精益物流-PFEP培训(赵新)
A03149 精益物流 PFEP培训

精益物流的目标和价值
目标:提高物 流效率降低物
流成本
价值:提高企 业竞争力降低 企业运营成本
提高客户满意 度增强企业品
牌影响力
提高企业内部 管理水平优化 企业资源配置
PFEP培训介绍
章节副标题
PFEP培训的概念
PFEP是Product nd Process Flow Engineering的缩写意为产品与过程 流程工程。 PFEP培训是一种针对产品制造和过程流程的培训旨在提高生产效率和质量。
精益物流:通过优 化物流流程提高效 率降低成本
PFEP培训:通过 培训提高员工技能 和素质提高工作效 率
协同发展:精益 物流与PFEP培训 相辅相成共同提 高企业竞争力
案例分析:介绍 精益物流与PFEP 培训在企业中的 应用和效果
案例分析
章节副标题
某企业的精益物率降低成本提高产品 质量
PFEP培训包括产品制造流程、工艺流程、质量控制等方面的培训。
PFEP培训的目标是提高员工的技能和素质提高生产效率和产品质量。
PFEP培训的目标和内容
目标:提高物流效率降低成本提高产品质量 内容:包括物流规划、物流管理、物流技术、物流信息化等方面 培训方式:理论与实践相结合包括课堂讲授、案例分析、现场操作等 培训对象:物流管理人员、技术人员、操作人员等
添加 标题
培训效果:物流效率提高20%库存成本降 低15%生产周期缩短10%
案例总结和启示
启示一:培训过程中需要注 重实际操作和理论相结合
案例分析:对培训过程中的 问题进行深入分析
案例背景:03149精益物 流PFEP培训
启示二:培训过程中需要注 重团队协作和沟通
启示三:培训过程中需要注 重持续改进和创新
GMS(经理)
一、填空题:PQS的中文意思是:产品质量标准。
CVIS的中文意思是:整车检验标准IPQS的中文意思是:过程产品质量标准TPQS的中文意思是:临时产品质量标准PQS由CVIS(整车检验标准),IPQS(过程产品质量标准),TPQS(临时产品质量标准)三大部分构成。
冲压车间、车身车间和涂装车间应该用IPQS(过程产品质量标准)来指导生产和检验。
临时性的、有时效限制的产品质量标准是TPQS(临时产品质量标准)。
IRC的中文意思是:独立返修确认。
独立返修确认要求返修工作必须由与返修职能无关的人员来完成。
对重大质量关键特性的下线返修工作,要求独立返修确认时必须填写独立返修确认单,并与整车检验卡一并存档。
1.GMS的中文意思是全球制造系统。
2.GMS的五项原则包括人员参与、标准化、制造质量、缩短制造周期、持续改进。
3.我们的安全目标是零事故。
4.PPE的中文意思是个人劳保用品。
5.员工参与班组工作包括标准化工作、合理化建议、现场改善。
6.公司合理化建议等级分为一般、良好、优秀、特优。
7.团队是指一小群被授权的,为了相同的目标而在共同的任务中互相支持的人。
8.车间内地面上的紧急疏散导向箭头是用红色表示。
9.班前会由班长主持召开。
10.生产现场物品标识中红色表示禁止、危险、隔离、消防等安全信息。
11.SWE的中文意思是模拟工作环境。
12.13.员工岗位柔性评估表是对员工岗位柔性进行管理的一项工具,用于记录员工所掌握的岗位技能总数和符合某个岗位技能要求的员工总数。
14.能量锁定控制是通过采用某种方法、措施或相关程序,将一种或多种可能对员工造成伤害的能源置于安全状态,确保员工能够安全工作的一种控制措施。
15.标准化的目的是减少变化与维持稳定,在此基础上进步与提高。
16.如果缩短或不遵照标准,不良的事故会发生,尤其是安全及质量问题。
17.若你不满意标准,试着改变它,切勿走捷径。
18.工作场地布置原则:一物一位,物归其位。
汽车物流规划之PFEP

Plan For Every Part(PFEP)-- (为每个产品做计划),中文的解释是:对生产过程中每一个零件的详细计划,并注明所有与生产过程相关的信息,这是精益物流系统的一个关键工具。
PFEP这份计划应当包括零件号、零件尺寸、每天使用的数量、准确的使用位置、准确的存放位置、订单频率、供应商、单位包装规格、从供应商处发货的运输时间、集装箱规格和重量,以及任何其它相关的信息。
关键在于,要准确说明搬运和使用每个零件的所有方面的信息。
要制作这个计划,你需要搜集进入工厂的每个产品的基本信息,例如产品说明、供应商、供应商所在地、用料频率、物料储存地、用料点、集装箱规格以及其他关键数据。
以上PFEP来源百度,汽车物流规划是个很大的科目,包括物流模式规划、仓储布局规划、运作规划等,简单来说主要是模式、人员、场地、设备等规划及计划。
要做这些规划需要很多前提条件,比如商品企划,生产能力等,除了外部的前提条件,更重要的就是物流内部的基础信息,包括,供应商、零件、仓库、生产线、包装等信息。
将这些信息制作成一个信息链,就是我们所说的PFEP。
只有建立完善的PFEP信息计划表,才能为物流规划提供强大的基础数据支持,否则物流规划都是纸上谈兵,不切实际。
举个简单的例子,如果没有完善的零件包装数据(L/W/H),就没法计算货量信息,没有货量信息,就没法测试场地、人员、设备等需求。
那么PFEP具体包括哪些字段信息呢。
个人简单总结下,从供应商至生产线的所有物流信息元素,具体如下:零件信息:1、零件号2、零件中文名称3、属性(国产/进口/内制)4、使用车型5、单车用量供应商信息:1、供应商代码2、供应商名称3、产地4、出货日包装信息:1、包装方式(朔料箱/铁容器/纸箱等)2、托盘尺寸3、包装SNP4、是否可折叠5、 L6、 W7、 G厂外物流信息1、出货省2、出货城市3、距离(公里)4、取送模式5、取货周期(工作天)6、取货日期7、运输周期8、是否进中转库厂内物流信息1、卸货口(卸货车位)2、库区库位3、堆垛层数4、生产线体5、生产工位6、左右7、配送方式(AGV/牵引车/叉车...)8、配送工位(分拣区/工位)9、上线方式(KIT/排序/批量)10、配送距离11、配送批次12、MAX库存13、MIN库存大概包括这些字段,也可以根据实际需要去增减,有了这些基础数据就可以通过建立一些模型及测试方法,就可以为物流规划及方案设计提供数据支撑和依据。
精益物流案例
以四步法实施精益物料搬运系统,带来绩效的飞跃!追求精益转变的公司通常都从单元化生产开始,实现戏剧性和快速的改进。
但是,除非它们替换掉给生产单元供应的传统物料搬运系统,它们收益的持续性或者迈向绩效提升的更高阶段的能力会受到显著制约。
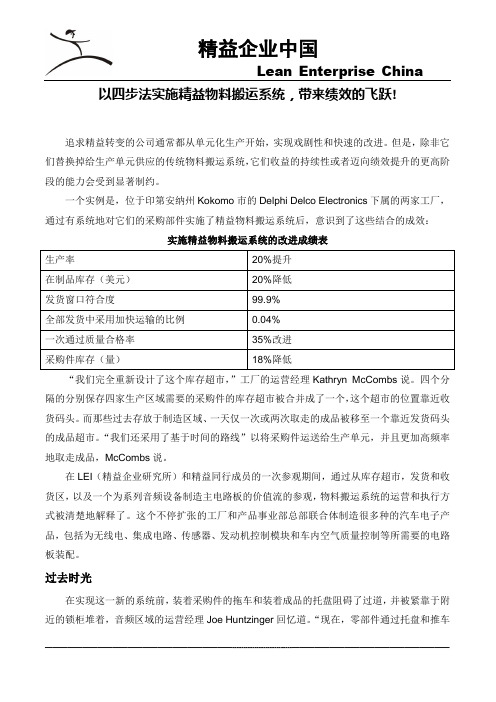
一个实例是,位于印第安纳州Kokomo市的Delphi Delco Electronics下属的两家工厂,通过有系统地对它们的采购部件实施了精益物料搬运系统后,意识到了这些结合的成效:实施精益物料搬运系统的改进成绩表“我们完全重新设计了这个库存超市,”工厂的运营经理Kathryn McCombs说。
四个分隔的分别保存四家生产区域需要的采购件的库存超市被合并成了一个,这个超市的位置靠近收货码头。
而那些过去存放于制造区域、一天仅一次或两次取走的成品被移至一个靠近发货码头的成品超市。
“我们还采用了基于时间的路线”以将采购件运送给生产单元,并且更加高频率地取走成品,McCombs说。
在LEI(精益企业研究所)和精益同行成员的一次参观期间,通过从库存超市,发货和收货区,以及一个为系列音频设备制造主电路板的价值流的参观,物料搬运系统的运营和执行方式被清楚地解释了。
这个不停扩张的工厂和产品事业部总部联合体制造很多种的汽车电子产品,包括为无线电、集成电路、传感器、发动机控制模块和车内空气质量控制等所需要的电路板装配。
过去时光在实现这一新的系统前,装着采购件的拖车和装着成品的托盘阻碍了过道,并被紧靠于附近的锁柜堆着,音频区域的运营经理Joe Huntzinger回忆道。
“现在,零部件通过托盘和推车进入,产成品通过拖车流出,”他说。
“我们仅仅保有未来30到40分钟所需的原材料。
”过道和锁柜区都非常清洁。
“它真地,真地清空了你的生产场地,”Huntzinger指出。
“并且当你使车间清空时,它会使得那些不正常的情况显而易见,缩短了你的反应时间,这时你会真正看到员工们的士气大增。
”从运营管理的观点来看,一个可靠的精益物料搬运系统通过消除混乱和额外的生产线旁的库存而产生出益处。
精益生产词汇
精益生产专业词汇解释A3 Report ||A3报告A-B Control ||A-B控制Act||行动Andon ||信号灯Apparent Efficiency||表面效率Automatic Line Stop ||自动停止生产线Batch and Queue ||批量生产Batch and Queue||批量与队列breakthrough kaizen||突破性改善Buffer Stock ||缓冲库存Capital Linearity ||线性化的设备投资Capital Linearity||投资线性化Cell ||生产单元Chaku-Chaku ||一步接一步Change Agent ||实施改变的领导者Changeover ||换模Check||检查Chief Engineer ||总工程师Continuous Flow||连续流Cross-dock||交叉货仓Cycle Time ||周期时间Demand Amplification||需求扩大Design-In ||共同设计Do||实施Downtime ||停工期Effective Machine Cycle Time||有效机器周期时间Efficiency ||效率EPEx||生产批次频率Error-Proofing||预防差错Every Product Every Interval ||EPEx ||生产批次频率Fill-Up System ||填补系统Finished Goods||成品First In, First Out ||FIFO ||先进先出Five Whys ||五个“为什么”Fixed-Position Stop System ||固定工位来停止生产Fixed-Position Stop System||固定位置停止系统Flow Production ||流水线生产Four Ms ||四MGemba||现场Greenfield ||新建工厂Heijunka ||均衡化Heijunka Box||生产均衡柜Heijunka||均衡化Inspection||检查Inventory ||库存Inventory Turns ||库存周转率Jidoka ||自动化Jishuken||自主研修JIT||及时生产job breakdown||任务细分书job element||工作要点书Just-In-Time||及时生产Kaikaku ||突破性改善Kaizen ||改善Kaizen Workshop ||改善研习会Kaizen||改善Kanban ||看板Labor Linearity||人力线性化Lean Enterprise ||精益企业Lean Logistics ||精益物流Lean Production ||精益生产Local Efficiency||局部效率Machine Cycle Time||机器周期时间Mass Production||大规模制造Material Flow||材料流Material Flow||物料流Mixed Supermarket and Sequential Pull System||库存超市与顺序拉动混合系统Monuments||大型装备Muda||浪费Multi-Process Handling||多工序操作Non Value-Creating ||非增值Non Value-Creating Time||非增值时间One-Piece Flow||单件流。
PFEP:为每个零部件作计划

PFEP:为每个零件作计划德国弗劳恩霍夫物流研究院 北京帝欧物流科技有限公司 2009年5月第1页PFEP的主要工作内容PFEP的主要工作内容包括:• • • • • • • 物流流程规划 定义零件属性,包括保证类型,零件类别,订货批量,订货前置期, 接收方式 存储区域的布局规划 从零件存储点到工位的上线方式 非正常物料的处理流程与方式 料箱回收与清洗流程规划 定义物料运输包装、运输工具、货架、,可回收包装以及其他需要的 装备,例如RFID与条形码2为何需要PFEP通过PFEP能促成准确可控存货清单减少,也是精益物流系统持续改进的基础。
这 是建立精益物流系统的第一步,因为在其它步骤里面也需要用到这些数据,例如 建立零部件供应市场、建立需求信号。
物料供应计划(为每一个零件); 妥善定位和管理零部件供应的超市; 严格的物料配送路线,标准的物料配送流程; 信号拉动,紧密联系本工位的连续物料流,以进行零部件的供应。
3为何需要PFEP认真规划好PFEP,并收集相关信息加以管理,可以开展以下工作: 开始创建一个精益的材料搬运系统,并规划购买零部件市场、运输路线、库存 拉动的信号。
收集存储当前所有零件的相关资料,安放在一个合理的位置。
利用不同的分类 标准(如包装的尺寸、供应商的位置、用途),对零件的有关数据进行分类。
针对运作中出现的有关零件和供应商的问题做出快速的反应。
将精益材料搬运系统运用到生产线之间的物料流动中。
4PFEP原则Supplier Transportation Goods receiving / Calling MaterialWorkplace supply WarehouseTransportation Goods receiving / Calling MaterialWorkplace supply WarehouseGoods receiving / Calling MaterialWorkplace supply WarehouseCalling MaterialWorkplace supplyMaterialWorkplace supplyWorkplace所有物料的流程包括从供应商到工位的全过程。
为每个产品做计划(PLANFOREVERYPART,PFEP)或称为为每个零件做计划

为每个产品做计划(Plan For Every Part,PFEP)或称为为每个零件做计划什么是为每个产品做计划为每个产品做计划(Plan For Every Part)是指对生产过程中每一个零件的详细计划,并注明所有与生产过程相关的信息,这是丰田生产系统的一个关键工具。
为每个产品做计划的内容这份计划应当包括零件号,零件尺寸,每天使用的数量,准确的使用位置,准确的存放位置,订单频率,供应商,单位包装规格,从供应商处发货的运输时间,集装箱规格和重量,以及任何其它相关的信息。
关键在于要准确的说明搬运和使用每个零件的所有方面的信息。
为每个产品做计划的应用精益物流第一步:为每个产品做计划我们说实现精益物流的第一步骤,是为每个产品做计划,也就是通常所说的PFEP。
为什么要作PFEP?它为什么是实现精益物流系统的一个关键工具?我们一般认为:通过PFEP能促成准确可控存货清单减少,也是精益物流系统持续改进的基础。
这是建立精益物流系统的第一步,因为你在其它步骤里面也需要用到这些数据,例如建立零部件供应市场、建立需求信号。
要制作这个计划,你需要搜集进入工厂的每个产品的基本信息,例如产品说明、供应商、供应商所在地、用料频率、物料储存地、用料点、集装箱规格以及其他关键数据。
这是PFEP的价值所在。
反过来说,如果没有PFEP,制造企业会发生什么?随着越来越多地了解价值流和连续流生产单元,制造企业的物流经理正在连续流动的流水线生产领域取得进展,但很多企业都难以维持稳定的生产。
这个问题往往在于缺乏一个零部件供应的精益物料供应系统,以支持连续的生产单元。
通常,制造企业都在高效地控制自己的生产单元,但他们仍然受大规模的生产与大批量零部件供给的影响。
他们缺乏的关键要素,是一个为零部件供应的门到门的精益物料供应系统:∙一项物料供应计划(为每一个零件);∙妥善定位和管理零部件供应的超市;∙严格的物料配送路线,标准的物料配送流程;∙信号拉动,紧密联系本工位的连续物料流,以进行零部件的供应。
99种精益生产术语 工具解释培训资料

Batch and Queue (批量生产)
一种生产方法,指不考虑实际的需求,而大批量的生产,导致半产品堆积在下一个 生产工序,造成大量库存(包括在制品与成品)。 参见:Continuous Flow(连续流),Lean Production(精益生产),Overproduction (过量生产), Push Production(推动生产)
Automatic Line Stop (自动停止生产线)
出现任何生产问题或质量缺陷的时候都会自动停止生产。 对于自动生产线而言,这通常包括安装传感器及相应开关,用来探测异常情况, 并且自动停止生产线。对于非自动生产线而言,通常设置一个固定工位,用来 停止生产线的运转。如果无法在生产周期中解决问题,这个工位的操作员可以 在周期结束的时候,通过绳子或是按钮来停止生产。 这个例子解释了自动化(Jidoka)的精益原 则,它能够防止缺陷进入到下一个生产工序, 并且能够避免制造出一系列的缺陷产品。与 之形成对比的是,有些大批量的生产厂家, 即便是发现缺陷重复出现,不得不返工时, 仍维持生产线的运转,为了是获得较高的设 备利用率。 参见:Error-proofing (差错预防),FixedPosition Stop System(固定工位停止系统), Jidoka(自动化)。
A-B Control (A-B控制)
一种控制两台机器或是两个工位 之间生产关系的方法,用于避免 过量生产,确保资源的平衡使用。 图示中,除非满足下面三个条件, 否则任何一台机器或是传送带都 不准运行:A机器已装满零件;传 送带上有标准数量的在制品(本 例中为一件);B机器上没有零件。 只有当这三个条件都满足的时候, 才可以进行一个生产周期,然后 等再次满足这些条件时,再进行 下一个周期。 参见:Inventory(库存), Overproduction(过量生产)
精益物流与流程优化培训
精益物流与流程优化培训本次培训介绍本次培训的主题为“精益物流与流程优化”,旨在帮助参与者深入理解精益理念在物流和流程优化中的应用,提升企业的运营效率和竞争力。
培训内容涵盖了精益物流的基本概念、核心原则、常用工具和技术,以及如何通过流程优化来提升工作效率和质量。
培训的开头部分,我们通过案例分析和理论知识讲解,让参与者对精益物流有了全面的认识。
我们深入探讨了精益物流的核心原则,如价值、价值流、流动、 pull 和 perfection,并通过实际案例展示了这些原则如何在企业中得以实施。
我们还介绍了精益物流中的常用工具和技术,如 5S、Kaizen、 Kanban 等,并解释了如何运用这些工具和技术来优化物流流程。
在培训的中间部分,我们重点讲解了流程优化的重要性,并介绍了流程优化的方法和技巧。
我们通过案例分析和实操练习,让参与者学习了如何通过流程图、流程分析、流程重组等方法来识别和消除流程中的浪费,提升流程的效率和效果。
我们还讲解了如何通过流程标准化、流程监控等手段来确保流程的持续优化和稳定性。
在培训的最后部分,我们结合前面的内容,进行了案例分析和实操练习,让参与者将所学知识和技巧应用到实际工作中。
我们鼓励参与者积极提问和分享经验,以促进知识的交流和经验的传承。
通过本次培训,参与者不仅学习了精益物流的基本概念和理论,还掌握了流程优化的方法和技巧。
他们能够通过应用所学知识和技巧,提升企业的物流效率和运营质量,从而提升企业的竞争力和盈利能力。
以下是本次培训的主要内容一、培训背景随着全球化和市场竞争的加剧,企业物流和流程优化成为影响企业盈利能力的关键因素。
物流成本的增加和流程效率的降低,将直接影响企业的核心竞争力。
因此,如何运用精益理念,优化物流和流程,成为企业管理中亟待解决的问题。
二、培训目的本次培训旨在帮助企业管理人员深入理解精益物流的理念,掌握流程优化的方法和技巧,提升企业的物流效率和运营质量,从而提升企业的竞争力和盈利能力。
基于PFEP的发动机厂厂内物流规划
基于PFEP的发动机厂厂内物流规划作者:翁卫兵,杨广君来源:《物流科技》2010年第10期摘要:精益制造和拉动式生产系统越来越受到制造型企业,特别是装配企业的重视。
作者以一个发动机厂的厂内物流规划为基础,阐述了如何将PFEP理论应用于厂内物流规划的过程中,以更好地将精益制造思想和拉动式原则成功应用于在发动机厂延伸到供应商和客户的整体物流流程。
关键词:物流规划;精益物流;PFEP;厂内物流;发动机厂;总装线中图分类号:F273 文献标识码:AAbstract: For application of the lean production theory and pull principle in assembly plants and considering the holistic logistics process including its suppliers and customers a PFEP-oriented in-plant logistics planning(PLP)method for assembly plants is introduced in this paper. This method has been used for the in-plant logistics planning of one engine plant and shows that PLP method is an efficient planning method for the in-plant logistics planning for assembly plant.Key words: logistics planning; lean system; PFEP; in-plant logistics; engine plant; assembly line0引言优化的物流流程已经成为许多成功工厂的关键因素,特别是在规划新工厂时是必须要考虑的关键要素之一。
PFEP——精选推荐

PFEP,是Plan for Each Part的缩写。
是供应链过程中精细化管理物料的一种方法。
有朋友会问,我们需要为什么需要为每一个物料进行计划,我们究竟计划些什么?这里我们做一个介绍。
PFEP是一个中央管控的数据库。
通过这个数据库,物料管理人员可以很容易的查询到每一个物料号是如何被采购、接收、包装、存储以及被配送的使用的地点。
PFEP这份计划应当包括零件号、零件尺寸、每天使用的数量、准确的使用位置、准确的存放位置、订单频率、供应商、单位包装规格、从供应商处发货的运输时间、集装箱规格和重量,以及任何其它相关的信息。
关键在于,要准确说明搬运和使用每个零件的所有方面的信息。
这样一种工具就使得管理者能够全过程的管理物料,而不是被动的进行后续处理。
这个工具除了能够提供可视化程度较高的物料管理过程监控外,它还具有其他十分重要的功能。
这些功能包括帮助管理者精确的管理库存削减行动,并且为企业的物料搬运系统提供了一个可以持续优化的基础。
这是建立精益物流系统的第一步,因为你在其它步骤里面也需要用到这些数据,例如建立零部件供应市场、建立需求信号。
由于PFEP经常被做为精益物流的基础,因此,对于每种物料的信息反映需要全面和准确。
制订PFEP需要明确很多信息,我们通过表格来做列举,帮助大家了解。
表 26-1 PFEP信息要素PFEP的构建思路遵循以下原则:•每个零件“超市”(类似于超市中的货架,进行零件的存储,并且根据规则进行补充)至少需要一个需求源•一个需求源可能是半成品组装线、成品总装线,或者是一个外部客户•在PFEP制作过程中,你需要同时定义“超市”和“需求源”零件超市究竟长的什么样?我们可以用一副图形象的表述:图 26-1 物料“超市”下图对上述三项原则作出进一步的说明。
这里所谓的“超市”,必定指向下游“需求源”。
内部的需求源可能是生产线,而外部的需求源一般是客户。
因为在精益生产的模式下,外部需求源不大可能会是配送中心的库存之类。
精益物流-PFEP培训(赵新)

存储区域内部布局
• 固定零件存储地址及地址码
毛坯待验区
半成品配送区
现场包材配送区
半成品配送区
现场包材配送区 成品出货区
成品出货区
市场营销部
安
成品库房
全
通
道
成品库房 物流办公室 办公室
中间库-爱立信、哈金森外协产品
物流通道
物流通道
包材区-纸质包装箱、
安
托盘、其他盛具等
全
通
道
20 平方米 成品区
成品 存放区
安
成品区
全
通
道 半成品
存放区-
外协
半成品
– 2.1精益包装 – 2.2仓储管理 – 2.3配送管理
• 三、如何实现
二、PFEP的管控内容:
• 当前的研究范围:
分厂/外协
包装
仓储 物料基本信息
配送
分厂/外协
PFEP单一零件规划清单
物料基本信息
存储规范
配送规范
包装规范
序号
件号
名称
类别
仓库位 置
仓库最 大存量
溢出区 地址
地址码
接收区 域
物流路 线
RBS6000产品 投料及返修区
现场改善 节约场地
装备保障室 板焊区
原型样件 铝板库
的物料/目前确 定为厂间物料
安 全 通 道
安 全 通 道
平板PECVD--培训资料

一企业文化尚德使命:为地球为未来充电,让绿色永绕人间。
尚德精神:尚仁厚德,力求至善。
7条价值观:放眼未来。
齐心协力。
永不放弃。
承担责任。
表现卓越。
持续创新。
始终诚信。
二安全1.岗位特气的化学性质及特性氮气N2特性: 无色,不燃气体,微溶于水氨气NH3特性:无色气体有强烈刺鼻、可燃,储存在钢瓶中的液化压缩气体;钢瓶储存温度不高于52℃。
甲硅烷SiH4特性:无色气体、与空气反应会引起窒息气体;暴露在空气中会自燃;钢瓶储存温度不高于52℃四氟化碳CF4四氟化碳的注意事项:它不燃烧,但遇高温,容器内压增大,有开裂和爆炸的危险,禁忌与强氧化剂、易燃或可燃物存放在一起。
应储存于阴凉、通风仓库内,温度不宜超过30C,远离火种、热源。
防止阳光直射。
2.岗位危险因素及防护措施1特气泄漏:及时停止工艺运行,同时关闭特气的手动阀门。
2.微波泄漏:当工艺运行过程中,微波功率大于5mw/cm2应立即停止工艺,在生产中严禁将微波天线拔出,避免微波泄漏和可能的高压电击。
3.烫伤:由于石墨框从腔体中出来时的温度较高,因此拿取时要带好高温手套。
4.设备维护时:换管要等到腔体的温度降下来后方可进行,并且要戴好防护眼镜.口罩.手套.防止碎石英管和SI3N4碎屑划伤或溅射到眼睛里或有害物质吸入体内。
5搬运安全(1).运输硅片时特别要小心,不得混批,并每批清点清楚.(2).运输过程中慢推车辆,避免整盒摔落.(3).从传输带上拿硅片要正确操作,不得马虎大意.(4).搬运至丝网过程中注意双手必须托住底部,并且在托住的同时,要抓紧底部,避免承载盒掉地;二岗位操作1.电池生产流程:装片—制绒—化学清洗—扩散—刻蚀—去PSG—PECVD—丝网印刷—烧结—分类检测—包装2.PECVD工艺原理及目的:1.PECVD的中文名称:等离子增强化学气相沉积2.工艺原理:SiH4和NH3在高温真空状态下,被微波激化成游离状态形成Si3N4氮化硅膜沉积在硅片表面3SiH4 + 4NH3→Si3N4 + 12H2 ↑3.目的:在硅片表面镀上一层深蓝色的减反膜Si3N4膜,减少反射增加太阳光吸收,具有氢钝化作用。
精益物流培训总结doc

精益物流培训总结篇一:中国精益物流发展分析与研究综述中国精益物流发展分析与研究综述一、引言文章以对比我国与外国的物流现状为引子,引出精益物流的观点,进而又对精益物流的相关的概念做了必然的论述。
然后文章又从发展精益物流的必要性、我国精益物流的发展现状、思路等方面谈论了我国为何和怎么样发展精益物流的问题。
最后文章又结合我国的物流发展的状况,提出了我国精益物流发展要遵守的几点原则。
二、精益物流的概念与大体原则精益物流指的是运用精益思想对企业物流活动进行管理,消除生产和供给进程中非增值的浪费,提高客户满意度。
精益思想就是运用多种现代管理方式和手腕。
以社会需求为依据,以充分发挥人的作用为根本,有效配置和合理利用企业资源,最大限度地为企业谋求经济效益的一种新型的经营管理理念。
精益思想的核心就是以愈来愈少的投入、较少的人力、较少的设备、较短的时间和较小的场地创造出尽可能多的价值;同时也愈来愈接近用户,提供他们确实要的东西。
精益物流有五个大体原则,别离是:(1)从客户的角度而不是从企业或职能部门的角度来肯定价值;(2)肯定设计、采购和产品生产的整个价值流中所有的步骤不产生价值的浪费,依照价值流肯定所有必需的步骤和活动;(3)使创造价值的步骤流动起来。
没有中断、迂回、回流、等待和废品,创造增值活动流;(4)及时的创造仅由顾客需求拉动的价值流,通过层层发现,由表及里地消除浪费,从而寻求达到完美的境界;(5)以顾客满意为依据,合理有效的配置和利用企业资源,为企业谋求最大的经济效益与物流服务进程的增值效益。
三、我国应大力发展精益物流对于我国发展精益物流这个问题,文章主要从为何和怎么样两个方面来做了回答。
1.为何?也就是发展精益物流的重要性和必要性。
重要性:引入精益物流思想,有利于我国物流企业改变根放式的管理观念,提高企业的核心竞争力,对我国的物流业将会产生深远的影响。
必要性:精益物流思想符合了现代物流的发展趋势,恰好为我国传统物流业改造提供了一种新的发展思路。
PFEP 博世培训资料-精益物流
Milkrun PoU-Provider
Supermarkt (3.Stufe) (3.Stufe) Supermarkt Point of Use in Liniennähe Liniennähe in (PoU)
by order
z
level 1: warehouse (interface to external supplier) level 2: central supermarket after warehouse (if necessary) level 3: supermarket at line or at point of use
Introduction
Goals of Tool Development
PFEP Tool
Kanban Kanban card card calculation calculation Kanban Kanban card card print print Î Standard Plan for Every Part (PFEP) Î Î Î
Introduction
Functionality PFEP-Tool (1)
Standard Plan for Every Part (PFEP)
Î
Design of part-related data of regarded production system
z
material flows of all parts in the value stream
Layout Layout planning planning
Supermarket Supermarket calculation calculation
精益物流-生产线设计与布局PPT培训课件

安全与环保原则
总结词
在生产线设计与布局中,应遵循安全与环保原则,确保生产过程的安全性和环保 要求。
详细描述
确保生产线设计符合国家和行业安全标准,预防工伤事故。合理规划设备布局, 避免设备之间的干涉和碰撞。同时,采取环保措施,减少生产过程中的废弃物排 放和能源消耗。
04
生产线设计与布局的方法与技 巧
自动化与智能化技术的优势
自动化与智能化技术可以减少人力成本和人为错 误,提高生产效率和产品质量;同时还可以提高 企业的竞争力和市场地位。
05
精益物流在生产线设计与布局 中的应用案例
某汽车制造企业的生产线设计与布局
总结词
优化资源配置,提高生产效率
详细描述
该汽车制造企业通过对生产线进行合理布局,优化资源配置,减少了生产过程中的浪费,提高了生产效率。同时, 采用精益物流管理,实现了生产过程的可视化管理,进一步提高了生产效率。
加强质量管理和监督,建立完善 的质量保证体系,确保产品质量
的稳定性和可靠性。
提升企业竞争力
提高生产效率、降低生产成本、提高产品质量等优势,使企业在市场上更具竞争力。 引入先进的生产技术和设备,提高企业的技术水平和创新能力,提升企业竞争力。
加强企业管理和团队建设,提高企业的组织协调能力和执行力,提升企业竞争力。
某电子制造企业的生产线设计与布局
总结词
降低成本,提高品质
详细描述
该电子制造企业通过引入精益物流理念,对生产线进行了重新设计和布局。新的布局使得生产流程更 加顺畅,降低了生产成本,同时提高了产品质量和生产效率。此外,精益物流管理还使得企业能够更 好地应对市场变化,快速调整生产计划。
某食品加工企业的生产线设计与布局
自动化与智能化技术的应用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模修工段
模修区域
模具修复 存放区
市场营销部 成品库房
待入库成品 存放区
待规划区域
抛丸产品 存放区
毛坯待验区
半成品配送区
现场包材配送区
半成品配送区
现场包材配送区 成品出货区
成品出货区
市场营销部
安
成品库房
全
通
道
成品库房 物流办公室 办公室
中间库-爱立信、哈金森外协产品
11/28
料箱设计面向使用的标准 • 尽量使用普通可回收的料箱。
•尽量不使用一次性(纸板)的料箱。
12/28
2.2 仓储管理
定义: 在零件送到使用地点前指定一个区域 作为固定零件 定置点
目的: 组织和控制库存以满足制造和物流的需要
存储的 PFEP内容
存储规范
仓库位 置
仓库最 大存量
溢出区 地址
地址码
18/28
2.3配送管理
管理规则1:
• 物料存储需有固定的存储地址,便于配送过程快速寻找 物料
• 物料需要有明确的配送位置(明确物料配送的目的地)
明确的仓储 位置及配送
位置
19/28
2.3配送管理
管理规则3:
• 需要明确物料的配送路线,以规范配送行为及合理的调 配配送资源。
20/28
2.3配送管理
– 2.1精益包装 – 2.2仓储管理 – 2.3配送管理
• 三、如何实现
5/28
二、PFEP的管控内容: • 当前的研究范围:
分厂/外协
包装
仓储 物料基本信息
配送
分厂/外协
PFEP单一零件规划清单
物料基本信息
存储规范
配送规范
包装规范
序号
件号
名称
类别
仓库位 置
仓库最 大存量
溢出区 地址
地址码
接收区 域
22/28
目录
• 一、PFEP定义及意义 • 二、PFEP内容
– 2.1精益包装 – 2.2仓储管理 – 2.3配送管理
• 三、如何实现
23/28
精益物流第一期改善内容
PFEP单一零件规划清单
序号
件号
物料基本信息 名称 单位
单重
存储规范
配送规范
包装规范
仓库位 置
仓库最 大存量
溢出区 地址
地址码
接收区 域
• 料箱装料后应是满的。
•料箱里的料至少要达到料箱可用体积的85%。
10/28
料箱设计面向使用的标准 • 可根据料箱的标签识别料箱的内容物
(零件号,描述,数量等)。
•标签至少要包括以下内容:零件号,描述,供应商,制造/运输日前,数量, 仓库存贮位置,仓库接受码头号。老标签要拿走,新标签要易于识别。
17、有确认新包装、现行包装变更和评估现行包装的程序
9/28
料箱设计的盛放数量要求 • 每种零件号都有一种标准包装数量
•装入料箱时,每个零件号都有特定的装箱数,并且是个常数,不会受到 料箱是否是常规包装或是备用包装还是一次性包装的影响(例如,供应商 每次都是按每箱10个零件的数量将零件“A”送到工厂。
及数量
25/28
精益物流第一期改善内容
PFEP单一零件规划清单
序号
件号
物料基本信息 名称 单位
单重
存储规范
配送规范
包装规范
仓库位 置
仓库最 大存量
溢出区 地址
地址码
接收区 域
物流路 线
运输工 具
响应流 程
供应类 型
再包装 地址
包装类 型
包装标 准
单包数 量
是否有 内衬
备注
第三步:
• 确定各区域物料的物流路 线
管理规则3:
• 根据生产计划及生产消耗量来确定配送物料及频次。
A:50/次-2次 B:200/次-1次
A:100 B:200
21/28
2.3配送管理
其他规则:
• 有物料缺料的紧急响应流程,如:物料暗灯系统等。 • 物流通道保持通畅 • 尽量短的配送距离 • 设计合理的配送工具进行配送 • 使用拉动信号来配送物料
物流通道
物流通道
包材区-纸质包装箱、
安
托盘、其他盛具等
全
通
道
20 平方米 成品区
成品 存放区
安
成品区
全
通
道 半成品
存放区-
外协
半成品
80 平方米
成品发货区
24/28
精益物流第一期改善内容
PFEP单一零件规划清单
序号
件号
物料基本信息 名称 单位
单重
存储规范
配送规范
包装规范
仓库位 置
仓库最 大存量
溢出区 地址
物流路 线
运输工 具
响应流 程
供应类 型
再包装 地址
包装类 型
包装标 准
单包数 量
是否有 内衬
备注
6/28
2.1 精益包装
精益包装定义: 对每一种零件,设计适当的包装方式及包装
数量以在运输、存放和交付过程中以能低成本、高 效率、质量合格的提供零件 。
对应标准包 装文件号
7/28
2.1 精益包装
实施精益包装的意义:
毛坯存放 投料区域
除气机工作区
CHQ产品 毛坯投料区
探伤室 划线室 划线室 三坐标室
原材料存储区域-铝锭存放
品质部综合室
CHQ 半成品存储区
RBS6000产品 投料及返修区
现场改善 节约场地
装备保障室 板焊区
原型样件 铝板库
的物料/目前确 定为厂间物料
安 全 通 道
安 全 通 道
工位器具 存放区
1号厂房 压铸工段
13/28
2.2 仓储管理
内容 1、物料存放区域数量和位置要最优化 2、每一个号码的零件有一个固定的存储地点 3、所有的零件存放地点要目视化标示出来(标记、标签等) 4、目视控制用于确保安全(安全堆放高度),物流,库存控制(最小/最大、 FIFO、溢出)在车间里都受到管理 5、通道的几条原则 6、保持最小/最大数量并有流程管理例外情况(违反最小/最大规则,不符合存贮 规则,溢出等) 7、从接收码头来的物料直接送到存贮区 8、溢出区管理几条原则 9、有工程更改物料、废料、不符物料、包装试验等和垃圾区,并有正确的目视标 识并执行
3、每种零件号都有一种标准包装数量(包括备用和紧急包装)
4、每种零件料箱的尺寸是标准的
5、可根据料箱的标签识别料箱的内容物(零件号,描述,数量等)
6、料箱的设计和选择提倡手工推动料箱或使用上料小车,降低叉车的使用率
7、料箱尺寸应该考虑到卡车和铁路货车空间的利用率及装载的稳定性
8、用手搬运的物料箱最多能放供2小时使用的物料
• 确定物料的配送类型(配 送/领料)
• 分配工具及人员实施配送 • 制定物料紧急响应流程 • 制定配送管理制度并执行 • 填写PFEP文件
26/28
精益物流第一期改善内容
PFEP单一零件规划清单
序号
件号
物料基本信息 名称 单位
单重
存储规范
配送规范
包装规范
仓库位 置
仓库最 大存量
溢出区 地址
地址码
16/28
存储区域内部布局 • 固定零件存储地址及地址码
17/28
2.3 配送管理
定义: 物流室按照特定的方式管理运作既定的物流途径
目的: 针对每一种物料设定规范的配送标准以协调频繁的物 料流动,并达到配送人员、设备、盛具的最大化利用。
配送的 PFEP内容
配送规范
接收区 物流路 运输工 响应流 供应类 再包装 域 线 具 程 型 地址
地址码
接收区 域
物流路 线
运输工 具
响应流 程
供应类 型
再包装 地址
包装类 型
包装标 准
单包数 量
是否有 内衬
备注
第二步:
• 确定各管控物料的存储位 置
• 确定各物料存储位置的最 大存量
• 登记物料到PFEP清单 • 实施搬迁 • 规划各存储区域存放布局 • 编写地址码 • 区域标识
确定各存储位 置存储的物料
14/28
存储点布局规则
存储点布局规则:
存储规范
• 物流路线最优化 • 每一个物料有一个固定的存储点
仓库位 置
仓库最 大存量
溢出区 地址
地址码
• 便于物流室管控
• 有足够的面积来存储物料
15/28
存储区域内部布局
存储区域内部布局原则:
• 每一个号码的零件有一个固定的存储地点 • 所有的零件存放地点要目视化标示出来(标记、标签等) • 目视控制用于确保安全(安全堆放高度),物流,库存控制(最
小/最大、FIFO、溢出)在车间里都受到管理 • 通道:(a)清楚标明存/取料侧;(b)提供顺畅的交通流(单行道还是
双行道);(c)便于拖车和叉车分离;(d)明确区分设备和人行道/受 限空间。 • 保持最小/最大数量并有流程管理例外情况(违反最小/最大规则, 不符合存贮规则,溢出等) • 溢出区:(a) 要最小化和受控;(b) 清楚标识; (c)遵循并保持先进 先出流程。
接收区 域
物流路 线
运输工 具
响应流 程
供应类 型
再包装 地址
包装类 型
包装标 准
单包数 量
是否有 内衬
备注
第四步:
• 调查物流室管控物料的包 装现状
• 输出现有物料包装问题清 单
• 按照标准整改包装 • 逐一更新包装标准PFEP • 制定更新包装的流程及制