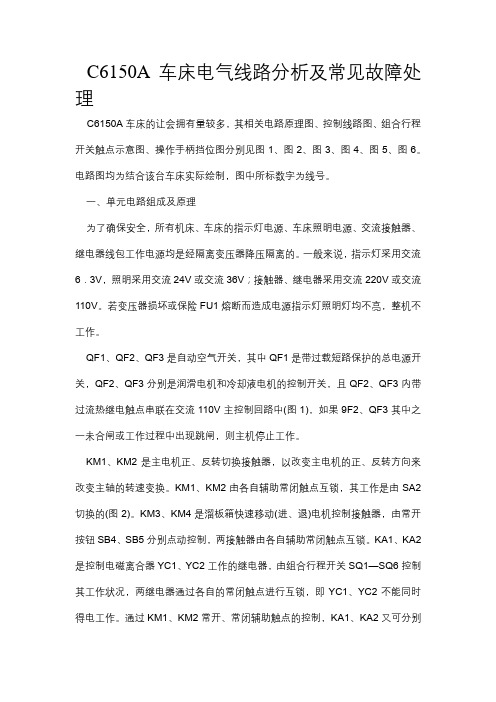
C6150A车床电气线路分析及常见故障处理C6150A车床的让会拥有量较多,其相关电路原理图、控制线路图、组合行程开关触点示意图、操作手柄挡位图分别见图1、图2、图3、图4、图5、图6。
电路图均为结合该台车床实际绘制,图中所标数字为线号。
一、单元电路组成及原理为了确保安全,所有机床、车床的指示灯电源、车床照明电源、交流接触器、继电器线包工作电源均是经隔离变压器降压隔离的。
一般来说,指示灯采用交流6.3V,照明采用交流24V或交流36V;接触器、继电器采用交流220V或交流110V。
若变压器损坏或保险FU1熔断而造成电源指示灯照明灯均不亮,整机不工作。
QF1、QF2、QF3是自动空气开关,其中QF1是带过载短路保护的总电源开关,QF2、QF3分别是润滑电机和冷却液电机的控制开关,且QF2、QF3内带过流热继电触点串联在交流110V主控制回路中(图1),如果9F2、QF3其中之一未合闸或工作过程中出现跳闸,则主机停止工作。
KM1、KM2是主电机正、反转切换接触器,以改变主电机的正、反转方向来改变主轴的转速变换。
KM1、KM2由各自辅助常闭触点互锁,其工作是由SA2切换的(图2)。
KM3、KM4是溜板箱快速移动(进、退)电机控制接触器,由常开按钮SB4、SB5分别点动控制,两接触器由各自辅助常闭触点互锁。
KA1、KA2是控制电磁离合器YC1、YC2工作的继电器,由组合行程开关SQ1—SQ6控制其工作状况,两继电器通过各自的常闭触点进行互锁,即YC1、YC2不能同时得电工作。
通过KM1、KM2常开、常闭辅助触点的控制,KA1、KA2又可分别交换控制YC1、YC2,达到主轴正、反转时不同转速的变换。
两只操作手柄之间电气联锁,实现同步。
平时手柄操作后,靠一只弹簧把手柄自动顶回到两个空挡位置。
两个空挡位置是手柄的经常位置,正转、停止(制动)和反转三个位置是暂时位置(图5、图6)。
主轴正、反转和制动既可在进给箱旁操作手柄,也可在床鞍溜板旁操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C6150主电路
C6150 普通车床的主电路分析
• 主电路由QF1自动开关控制,它具有短路和过载 保护。 • M1为主电动机,由KM1接触器和KM2接触器的主 触点控制正反转。 • M2为润滑泵电动机,由QF2自动开关控制,具有 短路和过载保护。 • M3为冷却泵电动机,由KM3接触器控制,由FR 热继电器作过载保护。 • M4为快速移动电动机,由SA1三位置自动复位开 关控制,由F电, 主轴无法制动,其余正常。 • 故障原因: 301→KA2→311→KA1→313→YB→1在这 段电路中可能存在元件损坏或导线松脱。 • 故障点:KA2线圈断路损坏。
C6150控制电路
C6150 普通车床的控制电路分析
• 1)合上QF2自动开关,M2润滑泵电动机启 动。
• 2)主电动机转向的变换由SA2主令开关来 实现。主轴的转向与主电动机的转向无关, 而是取决于走刀箱或溜板箱操作手柄的位 置。手柄的动作使行程开关、继电器及电 磁离合器产生相应的动作,使主轴得到正 确的转向。
C6150外观图
C6150的功能
• 它能车削外圆、内圆、端面、螺纹和螺杆, 能够切削定型表面,并可用钻头、绞刀等 刀具进行钻孔、镗孔、倒角、割槽及切断 等加工工作。
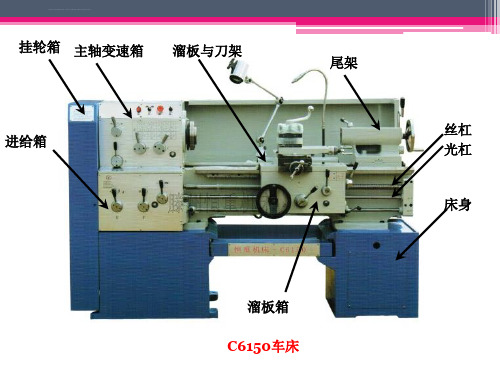
C6150普通车床的主要结构
• 它能加工工件的最大长度为1000mm,工件 在床身上的最大回转直径为500mm。 • 它主要由床身、主轴变速箱、挂轮箱、进 给箱、溜板箱、溜板与刀架、尾架、光杠 和丝杠等部件组成。
• 9、故障现象:合上SQ3/SQ4,KA1不得电, 主轴无法正向转动,其余正常。 • 故障原因:14,15→KA2→16→KA1→1在 这段电路中可能存在元件损坏或导线松脱。 • 故障点:KA1线圈断路损坏。
• 10、故障现象:合上SQ5/SQ6,KA2不得 电,主轴无法反向转动,其余正常。 • 故障原因:14→KA1→18,19→KA2→1在 这段电路中可能存在元件损坏或导线松脱。 • 故障点:KA2线圈断路损坏。
• 操作者控制主轴的正反转是通过走刀箱操 作手柄或溜板箱操作手柄来进行的。 • 进给箱手柄位置(自左向右):正转—空 档---停止—空档—反转。 • 溜板箱手柄位置(自上向下):正转—空 档---停止—空档—反转。
• 主轴停止(制动):手柄放在中间停止位 置,SQ1或SQ2常闭触点断开,KA1和KA2 继电器断电,YC1和YC2电磁离合器断电, 主轴制动电磁离合器YB通电,是主轴制动。 • 如果需要主轴微量转动,可以揿SB4点动按 钮。
• SA2在反转位置:按下SB3,KM2线圈得电, M1反转。电路中305—303接通、307— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC1电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC2电磁离 合器通电,带动主轴反转。
C6150的运动形式
• 车削的主运动是主轴通过卡盘或顶尖带动工件的 旋转运动,车削时,一般不要求反转,但在加工 螺纹时,要反转退刀,这就要求主轴具有正反转 功能。当接通电离合器YC1时使主轴得到正转; 接通电离合器YC2时,通过传动链使主轴得到反 转。 • 车床的进给运动是溜板带动刀架的纵向或横向直 线运动。 • 车床的辅助运动有刀架的快速移动及工件的夹紧 与放松。
• 7、故障现象:合上SA3,KM3不得电,冷 却泵失灵,其余正常。 • 故障原因:7→SA3→12→KM3→1在这段 电路中可能存在元件损坏或导线松脱。 • 故障点:SA3元件短路损坏、KM3线圈断 路损坏。
• 8、故障现象:合上SQ3/SQ4或SQ5/SQ6, KA1和KA2不得电,主轴无法转动,其余正 常。 • 故障原因:7→SQ1→13→SQ2→14→,1 在这段电路中可能存在元件损坏或导线松 脱。 • 故障点:13号线断路损坏。
• 5、故障现象:SA2正转,按下SB3,KM1 不得电,主电动机无法正转,其余正常。 • 故障原因:10→KM1→11→KM2→1在这段 电路中可能存在元件损坏或导线松脱。 • 故障点: KM2线圈断路损坏。
• 6、故障现象:SA2反转,按下SB3,KM2 不得电,主电动机无法反转,其余正常。 • 故障原因:8→KM2→9→KM1→1在这段电 路中可能存在元件损坏或导线松脱。 • 故障点:9号线断开、KM1线圈断路损坏。
• 主电动机启动后,合上SA3,KM3得电, M3冷却泵转动;按下SB4,KA1得电,主 轴正转点动;断开SQ1或SQ2,KA1、KA2 断电,YB得电,主轴制动。
C6150故障分析
• 1、故障现象:合上QF1,HL灯不亮,其余均正 常。 • 故障原因: 6V→FU4→HL→6V在这段电路中可 能存在元件损坏或导线松脱。 • 故障点:FU4断开。 • 2、故障现象:合上QF1,EL灯不亮,其余均正 常。 • 故障原因: 24V→FU3→EL→24V在这段电路中 可能存在元件损坏或导线松脱。 • 故障点:FU3断开、EL断开。
• SA2在正转位置:按下SB3,KM1线圈得电, M1正转。电路中305—307接通、303— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC2电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC1电磁离 合器通电,带动主轴反转。
• 3)闭合SA3,接触器KM3线圈得电,冷却 泵启动。 • 4)EL为机床照明,HL为电源指示灯。
C6150操作步骤
• 合上QF1,HL、EL灯亮。 • 合上QF2,M2轮滑油泵转动。 • 合上SA1,M4快速移动电动机转动。
• SA2正转位置,按下SB3,KM1得电,M1 正转。压合SQ3或SQ4,KA1、 YC2得电, 主轴正转;压合SQ5或SQ6,KA2、 YC1 得电,主轴反转。 • SA2反转位置,按下SB3,KM2得电,M1 反转。压合SQ3或SQ4,KA1、 YC1得电, 主轴正转;压合SQ5或SQ6,KA2、 YC2 得电,主轴反转。
• 3、故障现象:合上SA1,快速移动电动机 缺相运行,EL、HL灯不亮,按下SB3,接 触器KM1、KM2不得电,主电动机无法启 动,轮滑油泵正常。 • 故障原因:U1、V1→FU1→U2、V2在这段 电路中可能存在元件损坏或导线松脱。 • 故障点:FU1断开。
• 4、故障现象:按下SB3,KM1、KM2均不 得电,主电动机和冷却泵无法启动,其余 正常。 • 故障原因: 110V→1→FU2→2→SB1→3→SB2→4→F R→5→QF2→6→SB3→7,2在这段电路中 可能存在元件损坏或导线松脱。 • 故障点:FU2断开、4号线断开、SB3断开 无法闭合。