液压支架千斤顶维修工艺
液压支架千斤顶维修工艺
液压支架立柱、千斤顶、油缸大修维修方案1、表面冲洗除锈油缸拆解班组先用高压水枪将立柱、千斤顶、油缸外表的浮锈、浮煤初步清理干净。
2、分解各种立柱、千斤顶、油缸按拆解顺序,采用专用设备进行拆卸,实现导向套、中缸(活塞杆)、活柱(或加长段)完全分离,并从中缸、活柱和导向套上拆下各种密封件、导向件及各种金属小件。
检验标准:按照要求必须解体的须彻底分离,外缸上下腔接口不得遗留断头及报废不用的U行销等,清除遗留的断头螺栓。
立柱及油缸解体工艺1 / 152 / 153 / 154 / 155 / 153、配件除锈、清洗、修理①油缸外表:清除油缸外表面的浮煤、浮锈。
采用高压清洗机进行一次清洗,再用电动磨光机清除遗留浮锈,缸体内壁用内壁抛光机进行抛光处理,彻底清除6 / 15内壁浮锈提高内壁粗糙度,满足装配要求,处理完毕,缸体内壁涂油,做防锈处理。
检验标准:保证外缸外表采用人工或机械手段检验时,不再脱落浮锈、浮煤,否则不得转入组装工序。
②中缸、活柱的沟槽、外缸内部及上下接头内孔:用柴油清洗部件的所有孔道、退刀槽、螺纹孔底部及缸体内壁,最后用高压枪彻底清洗干净。
检验标准:所有孔道、沟槽,均不得存有积垢、铁屑及其他杂物,缸体内壁不得存有浮锈、浮油。
③导向套及金属小件:对可复用的导向套、金属小件、导向件等先用高压枪进行初步清洗,然后放在超声波清洗机内进行彻底清洗,清洗后用电动抛光轮清理沟槽,最后用柴油(或乳化液)擦洗做防锈处理。
检验标准:小件外表及内孔光亮,无浮锈及附着油泥。
4、零部件技术鉴定、修理①缸体:水质呈碱性,具有较强腐蚀性,导致立柱及千斤顶的缸筒出现涨缸和严重锈蚀现象。
针对此现象,缸体维修的特殊工艺及治理措施:缸筒内壁有锈蚀、拉伤、大面积点蚀、涨缸等缺陷超标的,先进行低温镀铁处理,然后进行缸筒内孔加工,恢复到原设计要求。
经试验对比,镀铁后的缸筒的抗腐蚀性得到较大的提高,使用寿命延长2-3倍。
对缸体内壁尺寸进行测量,变形严重或无法保证在公差范围之内的缸体更换新件。
液压支架千斤顶维修方案及流程

液压支架千斤顶维修方案及流程英文回答:Hydraulic jacks are commonly used for lifting heavy loads in various industries, including automotive, construction, and manufacturing. These jacks rely on hydraulic fluid to generate force and lift the load. However, like any mechanical device, they require regular maintenance and occasional repairs to ensure their optimal performance and longevity.The maintenance and repair process for hydraulic jacks involves several steps. Firstly, it is essential to inspect the jack for any visible damage or leaks. This includes checking the hydraulic fluid level and examining the seals and hoses for wear and tear. If any issues are detected, they should be addressed promptly to prevent further damage.Next, the jack should be cleaned thoroughly to remove any dirt, debris, or contaminants that may have accumulated.This can be done using a mild detergent and water, along with a soft brush or cloth. It is important to ensure that the jack is completely dry before proceeding to the next step.After cleaning, the hydraulic jack should be lubricated to maintain smooth operation. This involves applying a suitable lubricant to the moving parts, such as the piston and pump assembly. It is crucial to use the recommended lubricant specified by the manufacturer to avoid any adverse effects on the jack's performance.In addition to regular maintenance, hydraulic jacks may require repairs from time to time. Common issues include leaking seals, damaged hoses, or malfunctioning valves. When faced with such problems, it is advisable to consult the manufacturer's manual or seek professional assistance to determine the appropriate repair procedure.For example, if a hydraulic jack is experiencing a leaking seal, the repair process may involve disassembling the jack, replacing the faulty seal, and reassembling thecomponents. This should be done carefully to ensure proper alignment and functionality. It is crucial to follow the manufacturer's instructions and use the correct tools for the repair.In conclusion, the maintenance and repair of hydraulic jacks are essential for their efficient and safe operation. Regular inspections, cleaning, lubrication, and prompt repairs are crucial to ensure the longevity and reliability of these devices. By following the recommended maintenance procedures and seeking professional help when needed, hydraulic jacks can continue to provide reliable lifting capabilities.中文回答:液压支架千斤顶是在汽车、建筑和制造等各个行业中常用的用于举起重物的设备。
液压支架千斤顶活塞杆维修工艺研究

液压支架千斤顶活塞杆维修工艺研究发布时间:2021-04-28T12:26:21.817Z 来源:《工程管理前沿》2021年第3期作者:陈良李金磊邵俊营陈懂懂[导读] 千斤顶活塞杆的维修必须根据失效模式制定合理的工艺流程,其次要重视分拣工作陈良李金磊邵俊营陈懂懂郑州立德机电设备有限公司河南郑州 450001摘要:千斤顶活塞杆的维修必须根据失效模式制定合理的工艺流程,其次要重视分拣工作,这对提高活塞杆的维修效率和质量非常重要。
1.失效模式1.1 镀区损坏镀层因腐蚀或刮伤引起镀层起皮脱落,划痕、点蚀。
1.2 弯曲活塞杆受力后弯曲变形。
1.3 活塞区螺纹损坏图1 螺纹损坏这主要是由于螺纹加工不同轴或拆解不当造成的,主要表现形式是碾扣。
1.4铰接孔损伤主要表现形式是铰接孔缺肉、椭圆(塑性变形)。
1.5断裂活塞杆断裂的原因主要有:应力集中;热处理不当;受瞬时冲击力。
图2 活塞杆断裂(应力集中)2.维修工艺图3 活塞杆维修流程图维修前根据活塞杆的失效模式,制定合理的工艺流程图,对提高维修效率,保证质量至关重要。
2.1分拣入场后分拣(目视)把分拣单独做为一个工序,说明分拣对于活塞杆的维修工作非常重要,分拣质量的好坏,直接影响维修的效率和质量。
在实际中,往往忽视分拣的重要性,到最后才发现漏工序,直接影响维修效率,甚至造成部分活塞杆报废。
2.2校直检测活塞杆弯曲度,直线度大于0.8/1000的活塞杆,使用压力机校直。
有死弯或压型后依然不满足要求的报废。
2.3探伤对大头端和小头端的截面突变处采用磁粉探伤,根据缺陷的严重程度决定修复或报废。
由于大修活塞杆很多缺陷都是隐蔽的,目视检测有很大的局限性,因此探伤对保证维修质量是非常重要的。
2.4修大头端扁端变形缺肉处补焊修磨,铰接孔不得有缺肉,孔径不大于设计值3毫米。
对探伤发现的裂纹处扎开补焊加工至设计尺寸。
2.5 修小头对探伤发现的裂纹处扎开补焊返修,加工至设计尺寸。
密封面和螺纹处抛光,用螺纹通规检,变形处修磨或用螺纹刀顺螺纹。
千斤顶维修工艺流程
5.1螺纹式立柱拆卸将立柱运至拆卸区并将立柱吊到拆柱机上,将立柱顶入拆柱机减速箱的卡盘内,使立柱花帽的键槽与卡盘键槽对齐并插好键条,固定好立柱的缸体,然后控制电控箱,开启电源将立柱花帽拆下,并将花帽上的内导环、雷型圈、防尘圈、O型圈、防挤圈依次拆下,再将立柱活杆拔出,并将外卡键、导向环、鼓型圈依次拆下,并将拆下的密封件和各零部件放到油池中清洗,会同技术负责人、质检员对零部件检验和鉴定,分成回收件、修复件、报废件;报废件及修复件列明细表报中心领导审核,补充新件和修复用件,并进行检验,合格后准备装配。
5.2双伸缩立柱的拆卸5.2.1用扁铲将钢丝挡圈打出一段,然后用专用拆卸工具拆下挡圈;5.2.2取下导向套,从导向套上依次取出O型密封圈、挡圈、雷型圈、挡圈、导向环、防尘圈,取出过程注意,不要损伤密封元件表面;5.2.3拆去一级缸,立柱一端与地面固定,另一端用行车吊起,吊起过程中应注意发生卡别现象;5.2.4从二级缸上取下卡箍再取下卡键,然后依次取出支撑环,鼓型密封圈及导向环,取下弹簧挡圈;5.2.5取出缸盖,并从缸盖上取下防尘圈,取出O型密封圈和卡环;5.2.6从二级缸内拉出活柱,从活柱上取下导向套,并从导向套上取下O型密封圈及挡圈,再取下卡键,然后依次取出支撑环,鼓形密封圈及导向环,最后从二级缸底部拆下底阀。
5.3推移千斤顶的拆卸先用涨簧钳将推移千斤顶缸口的孔用挡圈拆下,然后将缸盖用螺栓顶出,再用螺丝刀将外卡键拆下,再向推移千斤顶的下腔加压,将活塞杆顶出用活塞头自动拆卸装置将活塞头拆下,并用螺丝刀将压盘、半环拆下,然后拆下支撑环,取出导向套,将导向套内的防尘圈、鼓型圈、防挤圈依次拆下,最后拆下推移压盖,并把拆下的所有的密封件放到油池中清洗检测。
根据千斤顶维修工艺标准进行千斤顶的维修,对拆下的各零部件应放在煤油中清洗干净,放在衬木上并加以遮盖;拆卸后的缸体要用专用工具进行彻底的清洗,对大修支架的各类千斤顶的维修,各类密封件必须更换,其他零部件应经过清洗检测后,分出报废、外委或待修件,对待修件进行修复使用,修复后的零部件的尺寸应与原设计尺寸相同,千斤顶的活杆应按照《千斤顶检修质量标准》的规定选择报废、外委、电镀或待修。
千斤顶维修工艺流程
5.1螺纹式立柱拆卸将立柱运至拆卸区并将立柱吊到拆柱机上,将立柱顶入拆柱机减速箱的卡盘内,使立柱花帽的键槽与卡盘键槽对齐并插好键条,固定好立柱的缸体,然后控制电控箱,开启电源将立柱花帽拆下,并将花帽上的内导环、雷型圈、防尘圈、O型圈、防挤圈依次拆下,再将立柱活杆拔出,并将外卡键、导向环、鼓型圈依次拆下,并将拆下的密封件和各零部件放到油池中清洗,会同技术负责人、质检员对零部件检验和鉴定,分成回收件、修复件、报废件;报废件及修复件列明细表报中心领导审核,补充新件和修复用件,并进行检验,合格后准备装配。
5.2双伸缩立柱的拆卸5.2.1用扁铲将钢丝挡圈打出一段,然后用专用拆卸工具拆下挡圈;5.2.2取下导向套,从导向套上依次取出O型密封圈、挡圈、雷型圈、挡圈、导向环、防尘圈,取出过程注意,不要损伤密封元件表面;5.2.3拆去一级缸,立柱一端与地面固定,另一端用行车吊起,吊起过程中应注意发生卡别现象;5.2.4从二级缸上取下卡箍再取下卡键,然后依次取出支撑环,鼓型密封圈及导向环,取下弹簧挡圈;5.2.5取出缸盖,并从缸盖上取下防尘圈,取出O型密封圈和卡环;5.2.6从二级缸内拉出活柱,从活柱上取下导向套,并从导向套上取下O型密封圈及挡圈,再取下卡键,然后依次取出支撑环,鼓形密封圈及导向环,最后从二级缸底部拆下底阀。
5.3推移千斤顶的拆卸先用涨簧钳将推移千斤顶缸口的孔用挡圈拆下,然后将缸盖用螺栓顶出,再用螺丝刀将外卡键拆下,再向推移千斤顶的下腔加压,将活塞杆顶出用活塞头自动拆卸装置将活塞头拆下,并用螺丝刀将压盘、半环拆下,然后拆下支撑环,取出导向套,将导向套内的防尘圈、鼓型圈、防挤圈依次拆下,最后拆下推移压盖,并把拆下的所有的密封件放到油池中清洗检测。
根据千斤顶维修工艺标准进行千斤顶的维修,对拆下的各零部件应放在煤油中清洗干净,放在衬木上并加以遮盖;拆卸后的缸体要用专用工具进行彻底的清洗,对大修支架的各类千斤顶的维修,各类密封件必须更换,其他零部件应经过清洗检测后,分出报废、外委或待修件,对待修件进行修复使用,修复后的零部件的尺寸应与原设计尺寸相同,千斤顶的活杆应按照《千斤顶检修质量标准》的规定选择报废、外委、电镀或待修。
液压支架大修质量标准细则全文

可编辑修改精选全文完整版液压支架大修质量标准细则1. 范围本标准规定了液压支架检修的质量标准和试验方法。
本标准适用于煤矿井下用液压支架检修质量的控制和评定。
2. 规范性引用文件MT 312—2000 液压支架通用技术条件MT 313—92 液压支架立柱技术条件MT 97—92 液压支架千斤顶技术MT 76—83 液压支架用乳化油MT 419—1995 液压支架用阀MT 98—84 液压支架胶管总成及中间接头组件型式试验规范煤矿机电设备检修质量标准(1987版)3. 一般技术要求⑴大修单位必须有检修许可证、质量保证体系,资质要齐全。
⑵大修单位必须具备必要的检修场地、检修设施、试验手段和检测手段。
⑶对标准件、外购件验证煤安标志、合格证书及使用说明书;验证铭牌,铭牌应注明产品名称、产品型号、出厂编号、出厂日期、制造厂名。
⑷外购件、外协件的外观质量、几何尺寸应符合图纸要求。
⑸阀的压力、流量参数及连接型式、尺寸应符合MT 419-1995标准的要求。
⑹立柱及其重要零、部件应符合MT 313—92标准的要求。
⑺千斤顶及其重要零部件应符合MT 97—92标准的要求。
⑻胶管应符合MT 98—84标准的要求。
⑼千斤顶或立柱进厂按每批量的3%但不少于3根抽样,检验密封性能。
⑽各类阀进厂按每批量的2%,但不得少于5件抽样检验各种阀的性能。
⑾胶管进厂按每批量的5%但不少于5件抽样,检验密封性能。
4. 整架解体⑴按技术要求解体;液压件必须和结构件完全分离,立柱、千斤顶、阀不得带有胶管和弯头,各构件上不得有无用的铁丝及非支架部件。
⑵对各类销轴、螺栓应用工具拆卸,未经批准不得使用气割。
⑶对各类液压部件禁止采用不规范的工艺强行拆卸和摔碰;立柱、千斤顶宜在缩回状态下拆卸,拆卸后应全部缩回,分类装筐。
⑷解体后的支架构件、连接件、液压元部件应分类放入集装箱架,或排放整齐。
5. 部件表面清理⑴顶梁、底座、前梁、尾梁、推移框架等结构件冲洗后外表应无煤矸,除锈后应无浮锈、浮漆。
液压支架千斤顶维修方案及流程

液压支架千斤顶维修方案及流程英文回答:Hydraulic Prop Jack Repair Plan and Process.Problem: Hydraulic prop jack is malfunctioning.Diagnosis: Inspection reveals that the jack is leaking hydraulic fluid from the cylinder seal.Repair Plan:1. Safety Precautions: Ensure that the jack is disconnected from any load and the system is depressurized.2. Disassembly:Remove the load pin and release any remaining pressure.Disconnect the hydraulic lines and remove the cylinder from the base.Disassemble the cylinder by removing the retaining ring, piston, and seal.3. Cylinder Seal Replacement:Inspect the seal for damage or wear. Replace the seal with a new one of the same size and material.Lubricate the new seal and reassemble the cylinder.4. Reassembly:Reinstall the cylinder onto the base and reconnect the hydraulic lines.Insert the load pin and test the jack for proper operation.5. Testing:Pressurize the system and check for leaks.Test the jack under load to ensure it can support the required weight.Preventive Maintenance:Regularly inspect the jack for any signs of damage or wear.Replace worn or damaged seals promptly.Lubricate the jack according to the manufacturer's recommendations.Store the jack in a dry and protected environment.中文回答:液压支架千斤顶维修方案及流程。
液压支架检修工艺流程
液压支架检修工艺流程(一)适用范围:本流程适用于煤矿井下用各种型号液压支架的检修、修复。
(二)交接检查与清理:1、设备进厂交接时,首先清点外部附件数量和设备有关的零部件进行检修前的验收交接,并填写《综机设备安装(撤除)交接单》(见下表),参加交接人员必须签字。
蒋庄煤矿综机设备安装(撤除)交接单工作面年月日第一联存根综机修理车间:使用单位:运搬工区:2、班组根据下达的检修任务,将设备在厂房外进行外部清理煤尘除锈放油。
3、对外部附件,存放到检修地点,按类分别码放整齐。
4、做出外部附件的材料购置、领用计划。
5、大修时结构件分块进厂,拆卸分部件时,应首先用水枪清洗掉煤粉、石渣,卸下之部件分类待修。
6、液压部件拆卸之零件必须认真清洗。
清洗剂可用煤油,也可用乳化液。
用清洗乳化液时,其要求为:a 水与乳化液质量之比为95:5;b 加热温度80~100℃;c 清洁度符合部颁标准;7、零件清洗时应特别注意沟槽、螺纹及孔眼处。
清洗时可使用泡沫塑料,严禁使用棉纱;8、清洗后的零件涂以润滑脂,分架存放,不得落地;9、部件组装过程中,应注意不使密封件损伤。
老化或接近老化的橡胶件和塑料件一律更换新件;10、支柱、千斤顶组装时定位嵌丝一般应更换新件,如旧件变形轻微,可修复再用;11、修复后的液压元件(阀类、胶管、立柱、千斤顶)孔眼处,加塑料塞堵后,存放待用;(三)液压支架的解体:液压支架进厂前已在井下分块解体为:顶梁体、掩护梁及整体底座。
进厂检修时分别对以上各部件进行细解。
其解体工艺如下:1 顶梁整体1.1 拆下整梁所带的胶管和阀件;1.2 用泵站向前探梁千斤顶供液,伸出前探梁;1.3 拆下护帮千斤顶及护帮板;1.4 拆下前探梁千斤顶及前探梁;1.5 拆下悬臂梁千斤顶及悬臂梁;1.6 拆下活动侧侧护板(拆前应将侧护板拉出一段,以消除复位弹簧弹性力);1.7 拆下导向器及侧护千斤顶连接销,分别抽出导向器及复位弹簧、侧护板千斤顶;1.8 拆下固定侧侧护板;1.9 解体过程中拆下之销轴及定位件、防脱件分类存放。
液压支架立柱千斤顶维修工艺
液压支架立柱及千斤顶检修工艺一.目的该工艺严格依照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作进程,提高检修支架效率。
二. 适用范围:适用于新疆目前利用各类规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:公司所有人员均有参与该工艺制定的建议权,使该工艺普遍吸取集体智慧,确保该工艺的适用性及有效性。
该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;为了保证此工艺的先进性、科学性、适宜性,应按照新技术、新材料、新方式及中心生产发展、生产设备查验、实验设备配置、工装配置,对该工艺进行按期的修改、补充及完善。
四.立柱检修工艺1 液压支架立柱的结构及零部件概述液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
1.2.1 活柱组件1.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
1.2.6 支撑环起托住鼓型圈和活塞导向环作用,外卡键固定密封件和导向环,保证在液压作用下不窜动和脱落。
液压支架千斤顶检修操作流程注意事项有哪些内容
液压支架千斤顶检修操作流程注意事项有哪些内容
液压支架千斤顶检修操作流程的注意事项主要包括以下几点:
更换液压部件或胶管时,要注意清洁,胶管两端要封填好。
更换液压部件或胶管时,高压管路截止阀要关好。
待更换件的工作腔压力释放后方可拆开。
打开高压截止阀时,动作要缓慢,以防损坏设备和造成不安全事故。
更换液压部件或胶管时,其高压液的出口不许对着人和自己,以免误操作伤人。
严禁在工作面拆开安全阀、控制阀、千斤顶的工作腔以及支柱等严密关键部件,如需前梁、支柱等大部件更换时,要按专门措施执行。
此外,还需要注意以下几点:
千斤顶不能提升或提升不到高高度,需要检查放油阀是否完全关闭,放油手柄是否完全拧紧。
如果仍然存在问题,可以尝试打开油泵加油孔的螺栓,换掉液压油或加满液压油之后,再拧紧加油孔螺栓,放油手柄拧紧再松半圈,多压手柄把空气排出。
千斤顶提升时有震动或提升慢,同样需要检查放油阀是否完全关闭,放油手柄是否完全拧紧。
液压千斤顶的工作压力不应随意增加,一般的操作力不超过70MPA。
液压千斤顶不能超载使用,基地和举重成垂直,并固定牢固和轴承垫(如果垂直升降不固定),以处理和使用过程中应避免剧烈振动的关节,这种产品是在没有腐蚀性的环境中工作。
液压千斤顶常见的故障和维修
液压千斤顶常见的故障和维修
液压千斤顶是一种常用的升降设备,可以用于汽车维修、建筑施工等领域。
但是,在使用过程中,液压千斤顶也会遇到一些故障,这就需要及时进行维修。
下面介绍液压千斤顶常见的故障和维修方法: 1. 液压千斤顶不能升起或升起缓慢:可能是油液不足或油液泄漏,此时需要检查油液量,补充油液或更换密封圈。
2. 液压千斤顶升起后不能锁定或锁定不牢固:可能是锁定螺丝松动或密封圈老化,此时需要检查螺丝紧固度,更换密封圈。
3. 液压千斤顶升起后下沉:可能是密封圈老化或积灰,此时需要更换密封圈或清洁润滑。
4. 液压千斤顶升起后声音异常:可能是泵体内部损坏或气泡进入油液,此时需要更换泵体或排除气泡。
5. 液压千斤顶升起后卡死:可能是活塞卡死或密封圈老化,此时需要检查活塞状态,更换密封圈。
维修液压千斤顶需要注意安全问题,操作时应按照使用说明书和相关安全规定进行操作。
如果自己无法进行维修,应该请专业人员进行维修。
- 1 -。
液压支架立柱千斤顶检修方案
液压支架立柱千斤顶检修方案液压支架和立柱千斤顶用于举升和支撑重物,广泛应用于建筑工地、汽车维修、航空维修等领域。
为了确保其正常工作和延长使用寿命,需要定期进行检修和维护。
下面是关于液压支架和立柱千斤顶的检修方案。
一、液压支架的检修方案液压支架主要由液压缸、液压泵、管道、阀门等组成。
它的工作原理是通过压力油的进出控制来实现起重和支撑功能。
液压支架的检修主要包括以下几个方面:1.液压系统检查:检查液压泵、液压缸、管道和阀门是否存在泄漏、损坏等情况。
需要检查管道的连接是否松动,阀门的开关是否灵活,液压缸的密封是否完好等。
2.液压油检查:液压系统正常工作的关键是液压油的质量和状态。
检查液压油的油位和油质是否符合要求,如果油位过低或者油质变质,需要及时更换液压油。
3.电气系统检查:如果液压支架带有电气控制装置,需要检查电气系统的正常工作。
包括检查电线的接线是否松动、电气元件是否损坏、控制开关是否灵活等。
4.液压支腿检查:液压支腿是液压支架的重要组成部分,用于支撑和稳定工作平台。
需要检查液压支腿的伸缩机构是否正常,支腿接触地面的部位是否磨损严重,需要及时更换磨损的零件。
5.安全防护装置检查:液压支架上应设置安全防护装置,如过载保护装置、紧急停机装置等。
需要检查这些安全装置的可靠性和有效性,确保工作的安全性。
二、立柱千斤顶的检修方案立柱千斤顶主要由立柱、千斤顶组件、千斤顶头等组成。
它适用于大型机械设备的举升和支撑。
下面是立柱千斤顶的常规检修方案:1.立柱检查:检查立柱的表面是否有划痕、变形等情况。
需要确保立柱的表面光滑且无腐蚀,否则会影响千斤顶的工作效果。
2.千斤顶组件检查:检查千斤顶组件的工作是否正常,包括丝杠、螺母、销轴等。
需要检查丝杠是否生锈、螺母是否松动,确保千斤顶的举升功能正常。
3.千斤顶头检查:检查千斤顶头的表面是否有损坏或者磨损,需要确保千斤顶头与被举升物体的接触面光滑且无划伤。
4.润滑油检查:对立柱千斤顶的润滑部位进行检查,确认润滑油是否充足,是否需要更换润滑油。
液压支架立柱、千斤顶修复方案
液压支架立柱、千斤顶修复方案液压支架立柱、千斤顶修复方案1、立柱、油缸缸筒修复:a、立柱、油缸解体后,对外缸筒进行检测,经检测符合质量要求的直接进入组装程序。
有锈蚀、拉伤以及因材质表面疲劳硬化而产生的裂纹等缺陷进行珩磨,珩磨后缸筒内径最大极限尺寸,参照图纸技术要求,一般不超过50μm;所有千斤顶珩磨后在0—30μm内的使用标准密封,在30—50μm内的使用加大密封,超过50μm的报废处理。
b、缸筒与导向套配合的内表面及螺纹部位,将表面锈斑打磨干净,螺纹部位有局部轻微损伤的,要求进行修整,修整后用导向套试验,导向套应能顺利旋入,没有卡阻现象。
螺纹部位损伤严重的必须转入机加工修复程序;c、对缸筒静密封台损坏的进行补焊、镗孔修复;d、缸筒外侧的连接块与阀板的配合表面,必须将配合面的锈斑及棱角毛刺打磨干净。
连接块进液口锈蚀严重,不能满足密封要求的,必须更换连接块。
把新的连接块按原位置可靠焊接。
保证连接块与进液管的焊缝质量,不得有渗、漏等缺陷;e、缸筒上腔进液接头座因碰撞变形的,必须更换接头座,修复工艺与连接块焊接修复工艺相同,要保证焊缝不得有渗、漏等缺陷;f、缸筒外侧的进液管如因锈蚀局部有漏液的,用手砂轮除去漏液处氧化皮后,焊接修补,补焊修复后不得有渗、漏等缺陷;g、对修复损坏件,更换所有密封,更换立柱二级缸底阀密封、弹簧,组装试验;h、对所有立柱千斤顶上的安全阀座全部进行检测,不符合设计要求的全部更换新安全阀座;i、缸筒外表面进行除锈喷漆。
2、活塞杆的修复:a、立柱、油缸解体后,对活塞杆进行检测,如活塞杆镀铬表面符合质量要求,其他部位无锈蚀,镀铬表面经抛光处理后转入装配程序;b、活塞杆镀铬表面出现拉伤、碰伤、锈斑、起泡等缺陷时视为不合格品,必须进行镀铬修复工序。
镀铬面修复后应按相关质量技术要求进行严格检验,并在修理记录上附检测数据,不合格品退回重新镀铬。
c、所有活塞杆的镀层厚度均需符合标准,并做好检修记录,验收时一并交给招标方;d、活塞杆进液口密封面出现轻微锈蚀缺陷,必须进行修整,出现锈坑的密封面,要求用机械加工或其他方式进行修复,修复后必须满足密封性能;e、活塞杆的其他装配部位必须仔细进行除锈、打磨工序,确保装配质量。
千斤顶维修工艺流程
千斤顶维修工艺流程千斤顶是一种常见的起重工具,用于举起重物或支撑重物。
由于使用频繁,千斤顶经常需要进行维修或保养。
下面是一份千斤顶维修的工艺流程,以帮助进行维修和保养。
首先,检查千斤顶的外观是否有明显的损坏或磨损。
如果有,需要先对损坏部分进行修复或更换。
同时,还要检查千斤顶的液压系统是否有泄漏情况。
可以通过观察液压系统的连接口和管道周围是否有液体脱落,来判断是否存在泄漏问题。
接下来,清洁千斤顶的表面,特别是液压系统的外壳和连接口。
可以使用喷压水或清洗剂进行彻底清洁。
清洁过程中,要注意不要对液压系统造成任何损坏。
然后,检查千斤顶的液压油是否需要更换。
液压油的质量和使用寿命对千斤顶的正常工作至关重要。
可以通过观察液压油的颜色和清澈度来判断是否需要更换。
如果液压油发黑或含有杂质,就需要进行更换。
在更换液压油之前,要先将现有的液压油排空,并使用适当的工具清洗液压系统。
完成液压油更换后,进行液压系统的检测和调试。
首先,要检查液压系统是否存在过压或欠压的情况。
可以通过安装压力表并进行测试来判断。
如果压力超过了千斤顶的额定压力范围,就需要进行调整或修理。
接着,测试千斤顶的举升能力。
可以选择一个已知重量的物体,并使用千斤顶进行举升。
在举升过程中,需要持续观察液压系统的工作情况,确保举升过程平稳且操作正常。
最后,对千斤顶进行全面的功能测试。
可以进行多次的举升和放下操作,并检查是否存在任何异常或故障情况。
在测试过程中,要特别注意千斤顶的稳定性和操作的流畅性。
千斤顶维修工艺流程是一个关键的保养步骤,可以确保千斤顶的正常工作和延长其使用寿命。
通过按照以上流程进行维修和保养,可以保证千斤顶的安全性和可靠性。
在进行维修和保养之前,建议阅读千斤顶的使用手册,并遵循制造商提供的指导和建议。
液压支架千斤顶维修工艺解读
液压支架立柱、千斤顶、油缸大修维修方案1、表面冲洗除锈油缸拆解班组先用高压水枪将立柱、千斤顶、油缸外表的浮锈、浮煤初步清理干净。
2、分解各种立柱、千斤顶、油缸按拆解顺序,采用专用设备进行拆卸,实现导向套、中缸(活塞杆)、活柱(或加长段)完全分离,并从中缸、活柱和导向套上拆下各种密封件、导向件及各种金属小件。
检验标准:按照要求必须解体的须彻底分离,外缸上下腔接口不得遗留断头及报废不用的U行销等,清除遗留的断头螺栓。
立柱及油缸解体工艺项目内容工具、材料立柱1.用高压水清洗立柱外表面浮煤。
2.将清洗好的立柱用2吨吊带吊到立柱拆解工作台上,用电钻将立柱外缸、中间缸导向套上的定位销钻出。
3.拆除外缸导向套:吊立柱到立柱拆卸机中心架上,用人工转动车床转盘至合适位置,使立柱的外缸筒底部完全放入专用的工装内,装夹好,移动中拖板,转动车床转盘至合适位置,使立柱导向套与专用工装可靠连接。
4.启动车床,使车床反向旋转低速(3.15转/分钟)运行,使导向套螺纹从外缸筒中完全退出时,停机。
5.用吊带吊住立柱,移动中拖板,松开装夹工具,用天车吊立柱到指定位置。
6.给油缸下腔供液打出立柱中间缸组件,立柱外缸筒转入缸筒珩磨程序。
7.拆除外缸导向套,并拆除导向套密封。
8.拆除活塞杆进液接头,拆除二级缸筒活塞密封组件,拆除底阀。
9.安装中间缸导向套拆除专用卡盘。
10.吊二级缸筒到立柱拆装机上,用专用的工装和夹具装夹好;11.启动车床,转车床反向低速运行(3.15转/分钟),待立柱二级缸导向套螺纹完全退出后停车。
12.用吊带吊住立柱二级缸筒,松开专用夹具和工装,吊二级缸到指定位置。
13.向中间缸活塞腔供液打出活塞杆;14.拆除中间缸导向套,并拆除导向套密封;同时放到相应的位置。
15.拆除活塞杆密封。
16.清洗导向套、活柱、中间缸筒、外缸筒。
17.将清洗干净的零件分类摆放整齐,待检验。
18.二级缸和活柱抛光后进行检测,镀铬面有损伤,起泡等缺陷时,则进行镀铬。
立柱及千斤顶大修规范
机制公司液压支架立柱及千斤顶大修规范一、主要技术标准:液压支架立柱活柱、千斤顶活塞杆维修应符合下列文件的规定和基本要求:1.《煤矿机电设备检修质量标准》;2.《MT/T1097-2008》煤矿机电设备检修技术规范;3.《MT312-2000》液压支架通用技术条件;4.《MT313-92》液压支架立柱技术条件;5.《MT97-92》液压支架千斤顶技术条件。
二、大修内容:针对立柱、千斤顶缸筒、活柱、活塞杆、等所有零部件,全面检查各零部件的尺寸精度、表面粗糙度、变形、外观清洁度等,对其进行维修或更换达到使用要求与相关标准。
或根据维修合同规定的某部分内容进行修复。
所有立柱千斤顶需按照工艺拆解到最小单元进行检验。
三、大修质量要求:1.在大修过程中,用户方派出代表到我公司生产现场进行巡检控制,对大修的质量、工期进行监督,并有权制止未按用户方图样和技术资料大修的行为,对此我公司维修人员应积极给予配合并加以改进。
2.要确保维修合同中注明的同批次大修立柱、千斤顶零部件具有互换性(若不能用同一规格零部件,需用户方同意)。
3.确保大修后立柱、千斤顶镀铬层能正常使用,1年内不锈蚀、不自然剥离脱落。
4.大修时更换的立柱缸筒、缸底、活柱、各种千斤顶缸筒、缸底、活塞杆材质必须是27SiMn。
5.大修时更换的立柱缸底、千斤顶缸底、推移耳轴都必须为锻制。
6.大修的立柱、千斤顶密封全部更换。
四、检测标准立柱检测标准1.缸体1)缸筒不得有明显变形、磕碰的凹凸点、可见裂纹及开焊现象;内孔的直线度不得大于0.5‰。
缸孔直径扩大,圆度、圆柱度均不得大于公称尺寸的2‰。
2)缸筒内表面无锈蚀、斑坑、拉伤等缺陷;如有轻度损坏,按大修工艺修复,修复后的密封配合面粗糙度应满足密封配合要求,缸口尺寸符合的原性能要求;缸筒行程部位内径尺寸公差不超过0.4mm。
3)缸体不得有裂纹,缸体端部的螺纹、环形槽或其他连接部位必须完整。
管接头不得变形。
4)缸体非配合表面应无毛刺,划伤深度不得大于1mm,磨损、撞伤面积不得大于2㎝2。
液压顶的拆卸及维修方法

液压顶的拆卸及维修方法
1.拆卸方法:
•取下液压千斤顶加油口皮塞,把加油口朝下放在四方铁盒上。
•将液压千斤顶放油阀松开取出,油开始放出。
•取下掀手连杆,使用梅花扳手和0.8米管子逆时方向旋开小泵,用尖嘴钳撬开垫片,取出6#钢球。
•将液压千斤顶夹在台钳上,使用管子钳将顶帽逆时针方向松开,取下。
•用皮锤敲打外套,取下外套。
•拔出活塞杆,如拔不出,用尖嘴钳取出底座放油阀孔内的矩形橡胶圈,倒出8#
钢球,用长嘴气枪伸到底座放油阀孔里面吹气(需控制气量),活塞杆会弹出,注意要对准墙体,避免弹出造成人员受伤。
•取下液压千斤顶活塞尼龙密封件后,再把活塞杆重新放入油缸的部位。
使用管子钳夹住油缸逆时针方向旋出,这样管子钳加力时可避免油缸变形夹扁。
•用自攻螺丝拧入钢球挡片,用钳子拔出挡片,取出6#钢球。
如不光滑或破损则
需更换。
观察三个钢球凹孔是否圆形光滑。
1.维修方法:
•液压千斤顶在日常使用中,应注意保养维护工作,定期更换液压油,清洗油缸和活塞等部件,以保证其正常工作。
•如发现液压千斤顶出现漏油、压力不足、升降缓慢等故障,应及时进行维修。
维修前应先找出故障原因,然后有针对性地进行拆卸和检修。
•更换密封件、油封等易损件时,应选用合适的型号和规格,并按照正确的安装方法进行安装。
•维修完成后,应进行试压和检查,确保液压千斤顶工作正常、安全可靠。
立柱、千斤顶维修工艺
液压支架立柱及千斤顶检修工艺一.目的该工艺严格按照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作过程,提高检修支架效率。
二. 适用范围:适用于新疆目前使用各种规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:3.1 公司所有人员均有参与该工艺制定的建议权,使该工艺广泛吸取集体智慧,确保该工艺的适用性及有效性。
3.2 该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;3.3 为了保证此工艺的先进性、科学性、适宜性,应根据新技术、新材料、新方法及中心生产发展、生产设备检验、试验设备配置、工装配置,对该工艺进行定期的修改、补充及完善。
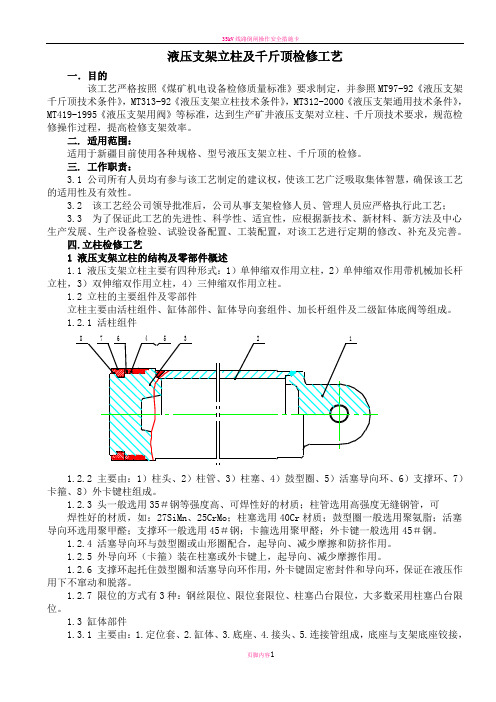
四.立柱检修工艺1 液压支架立柱的结构及零部件概述1.1 液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
1.2 立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
1.2.1 活柱组件1.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
1.2.6 支撑环起托住鼓型圈和活塞导向环作用,外卡键固定密封件和导向环,保证在液压作用下不窜动和脱落。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压支架立柱、千斤顶、油缸大修维修方案
1、表面冲洗除锈
油缸拆解班组先用高压水枪将立柱、千斤顶、油缸外表的浮锈、浮煤初步清理干净。
2、分解
各种立柱、千斤顶、油缸按拆解顺序,采用专用设备进行拆卸,实现导向套、中缸(活塞杆)、活柱(或加长段)完全分离,并从中缸、活柱和导向套上拆下各种密封件、导向件及各种金属小件。
检验标准:按照要求必须解体的须彻底分离,外缸上下腔接口不得遗留断头及报废不用的U行销等,清除遗留的断头螺栓。
立柱及油缸解体工艺
3、配件除锈、清洗、修理
①油缸外表:清除油缸外表面的浮煤、浮锈。
采用高压清洗机进行一次清洗,再用电动磨光机清除遗留浮锈,缸体内壁用内壁抛光机进行抛光处理,彻底清除内壁浮锈提高内壁粗糙度,满足装配要求,处理完毕,缸体内壁涂油,做防锈处
理。
检验标准:保证外缸外表采用人工或机械手段检验时,不再脱落浮锈、浮煤,否则不得转入组装工序。
②中缸、活柱的沟槽、外缸内部及上下接头内孔:用柴油清洗部件的所有孔道、退刀槽、螺纹孔底部及缸体内壁,最后用高压枪彻底清洗干净。
检验标准:所有孔道、沟槽,均不得存有积垢、铁屑及其他杂物,缸体内壁不得存有浮锈、浮油。
③导向套及金属小件:对可复用的导向套、金属小件、导向件等先用高压枪进行初步清洗,然后放在超声波清洗机内进行彻底清洗,清洗后用电动抛光轮清理沟槽,最后用柴油(或乳化液)擦洗做防锈处理。
检验标准:小件外表及内孔光亮,无浮锈及附着油泥。
4、零部件技术鉴定、修理
①缸体:水质呈碱性,具有较强腐蚀性,导致立柱及千斤顶的缸筒出现涨缸和严重锈蚀现象。
针对此现象,缸体维修的特殊工艺及治理措施:缸筒内壁有锈蚀、拉伤、大面积点蚀、涨缸等缺陷超标的,先进行低温镀铁处理,然后进行缸筒内孔加工,恢复到原设计要求。
经试验对比,镀铁后的缸筒的抗腐蚀性得到较大的提高,使用寿命延长2-3倍。
对缸体内壁尺寸进行测量,变形严重或无法保证在公差范围之内的缸体更换新件。
缸筒材质为27SiMn,补焊损坏的柱脚和更换损坏的接头座及通液管。
②中缸、活柱、活塞杆:立柱、千斤顶与密封圈相配合的表面必须有完好镀铬层,不准有任何机械擦伤、脱落、划痕,否则必须修镀。
修镀(先低温镀铁修复,然后表面镀硬铬)表面,针孔直径不得大于0.2mm,每平方分米范围内不得超过15处。
对镀层有锈蚀、划痕和碰伤超过标准的,应重新电镀。
活塞杆轻微弯曲的进行校直处理,再重镀。
弯曲较大无法校直的则更换新件。
对所有电镀后的中缸、活柱、活塞杆必须用测厚仪测量镀层的厚度,厚度不低于0.07mm;用外径千分尺
测量电镀件的外径尺寸,公差符合新件公差标准。
对不符合要求的电镀件退回厂家重新处理。
③活塞:活塞内外表面应无碰伤、拉伤,有轻微损伤的活塞,用油石、锉刀、砂布修整。
局部损伤严重的更换新件。
④导向套:导向套内、外配合表面及螺纹部位应无碰伤、拉伤,有轻微损伤的导向套,用油石、锉刀、砂布修整。
局部损伤严重的更换新件。
检验标准:严格按照电镀件的检验要求进行检验。
测量的缸体、导向套等配件的公差应在使用要求范围内,保证转入组装班组的配件合格率在98%以上。
5、油缸配件解体清洗后的交检及周转:油缸配件清洗后,交质检人员验收,质检人员要对清洗质量、配件鉴定挑选情况进行验收,验收完毕,转入油缸组装工序。
四、油缸的组装:
3、对组装完毕的油缸在立柱千斤顶综合试验台上进行试验,试验介质符合MT76-83《液压支架用乳化油》的规定,乳化液是用乳化油与中性软水按5:95重量比配制而成。
所有立柱、千斤顶出厂检验按照《MT97-92液压支架千斤顶技术条件》《MT313-92液压支架立柱技术条件》执行。
进行空载行程试验、高压密封试验、低压密封试验等试验,不合格不准使用。
按照3%比例在加载试验台上做油缸加载试验,并填写试验报告单,不合格的进行返修。
质检人员对试验过程及试验结果全程跟踪。
检验标准:试验员严格按照试验规范执行,不得随意简化试验程序。
4、油缸试验合格后,应将其缩至最短位置,油缸上下腔接口应加堵封严。
放置在喷漆区喷涂面漆。
面漆晾干后,将油缸摆放在周转筐内,放置在指定的位置,等待矿方验收。
检验标准:漆面覆盖彻底,涂漆要均匀。
千斤顶、立柱维修技术要求及检验标准:
(1)液压支架千斤顶按下列要求逐项做实验并填写出厂检验报告
1.外观检验。
零件表面无毛刺、切屑、油污等,外表面喷(涂)漆层均匀、
结合牢固,无起皮、脱落现象(喷漆工序在压力试验结束,检验合格后进行)
2.空载行程实验。
千斤顶在空载工况下,全行程往复动作3次,其速度不大
于200mm/min。
测量行程,满足图纸设计要求, 动作过程中不得有涩滞、爬行和外渗漏等现象。
3.最低启动压力试验。
千斤顶在空载工况下,逐渐升压,分别测量当活塞杆
伸出和回缩的启动压力,并作记录。
4.密封性能试验。
a、千斤顶缩至最小长度,对活塞杆腔进行低压1 MPa和高压为110%额定泵压
的稳压试验。
稳压时间为5 min,其中一根稳压4h(对装有安全阀的千斤顶高压采用安全阀调整定压力的90%进行试验)
b、千斤顶伸至最大行程,对活塞腔进行低压1 MPa。
和高压为110%额定泵压
的稳压试验,稳压时间为5 min,其中一根稳压4h(对装有安全阀千斤顶,高压为安全阀调定压力的90%进行试验)
5.强度试验
a、千斤顶升至全行程,以额定工作载荷的150%轴向加载,持续5min。
要求不
得永久变形和破坏。
b、千斤顶升至全行程,对活塞腔内和活塞杆腔加以额定泵压的125%,持续
5min。
要求不得永久变形和破坏。
c、千斤顶缩至最短时,对活塞腔内和活塞杆腔加以额定泵压的125%,持续
5min。
要求不得永久变形和破坏。
(2)液压支架立柱按下列要求逐项做实验并填写出厂检验报告
1.外观检验。
零件表面无毛刺、切屑、油污等,外表面喷(涂)漆层均匀、
结合牢固,无起皮、脱落现象(喷漆工序在压力试验结束,检验合格后进行)
2.空载行程实验。
立柱在空载工况下,全行程往复动作3次,其速度不大于
200mm/min。
测量行程,满足图纸设计要求, 动作过程中不得有涩滞、爬行和外渗漏等现象。
3.最低启动压力试验。
a、立柱在空载工况下,逐渐升压,分别测量各级缸活塞腔和活塞杆腔的启
动压力(均在无背压情况下试验),要求活塞腔启动压力不得超过3.5MPa
(不包含底阀的阻力损失);
b、使小缸内保持额定泵压,当小缸中部通过大缸缸口导向套时,测定大缸
活塞杆腔的启动压力,活塞杆腔的启动压力不得超过7.5 MPa。
4.活塞杆腔密封性能试验。
a、立柱缩至最小长度,各活塞杆分别在低压1 MPa和高压为110%额定泵压的
稳压试验。
稳压时间为5 min,其中一根稳压4h。
性能要求:同温度下压力不得下降或不得渗漏;
b、立柱伸至2/3全行程,轴向加载,对大缸活塞腔进行低压1 MPa。
和高压为
110%额定泵压的稳压试验,稳压时间为5 min,其中一根稳压4h。
性能要求:同温度下压力不得下降或不得渗漏;
5.强度试验
a、立柱升至全行程,以额定工作载荷的150%轴向加载,持续5min。
要求不得
永久变形和破坏。
b、立柱升至全行程,对活塞腔内加以额定泵压的125%,持续5min。
要求不得
永久变形和破坏。
c、立柱升至全最大行程,在柱头和缸底同侧偏心30mm的位置,以110%额定
工作载荷轴向加载持续5min。
要求立柱缸体不得产生永久变形和破坏。