三菱伺服电机对应控制软件
伺服上位机配置设置软件(使用说明书)

伺服上位机配置设置软件(使用说明书)伺服上位机配置设置软件V1.0说明书目录一软件介绍 (1)二软件安装 (1)2.1运行环境 (1)2.2安装步骤 (1)三功能介绍 (2)3.1初始界面 (2)3.2参数界面 (6)3.3监控 (10)3.3.1速度图形监控界面 (10)3.3.2位置图形监控界面 (11)3.4辅助功能 (12)3.4.1系统信息界面 (12)3.4.2电机信息界面 (13)3.5系统设置 (14)3.5.1系统设置P06界面 (14)3.5.2采样数据界面 (15)3.5.3凸轮数据界面 (17)3.6帮助 (19)3.6.1驱动器说明书 (19)3.6.2关于 (20)3.7语言切换 (20)3.8退出 (20)一软件介绍伺服上位机配置设置软件是本公司(无锡创正科技有限公司)开发,其作用是方便快捷的操作本公司的伺服驱动器。
本说明书为指导使用者使用“伺服上位机配置设置软件”而编写,希望该手册使他们在使用软件的过程中能起到指导作用。
本手册介绍了如何通过软件对伺服驱动器一些参数的读取和写入以及伺服状态的监控和相关数据的分析。
二软件安装2.1运行环境系统要求:windows7及以上运行环境:NET Framework 3.52.2安装步骤1.伺服上位机配置设置软件安装包,双击setup.exe文件。
2.将会出现以下界面3.安装目录可以根据需要进行更改,建议安装在D盘,按照安装指引一步步进行下去,即可安装完成。
三功能介绍3.1初始界面打开软件后,会出现下面的初始界面,同时它也是主页面。
主界面中的主要对象包括3类:1菜单2工具条3消息提示框各类对象的使用方法介绍如下:1菜单1)图示:菜单的形式如下图所示:2)功能:菜单展示软件的全部功能。
菜单分为主菜单和子菜单,位于屏幕顶端的是主菜单,每一个菜单项具有系统的一大功能,点击某一菜单项可往下拉出另一菜单称为下拉子菜单。
它展示出子功能模块或功能程序。
三菱电机 MELSERVO-J3系列直线伺服放大器 电机 说明书

最大速度 2m/s
持续(额定)推力 50N 75N 100N 150N 225N
L M-U 2 S A 0-2 4 0-□ ( 次级侧: 磁体)
符号 A B
宽度 ( 标称尺寸) 62mm 82mm
符号 240 300 420
长度 ( 标称尺寸) 240mm 300mm 420mm
LM-U2(大推力)系列 LM-U2P2B -4 0 □-□ ( 初级侧: 线圈)
LM-H2P3C-72M-1SS0
MR-J3-350B-RJ004U507
LM-H2P3D-96M-1SS0
MR-J3-500B-RJ004U508
LM-FP2B-06M-1SS0
MR-J3-200B-RJ004U518 (用于自冷型) MR-J3-200B-RJ004U519 (用于液冷型)
LM-FP2D-12M-1SS0 LM-FS20-480-1SS0, LM-FS20-576-1SS0
5 可用于对生态环境友好的清洁场合
清洁程度
等级7 等级6 等级5 等级4
[ 测量结果超过了限制值] 滚珠丝杠 驱动系统 直线伺服系统
0
0.5
1.0
1.5
2.0
速度(m/s)
可用于清洁的环境中。由于取消了滚珠 丝杠传动机构,因此不存在来自润滑油 (脂)污染的问题。
采用了直接驱动,消除了传动装置中的 间隙,因此即使在高速中也能安静平滑 的运行。
LM-F系列
LM-FP4D-24M-1SS0 LM-FP4F-36M-1SS0
LM-FS40-480-1SS0, LM-FS40-576-1SS0
MR-J3-700B-RJ004U526 (用于自冷型) MR-J3-700B-RJ004U527 (用于液冷型) MR-J3-11KB-RJ004U528 (用于自冷型) MR-J3-11KB-RJ004U529 (用于液冷型)
基于三菱PLC的伺服电机控制系统设计

基于三菱PLC的伺服电机控制系统设计作者:胡志刚来源:《价值工程》2017年第05期摘要:设计了一种基于三菱PLC的伺服电机控制系统,详细介绍了该控制系统的电气原理图设计、触摸屏控制界面制作、伺服驱动器的参数设置、PLC的程序设计等。
实践表明,用PLC直接控制伺服电机具有系统结构简单、运行可靠、扩展性强,具有较好的实用价值。
Abstract: The design of a servo motor control system is based on MITSUBISHI PLC, and this paper introduces the electrical principle diagram design, the touch screen control interface making,servo driver parameters, PLC program design. The practice shows that the direct control of the servo motor with PLC has the advantages of simple structure, reliable operation, strong expansibility and good practical value.关键词:三菱PLC;伺服电机控制系统;触摸屏Key words: MITSUBISHI PLC;servo motor control system;touch screen中图分类号:TH138 文献标识码:A 文章编号:1006-4311(2017)05-0080-020 引言随着PLC技术、变频技术和伺服控制技术的迅猛普及和推广,以步进电机和伺服电机为执行元件的定位控制技术在工业生产中得到了越来越广泛的应用。
伺服电机不但能够实现精准的速度控制,而且能够实现精准的角度(位置)控制,具有较强的动态特点[1]。
RS3E motor setup 软件使用说明书M0010843C

2. 连接伺服驱动器 ................................................................................... 2-1 2.1 连接 R-3E MODEL 伺服驱动器........................................................................ 2-1 2.2 连接 R ADVANCED MODEL 伺服驱动器.................................................................. 2-2
三菱PLC软件GX与MX系列软件介绍
监视/测试功能
1 轴监视/轴出错复位 2 OPR 监视 3 X/Y 监视 监视/测试屏幕样例
3 当前进给值 7 轴警告代码 4 当前速度 8 执行定位数据
31
GX Configurator-QP
□□进行各种参数 定位数据的设置, 进行各种参数, 可以对QD75□□进行各种参数,定位数据的设置,监视控制状态并执行运行测试
Web功能 将PLC的状态发EMAIL给手机或计算机 手机,计算机上,可以通过浏览器对软元件进行监控/测试 MELSOFT连接功能 在客户机上,可使用GXExplorer GXExplorer 丰富的运行环境 Windows计算机 PC CPU模块 Web模块 多种用途 通用电话,LAN,局域网 模拟ADSL,光纤,手机
功能及特点
网络确认简单 图形显示网络号,PLC号,数据内容 方便地进行程序的上传/下载 通过拖动进行程序的上传/下载 双击启动GX Developer 通过网络诊断各种故障 丰富的维护功能 可以监控多CPU系统的数据 可以监控多CPU系统的数据 CPU 程序分割显示 时间表 故障诊断,动作分析 MELSEC全系列 Ethernet,MELSECNET/10(H),CC-Link等各种网络兼容 不需要安装GX Developer 配合GX RemoteService-I 使用因特网维护功能
通过错误帮助检查出错内容
系统监控
PLC诊断 PLC诊断
6
GX Developer
结构化程序的编写
■ 对过去冗长的程序进行分割操作,从而更容易理解 ■ 单个CPU中可编写28~124个程序, 可单独下载至PLC ■ 可制作成标准化程序, 在其它同类系统中使用
调试容易
等待执行 定周期执行 低速执行 扫描执行 初始执行 取出 装配 加工 投入 设计者D 设计者C 设计者B 设计者A
三菱伺服电机对应控制软件

另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号;三菱伺服软件调试一、软件基本设置1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定;2、点站号设定:选00站;3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”;4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”;注意:有好的参数伺服要停电后5S再启;三、软件调试运行功能点动运行、定位运行、无电机运行、程序运行1、试运行1、点动运行操作试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可;2、定位运行操作试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可;3、程序运行操作试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下:TIMS3:运行程序3次;SPN1000:进给转速1000r/min;STC500:伺服到达额定转速时间500ms;MOV100000:正转给移动脉冲距离100000PULES;TIM3 :等待下一步操作时间3秒;SPN1000:进给转速1000r/min;STC500 :伺服到达额定转速时间500ms;MOV-100000 :正转给移动脉冲距离100000PULES;STOP:停止;按“确定”——反悔程序运行界面——点“启动”这时电机按你编制的程序要求运行; B系列不需要通过软件设置,定位模块会把参数写入到伺服控制器中;。
PLC用PLSY指令控制伺服电机

PLC利用PLSY指令控制伺服电机这段程序其实有个缺点:当工作台移动的时候,屏幕上的工作实际位置值(D202)并没有随着工作台的移动而改变,它只是在工作台移动完成后才变为实际位置值。
好比现在工作台的实际位置为200,要求位置是300,当工作台移动的时候,实际值(200)并没有随着工作台的移动而201,202……的增加,而是工作台移动到300的位置后直接变为300,因此这段程序不能实时的反映工作台的移动情况。
为了克服这种情况,将程序做了部分的修改,更新如下:D200:人机界面输入的工件要求位置D202:工件的实际位置D204:工件的实际位置(做转换用)D206:实际位置变化值程序如下:LDD> D200 D202OUT M10DSUBP D200 D202 D204 ;将差值送到D204SET Y2 ;如果设定值大于实际值则正转LDD<= D200 D202OUT M11DSUBP D202 D200 D204 ;将差值送到D204RST Y2 ;如果设定值小于实际值则反转LD M10OR M11 ;设定值与实际值不等PLS M0ANI M0DPLSY K1000 K0 Y0 ;以1000赫兹的频率不间断输出脉冲DDIV D8140 K80 D206 ;脉冲数折算成毫米LD M0MOV D202 D204 ;实际位置值送到D204LD M10ADD D204 D206 D202 ;增加的毫米数实时传到D202(工作台实际位置)LD M11SUB D204 D206 D202 ;减少的毫米数实时传到D202(工作台实际位置)LD M8029DMOV K0 D8140 ;脉冲输出完成后给脉冲计数器清零END。
J4伺服设置软件手册

第3章 故障对策
3- 1~3- 2
-1-
1.概要
MELSERVO
第1章 概要
1.1 规格
MR Configurator2使用伺服放大器的通信功能,通过个人计算机可进行参数更改、图表 显示,通过简单语言可进行程序运行和测试运行。
连接伺服放大器时
项目 通信路径 参数 定位数据 监视
诊断
测试运行
调整 工具
概要melservo通过简单运动控制时mrj4bmrj4brj010mrj3bmrj3brj006mrj3brj004mrj3brj080wmrmt1200sscnetsscnethcclinkiefield参数设置放大器轴名称设置参数转换器点设置一览表程序批量显示输入输出监视显示图表abs数据显示报警显示发生报警时的数据显示驱动记录器不旋转的原因显示系统配置显示寿命诊断机械诊断全闭合诊断线性诊断jog运行定位运行无电机运行do强制输出程序运行1步进给测试运行事件信息一键式调整调谐机器分析仪高级增益搜索参数设置范围更新机械单位换算设置6777771234调整工具测试运行参数监视诊断通信路径定位数据伺服放大器项目1仅在运行模式为全闭合控制时可使用
三菱编程软件GX Works2使用详解
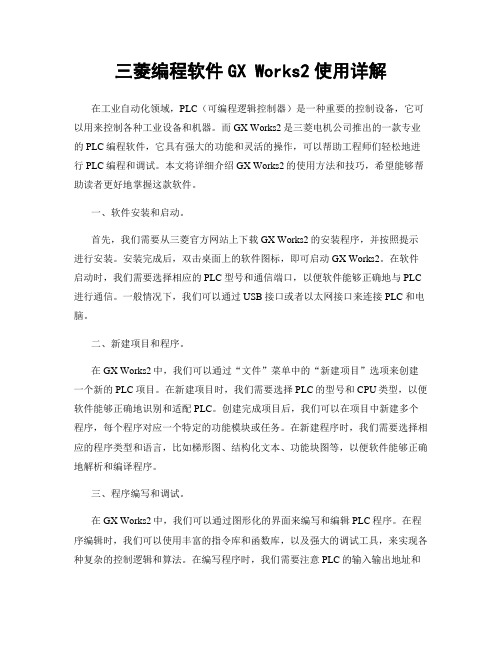
三菱编程软件GX Works2使用详解在工业自动化领域,PLC(可编程逻辑控制器)是一种重要的控制设备,它可以用来控制各种工业设备和机器。
而GX Works2是三菱电机公司推出的一款专业的PLC编程软件,它具有强大的功能和灵活的操作,可以帮助工程师们轻松地进行PLC编程和调试。
本文将详细介绍GX Works2的使用方法和技巧,希望能够帮助读者更好地掌握这款软件。
一、软件安装和启动。
首先,我们需要从三菱官方网站上下载GX Works2的安装程序,并按照提示进行安装。
安装完成后,双击桌面上的软件图标,即可启动GX Works2。
在软件启动时,我们需要选择相应的PLC型号和通信端口,以便软件能够正确地与PLC 进行通信。
一般情况下,我们可以通过USB接口或者以太网接口来连接PLC和电脑。
二、新建项目和程序。
在GX Works2中,我们可以通过“文件”菜单中的“新建项目”选项来创建一个新的PLC项目。
在新建项目时,我们需要选择PLC的型号和CPU类型,以便软件能够正确地识别和适配PLC。
创建完成项目后,我们可以在项目中新建多个程序,每个程序对应一个特定的功能模块或任务。
在新建程序时,我们需要选择相应的程序类型和语言,比如梯形图、结构化文本、功能块图等,以便软件能够正确地解析和编译程序。
三、程序编写和调试。
在GX Works2中,我们可以通过图形化的界面来编写和编辑PLC程序。
在程序编辑时,我们可以使用丰富的指令库和函数库,以及强大的调试工具,来实现各种复杂的控制逻辑和算法。
在编写程序时,我们需要注意PLC的输入输出地址和数据类型,以便程序能够正确地与外部设备和传感器进行通信和数据交换。
同时,我们还需要注意程序的结构和逻辑,以便程序能够正确地实现预期的功能和任务。
在程序编写完成后,我们可以通过GX Works2中的仿真功能来对程序进行调试和验证。
在仿真时,我们可以逐步执行程序,监视程序的运行状态和变量数值,以便及时发现和排查程序中的错误和问题。
三菱PLC控制伺服电机得编程实例

三菱PLC控制伺服电机得编程实例触摸屏给定转速后电机一直转而且还是伺服电机,如何实现可以从一下两个方案做参考,伺服电机的控制模式1:位置模式,2速度模式。
1、位置模式这个伺服电机常用的控制模式,应用于精密定位的场合,例如产业机械,具有方向性的指令脉冲输入可经由外界来的脉冲来操纵电机的转动角度,驱动器接受位置指令,控制电机至目标位置。
说到这里就必须说下三菱plc控制伺服电机的几个运动控制指令,根据你的问题,你可以采用PLSY,PLSV这两个指令,PLSY是脉冲输出指令,以设定频率发送特定的脉冲数量,想要实现一直转就是速度调节,这时候你把指令中的脉冲数量改为0就变成了发送无限脉冲,也就是速度模式了。
例如DPLSY K1000 K0 Y0,这时候伺服电机就以1000频率的脉冲运转了。
还有一种就是PLSV可变速脉冲输出,比如PLSV K1000 Y0 Y1,同样也能实现上述功能。
2、速度模式速度控制模式是驱动器接受速度指令,控制电机至目标转速,应用于精密控速的场合,例如 CNC 加工机等。
它的变频器的调速差不多,可采用模拟量控制、多段速度、通讯控制等。
以上两个模式都可实现在触摸屏输出给定转速指令,然后电机一直转的功能,看你使用的场合。
配合三菱PLC你需要了解伺服电机编码器的分辨率,设置好电子齿轮比;模拟量控制你要知道伺服电机的转速与模拟信号对应的关系。
下面举例说明:1采用位置模式假设编码器分辨率是160000p/r,就是转一圈又16万个脉冲,电子齿轮比是160,也就是说你发送1000个脉冲电机就转一圈,现在想实现电机1000r/min,换算成脉冲就是16666p/s,一秒发送16666个脉冲,采用PLSV指令,就是PLSV K16666 Y0 Y1即可实现。
2采用速度模式采用-10~10V电压信号控制速度,设置相关参数将-10~10v对应的转速变成为-3000r/min~3000r/min,负号代表方向。
三菱PLC软件GX与MX系列软件介绍
10
GX Simulator
提供了PLC 的仿真调试环境
11
GX Simulator
PLC 仿真和调试实际效果图
12
GX Explorer Ver.2
13
GX Explorer Ver.2
GX Explorer Ver.2 提供了PLC维护必要的功能 提供了PLC维护必要的功能 PLC
14
GX Explorer Ver.2
MELSEC可编程控制器的设定监控工具 MELSEC可编程控制器的设定监控工具
■ ■
MELSEC智能模块的初始设定! 通过简单操作,完成设定,监控,设计及启动,减少大量的编程工作
25
GX Configurator-CC
用于A 系列CC-Link主站模块的CC-Link网络参数设定,无需再编制顺控程序来 设定参数 在软件图形输入屏幕中简单设定
Web功能 将PLC的状态发EMAIL给手机或计算机 手机,计算机上,可以通过浏览器对软元件进行监控/测试 MELSOFT连接功能 在客户机上,可使用GXExplorer GXExplorer 丰富的运行环境 Windows计算机 PC CPU模块 Web模块 多种用途 通用电话,LAN,局域网 模拟ADSL,光纤,手机
预设值 重合输出点设置 功能选择设置 采样/定时设置 环形计数器上限值 环形计数器下限值
监视/测试屏幕
监视 测试
自动刷新设置屏幕
不需要知道地址
高速计数模块 缓存中数据:
1 当前值 2 锁存计数值 3 采样计数值 4 溢出检测 5 其它 30
自动刷新 设定对应的CPU软元件 软元件 设定对应的 CPU软元件
自动刷新设置屏幕 串行通信模块 缓存中数据:
实现三菱PLC触摸屏控制伺服电机完整版

实现三菱P L C触摸屏控制伺服电机HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】实现三菱PLC触摸屏控制伺服电机在plc行业中一直坚持高规格、高性能,得到很多技术人员的青睐,同时,在与伺服电机中也有很好的应用,下面以作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令μs、PCMIX值实现了以倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
干货:三菱FX3U控制伺服的高速脉冲指令,跟我一起做,马上就会

干货:三菱FX3U控制伺服的高速脉冲指令,跟我一起做,马上就会三菱FX3U做为一款入门级PLC,应用很广泛,其实学习PLC就几点,开关量的输入、输出,就是我们平常所说的IO、伺服(或者步进电机)的控制、Modbus通信、模拟量输入输出,掌握了这些,基本可以做80%的项目了,小编今天主要来和大家说一下伺服电机(或者步进电机)的控制方法。
其实伺服电机就是高级一点的步进,其自带编码器,驱动器功能更加强大,支持位置模式、速度模式和转矩模式三种类型,因为伺服电机可以精确定位,所以通常我们用到的是位置模式。
位置模式需要PLC发送高速脉冲串给伺服驱动器,伺服驱动器再驱动伺服电机按照一定的角度和速度来旋转,从而达到位置控制的模式三菱FX3U这款PLC控制伺服电机有两种方法,一种是高速脉冲模式,一种是定位模式,其指令是不一样的,同时,FX3U只支持三路高速脉冲的发送,分别是Y0、Y1、Y2,所以最多只能控制三台伺服电机,如果想控制超三台伺服电机,可以选择加装定位模块或者几台PLC组网来实现。
一、高速脉冲模式1、PLSY指令PLSY是高速脉冲输出指令,可以指定Y0、Y1或者Y2发送高速脉冲,其指令格式如下如上图所示,分别是16位高速脉冲输出和32位高速脉冲输出,16位高速脉冲输出可以发送最大频率为32767的数据,而32位高速脉冲输出可以发送最大频率为200,000Hz的脉冲串,各位同学可以根据实际需要进行选择,不过这里小编建议大家养成一个好习惯,就是坚持用32位运算进行程序处理,可以有效防止程序溢出。
熟悉了相关指令,我们看下详细用法。
比如我们想接通M0的同时,让Y0输出频率为10000,数量为25000的脉冲串,那么就这样来写程序其中:频率为每秒钟发送的脉冲数,表示到伺服电机就是速度发送脉冲数即为一共发送多少个脉冲给驱动器,转换到伺服电机就是走过的距离或者角度Y0为输出通道,接线到驱动侧的高速脉冲输入点。
这里M0只要保持接通,就会以当前速度发送25000个脉冲,中间如果M0断开,则停止发送脉冲,再次接通M0则重新发送25000个脉冲直到完成。
PLC触摸屏控制伺服电机程序实例

PLC触摸屏控制伺服电机程序设计摘要:以三菱公司的FX3U-48MT-ES-A作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计。
关键词:PLC; 触摸屏; 伺服电机伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型1.1PLC的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U 晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令0.065 μs、PCMIX值实现了以4.5倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
1.2伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为2.4 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
伺服电机选型软件motorselection使用教程

伺服电机选型软件motorselection使用教程2.安装软件后并打开,运行界面如图3.选择手动(select all components manually)点击OK4.首先我们要选择自己运行的设备。
下面我们所用的设备(实际情况选择)在栏目Rotation---Rotation先择双击Reduct.gear,然后在Rotation--Linear栏目选择双击H ballscrew,最后在Linear--Linear栏目选择双击H linear.5.完成以上设备选择后,我们来对它们设定参数。
点击Reduct.gear,然后出现下面窗口。
6.对Reduct.gear参数设定,第一个为减速比(Reduction ratio),没有减速装置的情况下就设定为1,第二个为传输能效比(trans effieiency),一般设定为100%,第三个为轴惯量(input axis inertia)。
7.点击H linear,出现下面H linear参数设定窗口。
8.对H linear参数进行设置,第一个为负载重量(workpiece mass),跟据实际情况设定,第二个为外部作用力(external load),一般不受外力就设定为0,第三个为摩擦系数(friction coefficient),一般设为0.1。
9.点击H ballscrewr出现下面H ballscrew的参数设定窗口。
10.第一个为丝矩(serew pitch),第二个为滚珠丝杆直径(screw diameter),第三个为滚珠丝杆长度(serew length),第四个为滚珠丝杆能效比(rtanster efficiency),第五个为工作台重量(tabel mass),最后一个是摩擦系数(friction coefficient)。
11.点击窗口小梯形图标(如上图标识处),弹出Trapezoidal Patterm窗口12.Operating time 为操作时间,Operating distance为操作距离,设定两者的数值,然后下面选择Accel/decel time(加速时间)。
三菱 EZMotion-NC E60 PLC开发软件 手册

目 录
1. 2. 说 明 ........................................................... 1 系统构成 ........................................................ 2.1 开发环境配置 ................................................ 2.2 软件配置 .................................................... 2.3 操作环境 .................................................... 2.4 用户 PLC(梯形图程序)开发步骤 ................................ 2 2 3 4 5
ቤተ መጻሕፍቲ ባይዱ警告
如果操作错误,使用者可能遭受致命事故或严重伤害。
小心
如果操作错误,使用者可能会遭受身体伤害,或可能会造成物质损失。
注意,即使划分为“ 小心 ”级别的事项,根据情况也可能会导致严重后果。在任何 情况下,都叙述了必须始终遵守的重要信息。
危险
本手册中不适用。
警告
本手册中不适用。
小心
1. 与产品和手册有关的事项 对于在本手册中描述为“限制”或“可使用状态”的项目,机器制造商发布的说明手 册优先于本手册。 本手册中已经尽量完整叙述了本机器的特殊操作内容,但没有叙述的那些项目必须理 解为“不可用”。 本手册是以已添加了所有选项功能的假设为前提的。在开始使用前,请参考机器制造 商发布的技术规格。 关于各种机器工具的详细情况,请参考各种机器制造商所发布的说明手册。 有些屏幕(显示)和功能可能因 NC 系统或其版本的不同而有所不同, 有些功能可能是没 有的(不可用的)。在使用之前,请先确认其技术规格。 2. 启动和维护的预防措施 在开始程序修改、强制输出、RUN(运行)、STOP(停止)或运行期间的类似操作之前, 先仔细阅读本手册,并确保充分安全。否则会因操作错误而导致机器损坏或事故。
伺服设置软件(MRZJW3-SETUP151E)的使用
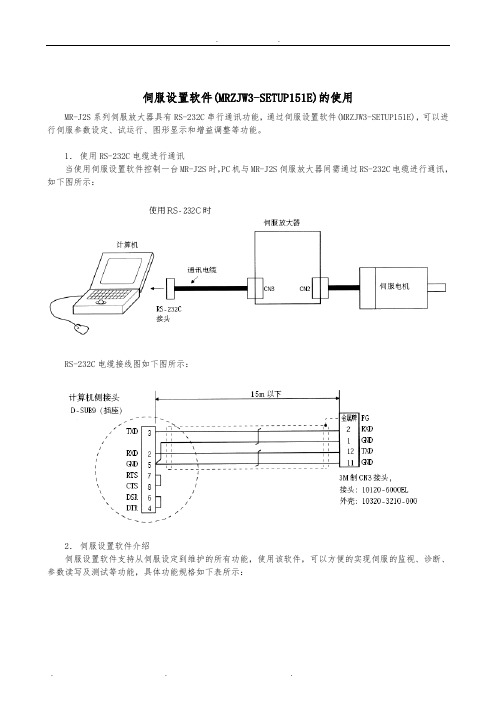
伺服设置软件(MRZJW3-SETUP151E)的使用MR-J2S系列伺服放大器具有RS-232C串行通讯功能,通过伺服设置软件(MRZJW3-SETUP151E),可以进行伺服参数设定、试运行、图形显示和增益调整等功能。
1.使用RS-232C电缆进行通讯当使用伺服设置软件控制一台MR-J2S时,PC机与MR-J2S伺服放大器间需通过RS-232C电缆进行通讯,如下图所示:RS-232C电缆接线图如下图所示:2.伺服设置软件介绍伺服设置软件支持从伺服设定到维护的所有功能,使用该软件,可以方便的实现伺服的监视、诊断、参数读写及测试等功能,具体功能规格如下表所示:3.伺服设置软件的使用以下按现场使用的步骤介绍伺服设置软件的使用:(1)系统设定连接PC与伺服放大器间的RS-232C电缆,打开伺服设定软件,在System / System Setting中进行伺服系统设定,如下图所示:通过下拉菜单选择伺服放大器类型、RS-232C通讯速率及通讯COM口。
在S0004现场进行测试时,9600bps以外的通讯速率不能成功。
(2)通讯检查打开软件Monitor/Display all菜单,如通讯正常,则显示Amplifier Data Display窗口,显示连接伺服信息;如果通讯失败,则显示如下错误提示:出现通讯错误则按提示进行检查,排除错误原因。
通常主要为波特率、通讯口及电缆问题导致通讯失败。
(3)参数设定打开Parameter/Parameters list菜单,如下图所示:在此窗口可以进行伺服参数的读、写、修改、保存等操作,伺服参数容见伺服设定软件帮助“PARAMETER LIST”。
注意:●伺服设定软件帮助“PARAMETER LIST”所列带*参数修改后写入伺服放大器,需对伺服断电一次,再次上电时参数有效。
●伺服放大器站号设定为F。
(4)试运行★注意:试运行开始时伺服电机不连接机械装置!测试正常后再连接机械部分试运行!使用伺服软件对伺服进行试运行,试运行有下列几种方式:●Jog mode点动运行,本模式用来实现点动运行。
三菱QD70P4定位模块控制伺服电机实例讲解

三菱QD70P4定位模块控制伺服电机实例讲解前阵子刚好改造了一台设备,有用到一台三菱伺服,因为是Q系列的PLC,控制方面仅需要简单的定位功能就够了,所以选用较便宜的QD70定位模块,而没有使用贵的QD75定位模块,下面就给大家详细介绍下QD70模块的使用和接线编程吧。
下面是旧设备的电柜,很凌乱的感觉,基板上12个卡槽已经用完了,还要再加定位模块就要使用扩展基板了。
如下图,增加了扩展基板安装在侧面,新加一个电源,QD70P4定位模块,和一个CC-LINK主站模块以便扩展IO(原有设备也有CC-LINK模块,不过它是拿来设置用作本地站了,和其他设备通讯用,就不能连接远程IO模块使用)左侧的就是型号为MR-JE-10A的三菱伺服,小功率伺服,右边是一套基恩士的视觉装置。
接线先看伺服,下图是伺服控制器CN1的布局,都是要自己焊接的,看着头大。
下图是需要接线的点,不是很多先看上面的信号20和12脚是接24V,如下解释我这里使用的是脉冲+方向控制方式PP(12)接定位模块的B4是脉冲信号,NP(35)是接定位模块的方向信号B2下面的都是需要接常闭或者直接短接的信号比如EM2(42)是急停信号,LSP(43),LSN(44)未正反极限位,SON(15)是伺服准备好,DCOM(47)是公共端。
然后到定位模块接线其中B1和A1是给模块供电的,不管使用几个轴,都需要接。
可以看到B2是方向信号,B4是脉冲信号,B3为公共端。
PLC和伺服参数配置先是PLC的参数设置,把扩展基板设置一下,扩展了一个3个的基板添加智能模块这里就要选择基板号了,前面参数没设置是没有扩展基板的哦。
设置参数,选择脉冲+方向控制方式,把参数和智能模块参数写入到PLC即可一般先写参数,断电再重启后才能看到对应的智能模块,再写入就好了。
然后使用MR-Configurator 2 配置软件设置一下伺服的参数一般需要设置的是扭矩,齿轮比和脉冲方式,因为PLC定位模块使用的是脉冲+方向,伺服也要设置脉冲+方向。
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释

M1250 原点回归启动按键Y50 定位启动(伺服参数)Y44 轴停止(伺服参数)Y40 PLC准备完成(伺服参数)M1081 电机手动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专用指令T0Plc>T0 Plc> 》》QD75H4 QD75模块的首地址分配位置40K1500 定位指令(伺服参数)K9001 机械原点回归K1 设定值SET Y50 执行电机的输出,需要进行职位处理Y50 原点回归动作进行中(伺服电机的定位启动输出)X50 启动完成信号(伺服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采用维持处理,一直接通)断开条件:M6701 电机发生SERVO ERRORX48 接通(伺服内部参数,报警输出)YA42 ***电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进行复位M1251 原点回归动作进行状态指示灯当原点回归正在进行中时以间隔0.5S的时间闪烁原点回归完成后直接通原点回归完成后一直接通M1290 原点回归的启动开关M1001 原点回归时必须在手动状态下进行M100 原点回归的输出(动作需要进行维持处理)原点回归的断开条件:M101 全部原点回归执行完成M1012 复位按键启动M105 紧急停止开关启动M1055 M1053 M1051 是速度选择的几个按键开关,可以通过TOUCH直接进行设定选择SM400一直处于接通状态,表示JOG的速度选择可以通过开关的任意时间进行设定写入从而改变行设定写入从而改变D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG速度专用指令写入方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号。
三菱伺服软件调试
一、软件基本设置
1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定。
2、点站号设定:选00站。
3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”。
4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”。
注意:有*好的参数伺服要停电后5S再启。
三)、软件调试运行功能(点动运行、定位运行、无电机运行、程序运行)
1、试运行
1)、点动运行操作
试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可。
2)、定位运行操作
试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可。
3)、程序运行操作
试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下:
TIMS(3):运行程序3次;
SPN(1000):进给转速1000r/min;
STC(500):伺服到达额定转速时间500ms;
MOV(100000):正转给移动脉冲距离100000PULES;
TIM(3) :等待下一步操作时间3秒;
SPN(1000):进给转速1000r/min;
STC(500) :伺服到达额定转速时间500ms;
MOV(-100000) :正转给移动脉冲距离100000PULES;
STOP:停止;
按“确定”——反悔程序运行界面——点“启动”这时电机按你编制的程序要求运行。
B系列不需要通过软件设置,定位模块会把参数写入到伺服控制器中。
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注!)。