ASME_RT_检验规程
管道检测rt标准规范及检测流程
管道检测rt标准规范及检测流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!管道检测RT标准规范与检测流程详解在各类工业生产中,管道系统扮演着至关重要的角色。
ASME RT 检验规程
ASME RT 检验规程
(5) 对于球形工件,射线源位于工件轴线上进行 一次曝光,在以下情况下,要求至少采用三个透 度计, 两个分别放在射线检验的圆周跨距的两端,另一个 放在跨距大致中心位臵: (a) 当仅采用一个底片盒,对圆周范围大于 120°而小于240°的部分进行射线检验时,或; (b) 当采用一个或多个底片盒,对圆周的一 段或多段进行射线检验时,被检部分端部之间的 跨距范围小于240°时。
ASME RT 检验规程
底片黑度
底 片 黑 度
观片方式
单片 重叠
最小黑度
最大黑度
X射线 1.8
γ射线 2.0
4.0 4.0
2.6(1.3**) 2.6(1.3**)
注: * 被检区域任何一点的黑度值,应该保证在像质计黑度值的15%和+30%之内。 ** 双片重叠观察时,单片的最低黑度值为1.3。
其中t 为被检材料厚度(不包括余高高度)。如果为不等厚材料 焊接而成,则t 为二者较薄者。
ASME RT 检验规程
◇◇◇相邻两缺陷间距不超过6L的任何一组条状夹渣,其累计长
度在12t 焊缝长度内超过t的(其中L为该组缺陷中最长者的长度)。
记录报告及存档 ◇射线检验记录应包括底片评定记录、报告及工 艺卡等。 ◇◇ 上述记录和报告由评定人员填写,报告和记 录中,应有评定、审核等人员的签名。 ◇◇◇ 全部底片以及有关记录报告等应依据法规 有关规定妥善保管。
ASME RT 检验规程
(6) 在以上(4)、(5)中,与其它焊缝同时 进行射线照相时,其它每条焊缝应放一个 透度计。 (7) 当工件排列成圆周进行射线照相时, 每个工件上至少显示一个透度计。 (8) 为了保证每次记录与以后多次曝光记 录的连续,所有符合(1)~(6)技术要求显 示透度计的影像的射线底片都必须保存。
ASME检验和试验计划(ITP)

Inspection and testing plan检验和试验计划Project NameP.O. NumberEquipment NameItem No.VENDOR’S DOCUMENT NO.Rev.Date 日期Subject Of Revision 修改主题Prepared 编制Reviewed 审核Approved 批准5701No.序号Description ofinspection检验内容Standards for theInspection检验标准和依据1.ASME Code SectionVIII, Division 1ASME 规范第VIII 卷第1分册2.ASME Code Section II-AASME 规范第II 卷A 篇3.EN 10204 3.14.Approved drawings图纸要求5.MOM,Spec.Check the items核实内容1. The dimension and mark shall suit with the relevantrequirements. PMI shall be done as per the PMI procedure.所采购的材料尺寸规格及标记必须符合相应标准的要求。
按照PMI 程序对材料进行PMI 检验。
2. VT is required making sure there is no unacceptable surfacedefects.目视检查以确定没有无法接受的表面缺陷。
3 All material of all pressure retaining parts and its attachmentsshall be delivered with certificates, materials shall be deliveredwith mill certificates (Min. 3.1 certificates acc. to EN10204).所有受压元件材料及其附件材料应提供合格证书,合格证书至少符合EN 10204 3.1。
ASME规范-焊缝RT-评定法则

ASME规范中焊缝RT评定法则一. 透照黑度要求:(1)单片:X射线D≥1.8,γ射线:D≥2.0;(2)多片曝光并叠片观察时,每一张底片的D≥1.3;(3)对(1)或(2)最大黑度D=4.0;(4)当孔型IQI的本体黑度或线型IQI规定线号区的黑度为D时,则被检区任一处的黑度为0.85D~1.3D,否则为不符合要求,在这超差区域应另加一个IQI重新拍片──计算D的变化时,应圆整到0.1。
二.线型IQI选用按下表规定:(1)线形缺陷显示评为不合格的有三种:((a)任何显示特征为裂纹、未焊透、未熔合的;对全焊透焊缝包含角焊缝,则角焊缝的厚度应计入t内。
(c)任何一群成一直线分布的显示,在12 t焊缝长度内显示累计长度> t的,但相邻缺间距> 6L的除外,这L为群显示中最长缺陷显示长度。
当长度<12t的则按比例折算。
(2)圆形缺陷显示(a)不计黑度大小;(b)计作圆形缺陷显示的:(c)间距≥1in.(25mm)时,允许单个显示尺寸为1/3 t或1/4in.(6mm)中的较小者。
若t >2in.(50mm)允许单个圆形显示尺寸为3/8in.(10mm)。
(d)多个圆形显示成线状排列时:在长度为12 t内显示直径d的总和< t时为合格,详见强制性附录4中图4-1。
各组群孔显示成线状排列长度Li及各组相互间距的规定,详见图4-2;在长度12 t内各组群长度之和< t为合格。
(d)密集的和单个的圆形显示对于不同焊缝厚度在图4-3至图4-8中分别给出了典型密集度和尺寸的合格范围,这应结合表4-1给焊缝质量作出正确评定。
(e)对于焊缝厚度t <1/8(3mm)时,在长6in.(150mm)的焊缝内圆形显示数量≤12为合格。
当长度< 6in.(150mm)的焊缝则应按比例折算。
(以上图、表的复印件另附本文后面)(f)密集性显示:(ⅰ)合格的密集性显示长度≤1in.(25mm)或2t中的较小者。
ASME射线检测

标准ASME第Ⅴ卷(2004版)《射线检测》前言“ASME锅炉压力容器规范”是由美国机械工程师学会(ASME)中的压力容器委员会(BPVC)制定的。
所有有关NDT的方法标准产组合在第Ⅴ卷中,并分A、B两分卷。
A分卷(第1章~第13章)是强制性标准,B分卷(第22章~第30章)是引用标准(一般为非强制性标准,除非A分卷中明文规定)。
第Ⅴ卷规定了八种方法:射线照相检验(RT)、超声波检验(UT)、液体渗透检验(PT)、磁粉检验(MT)涡流检验(ET)、目视检验(VT)、泄漏试验(LT)和声发射检测(AT)。
射线照相检验的方法要求列在A分卷第2章和B分卷第22章中,验收要求和合格标准则列在相关制造标准中,如动力锅炉按第Ⅰ卷,压力容器按Ⅷ卷,核动力装置按Ⅲ卷,核电厂设备在役检查规则按第Ⅺ卷。
第1章通用要求1.适用范围⑴包括无损检测技术和方法要求,不含验收标准;⑵检测材料、焊缝和零部件表面的和内在的瑕疵;⑶检测方法包括:RT、UT、PT、MT、ET、VT、LT和AT;⑷通用术语在附录中规定。
2.总则⑴ ASME其它各卷中有关无损检测方法的内容一般参照A分卷;⑵ B分卷中的方法标准为引用标准,除非A分卷或其它分卷明确要全部或部分采用后,它们才能成为强制性的标准;⑶使用规范时,任一章节的范围应包括该章节中所有适用条款;⑷英制单位和SI单位都符合要求,但要注意始终如一地使用一种单位体系;⑸无损检测人员的资格应按SNT—TC—IA和CP—189规定鉴定;⑹当规范未作明确规定时,资格鉴定可简化为日常生产操作的验证;⑺仅具备有限范围无损检测资格的人员要求参见强制性附录的规定;⑻ SNT—TC—IA是无损检测人员培训,资格鉴定和认证的的基础性文件。
3.设备检验设备符合规范的要求是用户的责任。
4.检验规程⑴应按相关卷的要求制定通用的无损检验规程和人员资格鉴定规程;⑵遇到特定形状和材料时,还需制定专门的检验规程;⑶所有的无损检验工作应严格按规程进行。
ASME规范产品金属材料和焊件着色液体渗透检验
ASME规范产品金属材料和焊件着色液体渗透检验1.概述1.1 本规程适用于ASME规范产品金属材料和焊件着色液体渗透检验。
1.2 本规程仅适用于探测材料或焊件表面开口类缺陷。
1.3 本规程在执行之前,须演示至AI满意。
2.人员从事液体渗透检验的人员必须是根据南京定色钛业有限公司<<NDE人员培训、考试、资格认证实施细则>>(资料号:QCD-011)进行考试和资格任命的合格人员。
3.渗透材料渗透材料包括检验过程中使用的所有渗透剂、溶剂或清洗剂、显像剂等。
液体渗透探伤材料,必须是指定的和推荐的,见表。
检验使用的材料必须是同一类型的。
不允许用不同类型的或不同制造厂的渗透材料混合使用表当检验奥氏体不锈钢或钛材时,必须根据ASME规范第Ⅴ卷T-641(b)中的程序,对所有材料分别分析氯和氟的含量。
残留氯和氟总含量不得超过残留物重量的1%,必须有制造厂相应的合格证。
当检查镍基合金时,必须按照ASME规范第Ⅴ卷T-641(a)中的程序,对所有材料分别分析硫含量。
硫含量不得超过残留物重量的1%。
必须有制造厂相应的合格证。
?4. 检验程序检验程序流程图见图图表面制备所有渗透检验前,被检工件表面及其附近至少为1英寸的区域内都应干燥清洗干净,不得有任何脏物、纤维屑、氧化皮、焊剂、油和其它外来物。
必要时,应对表面进行打磨或机加工。
预清洗在施加渗透剂之前,被检区域及其附近至少为1英寸的区域内均需用清洁剂进行清洗。
清洗后,通过适当的方法(自然挥发或人工通风),对被检表面进行干燥;最少干燥的时间以保证在施加渗透剂之前清洁剂已完全挥发为界。
施加渗透剂可以用浸渍、涂刷或喷涂等任一合适的方法,在被检工件NJBST Co.,Ltd. QCD-015 Rev.:0 Page:5 of 8Title: PROCEDURE FOR LIQUID PENETRANT EXAMINATIONof workpieces to be examined by any suitable means such as dipping, brushing orspraying.The temperature of the penetrant and the surface to be examined shall not be below 500F(100C) nor above 1250F(520C) throughout the examination period. When it is not practical to conduct a liquid penetrant examination within above temperature range, the examination procedure at the proposed lower or higher temperature range shall be qualified using a quench cracked aluminum block according to ASME Code Section V, T-653. Penetration time is critical. The minimum dwell time is shown in Table For suitable temperature, the area being examined shall remain wetted by the penetrant for the dwelltime.Table minimum dwell times??Excess Penetrant RemovalExcess solvent removable penetrant shall be removed by wiping with a cloth or absorbent paper. The remaining traces shall be removed by lightly wiping the surface with a cloth or absorbent paper moistened with solvent. To avoid over removing, flushing the surfacewith solvent shall be prohibited.Developer ApplicationThe developer shall be applied as soon as possible after excess penetrant removal and drying surface. The surface may be dried by normal evaporation before the developer is applied. The drying time shall be within 5 to 20 min.The developer shall be applied by spraying. A uniform thin coating shall be provided and the coating thickness shall be suitable.Prior to applying wet developer to the surface, the developer must be thoroughlyagitated.Dipping or flooding the part with non-aqueous developer is prohibited, since it will dissolve the penetrant in the discontinuities through its solvent action.InterpretationDeveloping time for final interpretation begins 表面施加渗透剂。
ASME 射线检测规程

ASME 射线检测规程Procedure for ASME RadiographicExamination(版本Version :1)2010-09-01发布实施Released and Implemented as of Sep.0101,,20201010前言Preface (2)1适用范围Scope of Application (3)2书面规程要求Written Procedure Requirements (3)3人员要求Personnel requirements (6)4表面准备Surface Preparation (6)5几何不清晰度Geometric unsharpness (6)6像质计与垫片IQI and shim (7)7透照方式Radiographic technique (12)8散射线屏蔽Back-scatter Protection (13)9胶片的暗室处理Film processing (13)10射线照相质量Quality of Radiographs (15)11射线照相的验收标准Radiographic Acceptance Standards (16)12记录和报告Records and Reports (16)附录1验收标准Acceptance standards (17)附录2圆形缺陷的验收标准Rounded Indications Acceptance Standard (20)附录3检测报告Report of Testing (30)前言Preface本程序规定了浙江无损检测工程技术公司按ASME标准要求进行核级设备射线检测的要求。
This Procedure is formulated in order to define requirements for nuclear grade facilities RT testing for ZJNDT as per provisions of Standard ASME.本程序编制人:许云伟This Procedure is prepared by:Xu Yunwei本程序审核人:董吉原、张春有This Procedure is reviewed by:Dong Jiyuan&Zhang Chunyou本程序会签人:王颖、邱俊This Procedure is signed jointly by:Wang Ying&Qiu Jun.本程序批准人:张学锋This Procedure is approved by:Zhang Xuefeng.本程序于2009年11月01日发布实施。
ASME承压设备法规中RT圆形显示的验收评定
1 .前言
以上 的一行 圆形 显示 触 及此 线 ,均 应视 为 一直 线上 圆形 显示 。
示 。圆形 显示 可 为 圆形 、椭 圆 形、 圆锥 形 、或 不 规则 形 ,可带 尾 巴。评 定 圆形 显示 尺 寸 时 ,
应将 尾 巴计人 。圆形 显示 可 能 由焊缝 中的缺 陷 如 气孔、夹渣或夹钨 等造 成。 I 对埋 弧焊 或手 工焊 收 弧部 位产 生 的缩 孔
所有 不合格 缺陷应按 UW一3 之要 求返修 , 8 而 UW一 8则规定 :除裂纹 、未熔合 、未焊透 3 等 缺 陷 外 ,针 孔 ( ih ls Pn oe )也 是 不 允 许 的 ,
3 验 收标准 .
。 R T-I级 或Ⅲ级 人 员往 往会 有 一定 困惑 。本 文 角焊缝厚 度应计入 t I
3 1 影像 黑度 .
显示 影像 黑度 可有变 化 ,但 不作 为 合格 与
【 A ME 第Ⅷ卷 第一分册 Uw一 1b 提 S 5 ()
射 线底 片上 L w ≤3的显示 ,称为 圆形显 否 的判定依据 。 /
UW一 l之规 定进 行射 线 照相 全 检 时 ,在所 摄 状 分布 两类 ,应按 一 定焊 缝 长度 范围 内 ,各个 5 】 熔 合和 未焊透 类 缺陷 显示 ,及条 形 夹渣 和 条形 大 于规 定值 的要求 ,进行 评判 。
对 由不 同板 厚 对接 的 焊缝 ,t是指 较 薄板 厚 。 若 全焊 透 焊 缝 包 括 角焊 缝 ( 管座 焊 缝 ) 如 ,则
ASME第探伤部分DOC
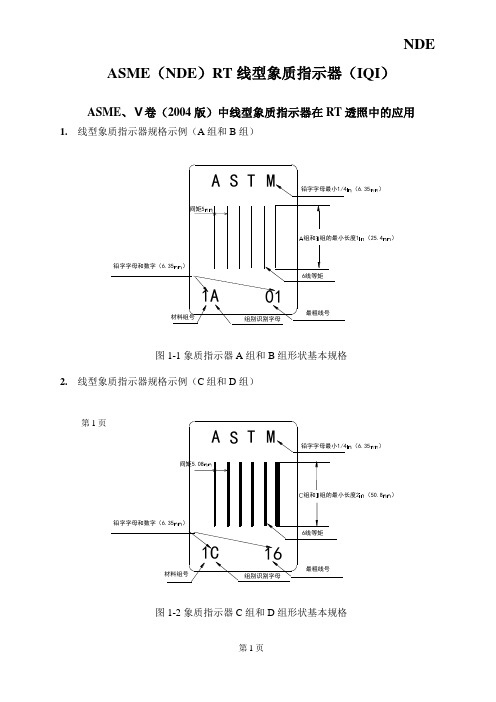
ASME (NDE )RT 线型象质指示器(IQI )ASME 、Ⅴ卷(2004版)中线型象质指示器在RT 透照中的应用1. 线型象质指示器规格示例(A 组和B 组)图1-1象质指示器A 组和B 组形状基本规格2. 线型象质指示器规格示例(C 组和D 组)图1-2象质指示器C 组和D 组形状基本规格(25.4) (6.35)第1页(50.8) (6.35)NDE注:ASTM-----美国材料实验协会3. ASME 、Ⅴ卷T-233.2、T-276中(线型象质计)。
规定了象质指示器的编组号及线径和线号、IQI 的选用。
3.1. 线型象质指示器的编组号及线径见表T-223.23.2. 线型象质指示器(IQI )的选用NDEASME 、Ⅴ卷T —276.2(1) 有余高的焊缝---象质指示器放置处的厚度是工件的公称单壁厚度加上不超过《规范》有关篇章中允许的焊缝余高的估计值。
在选用象质指示器时,衬环和衬板不 作为厚度的一部分来考虑。
不必对焊缝的余高作实际测量。
(2) 没有余高的焊缝---象质指示器放置处的厚度是单壁公称厚度,衬环和衬带不作为厚度的一部分来考虑。
3.3. 线型象质指示器类型和规格分别为A 、B 、C 、D 四组,每组6根丝径。
丝径的变104. ASME 、Ⅴ卷T —276.1 材料线型象质指示器应按照SE-1025或SE-747标识的级别或相同的合金材料来制造,(可适用的话),或者采用辐射吸收比被检材料要小的级别或合金材料来制造。
4.1. ASME 、Ⅴ卷B 分卷(采用文件)SE-747中,对材料的组别进行了规定。
材料按照射线照相吸收的特性命名8个组别,03、02、01是轻金属,而1至5金属。
4.1.1 轻金属组---镁(Mg )、铝(Al )、钛(Ti )根据它们在合金成分中占的优势分别为03、02和01,材料是按照辐射吸收的递增次序排列的。
4.1.2. 重金属组---钢、铜基、镍基和姻亲合金标以1至5。
ASME射线检测

ASME射线检测标准ASME第Ⅴ卷(2004版)《射线检测》前言“ASME锅炉压力容器规范”是由美国机械工程师学会(ASME)中的压力容器委员会(BPVC)制定的。
所有有关NDT的方法标准产组合在第Ⅴ卷中,并分A、B两分卷。
A分卷(第1章~第13章)是强制性标准,B分卷(第22章~第30章)是引用标准(一般为非强制性标准,除非A分卷中明文规定)。
第Ⅴ卷规定了八种方法:射线照相检验(RT)、超声波检验(UT)、液体渗透检验(PT)、磁粉检验(MT)涡流检验(ET)、目视检验(VT)、泄漏试验(LT)和声发射检测(AT)。
射线照相检验的方法要求列在A分卷第2章和B分卷第22章中,验收要求和合格标准则列在相关制造标准中,如动力锅炉按第Ⅰ卷,压力容器按Ⅷ卷,核动力装置按Ⅲ卷,核电厂设备在役检查规则按第Ⅺ卷。
第1章通用要求1.适用范围⑴包括无损检测技术和方法要求,不含验收标准;⑵检测材料、焊缝和零部件表面的和内在的瑕疵;⑶检测方法包括:RT、UT、PT、MT、ET、VT、LT和AT;⑷通用术语在附录中规定。
2.总则⑴ ASME其它各卷中有关无损检测方法的内容一般参照A分卷;⑵ B分卷中的方法标准为引用标准,除非A分卷或其它分卷明确要全部或部分采用后,它们才能成为强制性的标准;⑶使用规范时,任一章节的范围应包括该章节中所有适用条款;⑷英制单位和SI单位都符合要求,但要注意始终如一地使用一种单位体系;⑸无损检测人员的资格应按SNT—TC—IA和CP—189规定鉴定;⑹当规范未作明确规定时,资格鉴定可简化为日常生产操作的验证;⑺仅具备有限范围无损检测资格的人员要求参见强制性附录的规定;⑻ SNT—TC—IA是无损检测人员培训,资格鉴定和认证的的基础性文件。
3.设备检验设备符合规范的要求是用户的责任。
4.检验规程⑴应按相关卷的要求制定通用的无损检验规程和人员资格鉴定规程;⑵遇到特定形状和材料时,还需制定专门的检验规程;⑶所有的无损检验工作应严格按规程进行。
ASME射线检测程序

ASME射线检测程序Radiographic Testing Procedure 射线检测程序Prepared by Date _____________ 编制:日期:Approved by _________________ Date ____________ 批准:日期:Accepted by _________________ Date ____________ 认可:日期:1.0 Scope 范围1.1 This procedure defines the requirements of radiographic examination of pressure vessels andother components manufactured in according to ASME Boiler and Pressure Vessel Code Section V and Section Ⅰ,B31.1and VIII Div.1, latest applicable edition and addendum.Preparation and modifications to this procedure may only be made by a duly certified NDT level III.本程序根据ASME规范的第V卷以及第Ⅰ卷,B31.1和第Ⅷ卷第1分册的最新版本和附录规定了压力容器和其它生产零件射线检验的要求1.2 The product material and its thickness limits refer to applicable NDT instruction.产品的材料和它的厚度限制参考适用的NDT的指导。
2.0 Equipment and Materials 设备和材料:2.1 Radiation Sources 放射源:2.1.1 Type XXH3005Z, XXG3005D and X-Ray units are used in JM.2.1.2 Other equipment may be used provided equivalent or better results are obtained.倘若等同或较好的结果被获得,可能适用其它设备。
ASME程序--制造和检验程序【中英文】
ASME程序--制造和检验程序【中英文】Manufacturing and Examination Procedure 制造和检验程序Prepared by Date _____________编制:日期:Approved by _________________ Date ____________批准:日期:****************** Subsidiary Equipment Co., Ltd.******************1 Scope 范围1.1 This procedure establishes the inspection, testing and examination requirements during thefabrication process of pressure vessels which constructed to the ASME Code SectionI ,B31.1and VIII Div.1.本程序在锅炉/压力容器的制造过程中,规定了检验、测试和检验要求,满足ASME规范第Ⅰ卷,B31.1和第Ⅷ卷第1分册。
1.2 The manufacturing process mentioned in this procedures including material preparation(cutting, edge preparation, machining), forming, welding and final testing, etc. The inspection mentioned in this procedure mainly means the visual inspection and dimensional measuring check.在本过程中提及的制造过程,包括材料准备(切割、边缘整理、机加工),成型、焊接和最后测试等。
ASMERT检验规程
注:材料厚度是指IQI放置处的厚度。
ASME RT 检验规程
在底片上以影像形式出现的定位标记应按下列 要求放置: 射源侧 对于下列工件进行射线照相时,定位 标记应放在射源侧: (a) 平板部件、圆柱形、圆锥形部件的纵 向焊缝; (b) 焦距小于半径,射源在内胶片在外的 环向焊缝; (c) 胶片在内射源在外的环向焊缝。
ASME RT 检验规程
●1 范围 ● 人员资格 从事本项检验的人员,应按照SNT-TC-1A 推荐实施规程《无损检测人员的 资格评定和 证书》,取得射线检验资格证书。 Ⅰ级人员应服从Ⅱ、Ⅲ级人员的指导监督, Ⅱ级人员应服从Ⅲ级人员的指导监督。
ASME RT 检验规程
所有检验人员均应在自己的职责范围内胜任 ASME法规、标准以及书面规程所涉及的检验工 作,并对工作质量负责。 ●设备及材料 检验人员应依照标准中规定的 胶片、增感屏、 像质计、观片设施、黑度计和阶梯黑度片和专 用工艺卡选择设备和材料。
ASME RT 检验规程
X射线机
制造厂 令号 工件编号 焊缝种类 返修次数 0 HBC 1152028 Z--203 L(G) RI 1 识别标记 IQI
950920
B
T25
51
B标记
日期
B标记Markers 厚度 定位标记
操作者
ASME RT 检验规程
●识别标记 每张底片上应该显示的识别标记,字母或数字 用铅字制做,其高度略大于像质计的识别号码; 可将这些字母或数字做成一个铅字牌,用两块 ● 磁铁将它固定在被检工件上。底片上的这些标 记,应是永久性的。如合同号、零件号、焊缝 或焊缝接头号或部件号、制造厂的标记符号或 名称、产品规格、操作者、照相日期、返修次 数。
asme规范第Ⅷ卷第一册规范产品的制造和检验实践(王国平)

竭诚为您提供优质文档/双击可除asme规范第Ⅷ卷第一册规范产品的制造和检验实践(王国平)篇一:asme中文第8章第8章无损检测控制1总则规范产品的所有nde(Rt、mt、&pt)要求应规定在图纸上,并由按asme规范要求考核合格并证明的nde人员完成操作。
2nde程序2.1所有的nde检查应按jshy相应的程序进行。
2.2程序应由指定的ndeⅢ级人员按asme第Ⅴ卷和第Ⅷ卷的第Ⅰ分卷编制,由质保工程师批准。
mt和pt程序应由Ⅲ级人员评定合格并在应用前向ai演示,证明符合asme规范第Ⅴ卷t150的要求。
2.3无损检测程序应描述其技术内容、检测的位置和评判标准。
当重要变量发生改变时,应对规程进行修订,并对人员换发新证。
3nde人员3.1质保工程师应验证所有的nde人员已经经过评定合格,并证明符合jshy的“书面规程”的要求,然后发nde人员证书(表8-1)。
此“书面规程”是由ndeⅢ级人员按最近的规范所接受的snt-tc-ia的版本和增补作为指导编制的,并由ndeⅢ级人员审查批准。
3.2ndeⅢ级人员应负责编写培训大纲,并组织nde人员的考核。
3.3当由外部机构提供ndeⅢ级人员的服务时,质保工程师应审核该机构的“书面规程”,如果接受应在该规程复印件的封面上签字。
然后他应验证准备提供Ⅲ级服务人员的经历和证书,如果合格则应发给他“nde外聘人员任命书”(表8-2)。
3.4qa工程师应保留所有nde人员的考核记录。
ai应可以得到这些文件。
3.5nde人员应每年进行视力检查,检查记录应交ai审核。
3.6当ai或质保工程师有理由怀疑nde结果的有效性时可以要求对nde人员和规程重新进行考核。
4nde4.1在递交ai审核前,所有的nde报告(包括射线底片)应由ndeⅢ级人员审核通过。
4.2所有的nde报告应根据本手册11章的规定由ndeⅢ级人员保存一定的年限,射线底片应保存到ai签署数据报告。
5标定江苏恒远国际工程有限公司页次:1/2nde设备的标定应符合本手册第10章表10-1的规定。
ASME常用规程及标准
ASME常用规程及标准AMSERT:PW-51 (第Ⅰ卷)A-250 (第Ⅰ卷)1.焦距:射线照相的几何不清晰度由下式决定:Ug=Fd/DUg-几何不清晰度F-射线源尺寸. 英寸(mm)D-射线源到被透照工件的距离. 英寸(mm)d-被透照工件的射线源一侧至胶片的距离. 英寸(mm)2.透照技术2.1单壁单像透照:壳体焊缝、平板焊缝和具备单壁透照条件的焊缝均应采用单壁透照。
2.2 双壁透照2.2.1双壁单像透照:接管、集箱和φ>3.5英寸(89mm)的管子焊缝采用双壁透照单壁成像方式。
当对环焊缝要求全部覆盖时,至少应互成120°作三次曝光。
2.2.2 φ<3.5英寸(89mm)的接管或管子焊缝可采用双壁透照双壁焊缝同时成像观察的方式。
(a) 如果射线照相上被检区任何部位的黑度变化超过孔型像质计本体处或线型像质计编号附近的黑度-15%或+30%以上,但仍处于上表规定的最小和最大容许黑度范围内,则对每个超过的区域应加一个像质计并重新拍片。
(b) 当采用垫片时,只要能显示出所要求的像质计灵敏度,而且不超过(a)所规定的黑度范围,则允许超过上表中规定的+30%黑度限制上限。
5.验收标准:1.1 射线照相的焊缝部分显示出下列类型缺陷应判为不合格;1.1.1 任何显示特征如裂纹或未熔合或未焊透;1.1.2 任何条状夹渣长度大于;(a) t<3/4英寸(19mm)时,为1/4英寸(6mm)(b) t>3/4英寸(19mm)~2.25英寸(57mm)时,为1/3t(c) t>2.25英寸(57mm)时,为3/4英寸(19mm)t为不包括允许的焊缝的加强层厚度,对有不同厚度的对接焊接头,t为二者厚度较薄者。
如果一全焊透焊缝包括-角焊缝,则该角焊缝的腰高应计入t内。
1.1.3 任何一直线上的夹渣群,在12t的长度内夹渣的总长度大于t者;但相连二者缺陷间的间距超过6L者除外,此处L为该一群内最长缺陷的长度。
ASME(泄漏检测)
ASME锅炉及压力容器规国际性规Ⅴ无损检测2004版泄漏检测前言“ASME 锅炉及压力容器规”是美国机械工程师协会于1911年成立的锅炉及压力容器委员会所制定的,目的在于提供控制设计、制造和检测等质量的有关规则。
这些规则平衡了用户、制造商和检测师的要求,并为锅炉和压力容器在使用中保留了一定的安全裕度,为防止破损和对生命财产安全提供合理可靠的保证。
一、第Ⅴ卷容第Ⅴ卷分为A、B两个分卷。
A分卷无损检测方法第1章通用要求第2章射线照相检测第3章金属铸件的射线照相检测第4章在役检查的超声检测方法第5章材料和制造的超声检测方法第6章液体渗透检测第7章磁粉检测第8章管材制品的涡流检测第9章目视检测第10章泄漏检测第11章纤维—增强环氧树脂容器声发射检测第12章加压试验时金属容器的声发射检测二、第1章通用要求注:通用要求即是对第2章~12章都适用的要求。
T—110 适用围注:本章所包含的无损检测是其它规篇章或参照文件特别提到和要求引用的方法和规要求。
这些无损检测方法是:(1)射线照相检测(2)超声波检测(3)液体渗透检测(4)磁粉检测(5)涡流检测(6)目视检测(7)泄漏检测(8)声发射检测以上这些无损检测方法用于检测的对象是:材料、焊缝和加工零部件的表面和在的瑕疵(或叫缺陷)。
T—120 总则注:从10个方面提出了A(或B)分卷的使用原则和有关规定。
T—130 设备注:规无损检测单位和无损检测人员应负责保证使用本规要求的检验设备。
T—150 规程(a)本规所涉及的无损检验方法在正常情况下对制造过程中遇到的大部分几何形状和材料都是适用的。
(b) 当本《规》的其它篇章要求按本篇章规定进行检验时,制造厂、生产厂或安装厂有责任按规有关卷的要求制定出无损检验规程及人员资格鉴定规程。
(c)当本规的有关篇章提出要求时,所有按本篇进行无损检验都必须按照书面的规程执行。
注:《规》是指“ASME 锅炉及压力容器规”。
T—160 校验(a)制造厂、制造商、安装单位应保证所有设备按A分卷和/或B分卷要求进行校验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME RT 检验规程
对于带余高焊缝,像质计选择依据标 称单壁厚度加余高高度。像质计选择时 不应考虑衬环或衬垫的厚度。 ◇◇◇ 没有余高的焊缝,像质计选择依据标 称单壁厚度。像质计选择时不应考虑衬 环和衬垫的厚度。
◇◇
ASME RT 检验规程
像质计的使用 ◇ 对于异种钢焊缝或异种填充金属的焊缝 ,当 焊缝金属属于同一合金组或级别,但具有与母 材不同的辐射衰减时,像质计的材料应按焊缝 金属选择。 ◇◇ 除上述所述情况外,像质计应放在射源侧, 板孔型像质计可以放在焊缝旁边或放在焊缝上, 线型像质计应放在焊缝上,线的长度方向应与 焊缝长度方向垂直。如图5.8所示。
ASME RT 检验规程
X射线机
制造厂 令号 工件编号 焊缝种类 返修次数 0 HBC 1152028 Z--203 L(G) RI 1
识别标记 IQI
950920
B
T25
51
B标记
日期
B标记Markers 厚度 定位标记
操作者
ASME RT 检验规程
●识别标记 每张底片上应该显示的识别标记,字母或数字 用铅字制做,其高度略大于像质计的识别号码; 可将这些字母或数字做成一个铅字牌,用两块 ● 磁铁将它固定在被检工件上。底片上的这些标 记,应是永久性的。如合同号、零件号、焊缝 或焊缝接头号或部件号、制造厂的标记符号或 名称、产品规格、操作者、照相日期、返修次 数。
最大Ug 0.50 0.76 1.02 1.8
注:材料厚度是指IQI放臵处的厚度。
ASME RT 检验规程
在底片上以影像形式出现的定位标记应按下列 要求放臵: 射源侧 对于下列工件进行射线照相时,定位 标记应放在射源侧: (a) 平板部件、圆柱形、圆锥形部件的纵 向焊缝; (b) 焦距小于半径,射源在内胶片在外的 环向焊缝; (c) 胶片在内射源在外的环向焊缝。
ASME RT 检验规程
d) 对于无法进行两次互成 90°曝光的焊 缝,例如成屏后管子对接缝及其它类似 情况,也可采用一个方向椭圆曝光。
ASME RT 检验规程
●射线能量的选择 对任何一种照相方法所采用的射线能量应达 到本规程对底片IQI及黑度的要求。 ● 几何不清晰度 ▲射线照相的几何不清晰度由下式决定: Fd Ug=— D 其中: Ug=几何不清晰度 F =射源尺寸:射线源的最大投影尺寸,mm
ASME RT 检验规程
别标记应至少包括以下内容 : 检验单位、 日期、工件编号、焊缝编号,应用不容 易混淆的方式记录在底片上。返修底片 应用“R”字母来表示,其后的数字代表 返修次数。所有标记应离焊缝边缘至少 5mm,且不得遮挡被检区。
ASME RT 检验规程
“B”标记 ◇ 每次曝光时,所有暗盒背部必须贴附 一个铅字母“ B” ,用以确定背部散射 线是否防护不良。 像质计的选择 ◇ 要求选择的像质计或线径见表。在其它 照相要求满足的情况下,小孔大厚度或 大孔小厚度的板孔像质计均可使用。
ASME RT 检验规程
●表面制备 ■应采用适当的方法消除内壁 (可靠近时) 和外 壁的焊波或焊缝表面的高低不平,直至它们在 射线底片上形成的影像不致于遮蔽任何缺陷的 影像,或是与它们相混淆。 ■所有对接焊缝表面施焊完工后可以加工到与 母材齐平,或是有适当而均匀的突起,但其余 高应符合相关标准规定的要求。
ASME RT 检验规程
8mm
13mm
1.6mm
ASME RT 检验规程
■“B”标记 应采用如图所示尺寸的“ B” 铅字标记来检查背 部散射。 ■ 背散射:将铅字“B”在曝光时贴到每个胶片暗 盒的背面,以测定背散射是否到达胶片。 铅字“ B” 的尺寸高度不小于 12.7mm ,厚 度不小于1.6mm。 当“ B”的淡色影像出现在背景较黑的射线 照片上,即表示背散射的防护不够充分,该射 线底片应当认为是不合格的。当“B”的黑影像 出现在较淡的背景上,则不得作为底片质量不
ASME RT 检验规程
●检验 ■射线照相技术 当只要可以实施,就应当采用单壁透照 技术。一般应将射线中心束对准并垂直 于被检区域中心。当要发现特殊缺陷时, Ⅲ 级人员可制定临时工艺卡,确定透照 方向。
ASME RT 检验规程
■当单壁透照技术无法实施时,可采用以 下双壁透照技术。 ■ 双壁单影 —— 当要求环缝全部检验时, 应至少互成120°三次曝光。 ■ 双 壁 双 影 —— 对 于 外 径小 于或等 于 89mm 的管子焊缝,可采用双壁双影成像 技术。射线源至焊缝表面的距离大于等 于600mm。
ASME RT 检验规程
底片黑度
底 片 黑 度
观片方式
单片 重叠
最小黑度
最大黑度
X射线 1.8
γ射线 2.0
4.0 4.0
2.6(1.3**) 2.6(1.3**)
注: * 被检区域任何一点的黑度值,应该保证在像质计黑度值的15%和+30%之内。 ** 双片重叠观察时,单片的最低黑度值为1.3。
ASME RT 检验规程
■当焊缝有余高或带衬环(垫)时,像质计 下面应放臵薄垫片,薄垫片的材质应与 被检工件相同或近似,其尺寸、厚度(ts) 按图3.6确定。
IQI t1 t2 3.2mm ts=t1+t2 t1 t3 IQI 3.2mm
ts=t1+t3
(a) 双面焊
(b) 带 衬 垫 的 单 面焊
ASME RT 检验规程
(6) 在以上 (4)、(5)中,与其它焊缝同时 进行射线照相时 , 其它每条焊缝应放一个 透度计。 (7) 当工件排列成圆周进行射线照相时, 每个工件上至少显示一个透度计。 (8) 为了保证每次记录与以后多次曝光记 录的连续,所有符合(1)~(6)技术要求显 示透度计的影像的射线底片都必须保存。
ASME RT 检验规程
a )采用适当射线偏角,保证椭圆投影中两侧焊 缝的间距约为5~10mm。 当要求整个焊缝全部检验时,应至少互成90° 两次曝光。 b) 也可进行垂直透照,使双壁影像垂叠在一 起,当要求全部检验时,每个接头至少要进行 三次互成60°或120°的曝光。 c) 如果(a)、(b)的最少曝光次数还不能达到射 线照相的覆盖要求,则应增加曝光次数。
ASME RT 检验规程
特殊情况 (1) 对圆柱形容器,射线源位于工件的轴线上 进行一次曝光 , 在以下情况下至少要求采用三 个透度计,彼此相隔成120°左右: (a) 当用一个或多个底片盒对整个圆周 进行射线照相时,或; (b) 当采用一个或多个底片盒对圆周 一段或多段进行射线照相时,最外段端部之间 的跨距范围为
ASME RT 检验规程
■黑度计应最少每隔90天校验一次。 ■需要校验的黑度计应在国家标准的阶梯 片或楔形阶梯比较片上读出最接近 1.0,2.0,3.0及4.0的黑度值。 ■ 假如黑度读数与阶梯检验黑度片上的实 际读数的变化不超过 0.05 ,则该黑度计 验收合格。
ASME RT 检验规程
■周期校验 a 黑度计:在每班工作开始,连续使用 8 小 时,测量光圈改变时,无论上述哪种情 况首先发生,黑度计应进行周期检验验 不等厚材料 焊接而成,则t 为二者较薄者。
ASME RT 检验规程
◇◇◇相邻两缺陷间距不超过6L的任何一组条状夹渣,其累计长
度在12t 焊缝长度内超过t的(其中L为该组缺陷中最长者的长度)。
记录报告及存档 ◇射线检验记录应包括底片评定记录、报告及工 艺卡等。 ◇◇ 上述记录和报告由评定人员填写,报告和记 录中,应有评定、审核等人员的签名。 ◇◇◇ 全部底片以及有关记录报告等应依据法规 有关规定妥善保管。
(b) 当采用一个或多个底片盒对圆周的 一段或多段进行射线检验,最外段之间 跨距范围小于240°时。 (3) 在以上的 (1) 、 (2) 中 , 当与环缝相连 的纵向焊缝与环缝同时进行射线照相检 验时,在离被检环缝接头最远的每条纵 缝端部另放一个透度计。
ASME RT 检验规程
(4) 对于球形容器,当射线源放在工件的中心 用一次曝光时,在以下情况下,至少要求采用三 个透度计,相互间隔120°: (a) 当用一个或多个底片盒对整个圆周 进行射线照相时,或; (b) 当用一个或多个底片盒对圆周一段 或多段进行射线照相时,最外段端部之间的跨 距范围为240°或大于240°,需要增加的胶片 位臵应满足透度计间隔要求。
ASME RT 检验规程
检收标准 (PW—51,UW—51,AI—510) 焊缝底片上具有下列缺陷显示特征的影像应 判为不合格:
◇任何裂纹、未熔合及未焊透; ◇◇超出下述规定的条状显示:
6 mm, 当 t≤19 mm 时; 1/3 t, 当 19<t≤57 mm 时; 19 mm, 当 t>57 mm 时。
ASME RT 检验规程
(5) 对于球形工件,射线源位于工件轴线上进行 一次曝光,在以下情况下,要求至少采用三个透 度计, 两个分别放在射线检验的圆周跨距的两端 ,另一个 放在跨距大致中心位臵: (a) 当仅采用一个底片盒,对圆周范围大于 120°而小于240°的部分进行射线检验时,或; (b) 当采用一个或多个底片盒,对圆周的一 段或多段进行射线检验时,被检部分端部之间的 跨距范围小于240°时。
ASME RT 检验规程
胶片侧 (a) 焦距大于半径,射源在内,胶 片在外的环向焊缝; (b) 当底片复盖宽度超过图 5.4.2所示标 记范围时,可用胶片侧标记代替5.4.1(a) 中的射源侧标记。
ASME RT 检验规程
两侧均可 焦距等于半径的周向曝光,定位标记可 臵于射源侧,也可臵于胶片侧。 对于双壁透照,每张底片至少应在焊缝附 近(或有效检验区段)放臵一个定位标志。 识别标记
ASME RT 检验规程
●1 范围 ● 人员资格 从事本项检验的人员,应按照SNT-TC-1A 推荐实施规程《无损检测人员的 资格评定和 证书》,取得射线检验资格证书。 Ⅰ级人员应服从Ⅱ、Ⅲ级人员的指导监督, Ⅱ级人员应服从Ⅲ级人员的指导监督。