7M焦炉推焦车控制系统的研发5页word文档
7m焦炉煤塔授煤控制系统改造

7m焦炉煤塔授煤控制系统改造孙光辉【摘要】The application performance of coal receiving control system of the coal tower at the 7m top charging coke oven in Tongling Xinyaxing Coking is introduced. The abnormal shutdowns and failures caused by defects of electrical components at the coal tower mouth were analyzed in detail. The original control system was modified by adopting PLC combining with industrial wireless Ethernet technology, which has greatly enhanced the operation safety of the coal tower equipment such as the charging cars and improved production efficiency.%介绍了7m顶装焦炉煤塔授煤控制系统在铜陵新亚星焦化厂的应用情况,对煤塔漏嘴电气元件缺陷造成异常停机和事故进行了详细的分析,采用PLC结合工业无线以太网技术对原控制系统进行改造,大大增强了煤塔及装煤车等设备在运行过程中的安全性能,提高了生产效率。
【期刊名称】《冶金动力》【年(卷),期】2014(000)010【总页数】4页(P71-73,76)【关键词】焦炉;煤塔;工业无线以太网;PLC【作者】孙光辉【作者单位】铜陵新亚星焦化有限公司机动车间,安徽铜陵 244000【正文语种】中文【中图分类】TP27铜陵新亚星焦化二期130万t 7 m顶装焦炉及储运煤塔工程由中冶焦耐院设计制造。
7m拦焦车的设计
第6期(总第175期)2012年12月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.6Dec.文章编号:1672-6413(2012)06-0104-037m拦焦车的设计孙乃鑫(太原重工股份有限公司技术中心,山西 太原 030024)摘要:7m拦焦车是为7m系列焦炉配套的焦炉机械之一,采用了炉号识别、自动对位、一次对位、四车联锁等先进技术。
炉门清扫装置采用螺旋铣刀加高压水清扫形式,取门机构设有位置检测及记忆系统,并配有完善的除尘系统。
关键词:7m拦焦车;焦炉机械;设计;高压水中图分类号:TQ520.5 文献标识码:A收稿日期:2012-07-24;修回日期:2012-07-30作者简介:孙乃鑫(1962-),男,山西沁源人,高级工程师,本科,主要从事焦炉设备及压力容器的设计。
1 概述中冶焦耐工程技术有限公司全新开发了炭化室高6.98m的7m系列焦炉,它是目前国内自主设计投产的最大顶装式焦炉。
7m拦焦车是为7m系列焦炉配套的焦炉机械之一,7m顶装式拦焦车采用炉号识别、自动对位、一次对位、四车联锁等先进技术。
本文重点介绍7m拦焦车的设计。
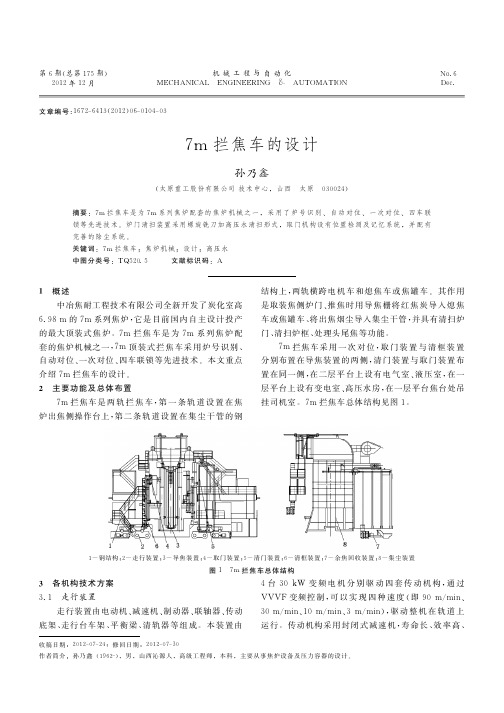
2 主要功能及总体布置7m拦焦车是两轨拦焦车,第一条轨道设置在焦炉出焦侧操作台上,第二条轨道设置在集尘干管的钢结构上,两轨横跨电机车和熄焦车或焦罐车。
其作用是取装焦侧炉门、推焦时用导焦栅将红焦炭导入熄焦车或焦罐车、将出焦烟尘导入集尘干管,并具有清扫炉门、清扫炉框、处理头尾焦等功能。
7m拦焦车采用一次对位,取门装置与清框装置分别布置在导焦装置的两侧,清门装置与取门装置布置在同一侧,在二层平台上设有电气室、液压室,在一层平台上设有变电室、高压水房,在一层平台焦台处吊挂司机室。
7m拦焦车总体结构见图1。
1-钢结构;2-走行装置;3-导焦装置;4-取门装置;5-清门装置;6-清框装置;7-余焦回收装置;8-集尘装置图1 7m拦焦车总体结构3 各机构技术方案3.1 走行装置走行装置由电动机、减速机、制动器、联轴器、传动底架、走行台车架、平衡梁、清轨器等组成。
7m顶装焦炉成套设备电控系统

7m顶装焦炉成套设备电控系统梁淑蓉【摘要】结合7m顶装焦炉的工艺和控制要求,介绍7m顶装焦炉设备电气控制系统的构成、功能和特点等.7m顶装焦炉成套设备是太原重工自主研发设计制造的大型炼焦设备,有焦炉车辆联锁系统、焦炉车辆自动对位系统以及带位置检测和记忆功能的炉门装置,其焦炉控制系统控制精度比6m焦炉有了很大提高,达到国内先进水平.【期刊名称】《山西冶金》【年(卷),期】2016(039)004【总页数】3页(P78-80)【关键词】电气;人机界面;PLC;以太网总线【作者】梁淑蓉【作者单位】太原重工股份有限公司技术中心,山西太原030024【正文语种】中文【中图分类】TQ520.5根据国家可持续循环经济发展战略,我国焦炉机械装备向大容积、环保化及智能化方向发展。
太原重工通过自主创新设计开发制造了7m大容积环保型焦炉成套装备,该装备的电气系统技术先进、操作方便、安全可靠、自动化水平高,已达到国内同行业先进水平。
7 m顶装焦炉成套装备由装煤车、推焦车、除尘拦焦车、熄焦车、干熄焦焦罐车、炉门服务车组成。
装煤车的主要功能是在焦炉炉顶的轨道上走行,将煤塔的煤运往焦炉并倒入相应的炭化室中;推焦车的主要功能是开、关机侧炉门,将红焦从焦炉炭化室推出,进行炉门和炉门框的清扫,头尾焦的处理,机侧除尘,小炉门开闭、平煤、余煤处理等工作;除尘拦焦车的主要功能是取、装焦侧炉门,推焦时用导焦设备将红焦炭导入熄焦车或焦罐车内,将出焦烟尘导入集尘干管,清扫炉门、炉框,处理头尾焦等;熄焦车为一点定位熄焦车,在焦炉焦侧的熄焦车轨道上运行,接运从炭化室推出来的红焦到熄焦塔并将熄焦后的焦炭卸到焦台上;干熄焦焦罐车的主要功能为用来接运从炭化室推出来的红焦到干熄焦站上;炉门服务车用于炉门的维护和修理。
2.1 电源供电及联锁从滑线经滑触器供给车上电源(三相AC660 V 50 Hz)[1]。
在推焦车与电机车、装煤车之间,装煤车与地面除尘站之间,拦焦车与地面除尘站之间设置滑线联锁。
推焦车方案介绍

推焦车方案1. 简介推焦车是用于钢铁生产过程中的一个重要设备,用于将高温的焦炭从焦炉中推出。
本文档将介绍推焦车的工作原理、结构设计、安全保障等方面的内容,并提出一种新的推焦车方案。
2. 工作原理推焦车利用液压系统的力学原理将高温焦炭推出焦炉。
其工作原理如下:1.手动或自动控制启动液压系统。
2.液压泵提供高压液体。
3.高压液体通过液压阀控制进入液压缸。
4.液压缸推动推焦车台车移动。
5.推焦车台车上的推轮推动焦炭从焦炉中推出。
3. 结构设计推焦车的主要结构如下:•车架:承载整个推焦车的重量,以及提供运动支撑。
•液压系统:推焦车的动力来源,提供推力。
•推焦车台车:搭载焦炭的平台,具有推动焦炭的推轮。
•控制系统:手动或自动控制推焦车的运行。
4. 安全保障为确保推焦车在工作过程中的安全性,需要采取以下措施:1.安全防护装置:在推焦车的关键位置设置防护栏杆、安全门等,防止工作人员误入危险区域。
2.警示标志:在推焦车周围设置明显的警示标志,提醒工作人员注意安全。
3.操作规程:制定明确的操作规程,包括推焦车的启停流程、安全操作要点等,并对操作人员进行培训。
4.检修保养:定期对推焦车的关键部件进行检修保养,确保其正常运行,并提前发现潜在故障。
5.紧急停机按钮:在推焦车的控制系统中设置紧急停机按钮,以便在紧急情况下迅速停止推焦车的运行。
5. 新方案为进一步优化推焦车的性能和安全性,提出以下新方案:•焦炭温度监测:在推焦车台车上安装温度传感器,实时监测焦炭的温度,以便掌握焦炭的工作状态。
•智能控制系统:引入智能控制技术,实现推焦车的自动化运行,提高生产效率和安全性。
•润滑系统升级:升级润滑系统,采用高效的润滑剂和自动润滑装置,减少推焦车的摩擦和磨损,延长使用寿命。
•轨道改进:改进推焦车所行驶的轨道,采用高强度材料和精确加工工艺,提高推焦车的稳定性和平稳性。
6. 总结本文介绍了推焦车的工作原理、结构设计和安全保障,并提出了一种新的推焦车方案。
7米焦炉电气控制系统及其改进
7米焦炉电气控制系统及其改进摘要:对7米焦炉电气系统网络结构、控制方案、程序编制做了简要介绍,并且阐述了对重点部位的改进措施,该系统具有先进、可靠、人性化的控制理念和系统设计。
关键词:焦炉PLC WinCC 工控机中图分类号:TQ520 文献标识码:A 文章编号:1007-9416(2014)01-0008-011 前言安钢7米焦炉四车一机成套设备,代表了安钢焦化厂焦炉设备的先进水平,其自动化控制技术水平高,设备机械机构设计合理,除尘效率高,环保。
下面简要介绍7米焦炉电气系统网络结构、控制方案、程序编制。
该系统的电气控制设计特点:(1)电气控制系统方面走工业现场总线组网,组网简单可靠,抗干扰强,降低成本并且降低电气维护的难度和工程量。
(2)利用焦炉工艺特点,硬件集成利用,例如:拦焦车走行电机与除尘风机共用一台变频器、装煤车走行与装煤共用变频器等;启发思维,节约成本投入,减少安装工作量。
(3)环保方面加入大功率的除尘系统,减少推焦、平煤、拦焦、装煤时的的烟尘排放,增加设备竞争优势,保障焦炉操作环境良好。
2 焦炉设备的组成及工作原理安钢7米焦炉设备由装煤车、推焦车、拦焦车、电机车、煤气交换机共四车一机组成。
其中,装煤车用于从煤塔取煤经计量后按作业计划装入炭化室内;推焦车用来推出炭化室内成熟的焦碳;拦焦车用于出焦时通过导焦栅将焦碳导入熄焦车内;电机车牵引和操纵熄焦车、煤气交换机用于驱动交换拉条,以完成煤气、空气、废弃定时交换。
3 系统设计3.1 主要设备的控制及工作原理针对7米焦炉设备的生产情况及工作条件,为了节能和维护方便等原因,传动系统大部分设计为6ES70系列变频传动控制。
主要调速设备包括走行电机、推焦电机和平煤电机,其调速原理如下:走行电机:采用一拖二方式,其中一台电机带编码器用于速度闭环控制,使车辆能够精确定位,从而克服了机械惯性对对位精度的影响。
推焦电机:推焦机推焦由一台电机(YZR355L1,660V、200kW、588r/min)拖动,转子串电阻起动、涡流调速。
探究焦炉推焦车电气自动控制系统的改造设计与运用
138仪器设备Instruments and equipment探究焦炉推焦车电气自动控制系统的改造设计与运用苗长青(承德中滦煤化工有限公司,河北 承德 067002)摘 要:焦炉生产是一项复杂而系统的工作。
它需要“四大汽车”的合作才能完成。
其中,推焦机是焦炉生产的核心。
其主要作用是完成摘门、挂门、推焦、平煤等操作。
由于机车使用年限较长,存在设备老化、操作不便、电气控制系统故障频发等问题,对焦炉正常生产造成一定的影响。
关键词:推焦车;电控系统;改造设计;应用中图分类号:TQ520.5 文献标识码:A 文章编号:11-5004(2020)02-0138-2收稿日期:2020-01作者简介:苗长青,男,生于1977年,满族,河北承德人,本科,助理工程师,研究方向:焦化厂电气、仪表、自动化设备。
某焦化厂部分推焦车电气系统各类故障较为频发,因电气系统故障而影响焦炉正常生产的情况也时有发生,为此,组织技术人员对某推焦车电气控制系统进行了相应的改造设计,有效降低了推焦车电气系统的故障率,同时提升了设备的自动化水平,在实际生产中取得了良好的效果。
1 推焦车电气系统概述推焦车是由电机驱动的大型机电一体化设备,由专用滑线提供380V 动力电源。
生产过程中的各种操作,包括走行、摘门、挂门、推焦、平煤等全部由电机、无触点开关、限位开关等电气设备进行控制实现,因此,推焦车上的各种电气设备也是非常多,而且是复杂的。
总的来说,推焦车电气系统包括走行系统、取门系统、推焦系统、平煤系统、照明系统和其他辅助系统。
2 推焦车电气系统存在的问题当推焦车由人工操作变为全自动操作时,对操作过程中每一步骤执行的准确性有着更加严格的要求,任何错误信号都有可能造成人身和设备的重大安全事故。
这就需要全自动操作系统具有更加齐全和完善的安全保障措施,这也是系统研制成败的关键。
(1)机械震动造成的无触点开关损坏。
推焦车电气系统采用可控硅无触点开关控制,在实际生产中,由于推焦车轨道平整度不足,推焦车往来行走和推焦时引起的震动有时会造成电气线路和无触点开关的损坏,使机车停电而影响生产。
7m大容积焦炉的投产实践

调整循 环风 机气体 流量 。控 制干熄 炉 出 口循环 气体
温度 在 8 0 9 0C 围 内 .同时稳 定 过热 蒸 汽压 力 8 ~6  ̄范
和温 度 。通 过调 整余 热锅 炉蒸发 量 响应 干熄炉 出 口 循 环气 体参 数 的变化 .确保 干熄 焦 电站在 最优 工况
下运 行 。
2 o :9 05 .
【】 l 姚昭章 , 明东. 郑 炼焦学【 . M】第三版. 北京 :冶金工业 出版社 ,
3 结 语
1 N 7 — 一 型 焦炉 作 为 全新 的炉 型 ,有 非 )J X 0 3 l 常明显 的优 越性 .是 当前 实现焦 炉大 型化 与高效 的 方 向。 目前 焦 炉生产 正常 ,各项 技术 指标 均达 到 了 先 进水 平 。梅钢 在组织 投 产过程 中探 索 的科学 、合 ( 上接 第 2 0页)
加 ,在温度 高 于 9 01 ,蒸发 量增 加 幅度 下 降 。 2 '时 2
蒸 汽管 网供 汽 ,停 运减 温减压 器改 为备 用 .全 面提 高动力 回收 系统 的效 益 。
2 )干 熄 焦 电站 热 力 循 环 系 统 协 同分 析 表 明 , 随着 干熄 炉 生产 能力及 红焦 温度 的变 化 。在保 证 干 熄 炉 出 口排焦 温 度低 于 10C 8  ̄ 的安 全 前提 下 。实 时
坏 。另 外 ,可减 少 焦炉 机 械 操作 全 炉 的行 程次 数 ,
节 约 电能和 减轻 劳动 强度 。缺 点是 每炉 操作 时 间为 1 mi,从 焦炉 首 号 开 始 推焦 到 本 签 尾号 ,即使 不 5 n
作 ,首 次 在 大 容 积 J X 0 3 1 焦 炉 上 实 施 优 化 N 7—— 型 串级调 控 ,系统 使用 后在 稳定 炉 温 、节 约 能源 、减
推焦车

平煤机构行程控制器
行程控制器:精准定位
工控机显示画面
前 前 限 限 2 1
短 行 程 限 位 定 停 位
后 后 限 限 1 2
炉体
平煤机构编码器
多圈绝对值编码器:直观显示
工控机显示画面
四、推焦-涡流调速(选择一)
推焦电流
DP总线
工控机显 示画面
绕线电机
涡流制动器
电 阻
推焦-变频调速(选择二) :快速、精确定位
软操作
热备工控机
• 操作台:设计舒适安全、操作简便、观察直观。 接线简单。 • 触摸屏:显示机构动作、所处位置等操作画面。 自动化程序高。 • 设彩色工业电视监视系统,操作室设两台监视器, 可实现对车辆上设备的完全监控。
工控机操作画面
熔断开关 控制、计算
DP总线
变频器
电 阻
显示、操作
变频电机
推焦机构行程控制器
行程控制器:精准定位
前 前 限 限 2 1
炉 前 定 暂 位 停
后 后 限 限 1 2
工控机显示画面
导焦栅
炉体
推焦机构编码器
多圈绝对值编码器:直观显示
工控机显示画面
五、操作系统
• 工作方式: 1、全自动(四大车连锁正常情况下) 2、单元自动、 3、联锁手动、 4、非联锁手动控制。
变频调速的优点
主变频器
从变频器
电 阻
电 阻
行走电机
行走电机
行走电机
行走电机
运行机构 为了使车辆能够精确定位,采用变频 矢量闭环控制驱动方式 一台变频器带两台电机,两台变频器间 采用主从闭环调速模式运行,电机出力 均衡,起制动迅速 通过变频器与PLC之间总线连接 (PROFIBUS),可使电机按照一定斜 率减速直至停止 克服了机械惯性对定位的影响。
焦炉车辆联锁管理系统方案
焦炉车辆联锁系统技术方案武汉利德测控技术有限公司目录一、工艺概况和需求 (3)二、系统实现的功能 (4)(一)、炉号自动识别功能 (4)(二)、机车联锁功能 (4)(三)、车上显示功能 (4)(四)、车上语音提示功能 (6)(五)、计划、记录、统计和动画监控功能 (6)(六)、自适应功能 (11)(七)、联网和数据远传功能 (11)(八)、紧急处理功能 (11)三、性能指标 (11)(一)、位置检测方面 (11)(二)、数据通信方面 (12)(三)、工艺设计方面 (12)(四)、安全保障方面 (12)四、系统主要技术参数 (13)五、设备供货范围 (13)六、系统设计和技术资料交付 (16)七、设备的交货期、交货地点和方式 (17)八、项目施工计划及售后保障 (17)九、无线扩频通讯与感应通讯比较 (27)十、业绩表及部分合同影印件 (31)一、工艺概况和需求1.1现场工艺描述拟对2*65孔焦炉车辆联锁控制,为9-2串序,6.25米捣固焦炉,实现联锁控制的车共有8台,即推焦车2台,拦焦车2台,熄焦车2台,装煤车2台,须避免红焦落地及各车辆之间碰撞的安全事故。
1.2用户需求焦炉是焦化厂的核心,“四大车”是焦炉上重要的生产机械,“四大车”安全有效运行,是保证焦炉生产的主要因素。
焦炉机械自动化管理系统是实现焦炉车辆自动对位和实现自动化控制的有效手段。
当前国内外焦炉四大车定位主要采用旋转编码器位置检测技术、编码电缆位置检测技术、定位片电磁编码位置检测技术、条形码位置检测技术等,在众多的定位技术中,编码电缆位置检测加无线扩频通信技术最为成熟。
该技术是通过铺设在移动机车轨道旁的编码电缆来测量机车的位置的。
在济钢、首钢、重钢、武钢、宝钢、柳钢、邢钢、邯钢等焦化厂的应用实践,该技术检测精确度达2mm,定位精度≤5mm,完全可以满足炼焦生产过程中对移动机车的定位要求,而且设备运行稳定。
1.3实施目标1)实现焦炉四大车的位置检测、炉号识别、联锁控制及它们之间的相互数据通信功能。
7m顶装焦炉推焦车装配过程控制

7m顶装焦炉推焦车装配过程控制作者:王志强刘永春史智杰来源:《中国新技术新产品》2015年第06期摘要:7m顶装焦炉是国内大型焦炉炉型之一,具有效率高、污染小的特点,是焦炉工业的发展方向。
焦炉设备是为其配套的机械设备,其中推焦车是焦炉机械的重要组成部分。
通过对推焦车的装配过程进行控制,可有效提升产品性能。
关键词:7m顶装焦炉;装配;控制中图分类号:TQ52 文献标识码:A7m顶装焦炉推焦车(图1)工作于焦炉机侧,用来推出炭化室的焦炭,完成机侧炉门的启闭,对机侧炉门炉框进行清扫,对溢出的焦炭进行收集处理,装煤时对炭化室内部的煤粉进行平煤。
推焦车的装配分为部件装配和总装配,部件装配指先将基本的零部件组装成较大的部件,较大的部件装配成产品的过程称为总装配。
一、部件装配过程控制1 走行装置。
轮轴的安装为走行装置安装的关键:由于车轮和车轴为过盈配合,需根据过盈量、材质及车轮的形状计算出车轮需要加热的温度、加热的时间以及保温的时间;在加热车轮前需核查轮轴的过盈配合尺寸,在车轴的配合处凃油并将吊环螺钉拧到车轴上;根据要求对车轮进行加热,取出后基面向上吊放于支架上,将轴吊装于车轮,轴肩必须靠平,待自然冷却。
走行传动中电机和减速机轴的同轴度误差会影响到电机和减速机的使用寿命,但两轴的同轴度无法直接测量,为了控制两轴的同轴度,需对电机和减速机之间的联轴器进行控制,通过控制联轴器的圆跳动,两轴的同轴度也得到了有效的控制。
2 推焦装置。
推焦装置包括推焦杆装置、推焦传动装置和托辊等,其中推焦杆装置由推焦头、齿条、推焦杆和滑靴组成。
齿条用铆钉铆到推焦杆的上表面,两齿条连接处的齿距误差会对齿条的受力情况和推焦杆运动的稳定性产生较大的影响,所以需要在安装前制作齿条样板对齿条的安装进行控制。
3 取门装置(图2)。
取门装置台车移动采用液压缸驱动,台车两侧各装有两个车轮在台车架轨道上移动,为保证台车运行平稳,需要保证同一轨道上任意两点的高度差在2mm以内,同一断面上两轨道的高度差在2mm以内。
焦炉推焦车的自动控制系统分析

采 用 一 次对 位 .— 5 2串 序 工 作 制 度 [。 “
推焦车 系统工艺流程 框图见图 1
走 行
平煤小 炉 门开 l
l 取门机 开门 lI 头尾焦刮板 机 I
l 清扫小 炉门开
小 炉 门 清 扫 及 上 升 管 吹 扫
平煤溜 槽前进 I 炉 门清扫 I 余 煤处理 Il 平煤 I l 推焦 平 煤溜槽后 退 I 平 煤小炉 门关 I I 炉框清 扫 l 门关 门 I I 取 头尾 焦刮板机
蓁l II lll蓁蓁 }llI ll
小 炉 门 系 统
清 扫
炉
厶
日
清 扫
系
统
图 2 自控 系统 组 织 图
面 ( u a a h n n e f c ) 触 摸 屏 实 现 了 操 作 H mnM c ieI tr ae 即
主机 系统 : 设 2 共 9个 输 入 、 出 模 块 , 些 模 块 输 这
之 满 足条 件 。 当 大 容 量 设 备 推 焦 或 平 煤 时 , 突 然 发 若
生 故 障 , 置 有 强 拉 出按 钮 , 果 还 不 能 将 其 拉 出 。 设 如 则
可 打开 手 摇 定 位 限 位 . 机 械 手 摇 装 置 把 推 焦 杆 或 平 用
文 章 编 号 :0 5 9 9 2 1 ) 0 — 0 9 0 中 图分 类 号 :O 5 文 献 标 识 码 : 10 — 5 8(00 一 10 4 — 3 T06 B
以 往 焦 炉 生 产 多 采 用 继 电 器 联 锁 来 控 制 各 种 生 产设备 。 于其体积大 、 电多 、 靠性差 、 命短 、 由 耗 可 寿 运 行 速 度 不 高 . 其 是 对 生 产 工 艺 多 变 的 系 统 , 应 性 尤 适 更 差 , 以设 备 大 型 化 、 艺 复 杂 化 的 6 所 工 m焦 炉 , 四大
1_推焦车研发任务书
四、采用的研究、试验方法和技术路线(包括工艺流程)
采用的研究、试验方法:下载PLC用户程序,现场调试工艺连锁。
试验方法和技术路线:
五、现有技术基础及条件
1、现有工程技术人员名,其中高级工程师名,工程师名,技术人员名。现有PLC试验用控制柜5台,PLC控制机架14块。PLC控制模块43块,PLC中央隔离继电器115个,隔离变压器10台,直流控制电源20台,信号发生器5台,交换机30台,变频器15台,交直流试验设备3套。
17
差旅费
18
办公费
19
培训费
2
20
与研发活动相关的其他费用
合计
55.5
十二、技术的先进性与技术资料
技术先进性:
技术资料:
十三、技术成果与形式
项目研究报告,申请成果鉴定
十四、开发单位、负责人审查意见
负责人(签名、盖章)
单位(公章)
审查日期:年月日
十五、公司主管部门审查意见
负责人(签名、盖章)
(公章)
2、推焦车控制系统的备件因型号陈旧,部分备件厂家对其已停止生产,控制系统备件极少,推焦车控制系统一旦出现卡件故障,将造成推焦车停机,成为影响推焦车运行的主要原因之一,进而影响焦炉生产。
为了不影响整个炼焦作业的正常运行,从长远考虑,我们建议对推焦车控制系统进行优化研发。
二、主要研究、试验内容、目标、技术关键及主要技术经济指标
达到的技术水平:采用新式的施耐德PLC系统具有:开关量相应速度快、通讯速度快、模块IO集成度高、模块功能选择多的特点,保障了推焦车控制系统的安全稳定运行。
7m焦炉推焦车的结构特征

No.5(Total No.156)
Oct.20l1
7m 焦炉推 焦车 的结构特征
樊海莲 吴 冈
(太原 重 工股 份有 限公 司 ,山西 太 原 030024)
摘 要 介绍 了炭化 室高 7m焦 炉推焦 车的 总体布局 及设 备参数 ,详细说 明 了 7m推焦 车的 系统组 成及各 机构 的工作原理 。7m推焦车具有 技术含量 高 、自动化 水平 高 、环 保效果 好的特点 ,可对 焦化行 业 的发展起 到一 定 的推动作用 。
炭化室有 效 高度 /mm
炭 化 室 锥度 /。
热6 9态80尺+9寸1, 6 630 50
炭 化室 中心距 /mm
人炉煤 水分 /%
10-13
1.1 钢 结构 钢结构 主要 起支撑和连接作 用 ,其 主体 为门型结
收 稿 日期 :201卜05—02 作 者简 介 :樊 海莲 (1966一 ),女 ,1987年 毕 业 于太 原重 型 机械 学 院T程 机械 专业 ,高级 工 程师 ,现从 事 焦炉 设备 的 研 发 工 作 。
口炉门清扫装置 丽硼 几 I.匝.....匿.....丕..... ..........__J
平 煤装置 俯视 图
图 1 7m 焦 炉 推 焦 车 总体 布 局 示 意 图
炭化 室 全 长/mm
(1
炭化室 有效 长度 /mm
…oo
表 1 焦炉结构参数
炭 化 室 高 /mm
1 7m 焦 炉 推 焦 车 的 工作 原 理 及 结构 特 征
主 视 图
7m焦炉 推焦车共 13个部 件 ,按 照 “一点定位 ,五 二 串序 ”的程序 运行 ,设备 的运 行控 制均 在操作 室 内 进行 ,总体设计采 用五炉距一次对位结 构 。7m推焦 车 系统 由钢 结构 、走 行机 构 、推 焦装 置 、取 门机 构 、平煤 装 置 、炉 门清扫 装 置 、炉框 清 扫装 置 、头 尾焦 回收装 置 、机侧除尘装置 、气路系统 、润滑系统 、液压系统 、电 气 系统 组成 ,总体 布局 示意 图见 图 1,其对 应 的焦 炉 结 构参数见表 1,推焦车 的技术性能参数见下页表 2。
推焦车自动对位系统的设计

comparison with the running speed set by the control center and the position of taryet furnace number. When
the coke pusher runs to the position of taryet mrnacc number, the control center automatically issues a stop
推焦车自动对位系统可以实现推焦车在运行过程
中与目
号的快速自动对位和精确停车。推焦
车 位置如图2所,当
车
,安装在
车 装置上的行程编码器及车身上的速度传感
器和位置传感器将 车的行程信息、
速 、位置
信息经 转换后实时传输至机载可编程序控制器,
的采集任务(6]o机载可编程序控制器通过网
络通信
的RS485
将采集到的数据实时传输
command to realize automatic positioning and precise parking of the coke pusher. Field tests show that the
system con achieve quick automatic positioning and precise parking aaainst the taryet number of the coke
机侧 ,将焦炉中的
出。
车'
具有
、炉框,
装
的煤顶部
平
的功能。如何实现推焦车与目标炉号的快速自动对
位和精确停车, 是各焦化企业
的重点和难点o
设计一套能适应焦化生产 环境的高可
焦炉推焦自动记录系统的开发

焦炉推焦自动记录系统的开发
邱全山;吴宏杰
【期刊名称】《马钢技术》
【年(卷),期】2002(000)002
【摘要】在焦炉生产中,通过DCS自动采集系统,实时、准确记录推焦过程曲线,再经网络传输进入焦炉管理软件系统,由焦炉管理软件系统对数据进行分析处理后,自动生成操作日志报表。
【总页数】4页(P15-17,49)
【作者】邱全山;吴宏杰
【作者单位】煤焦化公司;煤焦化公司
【正文语种】中文
【中图分类】TQ522.1
【相关文献】
1.焦炉无线推焦监视管理自动化系统的开发和应用 [J], 郭珠安
2.自动推焦记录系统研制及应用 [J], 王建程
3.焦炉无线推焦监视管理自动化系统的开发和应用 [J], 郭珠安
4.焦炉推焦操作自动显示记录系统的开发 [J], 高忠仁;郭辉;胡汉;单永丰;李贵玉;史
艳萍;刘景军;赵常喜;高明强;马伯川
5.焦炉推焦机自动放余煤系统的研究与实现 [J], 孙得维;王宁;贾兴宏;韩秀林
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7M焦炉推焦车控制系统的研发
1、引言
近几年来,随着我国经济的快速发展,国家钢铁产量的大幅度增加直接导致焦炭资源的短缺。
我国焦化行业迎来了大发展的机遇,由于需求旺盛,各地新建了大量土焦(改良焦)炉和小机焦炉,这种低水平盲目重复建设项目工艺简陋、设备落后、环境污染和资源浪费严重、产品质量差。
针对目前焦化行业这种无序、落后的发展状况,国家出台了一系列结构调整和产业升级的强制性措施和规定,鼓励焦化行业提升工艺和设备的技术水平,发展大容积机焦,治理污染,淘汰土焦和4.3m以下小机焦。
目前,我国钢铁企业和大型独立焦化厂大多采用6m焦炉、5.5m焦炉和小部分4.3m焦炉,2006年部分钢企已引进德国7.63m大容积焦炉并已投产。
由于国内焦炉大型化的步伐正在加快,开发大容积7米焦炉设备已是迫在眉睫,由于7m焦炉机械有许多优点,特别是在环保方面的优势,在国内市场上有很好的前景。
2、设备用途、主要性能参数、组成及控制工艺
1)用途及使用范围
■推焦车是在焦炉机侧的轨道上运行,采用5-2串序对焦炉进行一系列操作的移动机械。
主要功能是开闭机侧炉门;将红焦从焦炉炭化室推出;对炉门、炉框进行清扫;对溢出的头尾焦进行回收处理;并对下一操作的炭化室进行小炉门开闭、平煤操作;对推焦、平煤、清门过程中产生的烟尘进行回收和净化。
2)主要技术参数
该推焦车技术参数如下:走行装置运行功率4×30KW,对位精度
±10mm
推焦装置推焦速度27 m/min,最大推焦力740(27t焦炭)KN,推焦行程26900mm
取门装置取门速度8 m/min,平煤装置平煤速度60m/min
3)推焦车设备主要机构组成
7米推焦车主要由如下机构组成:走行装置,推焦装置,取门装置,平煤装置,清扫炉门装置,炉框清扫装置,头尾焦回收装置,机侧除尘装置,供电小车,润滑系统,液压系统,电气系统
4)推焦车工艺流程如下:
推焦车工艺流程如图1所示:
图1 工艺流程框图
5)推焦车程序框图如下:
推焦车程序如图2所示:
图2 程序框图
3、电气控制系统的组成及特点
推焦车电气控制系统由AB公司的冗余PLC控制系统、HMI及无线数据通讯组成。
推焦车各机构可在半自动化模式、联锁手动模式及非联锁紧急模式下操作。
车上PLC与中央控制室通过无线网络进行实时数据传输。
系统采用PLC控制,触摸屏操作,PLC及触摸屏各设两套,一台PLC 为主机,控制整车控制系统,一套为从站,控制自动走行对位、四车联锁和与地面站的通讯。
两台触摸屏及PLC系统互相通讯,达到备用功能。
配
备UPS电源。
工作方式:单元自动、联锁手动及非联锁手动控制。
PLC系统实现自动控制、手动控制和动作联锁、运行状态显示、运行参数、故障显示全部功能。
其中I/O模块具有热插拔特性,可以在主系统工作状态下进行检查、维修。
变频器通过ControlNet与PLC进行通讯。
变频器的运行状态等信息通过ControlNet传送到PLC,PLC给变频器的控制信号通过电缆传输。
防止PLC系统发生故障影响生产,设置必要部分动作的紧急手动开关。
操作台设置电源分合闸按钮、解除联锁按钮、急停按钮,事故状态下推焦杆、平煤杆、摘门系统强制回位等按钮。
设彩色工业电视监视系统:分设走行轨道2台摄像头、走行炉前平台2台摄像头、小炉门1台摄像头、摘门2台摄像头、炉框清扫1台摄像头,操作室设三台监视器,画面可以进行切换。
半自动化模式包含一套自动定位系统。
为满足自动定位,推焦车运行机构采用四台三相异步变频电机4象限运行,一台变频器拖动两台电机,两台变频器间采用主从闭环调速模式运行,使电机间出力均衡,起制动迅速,为自动定位系统提供良好的运行环境,更好的满足推焦车自动运行对自动定位的要求。
在半自动化模式下,为了能够在任意选定位置对推焦车定位,操作人员通过炼焦计划得到下一目地的数据,然后按下“开始”按扭,机器将自动运行到给定位置,且定位公差在±5mm内。
自动定位由一个初步定位系统、辅助定位系统及一个精确定位系统组成。
初步定位系统由装设在靠近机侧轨道的从动轮上的行程编码器进行
检测,编码器信号经PLC系统计算得出车辆的运行位置,这个位置信号与已有的计划炉号位置数据进行比较,为精确定位使变频系统提前从高速降到低速进行制动,运行至预定位置。
辅助定位系统为激光距离检测系统,该系统兼有两个功能:其一为防碰撞,防止设备之间或设备与建筑物之间的碰撞,具有两个开关量输出,使设备预减速和制动防撞。
其二为距离检测,为绝对距离,该距离经RS485接口或ControlNet接口与PLC系统进行通讯数据计算后与精确对位系统进行比较求真,起到辅助定位的作用。
精确定位系统由码盘、阅码元件、方向检测元件、误差检测元件及信号处理单元所组成,当初步定位系统和辅助定位系统使设备运行到计划目标附近时,精确定位系统对所在位置进行检测,并与计划位置进行比较,若满足计划要求则给走行系统发出机械制动抱闸,否则由方向检测元件和误差检测元件检测出哪一侧有误差,把误差的方向及大小传递给PLC系统控制走行机构运行满足计划要求。
“半自动定位”系统将适用于以下一些情况:
-半自动运行并定位在某一目的地
-定位联锁
-位置确定
-借助于无线数据传输系统,实现焦炉设备之间的联锁
4、触摸屏的主要功能
(1)触摸屏:采用冗余互备的双屏配置。
(2)人机界面友好。
该系统以多种画面形象、实时、动态地显示现
场的生产过程和工艺参数,具有位置仿真显示、液压回路及气动回路仿真等。
(3)显示故障检测及诊断结果。
当某一参数异常或设备故障时能给出声光报警并显示相应的提示信息和画面。
(4)各种工艺参数设定、存储、查询、优化、记录等。
5、结束语
实际应用表明,7M焦炉推焦车的电气控制系统由于采用了触摸屏和工业PLC两级控制方式, 极大地提高了该设备的可视化程度,便于维修人员快速发现故障,解决生产中的问题。
■
希望以上资料对你有所帮助,附励志名3条:
1、积金遗于子孙,子孙未必能守;积书于子孙,子孙未必能读。
不如积阴德于冥冥之中,此乃万世传家之宝训也。
2、积德为产业,强胜于美宅良田。
3、能付出爱心就是福,能消除烦恼就是慧。