支撑套零件图cad图纸
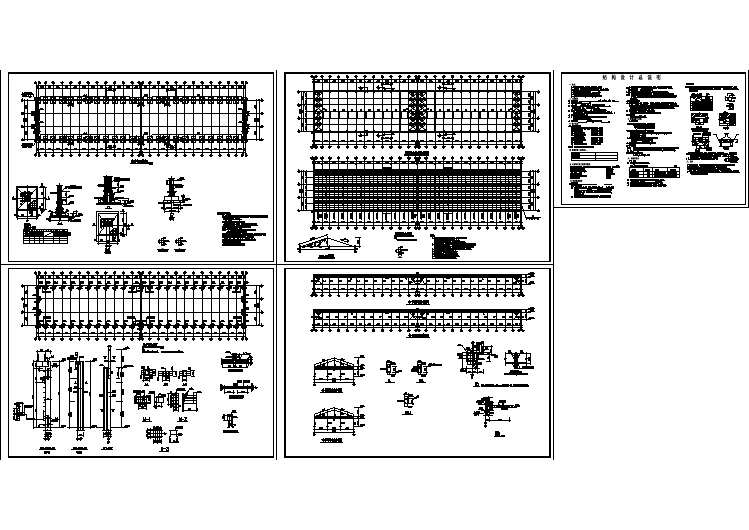
一整套轻型钢结构厂房CAD施工设计图纸

钢结构二层全套建筑钢结构CAD图纸

AUTOCAD 绘制轴承座零件图
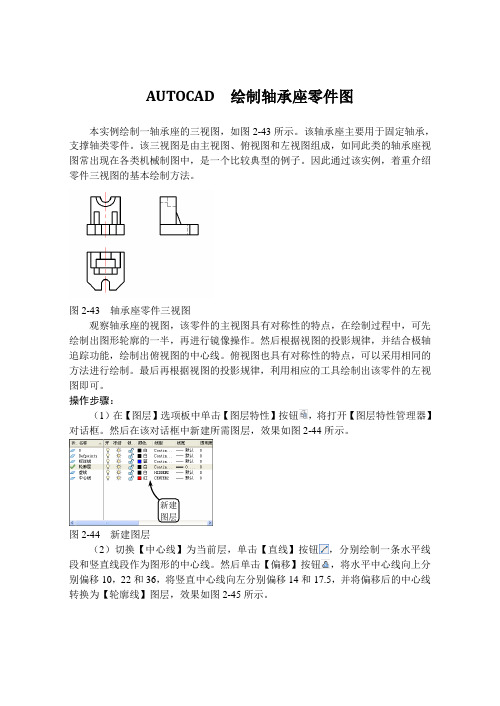
AUTOCAD 绘制轴承座零件图本实例绘制一轴承座的三视图,如图2-43所示。
该轴承座主要用于固定轴承,支撑轴类零件。
该三视图是由主视图、俯视图和左视图组成,如同此类的轴承座视图常出现在各类机械制图中,是一个比较典型的例子。
因此通过该实例,着重介绍零件三视图的基本绘制方法。
图2-43 轴承座零件三视图观察轴承座的视图,该零件的主视图具有对称性的特点,在绘制过程中,可先绘制出图形轮廓的一半,再进行镜像操作。
然后根据视图的投影规律,并结合极轴追踪功能,绘制出俯视图的中心线。
俯视图也具有对称性的特点,可以采用相同的方法进行绘制。
最后再根据视图的投影规律,利用相应的工具绘制出该零件的左视图即可。
操作步骤:(1)在【图层】选项板中单击【图层特性】按钮,将打开【图层特性管理器】对话框。
然后在该对话框中新建所需图层,效果如图2-44所示。
新建图层图2-44 新建图层(2)切换【中心线】为当前层,单击【直线】按钮,分别绘制一条水平线段和竖直线段作为图形的中心线。
然后单击【偏移】按钮,将水平中心线向上分别偏移10,22和36,将竖直中心线向左分别偏移14和17.5,并将偏移后的中心线转换为【轮廓线】图层,效果如图2-45所示。
图2-45 偏移中心线并转换图层 (3)继续利用【偏移】工具,将竖直中心线向左分别偏移6,11,4和10,并将偏移后的中心线转换为【轮廓线】图层,效果如图2-46所示。
图2-46 偏移中心线并转换图层 (4)单击【修剪】按钮,选取四条水平线段为修剪边界,对竖直线段进行修剪操作。
继续利用【修剪】工具,选取相应的竖直线段为修剪边界,对水平线段进行修剪操作,效果如图2-47所示。
图2-47 修剪轮廓线 (5)单击【镜像】按钮,选取如图2-48所示图形轮廓为要镜像的对象,并指定竖直中心线上的两个端点确定镜像中心线,进行镜像操作。
绘制 中心线偏移中心线 并转换图层偏移中心线 并转换图层偏移中心线 并转换图层修剪竖 直线段修剪水 平线段图2-48 镜像图形(6)切换【轮廓层】图层为当前图层,单击【圆】按钮,以点A 为圆心,分别绘制半径为R5和R9的圆,如图2-49所示。
机械零件 图纸【范本模板】
干机械设计这一行的入门和不可缺少的资料(转载)1。
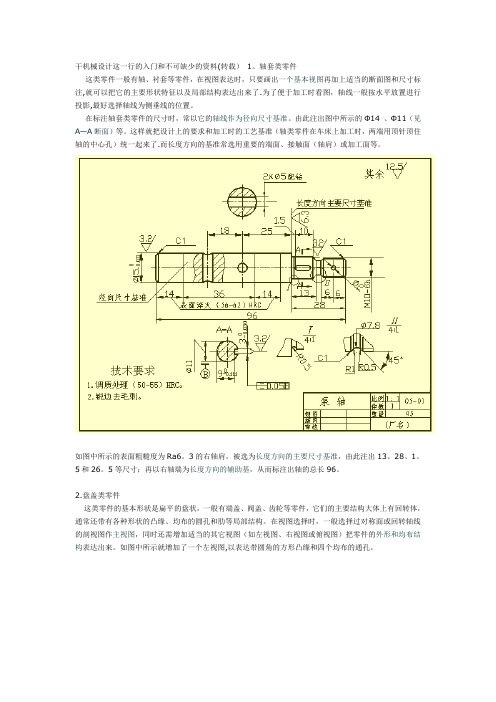
轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了.为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A—A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了.而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6。
3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1。
5和26。
5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构.踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
机械制图-CAD-零件图的识读与绘制
(2)当基准要素是轴线或中心平面时,基准三角形应放 置在该尺寸线的延长线上,如图a所示。如果没有足够的 位置标注基准要素尺寸的两个尺寸箭头,则其中一个箭
头可用基准三角形代替,如图b所示。
(ቤተ መጻሕፍቲ ባይዱ)几何公差标注示例
气门阀杆形位公差标注示例
四、任务实施
1、概括了解 2、表达分析 3、结构分析 4、尺寸分析 5、了解技术要求 6、用CAD绘制出阀体三维图
一般孔
光
精加工 孔
孔
锥销孔
该孔无 普通注
法。
孔深符号
钻孔深度为12mm, 精加工孔(铰孔)
深度为10mm
“配作”指该孔与 相邻零件的同位锥
销孔一起加工
结构类型 普通注法 沉 锥形沉
孔
柱形沉 孔孔
锪平面 孔
旁注法
说明
为埋头孔符号, 该孔为安装开槽沉头
螺钉所用。
该孔为安装内六角圆 柱头螺钉所用,沉孔 头部的孔深应注出
任务一、绘制变速箱的零件图并标注
1、了解零件图的内容,掌握基准的概念和分 类,掌握零件图上标注尺寸的基本原则和三类
尺寸的标注方法。理解极限与配合的概念。
2、会分析零件结构形状和视图表达方法;会 选择基准,合理地标注尺寸。
3、能用CAD绘制二维、三维图形。
返回目录
学习内容
一、任务提出
对照球阀装配立体图,识读如下图所
2、确实主视图的投射方向
主视图的投射方 向应该能够反映零件的主 要形状特征,即表达零件 的结构形状以及各组成部 分之间的相对位置关系。 形体特征原则是选择主视
图投射方向的依据。
(二)其他视图的选择
主视图确定之后,要分析该零件还有哪些结构 形状未表达完整,以及如何将主视图未表达清楚的 部位用其他视图进行表达,并使每个视图都有表达 重点。在选择视图时,应优先选用基本视图及在基 本视图上作剖视图。在完整、清晰地表达零件结构 形状的前提下,尽量减少视图数量,力求视图简洁。
机械制图与CAD基础

b. 尺寸较小的结构,采用局部放大图; c. 合理运用简化画法; d. 减少虚线。
二、构形以及表达分析
1.轴套类
作用:支撑,传递动力; 特点:轴向尺寸大,径向尺寸小,多为细长的回转体; 常见结构:倒角、退刀槽、键槽、螺纹、孔等; 表达方案:主视图 (轴线水平,键槽朝前,垂直轴线投射)
2. 表面粗糙度的符号、代号:
a)
b)
c)
a) 为基本符号,用任何加工方法获得; b) 为用去除材料的方法获得; c) 为用不去除材料的方法获得。
表6.5 表面粗糙度的代号举例
意义
代号
意义
用去除材料的方法获得
3.2
用任何方法获得的表面粗 糙度,Ra的上限值为3.2μm。
3.2max 1.6min
(3)钻孔结构 钻头
不合理
合理
合理
(4)凸台和凹坑
(5)键槽和螺纹(标准件)
键槽
§11-4、零件的表达方案
一、视图选择
(1)主视图:一般应以零件的工作位置或加工位置作为表达方案 中主视图的方位,在此基础上选择最能表达零件结构特征的方向作 为主视图的投射方向。
(2)其它视图: a. 尽量选用基本视图,按正确、完整、清晰、简洁的原则,
§12-1、螺纹及螺纹联接
一、螺纹
1、螺纹的形成
平面图形沿着螺旋线所形成的具有相同断面的连续凸起和沟槽的结构
a) 在机床上加工外螺纹
b)在机床上加工内螺纹
2、螺纹的结构要素
1)牙型
粗牙普通螺纹 M
联接螺纹 细牙普通螺纹 M 非螺纹密封的管螺纹 G 用螺纹密封的管螺纹 R、Rc、Rp
CAD支架零件图教案
一、教案基本信息教案名称:CAD支架零件图教案课时安排:2课时教学目标:1. 让学生掌握CAD软件的基本操作。
2. 让学生学会绘制支架零件图。
3. 培养学生独立操作CAD软件,绘制零件图的能力。
教学重点与难点:重点:CAD软件的基本操作,支架零件图的绘制方法。
难点:CAD软件的高级操作,支架零件图的细节处理。
教学准备:1. 安装好CAD软件的计算机。
2. 支架零件图的实例文件。
二、教学过程1. 导入新课教师简要介绍CAD软件在工程领域的应用,引导学生了解本节课的学习内容。
2. 基本操作学习教师讲解CAD软件的基本操作,如新建文件、保存文件、打开文件、关闭文件等。
学生跟随教师操作,熟悉软件界面。
3. 实例演示教师演示如何绘制一个简单的支架零件图,讲解绘制过程中的关键步骤和注意事项。
学生观看演示,跟随教师操作。
4. 学生练习学生独立操作CAD软件,按照教师提供的实例文件,尝试绘制支架零件图。
教师巡回指导,解答学生疑问。
5. 课堂总结教师总结本节课所学内容,强调支架零件图的绘制方法和注意事项。
学生整理学习笔记。
三、课后作业1. 绘制一个简单的支架零件图。
四、教学反思教师在课后对自己的教学进行反思,分析教学过程中的优点和不足,针对性地调整教学方法,以提高教学效果。
五、课后评价1. 学生作业评价:检查学生绘制的支架零件图,评价其准确性、规范性和创新性。
2. 学生课堂表现评价:评价学生在课堂上的参与程度、学习态度和合作精神。
3. 教学目标达成情况评价:分析学生学习成果,评估教学目标是否达成。
六、教学内容拓展1. 高级操作学习教师讲解CAD软件的高级操作,如尺寸标注、文字标注、图层管理、块引用等。
学生跟随教师操作,掌握高级操作技巧。
2. 复杂支架零件图绘制教师演示如何绘制一个复杂的支架零件图,讲解绘制过程中的关键步骤和注意事项。
学生观看演示,跟随教师操作。
七、实践与应用1. 学生独立操作CAD软件,根据实际工程需求,绘制一个具有代表性的支架零件图。
某三角形钢屋架结构施工cad设计图纸
最新保温杯注塑模具设计(全套cad图纸
保温杯注塑模具设计(全套C A D图纸)摘要塑料成型加工技术是关键环节,塑料原料进入生产。
塑料成型工艺及模具技术是一种新的和全面的主题,不仅与高分子材料合成技术来提高创新、成型设备、成型工艺的成熟和进步,随着计算机技术在塑料成型和数值模拟的发展领域渗透的过程。
本次毕业设计本人通过对零件的分析,综合考虑了各种因素对模具的设计进行了系统规划并计算了各种参数,如对制件的体积和质量的安排,确定型腔数目和壁厚,选择分型面等。
浇注口,通道的设计,冷却系统的设计,模架的选用等也是关键所在。
设计后还需要进行试验校核,做到有理有据。
通过深入研究和调查的模具,该模具结构设计进行了分析,并借鉴国内外学者的设计经验确定的方法。
主要研究的是塑料模具材料的选用,注塑机上的应用类型,型腔布局设计,剖面设计,浇注系统的设计选型,冷却系统的设计,成型零件的设计,合模机构的设计指南和弹射装置的设计和注塑机检查,由此设计出保温杯注塑模。
关键词:塑料成型加工;热塑性塑料;注射成型技术AbstractThe key link of changing plastic raw materials into products is the plastics molding process. Plastic processing and mold technology is an evolving integrated subject. Not only with the improving synthesis technology of the polymeric materials, the innovations of the molding equipments, the maturity of processing technology to make progress , but also with the infiltration of computer technology, numerical simulation technology and so on in the field of plastics molding process to access development.The graduation I designed through the analysis of parts, the comprehensive consideration of various factors on the mold design of the planning system and the various parameters were calculated. Such as on parts of the volume and quality of the arrangements determined number of cavity and wall thickness, parting surface. Pouring port, channel design, cooling system design, mold selection is the key. The design also need to test and check, be reasonable.Through in-depth research and investigation of a mold design analyzes, design experience and learn from scholars determined approach. The main research is the choice of plastic mold material, application type injection molding machine, cavity layout design, profile design, gating system design and selection, design of the cooling system, molded part design, mold design guidelines and ejection mechanism design and injection molding machine inspection apparatus, thereby design a mug injection mold.Keywords:Plastic Molding Of Plastics Processing Raw Materials IntoProducts; Thermoplastic ; The Injection Takes Shape TheTechnology目录第一章绪论 (1)第二章制件分析 (2)第三章计算制件的体积和质量 (4)第四章制件注射成型工艺参数 (6)第五章注射模的结构设计 (8)5.1 型腔数目的确定 (8)5.2 型腔的排列方式 (8)5.3 分型面的选择 (9)第六章浇注系统设计 (11)第七章冷却系统设计 (15)第八章成型零件设计 (16)8.1 成型零件的结构设计 (16)8.1.1 凹模结构设计 (16)8.1.2 型芯结构设计图 (16)图8 凸模 (17)8.2 成型零件尺寸计算 (17)8.3 型腔壁厚计算 (18)第九章模架的选用 (20)第十章合模导向机构设计 (21)第十一章脱模机构设计 (25)11.1 脱模机构设计的总体原则 (25)11.2 推出机构设计 (25)11.3 浇注系统凝料脱模机构 (26)第十二章注射机校核 (27)12.1 注射量、锁模力、注射力、模具的厚度的校核 (27)12.2 开模行程的校核 (27)结束语 (28)参考文献 (29)致谢 (30)第一章绪论模具是工业生产中广泛使用的工艺设备。
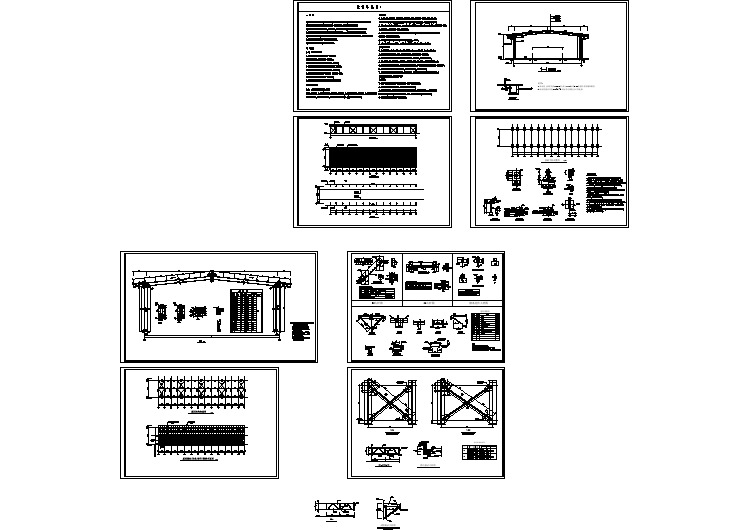
门式钢架车棚结构设计CAD参考图
轴套类数控车削加工工艺及编程设计说明书4
目录1.设计题目及零件图 (1)1.1数控车零件设计题目及零件图 (1)1.2数控铣零件设计题目及零件图 (1)2.工艺设计 (2)2.1数控车零件工艺设计 (2)2.1.1工艺分析 (2)2.1.2工艺安排 (2)2.2数控铣零件工艺设计 (3)2.2.1工艺分析 (3)2.2.2工艺安排 (3)3.零件工艺规程 (4)4.程序设计 (4)4.1数控车零件程序设计 (4)4.1.1机床的选择 (4)4.1.2刀具的选择 (4)4.1.3数值计算 (5)4.1.4切削参数的选择 (5)4.2数控铣零件程序设计 (6)4.1.1机床的选择 (6)4.1.2刀具的选择 (6)4.1.3数值计算 (6)4.1.4切削参数的选择 (7)5.数控加工程序清单 (7)5.1数控车零件程序清单 (7)5.2数控铣零件程序清单 (17)6.数控车、铣床程序仿真结果 (16)6.1数控车床程序仿真结果 (16)6.2数控铣床程序仿真结果 (17)7.设计总结 (18)参考书及资料目录文献 (19)1.零件的分析如图1.1所示为轴套零件三维模型图,图1.2所示为轴套二维零件图(图中有不清晰之处请参加CAD图),试制定出该零件的加工工艺方案,编制其数控加工程序,并对程序进行仿真加工。
图1.2 零件三维图图1.1 零件二维图1.1零件的尺寸标注分析零件图上的尺寸是制造、检验零件的重要依据,生产中要求零件图中的尺寸不允许有任何差错。
在零件图上标注尺寸,除要求正确、完整和清晰外,还应考虑合理性,既要满足设计要求,又要便于加工、测量。
关于尺寸标注主要包括功能尺寸、非功能尺寸、公称尺寸、基本尺寸、参考尺寸、重复尺寸等等。
该零件图说标注的尺寸均完整,符合国家要求,位置准确,表达清楚。
1.2零件的几何要素分析从图1.1分析得知,该零件的结构主要由圆柱面、圆弧面、圆锥面、螺纹头、螺纹孔、槽等特征组成,这些特征在普通车床上难以完成,需要在数控车上加工。
钢框架结构厂房CAD示意图

CAD机械制图(第八章_零件图)解析
放大本图 图8-4 轴承座的尺寸基准和尺寸标注
2.零件尺寸标注的一般原则
⑴ 零件的重要尺寸(指影响零件工作性能的尺寸,有配合 要求的尺寸和确定各部分相对位置的尺寸)要直接标注。如轴 承座零件图中,主视图上定位尺寸32和100以及左视图中的配合 尺寸32等就是重要尺寸。 ⑵ 尺寸标注要便于加工、便于测量(图8-5)。
§8-1 零件图的作用与主要内容 一、零件图的作用
零件图是制造和检验零件的主要依据,是设计部门提交给生产部门的 重要技术文件,也是进行技术交流的重要资料。
二、零件图的主要内容
1.一组视图 表达零件的内外结构形状; 2.完整的尺寸 制造、检验零件所需的全部定形、 定位尺寸; 3.技术要求 加工零件的一些技术要求,如表 面粗糙度、尺寸公差、形状和位置 公差; 4.标题栏 填写零件的名称、材料、比例等 以及相关责任人的签字等内容。
为了使零件的毛坯制造、机械加工、测量和装配更加顺利、方便,零 件的主体结构确定后,还必须设计出合理的工艺结构。零件的常见工艺结 构及其功用整理在附表一、附表二中。
图8-11 从动轴
§8-4 零件的技术要求 一、表面粗糙度
1.表面粗糙度概念 加工后的零件表面是由许多高低不平的峰、谷 组成,在显微镜下观察如右图所示。零件加工表 面上具有的这种微观几何形状特征,称为表面粗 糙度。 2.表面粗糙度的评定参数GB/T1031-1995 图8-12 零件表面的峰谷 评定表面粗糙度的三种参数: 轮廓算术平均偏差(Ra)、轮廓微观不平度十点高度(Ry)和轮廓最大 高度(Rz)。但最常用的是轮廓算术平均偏差Ra(取样长度内峰、谷与基 线偏差的算术平均值,单位是μm),Ra的取值必须遵守国标的相关规定, 可参阅下表。
图8-5 尺寸标注要便于加工、便测量
CAD机械制图零件图

2、钻孔结构 〔1〕孔的工艺结构 用钻头加工(jiā gōng)盲孔时,由于钻头尖部有120°的圆锥面, 所以其底部总有一个120°圆锥面。扩孔加工(jiā gōng)也将在直 径不等的两柱面孔之间留下120°的圆锥面。如以下图 钻孔深度指圆柱局部的深度,尺寸标注不包括锥坑,如图 〔2〕端面的工艺结构 钻孔时,应尽量使钻头垂直于孔端面,否那么易将孔钻偏或将钻 头折断。当孔的端面是斜面或曲面时,应先把该平面铣平或制成 凸台或凹坑等结构。如以下图
一、机械加工工艺结构
1、圆角和倒角
〔1〕作用:为了防止因应力集中而发作裂纹,在阶梯轴 和孔的轴肩、孔肩处常以圆角(称倒圆〕过渡。轴和孔的 端面上加工成45°或其他度数的倒角,其目的是为了去除 零件的毛刺、锐边,便于装置和操作平安。如图
第三十五页,共139页。
第三十六页,共139页。
〔2〕画法和尺寸标注(biāo zhù) 轴、孔的规范倒角和圆角的尺寸由GB/T6403.4—1986查
第三十九页,共139页。
钻孔(zuàn kǒnɡ)工 艺结构
第四十页,共139页。
钻孔端面的正确 (zhèngquè)结构
第四十一页,共139页。
3、退刀槽和越程槽 在切削加工中,特别是在车螺纹和磨削时,为了使刀具易于参与, 常在加工外表的台肩处,先加工出退刀槽或越程槽。如以下 (yǐxià)图 稀有的有螺纹退刀槽、砂轮越程槽等。 退刀槽的尺寸标注方式,普通可按〝槽宽×直径〞或〝槽宽×槽 深〞标注。 越程槽普通用局部增加图画出。详细标注可参阅相应国度的规范。
第二十页,共139页。
第二十一页,共139页。
第二十二页,共139页。
3、叉架类零件的表达方法 〔1〕结构特点:普通比拟复杂,很不规那么。主要用于支撑 或夹持零件等。如图 〔2〕主视图选择:叉架类零件加工位置多变,所以主要依据 它们的外形特征和义务位置来选择主视图。如图 〔3〕其他视图选择:通常选用两个基本视图表示。主视图没 有表达清楚的结构〔如:肋、轴承孔等〕采用移出断面、局部 视图和斜视图等。如图 特别提示:上述叉架类零件的另一种(yī zhǒnɡ)表达方案。如 图
CAD经典零件标注

CAD经典零件标注CAD标注机械设计都要用到的好东东1 .轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
卡片
工时
准终
单件
夹具
量具
工序
协作
检查
50
忽
4)忽孔2*Φ17的孔
金工
同上
内径深度尺千分尺
1
55
镗
粗镗Φ35H7的孔至Φ34
机加工
同上
专用夹具
内径千分尺
1
60
镗
半精镗Φ35H7孔至34.85
机加工
同上
专用夹具
内径千分尺
65
钻
钻Ø5.2孔
金工
同上
专用夹具
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
许向华
数控加工工序卡片
产品型号
零件图号
产品名称
支承套
零件名称
支承套
共
3
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
机加工车间
15
车
45
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
锻件
Φ110*90
1
1
设备名称
金工
同上
105
钻
钻2*Φ15H7至Φ14mm
金工
同上
专用夹具
内径千分尺
1
110
扩
扩2*Φ15H7至Φ14.85mm
金工
同上
塞规
1
115
绞
铰2*Φ15H7孔
金工
同上
塞规
120
检验
按图纸用超声波探伤检测,做好记录,表明部位
质检处
超声波探伤仪
1
125
包装
清洗、涂油、包装
130
交货
搬运到指定处
设计(日期)
校对(日期)
准终
单件
带表卡尺 塞规 外径千分尺、内径千分尺
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削余量
进给次数
工步工时
r/min
mm/min
mm/r
mm
机动
辅助
1
钻Φ35H7孔、2*Φ17*11mm孔打中心孔
专用夹具
1200
钻Φ35H7孔至Φ31
专用夹具
150
30
15.5
1
钻Φ11mm孔
专用夹具
钻
3)钻Φ11的孔
金工
同上
专用夹具
内径千分尺深度尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)标记ຫໍສະໝຸດ 处数更改文件号签字
日期
标记
处数
更改文件号
签字
日期
许向华
机械加工工艺过程卡片
产品型号
零件图号
产品名称
支承套
零件名称
支承套
共
3
页
第
2
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
Φ110*90
每毛坯件数
支承套
共
3
页
第
2
页
车间
工序号
工序名称
材料牌号
机加工车间
20
铣
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
Φ110*90
1
1
设备名称
设备型号
设备编号
同时加工件数
数控铣床
1
夹具编号
夹具名称
切削液
平口钳
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺装备
主轴转速
切削速度
800
150
1
9
9
2
精车外圆至100f9
三爪卡盘
1000
150
0.5
1
2
3
车端面至80
三爪卡盘
800
150
1
10
设 计(日 期)
校 对(日 期)
审 核(日 期)
标准化(日 期)
会 签(日 期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
许向华
数控加工工序卡片
产品型号
零件图号
产品名称
支承套
零件名称
游标卡尺深度尺
1
15
车
精车右端面、保证总长度80
机加工
CK0632
三爪卡盘
带表卡尺塞规
外径千分尺
1
20
铣
一平面保证尺寸78
机加工
铣床
平口钳
游标卡尺
25
钳
兼顾各部分划线
金工
卡尺
1
30
钻
钻Φ35和2*Φ17和11的中心孔
金工
加工中心
专用夹具
35
钻
钻Φ35的孔至Φ31
金工
同上
专用夹具
内径千分尺深度尺
1
45
专用夹具
1200
40
1
钻2*M6-6H底孔至Φ5mm
专用夹具
650
35
2.5
1
2*M6-6H孔端倒角并攻2*M6螺纹
专用夹具
200
70
0.5
1
铰Φ35H7孔
专用夹具
100
50
0.075
1
钻2*Φ15H7至中心孔
专用夹具
1200
40
1
钻2*Φ15H7至Φ14mm
专用夹具
450
60
7
1
2
扩2*Φ15H7至Φ14.85mm
500
70
5.5
1
忽2*Φ17mm
专用夹具
150
15
3
1
粗镗Φ37H5孔至Φ34
专用夹具
400
30
0.5
11
粗铣Φ60*12mm至Φ59mm*11.5
专用夹具
500
70
7
1
精铣Φ60*12mm
专用夹具
600
45
0.5
1
半精镗Φ35H7孔至Φ34.85mm
专用夹具
450
35
0.425
1
钻2*M6-6H螺纹中心孔
专用夹具
200
40
0.425
1
4
铰2*Φ15H7孔
专用夹具
100
50
0.075
1
设 计(日 期)
校 对(日 期)
审 核(日 期)
标准化(日 期)
会 签(日 期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
设备型号
设备编号
同时加工件数
数控车床
CK0632
1
夹具编号
夹具名称
切削液
三爪卡盘
乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
带表卡尺 塞规 外径千分尺
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车外圆至101
三爪卡盘
许向华
机械加工工艺过程卡片
产品型号
零件图号
产品名称
支承套
零件名称
支承套
共
3
页
第
1
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
Φ110*90
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
卡片
工时
夹具
量具
工序
协作
检查
准终
单件
0
毛坯
锻造件
锻
小件
10
车
车出工件外形,Φ78
机加工
CK0632
三爪卡盘
塞规
1
70
铣
精铣Φ60*12mm
机加工
同上
专用夹具
内径千分尺
塞规
1
75
钻
钻2*M6螺纹的中心孔
金工
同上
80
钻
钻2*M6螺纹至Φ5mm
金工
同上
专用夹具
内径千分尺
85
倒角
螺纹口倒角
同上
90
攻
攻2*M6的螺纹
金工
同上
塞规
95
绞
绞Φ35H7
金工
同上
塞规
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期