塑料零件的材料及技术要求在图纸中的标注方法
零件图的技术要求及标注

零件图的技术要求及标注以下为正文:一、零件的技术要求零件在加工、检验时的各项技术要求,通常是指表面粗糙度、尺寸公差、形状和位置公差,材料的热处理及表面处理等。
二、尺寸公差与配合1、零件的互换性&定义、作用在按规定要求大量制造的零件或部件中,任取一个,不经挑选或修配,就能装配到机器当中,并达到规定的配合要求,零件的这种性质称为零件的互换性。
2、尺寸公差的基本概念1)误差与公差定义、区别2)公差的基本术语下面以轴的尺寸和孔的尺寸为例,讲述尺寸公差的基本术语和相互关系。
基本尺寸设计给定的尺寸,如φ50。
实际尺寸通过测量所得的尺寸极限尺寸允许尺寸变化的两个极限值,它以基本尺寸为基数来确定。
最大极限尺寸:两个极限尺寸中较大的一个尺寸称,如轴bφ50,孔为φ50.007;最小极限尺寸:较小的一个尺寸称如轴为φ49.984,孔为φ49.982尺寸偏差有上偏差和下偏差之分,尺寸偏差可正、负或零。
上偏差(ES /es ) 最大极限尺寸与基本尺寸的代数差称为上偏差,如50-50=0,50.007-50=0.007;下偏差(EI /ei ) 最小极限尺寸与基本尺寸的代数差称为下偏差如49.984-50=-0.016,49.982-50=-0.018。
尺寸公差允许零件尺寸的变动量。
它等于最大极限尺寸减去最小极限尺寸,或上偏差减去下偏差。
公差总是大于零的正数.如50-49.984=0-(-0.016)=0.016;50.007-49.982=0.007-(-0.018)=0.025。
公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如下图所示的矩形上边代表上偏差,下边代表下偏差,矩形的长度无实际意义,高度代表公差。
零线:在公差带图中,确定偏差的一条基准直线,通常零线表示基本尺寸。
当零线画成水平时,零线之上的偏差为正,零线之下的偏差为负公差带图3.标准公差与基本偏差表示公差带的代号p由基本偏差代号和公差等级(数字)组成,例如:(1)标准公差确定公差带的大小20个等级:IT01、IT0、IT1、…、IT18。
塑胶模具2D标注规范
BACK
B 板
1. 冷卻水孔: 冷卻水孔的規格, 型號, 編號及位置尺寸, 見圖 三 2. “O”型環﹕其外形均以整數標注, 要標注的尺寸有: 槽的 外徑, 寬度, 深度, 水孔的直徑﹐並在空白處注明“O”型 環規格, 如P12, 見圖四 3. 螺絲孔的規格位置及深度(标准模胚上已经有的可以不 標注)﹐此時不應有S -4 等字樣而應標注為M8.M10等形 式。打在B板側面螺孔(如﹕吊模螺絲孔)高度尺寸有時為 了方便可以以文字說明(如:H=-50)。 4. 回位銷RP孔徑及其逃孔大小和深度,導柱(導套)孔孔徑及 沉頭高度﹑直徑等。見圖七
5‧ (0,0)點選取 A. 主視圖的x、y方向(0,0)點以模具中心為(0,0) 點,特殊情況以成品中心為(0,0)點‧ B. 模仁軸方向(0,0)以pl面為(0,0)點‧ C. 如模具中心,pl面離模仁太遠時,可以模仁直角 邊來定(0,0)點,一般要近基準側優先,並注明 To mcl mm及To pl mm 6‧ 模仁標注時均采用2位數標注,對於精度不高的, 可用整數標注如靠肩寬度。 7. 对于顶针,镶件,斜顶较多的模仁及用毛料割的大 镶件需另外标注线割打孔图
8. 對于一個視圖只反映一個具體工位時﹐如圖面 放置不下﹐可以采用局部視圖(局部投影圖與局 部放大圖)。 9. 需有一側視圖反映其加工最深點﹐并標出(最深 點或THE DEEPEST),在側向投影視圖上標出(最大 點或MAX)。 10‧ 標注模仁時 A. 立体图要注明,pl面以下取負數,pl面以上取正 數‧如:平面Z=-15.00,Z=+2.00,水路高度H=-15 B. 視圖與立體圖均要注明插破及靠破‧ C. 模仁入子編號要在主視圖上注明,側視圖編號 也要注明‧
11、常用图层 名称 颜色 线型 0 white continuous 11 red center 13 green hidden 14 cyan continuous 15 blue hidden 16 magenta hidden 17 white continuous 20 gray phanton 29 green continuous Center ren center Hatch gray continuous
材料标注技术规范
编号:MS003-2003美的饮水设备有限公司设计规范技术文件的材料标注规范A版美的饮水设备有限公司研发中心发布设计规范MS003-2003前言目前的图纸、明细表以及一些技术文件上面对于材料的标注非常混乱,存在同一种材料多种不同的标注方式,这样不但会引起一些不必要的误会,同时因有些材料的标注不完整,其该表达的设计意图也没有完整的通过文件传递给他人,因此制定此设计规范,希望工程师都能够按照本规范中的材料标注。
本设计规范的编制人:尹华宏,王利。
本设计规范由美的饮水设备有限公司研发中心提出;本设计规范由美的饮水设备有限公司研发中心归口。
技术文件的材料标注规范1.范围本规范适用于我公司饮水机产品的图纸,明细表以及其他的一些技术文件的材料标注。
2 塑料件类2.1 通用级塑料直接用树脂英文缩写标注,若对某一性能特殊强调, 可在英文缩写后括号注明;树脂英文缩写+ (特殊强调性能项)2.2 改性塑料在英文缩写后括号注明改性类别, 若同一改性有不同等级,还需注明改性等级, 若同一改性由不同组份提供,在注明改性等级后还需注明主要改性组份,在注明改性情况后,若还有补充说明项,可继续标注,改性类别、等级、组份、补充说明项间用逗号隔开.即:树脂英文缩写+ (改性类别, 改性等级, 主要改性组份, 补充说明项)2.3 改性等级、组份、特殊强调项以实际使用要求为准标注,以下举例仅为示范.2.3.1 聚丙烯氰-丁二烯-苯乙烯类2.3.4 聚乙烯类2.3.5.1 尼龙62.3.5.2 尼龙662.3.8 聚酯类3 橡胶件类橡胶类直接用胶料中文名称标注,若对某一性能特殊强调, 可在中文名称后括号注明胶料中文名称+ (特殊强调性能项)3.1 热塑性弹性体类4 泡沫与保温棉类泡沫与保温棉类用主要胶料名称与俗称相结合的形式标注,若对某一性能特殊强调, 可在中文名称后括号注明胶料名称+俗称+(特殊强调性能项)4.1泡沫纸类以通用名称标注5.1瓦楞纸类6.1 螺钉、螺母用钢螺钉、螺母用钢按如下格式标注:钢牌号(成份、性能交货标准)+表面处理+特殊强调项以下举例仅为示范45(GB699-88)65Mn(GB699-88)45(GB699-88)镀锌45(GB699-88)镀镍、加硬6.2 钢板、钢带、钢丝钢板、钢带、钢丝按如下格式标注:钢板(钢带、钢丝)+钢牌号+主要尺寸如钢板、钢带、钢丝原材料进行过表面处理或冷热处理,可在其前直接注明表面处理状态。
塑料件尺寸及公差标注指引

其塑料件尺寸及公差标注指引Q/GAL04JS02C036—2011塑料件尺寸及公差标注指引1 范围本标准规定了设计注射、压制、挤塑等成型的热塑性和热固性塑料件(不包括二次加工和发泡成型塑料件)二维图纸的尺寸及公差标注的原则和标注方法。
本标准适用于家用空调用塑料件的二维图纸,其他产品或其他结构件(如钣金件、泡沫件等)可参照采用。
1 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SJ/T10628 塑料件尺寸公差Q/GAL04JS02C006-2011 产品设计零(部)件图纸技术要求编写及使用规范Q/GAL04JS02C100-2011 塑料件通用设计规范2 正文2.1塑料件图纸尺寸标注原则➢塑料外观大件、遥控器外壳、风轮风叶、较复杂的塑料结构件:必须标注外形尺寸、定位尺寸、装配尺寸等关键尺寸、影响装配的尺寸必须标注公差;其余塑料件的所有尺寸均应在图纸中明确表示;➢重要尺寸必须标注具体的公差值;➢非重要尺寸如果其公差满足Q/GAL04JS02C006-2011《产品设计零(部)件图纸技术要求编写及使用规范》对应图纸技术要求模板的,按技术要求执行;如果不能满足的,应使用尺寸范围进行标识,如:4.1~4.3;(注1)➢如果零(部)件设计规范对尺寸(公差)有要求的,尺寸(公差)的标注应按相应的设计规范执行。
➢改模或后期进行了重大品质不符合项整改的尺寸必须作为重要尺寸进行控制。
此时其尺寸标注应按“4.1塑料件重要尺寸的标注方法”进行标注。
➢标注尺寸的位置应选择在容易进行测量的地方(特别是应考虑拔模斜度时的情况)。
➢为了便于识别更改的内容,在更改图纸时,应对划改尺寸或更改图线进行标识。
换改(替换)图纸时,也应在图纸更改处标注更改“标记”(版本号);(注2)Q/GAL04JS02C036—2011 注1:此时为了与重要尺寸相区别,不能采用公差的方式表示。
汽车一般塑料件设计标注标准
汽车一般塑料件设计标注标准1 主题内容与适用范围本标准规定了汽车一般塑料件通用技术条件。
本标准适用于汽车一般塑料制品,本标准不适用于已有公司产品标准的特殊塑料零件(如转向盘等)。
2 引用标准GB 8410 汽车内饰材料的燃烧特性GB 4457.3 机械制图字体QC/T 15 汽车塑料制品通用试验方法QCn 29017 汽车模制塑料零件的未注公差尺寸的极限偏差汽车塑料件耐振动试验方法汽车非金属材料零件人工耐候性试验方法汽车非金属材料零件曝露试验后外观评价方法汽车塑料件耐湿性试验方法汽车塑料件耐溶剂试验方法汽车塑料件耐冲击试验方法汽车塑料件耐摩擦色牢度试验方法汽车塑料件色差试验及评价方法汽车非金属制品检验一般规则3术语工矿特性码---一组由大写的汉语拼音字母和阿拉伯数字组成的表示塑料零件安装位置、使用工矿及特殊要求的分类码。
4零件分类及工矿特性码构成根据塑料零件的安装位置、使用工矿、特殊要求,对零件进行分类,并以工矿特性码定义。
工矿特性码构成4.2.1 装车位置根据零件在车上的位置处分为四类,分别用大写汉语拼音字母表示。
具体规定如下:A ——车身内部零件B ——车身外部零件C ——发动机舱内零件D ——底盘上零件4.2.2 光照根据零件的光照情况分为两种,用一位阿拉伯数字表示,具体规定如下:0 ——不受阳光照射1 ——受阳光照射4.2.3 温度根据零件的温度工况分为四种,用一位阿拉伯的数字表示,具体规定如下:0 ——温度不高工况,如门里板堵盖、轮罩、座椅调节手柄等。
1 ——较高温度工况,如仪表板下挡板、开关固定板、保险杠、灯圈、车门户板等。
2 ——高温工况,如仪表板上部零件、烟灰缸等。
3 ——特高温度工况4.2.4 特殊限定零件有特殊性能要求时,增加特殊限定码,特殊限定码由一位或一组大写汉语拼音字母组成。
具体规定如下:T ——装饰性:用于有装饰性要求的内饰及外装件F ——阻燃性:用于有阻燃要求的内饰件S ——冲击性:用于受冲击作用的零件,冲击性分为三种,具体规定如下:S ——普通冲击S1 ——中冲击S2 ——高冲击4.3 工况特性码在图样上的标注例:仪表板中下挡板ABS-AI该零件安装在车身内部(位置码为A),受阳光照射(光照码为1),在较高温度工况下工作(温度码为1),属内饰件(增加T),有阻燃要求(增加F),有抗中等冲击要求(增加S1)、其工况特性码为:AIITFSI 在图样材料中标注: ABS—AI EQC—300—93AIITFSI EQC—302—945 技术要求5.1 一般规定5.1.1 一般塑料零件必须符合本标准,并严格按经过规定程序批准的图样及有关技术文件制造。
零件尺寸和技术要求的标注
Department of Mechanical and Electrical Engineering, Xiamen University
斜度和锥度尺寸
• 在斜度数字前加注符号“ ”、锥度数字前加注符号 “ ”;
• 符号的方向应与斜度或锥度的方Mechanical and Electrical Engineering, Xiamen University
机械制图 1
机械制图
8.4 零件尺寸和技术要求标注
1、合理标注的基本原则(设计基准、工艺基准) 2、常见局部结构的习惯标注方法 3、常用简化注法
2
Department of Mechanical and Electrical Engineering, Xiamen University
机械制图
一.尺寸标注
机械制图
2. 零件尺寸的合理标注
⑴ 正确选择基准
尺寸基准是物体的某个点、线、面,以它为基础来确定其他点、 线、面的相对位置和尺寸。
基准可以是物体的底面、端面、对称面、轴线、圆心(点)等。
20
Department of Mechanical and Electrical Engineering, Xiamen University
符号或缩写词 按GB/T 4656.1-2000
表中符号的线宽为h/10 (h为字体高度)
8
Department of Mechanical and Electrical Engineering, Xiamen University
标注尺寸用符号的比例画法
机械制图
9
Department of Mechanical and Electrical Engineering, Xiamen University
solidworks塑料柱尺寸标注
solidworks塑料柱尺寸标注SolidWorks软件是一个功能强大的机械设计软件,可用于设计和建模各种工程零件和产品。
在设计过程中,一个常见的需求是对零件的尺寸进行标注和注释,以便制造和组装。
本文将介绍SolidWorks中如何进行塑料柱尺寸标注。
首先,打开SolidWorks软件并创建一个新的部件。
通过点击"文件"菜单中的"新建"选项来创建新的零件。
接下来,选择适当的平面来绘制你的塑料柱。
你可以选择在正面、顶面或任何其他方向的平面上绘制。
点击"绘制"菜单中的"线"选项来绘制你的柱子的外形。
一旦你完成了柱子的绘制,你可以通过点击"尺寸"工具栏中的"线性尺寸"选项来标注柱子的尺寸。
在绘图区域内选择你希望标注的线段,然后输入相应的尺寸值。
SolidWorks将自动将尺寸标注放置在适当的位置。
此外,你还可以使用SolidWorks的高级尺寸标注功能来标注柱子的更多属性。
在"尺寸"工具栏中,你可以找到各种标注选项,如半径、直径、角度等。
选择适当的标注类型并点击你希望标注的线段,然后输入对应的数值。
如果你需要标注柱子的特定位置,你可以使用SolidWorks的基准尺寸选项。
基准尺寸允许你在设计中使用相对位置来标注和定位零件的尺寸。
在绘图区域内选择柱子上的两个点,并点击"基准尺寸"工具栏中的"线性"选项来创建一个基准尺寸。
然后输入你想要的尺寸数值。
除了线性尺寸和基准尺寸,SolidWorks还提供了其他标注选项,如角度尺寸、圆弧尺寸、圆心尺寸等。
使用这些选项可以更全面地描述和注释你的塑料柱。
在标注尺寸等过程中,你还可以调整标注的样式和位置。
SolidWorks允许你选择不同的字体、字号和颜色来使标注更易读。
你还可以在绘图区域内拖动标注来调整其位置,确保其不会与其他绘图元素重叠。
零件图上技术要求的注写

25 其余
3.2 =
100 =
6.3 6.3
2×B3.15 1.6 3.2 R
12.5 C2
中心孔、键槽、圆角、倒角旳表面粗糙度代号简化注法
1.6 1.6
6.3 6.3
抛光 1.6
反复要素粗糙度注法
连续表面粗糙度注法
0.8
6.3
同一表面粗糙度 要求不同旳注法
3.2 3.2
齿轮工作表面 旳粗糙度注法
§8-4 零件图上技术要求旳注写
一、表面粗糙度
经过加工后旳机器零件,其表面状态是比较复杂旳。 若将其截面放大来看,零件旳表面总是凹凸不平旳,是 由某些微小间距和微小峰谷构成旳。
我们将这种零件加工后表面上具有旳微小间距和微小 峰谷构成旳微观几何形状特征称为表面粗糙度。
零件旳表面粗糙度与零件旳加工措施、机床与工具旳 精度、振动与磨损,以及切削时产生旳塑性变形等原因 有关。
最大过盈 最小过盈等于零
轴公差带
零线
孔公差带
过渡配合图解规律
轴公差带
零线
孔公差带
孔公差带与轴公差带之下
过渡配合 可能具有间隙或过盈旳配合称为过渡配合。
零线
孔公差带 轴公差带
孔公差带 轴公差带
轴公差带 孔公差带
最大间隙
最大过盈 最大间隙
最大过盈 最大间隙
最大过盈
过渡配合图解规律
孔公差带与轴公差带相互交叠
或其他加工,就能顺利装配,并能满足使用要求,这种 性质称为互换性。
当代化旳工业生产,要求机器旳零(部)件具有互换 性,为使零件具有互换性,就必须确保零件旳尺寸、表 面粗糙度、几何形状等技术要求旳一致性。
实现互换 性旳途径
原则和原则化
注塑模具零件图标注规范20140416

1. 目 的:
为了统一 2D零件图标注,保证 2D图纸的一致性,特制订此规范。
2. 适用范围:
技术工程中心 , 本规范只适合 5050以下的模具。
3. 部门权责:
3.1
技术部:设计工程师在零件图标注时严格按照本规范来执行。
3.2
制造部:在加工过程中根据零件图标注的尺寸和精度加工。
3.4 质检部:根据图纸上的尺寸和公差要求检测工件。
法打开图。
4.1.2 、新建图纸 纵向两种图框
,调出所需要的图框, ,根据需要选择图纸大小和图框类型。
,点图框旁边的箭头会出现横向和
4.1.3 、放置基本视图
,添加所需要的投影视图
所有视图放好之后在开始标数。
,剖视图
,局部放大视图
4.1.4 、标注尺寸。常用标注工具
尺寸很多可以选用坐标标注
;如果有孔位较多可以建孔表标注
NNNGGNGNG
NONGNKGNGNG
4.1.6 、如果要在图纸上增加文字说明可用注释
。
如果在修模图纸只画改动的地方,可以把所有中心线删掉,增加需要画的位置的中心线
就用
。
4.1.7 、填写标题栏。在视图的右下角,标题栏内的内容一定不能写错,尤其是模号和零件编号。
版本号 模号+零件编号
零件名称
画2D图人的姓名
HTT-W-T2-PM-014 A/1
第 4页
共 25页
热流道板
水口板
4.2.1.1 、投影时俯视图沿 Y轴旋转 180°,基准一般位于视图左下角,也有特殊情况。 4.2.1.2 、基准角标注 。视图上要注明加工基准、 Z向基准(需要分清 Z向基准在顶面还是在底面)。 4.2.1.3 、最大外形尺寸:长、宽、高 有无公差视要求而定,一般情况不用标注公差。 4.2.1.4 、吊环孔需标注位置、大小和数量,模架厂加工的不用标注。 4.2.1.5 、销钉需表达位置(± 0.02 )、大小( +0.02/0 )或后面备注是销孔,模架厂加工的不用标注。 4.2.1.6 、螺孔和过孔需标注数目、位置和大小,螺孔数目多时可列孔表,注意坐标调正确,列完孔表选一两个对 照一下 3D图看位置是否正确,有孔表的要在投影图上指示 X、Y方向;斜面上的螺孔可以只标注规格和数量。
常用材料标注方法介绍
常用材料标注方法介绍在制图设计和工程建设过程中,材料标注是非常重要的一环,正确标注材料能够提高设计和施工的准确性和效率,同时也可以避免材料的误用和浪费。
本文将介绍常用的材料标注方法,以期能够帮助大家更好地进行材料标注。
一、常用材料标注方法1.标注材料名称标注材料名称是材料标注最基本的要求,它可以准确表达该材料的品种和用途。
在标注时应尽量使用通用的标准名称,避免使用简写或相似名称,以免产生误解。
2.标注规格型号材料规格型号是指材料在工程设计和施工中的具体参数,如长度、直径、厚度等。
标注规格型号有利于材料的选购和使用,同时也能够帮助设计和施工人员更好地进行材料搭配和搭接。
3.标注数量标注材料数量是指所需的材料数量,它可以帮助设计和施工人员掌握材料用量,以便于在采购和使用时进行准确计算和控制。
在标注时应尽可能详细,将每个部位所需材料的数量都标注清楚。
4.标注材料颜色标注材料颜色在建筑领域中比较常用,它可以指示材料的涂层颜色或表面颜色。
在施工中使用不同颜色的材料有助于保证整个工程的视觉效果,同时也可以帮助施工人员更好地进行材料的拼接和搭接。
5.标注材料质量等级标注材料质量等级是指材料的质量标准,通常由国家相关机构制定,用于指导材料的生产和质量控制。
在标注时应尽量使用行业标准,避免使用不规范或过于模糊的标注。
6.标注材料供应商标注材料供应商可以帮助设计和施工人员更好地了解材料来源,从而更好地进行采购和管理。
在标注时应注明供应商的名称、地址和联系方式等信息,这有助于排除材料不合格或不符合标准的可能性。
7.标注材料单位标注材料单位是指材料的计量单位,如米、吨、千克等。
在施工中,标注材料的计量单位有助于进行准确的发运和安装,同时也可以帮助设计和施工人员从总量上把握材料的需求。
8.标注材料价格标注材料价格在工程设计和施工中非常重要,它可以帮助设计和施工人员了解材料的成本,从而更合理地进行采购和管理。
在标注时应注明材料的单价和总价,尽可能详细地标注各个部位材料的价格。
塑胶件 2d标注技术要求

NOTES:注意事项:1. The purpose of this document is to graphically depict this partfor Engineering documentation.1.文件的目的是用用图表来描述工程文件。
2. DIMENSIONS:2.1 All dimensions shown are critical dimensions(unless otherwiseindicated) for inspection purpose as they affect the form,fit,and function of the part at assembly.2.2 All features not dimensioned can be referenced form the Pro/E 3ddata base of the piece part.2.3 All the dimensions should be the material dimensions unincludingthe paint.2.尺寸:2.1 所有部件都需要标明尺寸(除非有其他的表示),说明部件的形式、符号以及装配功能。
2.2 没有标尺寸部分的特征都可以在pro/e的零件中找到参考。
2.3 所有尺寸都为素材尺寸(不包括喷涂)。
3. SPC control dimensions are boxed and their CP/CPK value ofupper and lower specification limit should be more than 1.67/1.33.3. 规格控制尺寸,上下限制控制规格的CP/CPK值需要大于1.67/1.33.4. Material: PC HF-1023IM(SAMSUNG) resin color: refer to sample.PART MUST BE MOLDED USING 100﹪ VIRGIN MATERIA.4.材质: PC HF-1023IM(三星) 素材颜色:同样品部件必须100﹪ 原材料.5. TOLERANCE:5.1 Unspecified dimension tolerance should comply with the generaltolerance table in drawing.5.2 Unspecified dimension for the location of features(surface,axis,orcenterline)shall be with respect to Datums "X","Y"."Z"with atolerance per the table provided.5.公差5.1 未详细说明部分的公差需要符合表格中的一般公差要求。
塑料零件的材料及技术要求在图纸中的标注方法
糊树脂代号P
4——粘数.mL/g分类号4,126~119
热固性塑料(电木粉)PF
GB 1404—1995
酚醛模塑料PF C
GB 1404—1995
酚醛模塑料类别分为:
A—通用级C—耐热级E—电器级
GB 1403—86标识标准
聚酰胺PA6HG 2350-92
PA6.M
注塑制品
聚酰胺PA66
HG 2350-92
PA66.M
注塑制品
聚酰胺PA1013B
HG 2350-92
聚酰胺PA1013BHG 2350-92
PA1013B.M
绳轮盒及其它注塑制品
增强聚酰胺PA6
HG 2350-92
增强聚酰胺PA6HG 2350-92
PA6 MH,14-040,GF17
进气管
丙烯腈-丁二烯-苯乙烯(ABS)
GB 12672-90
(ABS)GB 12670-90
ABS-1.GN.095.-15-150-2.5
控制盒及其它注塑制品
塑料零件材料及技术要求在图纸中的标注方法
材料名称与缩写
执行标准号
图中标注样式
技术要求的填写要求
应用范围
聚苯乙烯泡沫塑料
HG 2—1015—77
防护罩及其它注塑制品
增强聚酰胺PA6
HG 2350-92
增强聚酰胺PA6HG 2350-92
PA6 MH,14-100,GF30
注塑制品
聚乙烯PE
GB/T1845.1-1999
命名标准
高密度聚乙烯PE
(HDPE)
GB/T11116-89
高密度聚乙烯PE(HDPE)GB/T11116-89
塑料零件的材料及技术要求在图纸中的标注方法

GB/T5761—93
悬浮法通用型
聚氯乙烯
聚氯乙烯GB/T5761—93
PVC-S•G•4
标注说明:
PVC ——聚氯乙烯的缩写代号
S——聚合方法为悬浮聚合代号S
G或P——通用用途代号G
糊树脂代号P
4——粘数.mL/g分类号4,126~119
热固性塑料(电木粉)PF
GB 1404—1995
Ⅳ类30.0~34.9㎏/m3
极限偏差:长宽高尺寸:<400㎜±2㎜;400~600㎜±3㎜
壁厚尺寸:<25㎜±1.5㎜
≥25㎜±2.0㎜
聚四氟乙烯PTFE
HG/T2899—1997
(命名标准)
Hale Waihona Puke HG/T2902—1997(模塑用树脂标准)
聚四氟乙烯(模塑)HG/T2902-1997
PTFE SM 021—25GF
GB/T11116-89
高密度聚乙烯PE(HDPE)GB/T11116-89
PE-MA-57D075
注塑制品
聚丙烯PP
GB/T 12670-90
聚丙烯PP GB/T 12670-90
PP H-M-105
注塑制品
增强聚丙烯PP
GB/T 12670-90
增强聚丙烯PP GB 12670-90
PP H-M-105,GF30
风机蜗壳、叶轮及其它注塑制品
聚甲醛POM
HG2362
聚甲醛POM HG2362-92
POM-C M90
注塑制品
增强聚甲醛POM
HG2362
增强聚甲醛POM HG2362-92
POM-C M60 GF30
注塑制品
聚苯硫醚PPS
注塑模具零件图标注规范20131127

零件材料
备料尺寸,一定要校核此 处的备料尺寸和图纸上所 标注的尺寸是否相同。
4.1.8、打印(转为PDF格式后打印,图纸清晰),审核,下发。
注塑模具零件图标注规范
4.2、零件图标注规范:适合500*500以下零件的标注。 4.2.1、A1板:热流道板和水口板的标注规范。
编号 版本/版次 页码
HTT-W-T2-PM-014 A/0
C.浇口套孔:基本尺寸见简图;
4.2.1.9、侧面配合槽的长宽深和位置,配合面都需要标注并且都要加公差。 4.2.1.10、有特殊要求的零件写上技术说明。 4.2.1.11、右下角菜单栏的信息一定要写正确,备料尺寸和图纸对照一下是否开料正确。
注塑模具零件图标注规范
4.2.2、A2板:顶板标注规范
编号 版本/版次 页码
4.2.1.7、规则的热流道板槽标注长,宽和角度;不规则的可以不标注。热流道销钉定位位置和深度要标注清楚, 加定位公差±0.02 、直径+0.02/0。 4.2.1.8、三板模上的①拉料杆位置、配合段直径,
②浇口套位置、配合段直径 A.点浇口加长套安装孔:直径和深度0~+0.02 B.点浇口套:直径和深度0~+0.02
HTT-W-T2-PM-014 A/0
第5页
共25页
顶板
三板模顶板
4.2.2.1、投影时俯视图沿Y轴旋转180°,基准一般位于视图左下角,也有特殊情况。 4.2.2.2、基准角标注,视图上要注明加工基准、Z向基准(需要分清Z向基准在顶面还是在底面)。 4.2.2.3、最大外形尺寸:长、宽、高 有无公差视要求而定,一般情况不用标注公差。 4.2.2.4、吊环孔需标注位置、大小和数量,模架厂加工的不用标注。 4.2.2.5、销钉需表达位置(±0.02)大小(+0.02/0),模架厂加工的不用标注。 4.2.2.6、螺孔和过孔需标注位置、大小和数量。螺孔数目多时可列孔表,注意坐标调正确,列完孔表选一两个对 照一下3D图看位置是否正确,有孔表的要在投影图上指示X、Y方向;斜面上的螺孔可以只标注规格和数量。
qcc jt097-2010 汽车塑料件、橡胶件和热塑性弹性体件的材料标识和标记
长城汽车股份有限公司企业标准
Q/CC JT097—2010
代替:Q/CC JT097-2008
汽车塑料件、橡胶件和热塑性弹性体件的 材料标识和标记
Material identification and marking of automotive plastic,rubber and thermoplastic elastomer parts
I
目次
Q/CC JT097-2010
前 言 ............................................................................ III 1 范围 ................................................................................ 1 2 规范性引用文件 ...................................................................... 1 3 术语和定义 .......................................................................... 1 4 符号和缩略语 ........................................................................ 2 5 标识符的技术要求 .................................................................... 2 6 材料标识及其他信息的表示 ............................................................ 5
图纸材料标注大全讲解
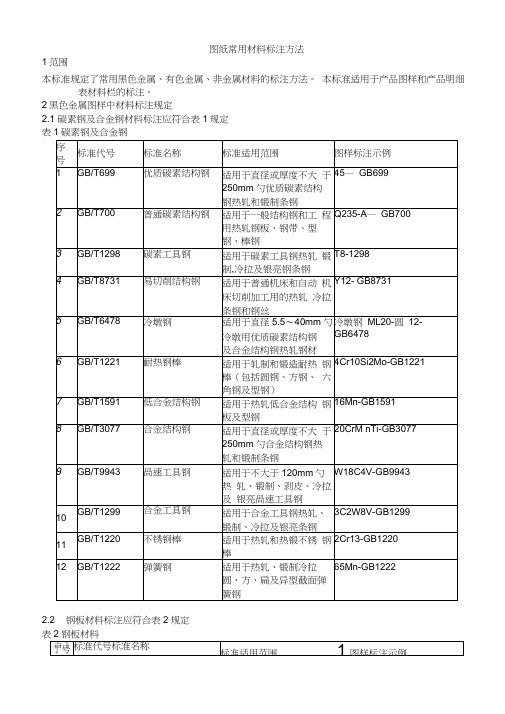
图纸常用材料标注方法
1范围
本标准规定了常用黑色金属、有色金属、非金属材料的标注方法。
本标准适用于产品图样和产品明细表材料栏的标注。
2黑色金属图样中材料标注规定
2.1 碳素钢及合金钢材料标注应符合表1规定
表1碳素钢及合金钢
2.2 钢板材料标注应符合表2规定
表2钢板材料
注:1)冷轧钢板标注应注明“冷轧板”;
2 )热轧钢板标注不注明“热轧”可直接写钢板2.
3 钢带材料标注应符合表3规定
表3钢带
表4钢管
表5型钢
表6钢丝及钢丝绳
2.7 铸钢、铸铁材料标注应符合表7规定表7铸钢、铸铁
3
3.1 有色金属材料标注应符合表8规定
表8有色金属材料
4
4.1 橡胶材料标注应符合表9规定表9橡胶材料
表11杂类材料
衡水汽车
2016.5.8。
塑料件剖面符号
塑料件剖面符号全文共四篇示例,供读者参考第一篇示例:塑料件剖面符号是指在技术图纸上采用一种标准符号表示塑料制品的内部结构和特点的方法。
在工程制图中,塑料件剖面符号被广泛应用于表示塑料制品的设计要求、加工工艺和装配要求,具有标志明确、规范统一、便于理解和准确传达等优点。
塑料件剖面符号的种类繁多,常见的有防水、防尘、防震、导光等多种符号,这些符号通过图形简单明了地表示出塑料制品的结构和功能特点,为工程师和生产人员提供了便捷的参考和指导。
以下是一些常见的塑料件剖面符号及其含义:1. 防水符号:这是一种用于表示塑料制品具有防水功能的符号。
通常是一个水滴图案,放置在零件的特定位置上,以提示使用者此部件为防水设计,可安全在潮湿环境下使用。
4. 导光符号:这是一种用于表示塑料制品具有导光功能的符号。
通常是一个箭头图案,指示光源的方向和光线的传输路径,以确保塑料制品能够有效地传导和反射光线。
除了这些常见的塑料件剖面符号外,还有许多其他符号用于表示塑料制品的特殊功能和结构,例如阻燃、耐高温、耐化学腐蚀等。
这些符号在工程设计和制造过程中都起着至关重要的作用,帮助工程师和生产人员准确理解设计要求和加工工艺,确保产品质量和性能。
在实际工程实践中,正确理解和应用塑料件剖面符号是至关重要的。
工程师和生产人员应熟练掌握各种符号的含义和用法,以确保图纸的准确性和一致性。
定期更新和维护相应的符号库,及时引入新的符号和标准,也是提高工程设计效率和质量的重要途径。
第二篇示例:塑料件剖面符号是一种用于图纸上标注塑料件内部结构和特征的符号标示,是工程技术绘图中的重要内容之一。
在产品设计和制造中,通过正确使用塑料件剖面符号可以有效地传达给加工人员、检测人员和使用人员所需的信息,帮助他们更好地理解和操作产品。
本文将介绍塑料件剖面符号的种类、使用方法和注意事项。
一、塑料件剖面符号的种类塑料件剖面符号主要分为线剖面符号和符号裂纹符号两大类。
1. 线剖面符号线剖面符号是用直线或曲线表示剖面的外形尺寸和结构特征,常见的线剖面符号有:V形线剖面符号、U形线剖面符号、半圆形线剖面符号等。
塑料零件的材料及技术要求在图纸中的标注方法

2.颜色应是材料本色。
3.金属嵌件表面无氧化或锈蚀。在150%的螺钉紧固力矩下,嵌件不被拉出。
4. 药箱总成必须在的内压力下在水中进行1分钟的密封性检查。
5.机械强度应符合跌落性能要求。
6.必须经100h定型处理后加工。
例2:
零件名称:缸体防护罩
高密度聚乙烯PE(HDPE)GB/T11116-89
PE-MA-57D075
注塑制品
聚丙烯PP
GB/T 12670-90
聚丙烯PP GB/T 12670-90
PP H-M-105
注塑制品
增强聚丙烯PP
GB/T 12670-90
增强聚丙烯PP GB 12670-90
PP H-M-105,GF30
风机蜗壳、叶轮及其它注塑制品
注塑制品
聚酰胺PA66
HG 2350-92
注塑制品
聚酰胺PA1013B
HG 2350-92
聚酰胺PA1013BHG 2350-92
绳轮盒及其它注塑制品
增强聚酰胺PA6
HG 2350-92
增强聚酰胺PA6HG 2350-92
PA6 MH,14-040,GF17
防护罩及其它注塑制品
增强聚酰胺PA6
HG 2350-92
标注说明:
PVC ——聚氯乙烯的缩写代号
S——聚合方法为悬浮聚合代号S
G或P——通用用途代号G
糊树脂代号P
4——粘数.mL/g分类号4,126~119
热固性塑料(电木粉)PF
GB 1404—1995
酚醛模塑料PF C
GB 1404—1995
酚醛模塑料类别分为:
图纸明细栏各种材料标注方法
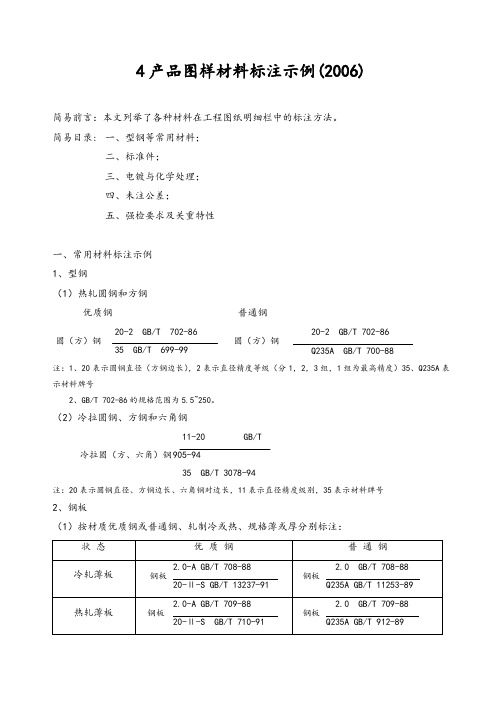
4产品图样材料标注示例(2006)简易前言:本文列举了各种材料在工程图纸明细栏中的标注方法。
简易目录: 一、型钢等常用材料;二、标准件;三、电镀与化学处理;四、未注公差;五、强检要求及关重特性一、常用材料标注示例1、型钢(1)热轧圆钢和方钢优质钢普通钢圆(方)钢20-2 GB/T 702-8635 GB/T 699-99圆(方)钢20-2 GB/T 702-86Q235A GB/T 700-88注:1、20表示圆钢直径(方钢边长),2表示直径精度等级(分1,2,3组,1组为最高精度)35、Q235A表示材料牌号2、GB/T 702-86的规格范围为5.5~250。
(2)冷拉圆钢、方钢和六角钢冷拉圆(方、六角)钢11-20GB/T 905-9435 GB/T 3078-94注:20表示圆钢直径、方钢边长、六角钢对边长,11表示直径精度级别,35表示材料牌号2、钢板(1)按材质优质钢或普通钢、轧制冷或热、规格薄或厚分别标注:Ⅱ表示钢板质量级别,S表示拉延级别(Z-最深、S-深拉延、P-普通)20、Q235A表示材料牌号薄厚分界:薄板0.5 mm~4 mm,厚板4 mm~200 mmGB/T 708-88为冷轧板规格标准(厚度0.2 mm~5.0 mm)(2)不锈钢冷轧钢板:1.0 GB/T 708-88钢板1Cr18Ni9 GB/T 3280-92(3)深冲压钢板:油箱等深冲压钢板:牌号:SC1-深冲,SC2、SC3超深冲标记方法:钢板SC1—1.0 GB/T 5213-2001 或用牌号ST14、ST16, 不加GB/T 5213-20013、钢丝按材质优质钢丝或普通钢丝及弹簧钢丝分别标注4、钢管钢管按无缝管、焊管分别标注,无缝管只能是优质钢,焊管优质钢、普通钢都有:1、2、31、S2、S3),10、Q235A表示材料牌号5、车轮制动嵌件HT200 GB/T 9439-88。
6、轴承钢(车架立管与方向柱配合的轴承是非标轴承)轴承钢只标注材料牌号及相应标准号,不标注材料规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑制品
聚乙烯PE
GB/
命名标准
高密度聚乙烯PE
(HDPE)
GB/T11116-89
高密度聚乙烯PE(HDPE)GB/T11116-89
PE-BA-62D003
药箱、油箱及其它中空制品
高密度聚乙烯PE
(HDPE)
GB/T11116-89
高密度聚乙烯PE(HDPE)GB/T11116-89
塑料零件材料及技术要求在图纸中的标注方法
材料名称与缩写
执行标准号
图中标注样式
技术要求的填写要求
应用范围
聚酰胺PA
HG 2350-92
根据每种零件的主要质量特性有选择性的对如力学性能、耐高低温性能、外观质量、各种成型工艺所涉及到的缺陷加以描述。
例1:零件名称:药箱
1.零件表面无机械损伤、划痕、磕碰、摩擦起毛,螺纹完整,无毛刺。
热固性塑料(电木粉)PF
GB 1404—1995
酚醛模塑料PF C
GB 1404—1995
酚醛模塑料类别分为:
A—通用级C—耐热级E—电器级
GB 1403—86标识标准
聚四氟乙烯(模塑)HG/T2902-1997
PTFE SM 021—25GF
标注说明:
PTFE ——聚四氟乙烯的缩写代号
S——聚合方法为悬浮聚合代号S
M——加工方法模塑代号M
0——挤出压力不标出为0
2—平均粒径31µm在10~100µm之间,代号2
1——体积密度350g/L在≤600内代号1
25——玻璃纤维含量25%
5、尺寸偏差按QB/T1649-92标准。
相关参数:
密度分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四类。
Ⅰ类 ~㎏/m3
Ⅱ类 ~㎏/m3
Ⅲ类 ~㎏/m3
Ⅳ类 ~㎏/m3
极限偏差:长宽高尺寸:<400㎜±2㎜;400~600㎜±3㎜
壁厚尺寸:<25㎜±㎜
≥25㎜±㎜
聚四氟乙烯PTFE
HG/T2899—1997
(命名标准)
HG/T2902—1997 (模塑用树脂标准)
G——填料玻璃 F——纤维
聚氯乙烯PVC
GB/T3402—94
(命名标准)
GB/T5761—93
悬浮法通用型
聚氯乙烯
聚氯乙烯GB/T5761—93
PVC-S•G•4
标注说明:
PVC ——聚氯乙烯的缩写代号
S——聚合方法为悬浮聚合代号S
G或P——通用用途代号G
糊树脂代号P
4——粘数.mL/g分类号4,126~119
聚酰胺PA1013B
HG 92
聚酰胺PA1013BHG 2350-92
绳轮盒及其它注塑制品
增强聚酰胺PA6
HG 2350-92
增强聚酰胺PA6HG 2350-92
PA6 MH,14-040,GF17
防护罩及其它注塑制品
增强聚酰胺PA6
HG 2350-92
增强聚酰胺PA6HG 2350-92
PE-MA-57D075
注塑制品
聚丙烯PP
GB/T 12670-90
聚丙烯PP GB/T 12670-90
PP H-M-105
注塑制品
增强聚丙烯PP
GB/T 12670-90
增强聚丙烯PP GB 12670-90
PP H-M-105,GF30
风机蜗壳、叶轮及其它注塑制品
聚甲醛POM
HG2362
聚甲醛POM HG2362-92
材料名称与缩写
执行标准号
图中标注样式
技术要求的填写要求
应用范围
聚苯乙烯泡沫塑料
HG 2—1015—77
可发性聚苯乙烯HG 2—1015—77
技术要求
1、按聚苯乙烯泡沫塑料包装材料标准:QB/T1649-92
2、密度:Ⅰ ~㎏/m3
3、孔型:闭孔型
4、外观:
色泽:白色,表面平整,无明显鼓胀收缩变形,熔结良好,无明显掉粒现象,。无明显污渍和杂质。
POM-C M90
注塑制品
增强聚甲醛POM
HG2362
增强聚甲醛POM HG2362-92
POM-C M60 GF30
注塑制品
聚苯硫醚PPS
聚苯硫醚PPS
进气管
丙烯腈-丁二烯-苯乙烯(ABS)
GB 12672-90
(ABS)GB 12670-90
ABS-1.GN.095.
控制盒及其它注塑制品
塑料零件材料及技术要求在图纸中的标注方法
2.颜色应是材料本色。
3.金属嵌件表面无氧化或锈蚀。在150%的螺钉紧固力矩下,嵌件不被拉出。
4. 药箱总成必须在的内压力下在水中进行1分钟的密封性检查。
5.机械强度应符合跌落性能要求。
6.必须经100h定型处理后加工。
例2:
零件名称:缸体防护罩
1.零件表面无机械损伤、划痕、银丝斑纹、熔接痕、无飞边毛刺。
2.颜色红色,标号PANTONE 012C
颜色均匀;不能显现玻璃纤维的痕迹。
3. 脆化温度-25~ -30℃;维卡耐温160~180℃。
范例中列举的参数,在设计时应根据零件的需要进行变更。
聚酰胺PA6
HG 2350-92
聚酰胺PA6HG 2350-92
注塑制品
聚酰胺PA66
HG 2350-92
注塑制品