BGA产品锡膏印刷检查SOP
锡膏印刷品质检验 sop
圖片
錫橋
錫不足
4 檢驗完畢若無印刷不良板,旋開紅色按鈕,若發現不良板須立即通知工程師處理, 不良板按"SMT PCB清洗流程"(CSMT-A16-C)清洗
<注意事項>: 1.針對PCB PAD上無錫膏時須確認以下幾點:
1.1鋼板是否塞孔 1.2鋼板開孔是否根據實際生產機種用貼紙覆蓋 1.3鋼板是否漏開孔 1.4鋼板版本是否正確
使用單位 使用材料
SMT
作業名稱
錫膏印刷 品質檢驗
文件編號
版本
3
發文日期 5倍放大鏡
擬案 防護`安全設備
核准
使用治具、設備
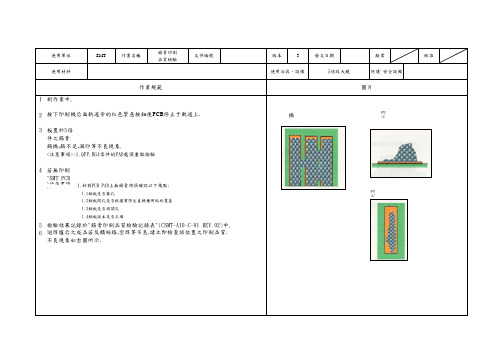
作業規範 1 於錫膏印刷作業中,每隔一小時或換線作業後,連續抽樣印刷完成的PCB 4片。 2 按下印刷機后面軌道旁的紅色緊急按鈕使PCB停止于軌道上. 3 將待檢驗板置於5倍放大鏡下,檢視錫膏印刷是否符合標準印刷品質檢驗標準: 被檢驗零件之錫膏印刷位置須位於焊墊中心區,且為正方形,無狗耳朵塌錫, 錫橋,錫不足,漏印等不良現象.
錫不足
5 檢驗結果記錄於"錫膏印刷品質檢驗記錄表"(CSMT-A10-C-01 REV.02)中. 6 迴焊爐后之成品若反饋短路,空焊等不良.請立即檢查該位置之印刷品質. 不良現象如右圖所示.
【培训教材】SMT锡膏印刷操作规范标准检查培训教材PPT(P36)

拒收(NOT ACCEPTABLE):
1. PAD与锡膏成形没覆盖PAD超过30% 2.依此应为拒收。
印刷漏锡或少锡.焊接后30-50%发生虚焊不良品质.
29
4. 锡膏印刷不良与元件焊接造成不良现象
印刷偏移
过炉后30-50%会发生小元件翘高,立碑
30
印刷连锡和厚锡.
焊接后30-50%会发生连焊不良现象
这小片板印刷连锡不良,该清洁这 小片板;省时省力省资源
×
目的:确保手机按键,金手指过炉后没有锡点的不良
34
2.重印刷锡膏,若锡膏印刷还有不良的采取将该PCB的锡膏全面清洗干净。
×
锡膏清除了用小布浸适量酒精擦洗干净,重印刷锡膏,
35
印刷最佳状态
26
允收(ACCEPTABLE) 1.锡膏轻微偏移未超出PAD25% 2.锡膏成型佳,无崩塌断裂。 3.锡膏量,厚度均匀
4.依此判定为允收
印刷轻微偏移未超出PAD25%
27
拒收(NOT ACCEPTABLE): 1. PAD与锡膏成形偏移超过30%
2.依此应为拒收。
印刷偏移超出PAD25% ,焊接后 5-10%会发生虚焊不良的品质.
若不擦净网底会造成印刷锡膏连锡
16
钢网清洁方法
×
不允许清洗液倒在钢网上,以免清洗 液浸在锡膏上破坏锡膏原有特性,质 量下降;
√
清洁时使用两张白布浸适量清洗液在钢网 的上下面同一位置上擦洗堵塞网孔,注意 不可将其它杂质留在锡膏及钢网上。
17
锡膏回收需搅拌1分钟, 盖好上盖 8小时内使用常温存放 8小时内不使用请冷藏
31
印刷良品的PCB放在静电架子上 待贴装元件
印刷不良品的PCB放在红色不良 区待清洗
锡膏印刷目检作业指导书

YCJ3-09-IPQC-011锡膏印刷目检作业指导书使用设备:
(治工具)■常见不良图示
工站名称:锡膏印刷修改人产品型号:通用无版次:V1.0页数:1/1
◆作业条件
1. 作业者接触PCB须配戴防静电环/防静电手套。
2. 作业员必须经过相关的岗位知识培训。
◆检验标准
参照《IPC-A-610E 》相关要求作为检验标准,当出现有特殊要求或产品签样时以特殊要求或产品签样为准。
◆作业步骤
1. 检验频率:100%
2. 检查者从左向右,从上往下依次检查每个PAD点的锡膏印刷状况:是否有漏印, 印刷偏位,少锡,连锡等现象。
3. 重点检查IC,QFP,BGA等元件的锡膏印刷状况,检查确认是否有少锡,连锡等现象。
4. 目检时应同时检查PCB板的有无锡膏残渣,若有须清洗钢网。
5. 当锡膏与PAD的偏移量大于1/3时视为偏位,当两个PAD上的锡膏间距小于两个PAD的间距的1/3时,视为短路.当锡膏量少于PAD面积75%时视为少锡,如果发现有锡膏印刷偏位, ,少锡,连锡等不良,如连续3PCS时,须擦洗钢网或调整钢网。
6.印刷不良PCB的清洗,具体作业办法见《PCB清洗作业方法》。
YCJ3-09-IPQC-014
7.检查完毕,将检查OK之PCB流入下一工序。
★注意/确认事项
1. 注意PCB流入下一工序的方向与贴片机生产程序要求一。
2. 对清洗过的PCB必须进行重点检查。
3. 拿取PCB时要小心不要碰到边上的锡膏。
修订日期修订内容 拟制: 审核: 批准:制作部门:科技管理部制作日期:。
印刷检验标准

1.锡膏虽成形不佳,但仍足将
2.各点锡膏偏移未超过15%焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
7.焊盘间距为0.65MM
1.各焊盘锡膏印刷均100%覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度测试合乎要求
允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
5.焊盘间距为0.8-1.0MM
1.锡膏无偏移
2.锡膏100%覆盖于焊盘上
3.各焊盘锡膏成良好,无崩塌现象
4.各点锡膏均匀,测试厚度符合要求
标准
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
二极管、电容等(1206以上尺寸物料)
1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排除,以免造成气流使元件偏移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏厚度符合要求
标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%焊盘
SMT(SOP) 通用检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
锡膏印刷检验指导书

锡膏印刷检验指导书一、引言锡膏印刷是电子制造过程中重要的步骤之一,在电路板上涂覆和固化锡膏以实现焊接功能。
由于锡膏印刷的质量直接影响到焊接的可靠性和电子产品的性能,因此,进行锡膏印刷的检验非常重要。
本指导书旨在为电子制造企业提供锡膏印刷检验的详细指导,以确保印刷质量的稳定和一致性。
二、锡膏印刷检验的目的及意义锡膏印刷检验的目的是通过对印刷过程和质量进行全面的检查,确保印刷符合相关的技术要求和标准。
只有通过有效的检验,才能及时发现和纠正潜在的问题,提高印刷质量,增强焊接可靠性,降低不良品率。
三、锡膏印刷检验的内容1. 锡膏的外观检查:包括颜色、光泽度、均匀性等方面的检验,以确保正常的外观特征,避免对印刷品质量的影响。
2. 锡膏的粘度检查:通过测量锡膏的粘度,判断其流动性和可用性,并调整相应的参数以确保印刷的精准度和稳定性。
3. 锡膏的厚度检查:通过使用合适的测量工具,测量锡膏的厚度,确保其符合设计要求,防止过厚或过薄造成的焊接问题。
4. 锡膏的挤出性检查:通过观察锡膏在印刷头的挤出情况,判断锡膏的质量和可用性,并及时调整印刷设备以确保正常的挤出效果。
5. 锡膏的粘附力检查:使用相应的试验方法和工具,检测锡膏在基板上的粘附力,确保其粘附性良好,避免印刷品的脱落和错误焊接。
6. 锡膏的打磨性检查:通过对锡膏打磨性能的检查,避免锡膏在过程中堵塞或损坏印刷头,影响印刷质量。
7. 印刷品的检查:对印刷品的焊盘、引脚等进行全面的目视检查和测量检验,确保其符合设计要求和标准。
8. 锡膏印刷过程的检查:对印刷过程中的各项参数进行检查和记录,包括印刷速度、印刷压力、温度等,以确保印刷质量的稳定性和一致性。
9. 锡膏印刷设备的检查:对印刷设备的各项功能和性能进行检查和维护,确保设备的正常运行和印刷质量的稳定性。
四、锡膏印刷检验的方法和工具1. 目视检查:使用肉眼对印刷品进行外观检查,包括颜色、光泽度、均匀性等方面的评估。
通用检验作业指导书(印锡)

版本工序号1.1 锡膏无偏移1.2 锡膏量.厚度符合要求 1.3 锡膏成型佳.无崩塌断裂 1.4 锡膏覆盖焊盘90%以上2.1 锡膏印刷成形佳 2.2 锡膏印刷无偏移 2.3 锡膏厚度测试符合要求 2.4 如些开孔可以使热气排除, 以免造成气流使无件偏移3.3 焊盘锡膏良好,无崩塌现象名称1量规仪器5pcs/2H2更改标记数量更改单号日 期日 期拟 制审 核标准化批 准1. 每两小时或机种切换、添加新锡膏时对产品进行检验; 3.4 锡膏均匀,测试厚度符合要求共 1 页第 1 页2. 必须对产品进行分布检验,即产品的四角与中心部位;三.注意事项:签 名检 验 器 具规格及精度2. 必须对接触到锡膏或误印刷的产品进行集中专业清洗;检验方式目测不合格品退前道,超良率目标,前道返工。
自检:按技术要求内容检验。
签 名一.技术要求:1. Chip 类元器件锡膏印刷标准:1. 检查时切勿接触到印刷锡膏;内容及要求序号抽样方法在正常光照条件下检验下列内容:二.操作规程:2. 二极管(晶体管)、三极管及电容等(1206以上尺寸物料)锡膏印刷标准:辅助材料设备及工装印板标准允收拒收作业内容及检验规程作 业 前 准 备工序名称印锡检查ESD防护防静电环/手.指套作业时间5Min锡膏量规仪器.放大灯人员3.2 锡膏100%覆盖于焊盘上 ★ 其它标准请参照IPC610三级标准(客户特别要求的接特定要求执行)产品编号作业指导书产 品 名 称文件编号通用印板组合SHGAE WI-PE-001A0标准允收拒收标准允收拒收3. IC类元器件锡膏印刷标准:3.1 锡膏无偏移。
锡膏印刷SOP1

版本頁次制定日期客戶V011/1006.04.18公用1客戶指定要求測試的位置2BGA3CSP4QFP/PLCC5SOIC6R/L/C7.鋼板兩側錫膏回收後須攪拌均勻方可使用8.印刷後的PCB在兩小時內未過迴焊爐的必須清洗錫膏.具體作業方法參照<錫膏管制辦法>核准: 審核: 制表:張莉莉4.使用前檢查錫膏回溫時間是否達到,管控時間是否填寫正確,然後將其放入錫膏攪拌機逕行攪拌.錫膏攪拌參閱<錫膏攪拌機作業指導書>.完成后方可向鋼板上添加錫膏.2.鋼板上的錫膏超過使用期限不可使用,須裝回空錫膏瓶交領班存於冰箱內冷藏.5.錫膏添加初始用量在1/2罐左右,印刷過程中,以少量多次為原則添加錫膏.錫膏高度需要維持在2cm.每30分鐘檢查一次錫膏量.當和其他產線可共用錫膏時.每次開啟一瓶錫膏共用.生產中注意保持錫膏罐開口清潔,不要有錫膏殘留.8.手動擦拭鋼板時須清理印刷區錫膏,再用抹布沾清洗劑在鋼板的底面及上面同時同方向擦試到幹淨為止;然後用風槍自上往下距鋼板1cm高垂直下吹試PAD孔,如有殘留錫膏或塞孔現象再行重複擦拭動作至目視清潔為止.並記錄於<鋼板清潔記錄表>6.將PCB板按印刷方向設置在送板機上,根據印刷機操作規範,正常進入工作狀態,操作中必須將安全門放下關好.不定時的將刮刀及鋼板邊角的殘留錫膏刮回鋼板正中,以免邊角殘留錫膏因印刷時間過久而幹硬不能使用.6.注意鋼板放置方向及PCB進板方向3.清洗鋼板,攪拌錫膏,必須使用印刷專用塑料攪拌刀4.依保養手冊落實機台擦試及保養作業,並記錄於<設備保養記錄表>上.5.注意表單完整站别錫膏測厚點選擇順序9.作業結束,將鋼網上殘餘錫膏裝回空錫膏瓶,在鋼板清潔區用抹布蘸清洗劑將鋼網清潔乾淨,確認鋼板已清潔乾淨並紀錄相關資料於<鋼板使用紀錄表>,然後後放入鋼板架.刮刀清潔乾淨後填寫<刮刀使用紀錄表>並將之放置於刮刀放置區.聯志電子(蘇州)有限公司文件編号文管發行作業指導書SMT-043印刷站2.錫膏必須在瓶上標簽所示使用期內使用,過期錫膏禁止使用.作 業 程 序1.必須配戴靜電指套或靜電手套印刷作業標準1.操作前先根據機種作業指導書檢查使用材料,錫膏型號是否正確,治工具及表單是否完整.注意SOP中的規定.是有鉛還是無鉛製程,對應的,有鉛製程要準備有鉛錫膏/刮刀/鋼板,無鉛製程要準備無鉛錫膏/刮刀/鋼板3.上線前鋼板先按照<鋼板張力量測>作業指導書進行鋼板張力量測動作並紀錄於<鋼板使用紀錄表>,按SOP取用刮刀.並紀錄於<刮刀使用紀錄表>中.注意事項作業内容7.印刷中按照機種作業指導書指定的測厚點進行錫厚量測並紀錄於<錫厚量測紀錄表>鋼板載入示意圖紅點朝外。
SMT首件锡膏印刷目检及置件质量控制SOP

SMT首件锡膏印刷目检及置件质量控制SOP一、引言在SMT(表面贴装技术)生产过程中,首件锡膏印刷是至关重要的步骤。
为了确保产品质量稳定,目检及置件质量控制是必不可少的环节。
本文将介绍SMT首件锡膏印刷目检及置件质量控制的SOP(标准操作程序),以确保SMT生产过程的高效与可靠。
二、目检要点1. 设备准备在进行SMT首件锡膏印刷目检之前,需要确保相关设备的正常运行。
检查目检设备,包括显微镜、照明设备等,确保其工作正常,并进行必要的检修与维护。
2. 配置样品准备代表性的锡膏印刷样品,包括不同规格和型号的PCB板和元件。
样品应满足实际生产中常见的组装需求。
3. 目检操作①使用显微镜进行目检。
仔细观察印刷结果,检查是否存在锡膏覆盖不均匀、短路、偏移等缺陷。
②检查元件的位置、方向和焊盘的正确性。
确保元件正确放置在焊盘上,并且方向正确。
③检查PCB板上其他表面组装部件的正确布置,如贴片电阻、电容等。
4. 记录目检结果记录目检中发现的问题和缺陷,并明确问题的严重程度。
将目检结果与规范要求进行对比,分析问题原因,以便后续的改进和修正。
三、置件质量控制置件质量控制是保证SMT首件锡膏印刷质量的重要环节。
以下是针对置件质量控制的SOP:1. 元件质量检查对所有待使用的元件进行质量检查,包括封装、引脚、焊盘等。
确保元件的质量符合规范要求,避免使用不合格元件带来的质量问题。
2. 元件存放与保护将元件存放在防尘、防潮、防静电的环境中,以避免元件受到外界环境的影响,损坏或产生静电等问题。
3. 元件正确性验证在进行SMT首件锡膏印刷之前,需进行元件的正确性验证。
根据BOM表和元件规格,逐一核对元件型号、封装、数目等是否与要求一致。
4. 元件放置根据PCB板上的元件位置标记和焊盘要求,将元件正确放置在焊盘上,并注意元件的方向、角度等。
确保元件的正确放置是提高SMT质量的重要步骤。
5. 焊台参数设置根据实际元件和焊盘的要求,设置合适的焊台参数,包括加热温度、加热时间等。
焊膏印刷外观检验标准

日期
编制
校对
审核
日期ቤተ መጻሕፍቲ ባይዱ
日期
日期
不合格处理办法:
1自检发现不合格的,由操作者自行修正(清洗、凉干并重新印刷)。
2检验员抽检时发现不合格项,要求操作工修正并提出制程警示。
3不合格项登记到抽检记录表中。
4尚未进入下一工序的产品由操作工针对以下不合格项做全数检验,并由由检验员针对以下不合格项做全数检验。
五、
检验项目
技术指标
示意简图
印刷完整
一、目的:
规定了PCB板(单、双面)锡膏印刷质量的检验管理办法。
二、范围:
适用于本公司所有PCB板锡膏印刷的质量检验。
三、检验方法及工具:
检验方法:目测;检验工具:5-10倍放大镜、防静电手腕、防静电手套。
四、检验及不合格处理办法:
操作工应采用目视或仪器检验做好全数自检工作,检验员按《一次正常检查抽样规范》AQL=2.5且C=0进行抽检。
模板上所有印刷孔均应有焊膏
偏移
横向偏移不得大于焊盘宽度的25%,纵向偏移不得超过焊盘宽度的50%
少锡
焊膏覆盖焊盘的面积应达到75%以上
检验项目
技术指标
示意简图
连锡
相邻焊盘上的焊膏无连接现象
边缘
整齐,棱角清晰
拉尖
表面无明显尖角
污染
基板印刷之外的区域不允许有焊膏焊膏
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
BGA产品锡膏印刷检查SOP

作 业 指 导 书 (Manufacturing Instruction)
文件编号 Document No.: Smart-WEN239
站別 Station 工作內容 Job Description
版本次 Version
发布日期 Date
印刷
BGA产品锡膏印刷检查
1.拿起BGA产品,首先检查BGA印刷位置。 2.拿起BGA产品在5X放大镜下面,进行检查有无漏印、 少印、偏移、短路等不良缺陷。 3.拿起BGA产品在5X放大镜下面,检查产品印刷位置 有无异物。 4.如果在5X放大镜下,不能确认此板是否异常,改用
20X显微镜进行检查。重复1-3步骤。 5.检查判定标准如左图所示。 6.不良板按照洗板流程和SOP进行,须填写洗பைடு நூலகம்记录,洗 板后须经IPQC确认后方可生产。
P进行,须填写洗板记录,洗
项 Notice
或静电手环。 触锡膏印刷区域。 不能沾附于FPC上。
Page: 1/1 ___________
使用零件Used Parts
饱满度 100%覆盖 >75%
數量Qty
<75%
二:适合机种
所有BGA产品都须进行放大镜检查.
制程特性 Process Character
1.重要点: 表示客人要求的管 制点
2.关键点: 表示品质设计要求 的制程管制点
3.无标示: 表示本厂一般要求
变更记录 Change (1).
Record
(2).
厚度:一般情况,锡膏厚度=钢网厚度*(1+20%-15%)如客户 有特殊要求,则以客户文件为准。
符号Symbol
*
SMT印刷检验标准

标准
标准
可接受
拒收
拒收
BGA 印刷无偏移 CSP 印刷无偏移
偏移≤1/5焊盘直径
偏移>1/5焊盘直径
边缘不整齐
标准 拒收
拒收 拒收 拒收 无偏移
锡膏偏移量>1/5焊盘
少锡
少锡
边缘不整齐
标准 拒收 拒收 拒收 拒收 无偏移
偏移
塌边
连锡
少锡
标准 可接受
可接受
拒收
拒收 无偏移
锡膏偏移≤1/5焊盘 锡膏偏移≤1/5焊盘
偏移>1/5焊盘直径
塌边
标准 标准 拒收 拒收 拒收 无偏移
无偏移
边缘不整齐
连锡
拉尖
拟制:姚志浩 审核: 批准:
标准允收允收拒收拒收无偏移、与基板紧贴偏移量C≦1/4W或1/4P偏移量C≦1/4W或1/4P元件与基板间隙超过0.15mm元件与基板间隙超过0.15mm
标准允收允收拒收拒收胶无偏位、量均匀、量足C﹤1/4P,且胶均匀,推力满足要求成形略佳、胶稍多,但不形成溢胶胶偏移量大于1/4P、溢胶,致焊盘被污染胶量不足、印刷不均匀、推力不足
标准允收允收拒收拒收胶量适中、元件无偏移胶稍多,但未沾到焊盘与元件脚偏移量C≦1/4W或1/4P、胶量足胶溢至焊盘上、元件引脚有脚胶偏移量在1/4以上
标准标准允收拒收拒收
元件无偏位、胶量标准元件无偏位、胶量标准偏移量C≦1/4W红胶不可溢胶致元件端面与焊盘间C﹥1/4W
标准拒收拒收拒收拒收无偏移、与基板紧贴距离小于0.13mm 距离小于0.13mm假焊元件从本体算起,浮高≦0.15mm为良品
拟制:姚志浩审核:批准:。
【制造行业必备类】产品锡膏印刷检查作业指导书知名品牌公司推荐

>75%
<75%
厚度: 一般情 况,锡 膏厚度 =钢网 厚度 *(1+20 %-15%) 如客户
3.2 不良品 统一处理, 集中进行 清洗吹干 后,重新进 行 3.3印印刷刷.不 良品,须 先用棉签 清理锡 膏,待锡 膏清理干 净后再 用酒精清 洗,再放 大镜检查 OK经IPQC 确认后方 可生产.
4.适合 机种
所有产品.
注意事项 Notice
有特殊 要求, 则以客 户文件 为准。
制程特性
符号 Symbol
1.重要点: 客户要求的管制点
*
拟定 :______ _______ _
审核 :________ ______
1.作业员 必须佩戴 静电手套 或静电手 环。 2.作业员 在检查产 品时勿碰 触锡膏印 刷区域。 3.有不良 品洗板时, 注意锡膏 不能沾附 于 FPC/PCB
核准
:______
_______
__
二:检 查判定 标准如 左图所 示 三:印 刷不良 品处理
3.1 目检到 不良品时, 应立即口 头知会当 线工程技 术人员加 以改
善.
物料编号
物料名称
用量
偏移
文件编号 动作说明
物料编号
物料名称
1
5X放大镜
用量
偏移
无
偏移<1/4 偏移>1/4台2棉签包3
酒精
4
无尘纸
工具、设备、辅料名称
瓶 包
饱满度 100%覆盖
适用机型
工时(秒)
通用
锡膏印
制程参数 Process Parameters
刷检查
标 项目
准
作业指导书
SMT生产:印刷检查SPI工序指导书-SOP范文
SMT生产:印刷检查SPI工序指导书-SOP范文
一、设备工具:
刀片、牙签、贴片机(无铅专用)、防静电手环、
二、备物料:
无铅锡膏(客户指定品牌)、PCB板(据生产机型定)、
三、操作指导:
a)检查印刷OK的PCB板有没少锡、多锡、偏位、漏印、桥连等
不良现象;
b)若有少锡用牙签粘少许锡膏涂于不良位,若发现有少许多锡、
桥连用刀片将不良位划开即可;
c)若发现有大面积少锡、多锡、偏位、漏印、桥连等不良现象,
须告知印板人员;
d)将印刷OK的PCB板按正确方向放在贴片机的放板轨道上;
四、注意事项:
1.放板轨道上要根据贴片机的要求放板,且放板距离要均匀,
贴片过程中不得随意更改轨道宽度;
2.放板时要注意PCB板的方向,不得放错方向;
3.拿放PCB板时必须拿板的边缘,不的用手摸PCB板的焊盘
位;
4.PCB板要轻拿轻放,以免刮伤PCB板上线路;
5.必须配带检查OK的防静电手环操作。
6.。
锡膏检查作业指导书
4、开关机严格按照正确步骤操作。开机:先启动电脑主 机再开设备电源;关机:退出所有应用程序后电脑关机,
再关闭设备。
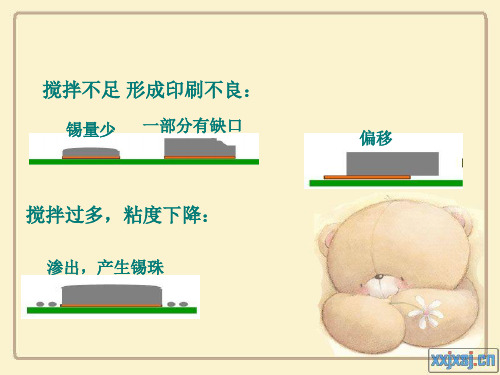
搅拌不足 形成印刷不良:
锡量少 一部分有缺口
偏移
搅拌过多,粘度下降:
渗出,产生锡珠
拉尖焊锡刮落塌陷源自正确的印刷标准注意事项
1、机台保持清洁,不能有杂物放置,该设备属高精密仪 器,不能外力碰撞或挤压。
2、厚度标准:对于目前0.15mm的钢网,锡膏厚度标准为 0.15mm±0.02mm。人艺记录点超出控制限则视为失控。
锡膏印刷作业指导书

锡膏印刷作业指导书一、介绍锡膏印刷是电子制造过程中重要的一步,它通过将锡膏粘贴到PCB板上的焊盘上,确保电子元器件和PCB板的连接。
本作业指导书旨在为操作人员提供准确的指导,以确保锡膏印刷作业的高质量和高效率。
二、准备工作1. 检查设备:确保印刷设备正常工作,检查印刷机的墨刮刀是否平整,刀口是否锋利,印刷台是否平整,无杂质和划痕。
2. 准备锡膏:选择适合的锡膏配方,并确保锡膏的存储条件良好,无污染和过期。
3. 准备PCB板:检查PCB板的表面是否平整,无划痕和污染,清除表面的灰尘和杂质。
4. 准备模板:选择适当的模板,并确保模板的孔径与PCB板上的焊盘匹配。
三、操作步骤1. 安装模板:将选好的模板安装在印刷机的印刷台上,确保模板位置精确,并且模板与印刷台之间的间隙均匀。
2. 调整刮刀压力:根据锡膏的粘度和PCB板的要求,调整印刷机刮刀的压力。
压力过大可能导致锡膏挤出不均匀,压力过小可能导致锡膏印刷不上焊盘。
3. 定位PCB板:将PCB板精确地放置在模板上,确保焊盘与模板孔径对齐。
4. 加锡膏:将锡膏均匀地涂抹在模板的一侧,可以使用刮刀或者印刷机自动喷涂。
5. 印刷锡膏:将刮刀轻轻地移动过模板表面,将锡膏印刷到PCB板上的焊盘上。
确保刮刀与模板的接触角度合适,刮刀速度适中。
6. 检查印刷质量:使用显微镜检查印刷效果,确保锡膏涂覆均匀,无漏印或者过量。
7. 清洗模板:及时清洗模板,避免残余的锡膏干燥堵塞孔径。
8. 清理工作区:将印刷机和周围工作区域清理干净,确保下一次使用时无杂质和污染。
四、注意事项1. 确保操作人员穿戴适当的个人防护装备,如手套和护目镜。
2. 锡膏应尽量避免长时间接触空气,以免氧化导致质量下降。
3. 仔细选择锡膏的配方,以满足PCB板和焊接要求。
4. 注意刮刀的使用寿命,及时更换刮刀以保证印刷质量。
5. 清洗模板时使用适当的清洗剂,避免使用有害化学物质。
6. 定期保养和维护印刷设备,确保设备正常工作和长寿命。
焊膏印刷检查标准

收
偏移量大于1/4焊盘宽度
Lead Pitch
≤0.65mm的SOIC,QFP等
标
准
锡膏图形清晰,边缘整齐,偏移量小于1/5焊盘宽度
拒
收
宽度方向偏移量大于1/5焊盘宽度
长度方向偏移量大于1/5焊盘宽度
BGA
标
准
锡膏图形清晰,边缘整齐,偏移量小于1/5焊盘宽度
拒
收
偏移量大于1/5焊盘宽度
焊盘上没有或只有少量锡膏覆盖元件类型示意图判定标准chipsotmelfleadpitch080mm的soicqfp钽电容等标准锡膏图形清晰边缘整齐偏移量小于14焊盘宽度拒收偏移量大于14焊盘宽度leadpitch065mm的soicqfp等标准锡膏图形清晰边缘整齐偏移量小于15焊盘宽度拒收宽度方向偏移量大于15焊盘宽度长度方向偏移量大于15焊盘宽度bga标准锡膏图形清晰边缘整齐偏移量小于15焊盘宽度拒收偏移量大于15焊盘宽度
拒
收
拉尖:
焊盘上的锡膏表面有拉尖,呈尖峰状
拒
收
PCB不清洁:
PCB或焊盘周围有锡膏或其他异物
拒
收
焊膏少或漏印:
焊盘上没有或只有少量锡膏覆盖
2.印刷偏移判定标准:
元Hale Waihona Puke 类型示意图判定标准
Chip, SOT, MELF,Lead Pitch≥0.80mm的SOIC、QFP钽电容,等
标
准
锡膏图形清晰,边缘整齐,偏移量小于1/4焊盘宽度
SMT丝印效果检验标准
1.一般丝印缺陷,需要调整印刷参数或清洁钢网来改善:
元件类型
示意图
判定标准
所有
标
准
所印锡膏图形清晰,边缘整齐,
锡膏印刷作业指导书
电子有限公司
锡膏印刷作业指导书
页码 1
发布日期
文件编号 JLSMT-001
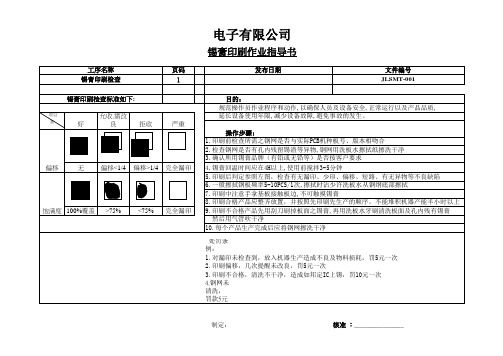
锡膏印刷检查标准如下:
标 项目允收.需改准来自好良拒收
严重
偏移
无
偏移<1/4 偏移>1/4 完全漏印
饱满度 100%覆盖 >75%
<75% 完全漏印
目的: 规范操作员作业程序和动作,以确保人员及设备安全,正常运行以及产品品质, 延长设备使用年限,减少设备故障,避免事故的发生。
操作步骤: 1.印刷前检查所需之钢网是否与实际PCB机种板号、版本相吻合 2.检查钢网是否有孔内残留锡渣等异物,钢网用洗板水擦拭纸擦洗干净 3.确认所用锡膏品牌(有铅或无铅等)是否按客户要求 4.锡膏回温时间应在4H以上,使用前搅拌3-5分钟 5.印刷后判定参照左图,检查有无漏印、少印、偏移、短路、有无异物等不良缺陷 6.一般擦拭钢板频率5-10PCS/1次,擦拭时沾少许洗板水从钢纲底部擦拭 7.印刷中注意手拿基板接触板边,不可触摸锡膏 8.印刷合格产品应整齐放置,并按照先印刷先生产的顺序。不能堆积机器产能半小时以上 9.印刷不合格产品先用刮刀刷掉板面之锡膏,再用洗板水牙刷清洗板面及孔内残有锡膏
然后用气管吹干净 10.每个产品生产完成后应将钢网擦洗干净
处罚条 例: 1.对漏印未检查到,放入机器生产造成不良及物料损耗,罚5元一次 2.印刷偏移,几次提醒未改良,罚5元一次 3.印刷不合格,清洗不干净,造成如邦定IC上锡,罚10元一次 4.钢网未 清洗, 罚款5元
制定:
核准 :_______________
BGA管控规范

一.目的:为了提高BGA封装元件的焊接可靠性,提高产品质量。
二、生产BGA板时制程工程师及线长必须全程跟踪,并收集好生产数据以便后续追溯。
三、计划安排时BGA板必须安排在白班生产。
以下为生产的管控内容:1.来料检验:1.1 针对BGA及PCB上带有BGA的产品来料时均需要为真空包装。
1.2 BGA来料如非真空包装时一定要查BGA上的锡球是否有氧化及缺球现象,如异常立即提报。
1.3 目视PCB带有BGA的不可由焊锡面塞孔防焊。
1.4 目视PCB上有BGA的焊接阻焊油印刷不得偏移超过pad边缘。
2.生产准备2.1 产线上禁止所有人员直接用手接触PCB及BGA。
接触到PCB和BGA时必须带好防静电手套。
2.2 不管是否真空包装,PCB板、BGA物料全部进行125度4小时烘烤才能上线生产。
2.3 禁止在未作静电防护时用手直接接触BGA。
2.4 烘烤后拆封的BGA需在12小时内使用完。
2.5 带BGA的双面板,生产非BGA面时,要保护好BGA面,不被脏污和上锡。
3 锡膏使用要求3.1生产带BGA的产品时必须使用新锡膏,旧锡膏或二次回温的锡膏严禁用在带BGA的产品上。
3.2锡膏印刷必须对PCB变形、BGA焊盘、通孔防焊、线路做100% 检验。
3.3锡膏在上线前必须确认回温时间是否够4小时,并搅拌3-5分钟。
3.4 印刷锡膏时印刷员必须检查每片板的BGA pad部份的锡膏印刷质量。
并按《锡膏印刷检查作业指导》进行执行。
3.5 每印刷1-2片板时需擦拭钢网一次。
3.6 印刷员每15分钟检查一次钢网中的锡膏量并调整锡膏的添加量,需保证不出现漏刷现象。
4元件取放及炉前检查4.1 所有BGA在生产时必须使用贴片机器的相机检测BGA的平整度及完整性,辨识不良品需经人工检视确认后才能使用,未经过确认的物料不得直接装入机台生产。
4.2 BGA贴装完成后定位人员根据BGA的外丝印框进行检查。
如果出现偏移、贴错方向不得以人工方式调整偏移,如出现偏移可将BGA取下,检查后重新放入机器内补装BGA。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号 Document No.: Smart-WEN239 版本次 Version 发布日期 Date A 动作说明 Step Of Operation 一:检验步骤
1.拿起BGA产品,首先检查BGA印刷位置。
标准 项目
好
允收
拘收
2.拿起BGA产品在5X放大镜下面,进行检查有无漏印、 少印、偏移、短路等不良缺陷。 3.拿起BGA产品在5X放大镜下面,检查产品印刷位置 有无异物。
注意事项 Notice
1.作业员必须佩戴静电手套或静电手环。 2.作业员在检查产品时勿碰触锡膏印刷区域。 3.有不良品洗板时,注意锡膏不能沾附于FPC上。
*
▲ (3). (4). 审核 Checked By:______________ (5). (6).
(1). (2).
Page: 1/1 核准 Aprroved By:_______________
1.5X放大镜
饱满度 100%覆盖
使用零件Used Parts 數量Qty
>75%
<75%
二:适合机种
所有BGA产品都须进行放大镜检查.
厚度:一般情况,锡膏厚度=钢网厚度*(1+20%-15%)如客户 有特殊要求,则以客户文件为准。
制程特性 Process Character 1.重要点: 表示客人要求的管 制点 2.关键点: 表示品质设计要求 的制程管制点 3.无标示: 表示本厂一般要求 变更记录 Change Record 符号Symbol
拟定 Issued By:______________
使用设备/工具/仪器 Used Equipment/Jig./Instrument
數量Qty 台
4.如果在5X放大镜下,不能确移<1/4
偏移>1/4
20X显微镜进行检查。重复1-3步骤。 5.检查判定标准如左图所示。 6.不良板按照洗板流程和SOP进行,须填写洗板记录,洗 板后须经IPQC确认后方可生产。
作 业 指 导 书 (Manufacturing Instruction)
适用名称 Model Name: 站別 Station 工作內容 Job Description 所有BGA产品 BGA产品锡膏印刷检查 印刷
制程参数 Process Parameters 符号Symbol 锡膏印刷检查标准如下: